
���±�ţ�1004-0609(2010)S1-s0028-04
��ģ����Ti6A14V�ѺϽ�˿�ĵ���ѧ���ܷ���
�� �棬�պ��֣�����ɣ��������� ��
(������ҵ�ɷ�����˾������ 723014)
ժ Ҫ��
�о���ģ����TC4�ѺϽ�˿�ĵ���֯�����ܣ����봫ͳ���칤����Ƚϡ�������������ڶ������������˿�����ܵ�Ħ������С��Ħ������ʽ��ͬ��ʹ�þ�����ģ����������˿�ı���������ڲ���֯���Ӿ��ȡ�ϸС������ͳ����������˿�ı����׳��ֻ��ˡ�ճģ�ȼӹ�ȱ�ݣ����ڲ��ľ����ϴ����ֲ�ͬ���칤���������IJ�Ʒ�����ٽᾧ�˻���������ֹ�ģ������������˿�ľ���ǿ�ȸߡ����κõ��ŵ㣬����ѧ����ԶԶ���ڲ��ô�ͳ����������ͬ���˿�ġ�
�ؼ��ʣ�
TC4�ѺϽ�����ģ��˿����ѧ��������֯��
��ͼ����ţ�TG 356.4���� ���ױ�־�룺A
Analysis of mechanical properties of Ti6Al4V wire produced by roll-die drawing
FAN Ke, TAO Hai-lin, ZHOU Shu-cheng, WANG Jian-bin, WANG Tian
(Baoji Titanium Industry Co., Ltd., Baoji 723014, China)
Abstract: The relationship between the mechanical properties and microstructures of Ti6Al4V alloy wire manufactured by roll-die drawing was discussed, and the difference between the traditional process and the new manufacturing method was compared. The results show that, because of the differences of frictional forms under two production ways, the wire manufactured by cold roll-die drawing has brighter surface and the microstructure is also finer. The wire produced by new method doesn��t have drawing imperfections, such as pitting, scratching, showing much higher mechanical properties after annealing.
Key words: TC4 titanium alloy; roll-die drawing; mechanical property; microstructure
�Ѽ��ѺϽ�˿�����ھ�����ʴ�Ժá���ǿ�ȸߡ����ԡ����������Ըߡ��Գ��������迹��С����ϵ���ϸߡ����⼰�Ϻõ���״���书�ܵ��ŵ㣬�ں��պ��졢ʯ�ͻ�����ҽ�������������������Լ�������������Ʒ��������������Ҫ��;[1]��
TC4�ѺϽ�˿��Ӧ�ñȽϹ㷺����ͳ���칤���������ѺϽ�˿�ı�����������������ڼӹ�����������ɶ��ߵ�ȱ�㡣��ģ������Ը���˿�ļӹ�ʱ�������������˿�ĵı���������������Ⱦ���Ҽӹ����нϴ�������
�������߷����Ƚϲ����������칤�������ĺϽ�˿����֯�����ܵIJ��졣
1 ʵ��
������ʹ�õIJ���Ϊ������ҵ�ɷ�����˾�߲ij�������TC4�ѺϽ�˿�ģ����Ϲ��Ϊd4.00~5.5 mm��
����������ʹ�õ��豸�н��ڹ�ģ��˿���͵���ʽ��˿��ǣ�����ֱ�ȡ5������d3.50~4.0 mm��d3.00~3.50 mm��d2.60~3.00 mm��d2.50~2.70 mm��d2.20~2.50 mm������ģ��˿����ģ���칤��������˿�Ľ��бȽϡ�
���ȶ�TC4�ѺϽ�˿�����Ͻ�������˻������˻��ƶ�Ϊ750 �汣��1 h��ѹ��Ϊ13 mPa[2]���˻���˿�ľ������������ơ���Ƥ��ȱ�ݺ�����ʼ��ͷ��Ȼ�����õ���ʽ��˿����ǣ�����й�ģ���졣������ɺ���б����鲢ȡ����Ϊ�������е���ѧ���ܲ���������
�ٽ�ͬһ���ŵ�TC4�ѺϽ�˿��ʹ�ô�ͳ��ģ���췽���������죬ͬ����˿����d4.0 mm�ֱ���������ģ������ͬ����˿�ġ�ÿ����������ɺ����ȡ����������ѧ���ܼ�⡣
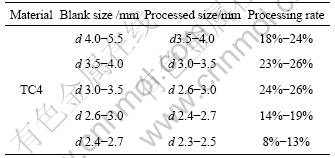
����ϻ��ÿ���εı����������1���С�
��1 ��ģ����������α�������
Table 1 Deformation data of roll-die drawing in each process
2 ���ݷ���
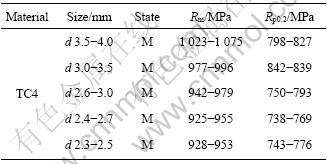
�ֱ���������ֲ�ͬ�ӹ�����������5�����TC4�Ͻ�˿�ģ�ʹ��5885����������������п���ǿ�ȼ�����ǿ�ȵIJ��ԣ����Խ�����2�ͱ�3���С�
��2 ��ģ����˿���˻����������
Table 2 Properties of wires produced by cold roll-die drawing
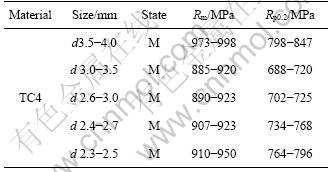
��3 ��ģ����˿���˻����������
Table 3 Properties of wires produced by die-model drawing
�����ϸ�������ȡƽ��ֵ����˿�ĵ�Ӧ������ͼ����ͼ1��ʾ��
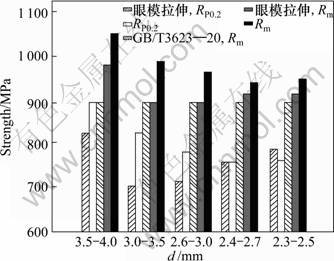
ͼ1 ��ͬ���칤��������TC4�ѺϽ�˿������
Fig.1 Properties of TC4 alloy wires produced by different methods
���2����3��ͼ1��ʾ����ģ���켰��ģ������˿�ľ�������˻��俹��ǿ�Ⱦ�������GB/ T3623-20���е���Ӧǿ�ȵ�Ҫ��(GB/T 3623��20�ж�TC4�Ͻ�˿�Ŀ���ǿ�ȵ�Ҫ��ΪRm��895 MPa)��
��ͼ1�ɷ��֣�����������εĽ��У���ģ���칤�յ���ѧ���ܸ������ʼ�ձȹ�ģ���칤������˿�ĵ���ѧ���ܲ
ͼ2~5��ʾΪͬ���š�ͬ����ò�ͬ�������ռӹ�����TC4�Ͻ�˿������ӹ�״̬��750 ���ٽᾧ�˻�(750 �棬1 h)������Ľ�����Ƭ����ͼ�ɿ������˻�����֯�ֲ����ȣ������ɳɷ���Ҫ��ϸС�ĵ���״��������״�¡�
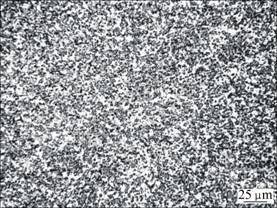
ͼ2 ��ģ�����TC4(Y̬)d2. 5mm˿�ĵĺ�������֯
Fig.2 Landscape orientation microstructure of TC4 (Y state) d2.5 mm wire produced by die-model drawing
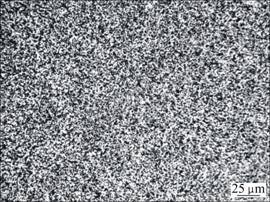
ͼ3 ��ģ�����TC4(750 ���˻���1 h) d2.5 mm˿�ĵĺ�������֯
Fig.3 Landscape orientation microstructure of TC4 d2.5 mm wire produced by die-model drawing after annealing at 750 �� for 1 h
��ͼ3��5�ɿ������봫ͳ����ģ���칤����ȣ�������ģ��˿�����TC4�Ͻ�˿������ͬ���˻��մ��������ڲ�������֯�ľ����ȱ���ģ����˿�ĵľ�����Ҫ�ߡ�������Ϊ����ͬ�������£��������ֲ�ͬ���칤���ڼӹ�����������Ħ������ʽ����С������ͬ����ʹ����ģ����ʱ��˿�ı�����ģ�߹�����Ӵ�ʱ������Ħ�������ڻ���Ħ��[3]����ʹ�ù�ģ����˿��ʱ��˿�ı������ģ���ܵ�Ħ������ʽΪ����Ħ����������ԶԶ���ڻ���Ħ��������ˣ������ڹ�ģ������������ܵı��ο�����С���ڲ���һ�����ȴ����ƶ���ͬ�������£����μӹ��ʾʹ��μӹ��ʴ�������ڲ��Ľ�����֯������Խϸ���������Ⱦ�Խ��
���ݻ������湫ʽ��
��y=��0+kd-1/2 (1)
ʽ�У���y��ʾ���ϵ�����ǿ�ȣ���0��ʾ�������ϵ�����ǿ�ȣ�kΪ������dΪ�����ߴ硣�����Ա����н�������ԽС�����ϵ�ǿ��Խ��[4]��

ͼ4 ��ģ�����TC4(Y̬) d2.5 mm˿�ĵĺ�������֯
Fig.4 Landscape orientation microstructure of TC4 (Y state) d2.5 mm wire produced by roll-die drawing
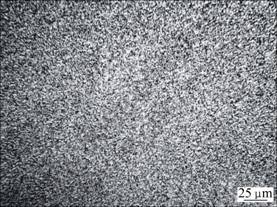
ͼ5 ��ģ�����TC4(750 ���˻���1 h) d2.5 mm˿�ĵĺ��������֯
Fig.5 Landscape orientation microstructure of TC4 d2.5 mm wire produced by roll-die drawing after annealing at 750 �� for 1 h
��Ϊ�ڶྦྷ�����Ա����У������ϵ�ԭ���谭λ�����˶�������Խϸ����Խ�࣬���ο���Խ��ǿ��Խ�ߣ����ҵ��ྦྷ����������ܵ���������ʱ������Խϸ��������Խ���ȣ�����Խ��ɢ�����ٱ��ι����е�Ӧ�����У��������Ƶ��γ��뷢չ�������ں��ڵ���ӹ����͡�
3 ����
������ģ����������TC4˿�ģ��ڲ���֯���ȣ������봫ͳ����������˿����Ⱦ�����ϸ�������Ը��á��ٽᾧ�˻������俹��ǿ�Ⱥ������봫ͳ���칤��������˿�����Ҫ���ߡ�
REFERENCES
[1] ��ϲ��, ������, ��. �ѺϽ�Ӧ��[M]. ����: ��ѧ��ҵ������, 2005: 81-96.
ZHANG Xi-yan, ZHAO Yong-qing, et al. The application of titanium alloy[M]. Beijing: Chemical Industry Press, 2005: 81-96.
[2] B. K. ����ɽ��, ��. �ѺϽ���Ʒ�ӹ�[M]. ϡ�н��������빤����־��, 1984: 102-106.
ALEXANDER B K, et al. Titanium alloy semi-finished products processing[M]. Rare Metal Materials and Engineering Magazine Press, 1984: 102-106.
[3] ������. �������Լӹ�ѧ[M]. ����: ұ��ҵ������, 1989: 156-160.
MA Huai-xian. Processing of metal shaping[M]. Beijing: Metallurgical Industry Press, 1989: 156-160.
[4] ������, ���IJ�, ��. ���̲�����ѧ����[M]. ������: ��������ҵ��ѧ������, 2002: 19-22.
LIU Rui-tang, LIU Wen-bo, et al. Mechanical properties of engineering materials[M]. Harbin: Harbin Institute of Technology Press, 2002: 19-22.
ͨ�����ߣ��� ��; �绰��0917-3222768��E-mail��fkzt@tom.com
