
���±�ţ�1004-0609(2012)05-1365-06
�����������������ұ������Ϳ���
���λ�������֯�ṹ
�� �1, 2����2��������1�������3
(1. ����������ѧ ���Ͽ�ѧ�빤��ѧԺ������ 341000��
2. ����Դ��Ч������Ӧ�ü��������������о����ģ����� 341000��
3. �����Ƽ���ѧ ���Ͽ�ѧ�빤��ѧԺ������ 100083)
ժ Ҫ��
���õ�����������ұ������ͨ�������ӷ�ʽ�ڵ�̼�ֻ������Ʊ�������������ϳ���Ϳ�㡣���ڴ����Ϳ����ε��ص㣬̽�ִ������Ϳ���ȵȵı仯���ɣ�������ɨ��羵��X���������ǡ�������������Ӳ�ȼƼ�ĥ���������������Ϳ�������ɡ���֯�����ܡ��������������ұ��Ϳ���ȿɴ�3.0 mm�������ơ�����ȱ�ݣ���֯Ϊ��-(Fe, Ni)֦����M23C6��CrB��ԭλ�ϳɵ�TiC�մɿ��������������õ�ұ���ϡ����ڿ���ǿ����ϸ��ǿ������ɢǿ���ȶ���ǿ�����ã������Fe������Ϳ��������õ���ĥ���ܡ�
�ؼ��ʣ�
������������ұ���������Ϳ������������֯��
��ͼ����ţ�TG146.1���� ���ױ�־�룺A
Formation mechanism and microstructure of Fe-based large area coating produced by plasma jet surface metallurgy
CHEN Hao1, 2, YANG Jian-gao2, CHEN Mi-song1, LI Hui-qi3
(1. School of Materials Science and Engineering, Jiangxi University of Science and Technology, Ganzhou 341000, China;
2. Engineering Research Center of High-efficiency Development and Application Technology of Tungsten Resources,
Ministry of Education, Ganzhou 341000, China;
3. School of Materials Science and Engineering, University of Science and Technology Beijing, Beijing 100083, China)
Abstract: By plasma jet surface metallurgy technology, Fe-based large area coating was produced on the low carbon steel through multiple channel overlap method. Based on the characteristic of the formation mechanism, the variation rules of overlapping rate and coating thickness were investigated. The phase compositions, microstructures and performance of the coatings were analyzed by scanning electron microscope, X-ray diffractometer, optical microscope, microhardness tester and wear tester. The results show that excellent bonding between the coating and carbon steel substrate is ensured by the strong metallurgical interface, and the coating is uniform, continuous and almost defect-free, 3 mm in thickness. The microstructure of the coating is mainly composed of ��-(Fe,Ni) dendrite, M23C6, CrB and TiC ceramic particle which is synthesized in-situ. Because of the particulate reinforced, dispersion strengthening and refinement strengthening, the microhardness and wear resistant of Fe-based coating can be enhanced.
Key words: plasma jet surface metallurgy; large area coating; formation; microstructure
������������ұ������һ�����˵�����ӹ��������Լ������ܹ�����������������Ӳ�ȡ���ĥ����ʴ�������������Ϳ�ƣ�͵��ۺ����ܣ����й���Ť�����ν�С����������ʵ���Զ������ơ�����Ч�ʸߵ��ŵ㣬�õ�Խ��Խ�㷺�Ĺ�ҵӦ��[1-5]�����ڱ�������һ�ֿ��ٷ�ƽ��ұ��Ӧ���̣����Ʒ�ĩұ������һ��������ӶѺ�����������Ϳ�ȼ�������ʽ�����ƣ����ڱ�������ȫ��ͬ��һ���µı�����Լ�����������������ұ���е����ӻ�Ϊת�ƻ���ת�ƻ�����Ч��ԶԶ���ڷ�ת�ƻ��ģ��ҶԵ����Ӿ����ȴҪ��ͣ������������ǵ��塣�ڵ����ӶѺ��У������ӻ��ĸ��Խϲ��Ҳ��ȶ������������ڵ����ӶѺ�����Ϳ�IJ��ϱ��������ض������ܣ���������������ұ����ԭ���Ͽɲ��������������ԡ��۵㡢�ܶȵ����ʵ����ƣ������������ĩ���������ͬ�������۳أ����ϽϸߵĴ����Ⱥ���ȴ�ٶȣ��ɻ��ͨ��ұ�����ܵõ��ij��Ͻ�㡣�������ܵ���������߳ߴ硢ɨ���ٶȺ��ͷ��������ơ�����ɨ������õ����ʮ�����ޣ�����������Ч����ֱ��Ϊ10 mmʱ������������������ұ��Ϳ����Ƚ�Ϊ10 mm���ң��Ӷ��������乤ҵӦ�õķ�Χ����ˣ��Ʊ������������������ұ��Ϳ���ѳ�Ϊ��Ȼ�������������������ұ��Ϳ���ͨ�������ӺͶ����ӵķ�ʽ��ã����Ӻ������������������мӹ�����[6-7]��Ŀǰ����Ե�����������ұ���о��϶࣬���Դ��������ȱ��Ϳ���Ʊ����о�ȴ���٣���ԭ�����ڲ��ö����Ӵ������ѻ�ý�ƽ���������ơ����ͼ�����ȱ�ݵĸ����������Ϳ�㡣
Ϊ�ˣ��������߲��õ�����������ұ�������ڵ�̼�ֻ������Ʊ���������ұ��Ϳ�㣬�о�Ϳ����֯�ṹ�����Դ����Ϳ����λ������з�����
1 ʵ��
1.1 ����
ʵ���û������ΪQ235�֣��ߴ���Ϊ150 mm��150 mm��10 mm������ұ���÷�ĩ����Ϊ�������Ƶ�Fe���Ͻ��ĩ����ɷ�(��������)���£�C 3%~ 4.5%��Cr 25%~30%��Ni 3%~8%��Si 4.5%~5%��B 0.35%~0.45%��Fe����������Ϊ99%��Ti��(ƽ������Ϊ8 ��m)����Ȼʯī(ƽ������Ϊ10 ��m)����Ti�� ��ʯī�۰�TiC�Ļ�ѧ�����Ƚ������(��Ϻ�ķ�ĩ����[Ti+C])��Ȼ����25%�����Fe����ĩ��Ϻ�Ϊȷ����ĩ�ɷ־��ȣ��ڹ�Ͳʽ��ĥ������ĥ(�������)3 h��ȡ����
1.2 Ϳ���Ʊ����ռ��豸
ʵ���ڽ��ɹ�˾������DRF-2ͬ���ͷ۵�����������ұ���豸�Ͻ��У����ø�ѹֱ���ŵ�ǵ���ѹ��벻������Ӿ棬ת�ƻ��ŵ磬�������ϸ�ͬ�����ͷ�ͣ�ۣ�����ұ������ж�Ϳ������������������ұ���ղ������£��湤������200~300 A��������������1.2 m3/h���ͷ�������0.6~0.8 m3/h������������0.6~0.8 m3/h������������ɨ���ٶ�Ϊ500 mm/min��������빤��28~32 mm��
�����Ϳ�����ϵͳ�Ĺ���ԭ����ͼ1��ʾ�����ι����л���̶��ڹ���̨�ϣ������Ӿ��ڼ�����Ŀ����¸����������״����Ӧ�˶������������ڻ������۳��۳أ���ͬ���ͷۻ����Ŀ����½����Fe�� ������ĩ���������۳أ�Һ̬�������̺��γɳ��ι켣�����������������ι켣�����ӣ��γɴ����Ϳ�㡣
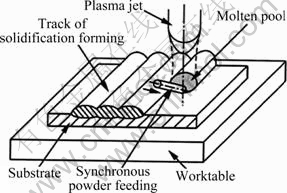
ͼ1 ����ϵͳԭ��
Fig. 1 Principle of forming system
1.3 �����������ֶ�
��Ʒ�Ʊ���ɺ��ص�����������ұ����Ĵ�ֱ������ȡ�����Ƶý�����������������ˮ�ʴ����XJP-100����������LEO1450ɨ��������� ��M21X��X�����������Ϲ۲�ͷ���ұ��������֯��������ɡ�ұ��㼰���ĵ���Ӳ����HVS1000����Ӳ�ȼƲ������غ�����Ϊ100 g��ĥ��������MLS-225��ʪɰ����ʽĥ��������Ͻ��С����������ߴ�Ϊ55 mm��25 mm��6 mm��ĥ��ΪʯӢɰ(ʯӢɰ������Ϊ0.212~0.300 ��m)��������� ���£�ת��400 r/min���غ�70 N������Ԥĥ1 000ת�����ĥ����ԣ���ĥ4 000ת�������������ʧ����ɨ��羵�¹۲���ĥ����ò������JB-4C���ֲܴڶ��Dz���ĥ�����ֲڶȡ�
2 ��������
2.1 �����Ϳ����ο���
����������������漼��Ҫ��Ϳ�����ֲڶ�С�����γߴ�����Ϊұ���ϣ���֯ϸ�ܾ��ȣ����ȱ���١���ˣ�Ϊ��֤���ʱͿ���������ؼ�������ȷ������ʡ�����ʦ�c��ָ��������Ϳ���ص��ľ��������������Ч����ֱ���ıȡ����С��ֱ��Ӱ����α���ĺ��ƽ���̶ȡ���ѡ���������±�����β���(�����̫Сʱ����������Ϳ��֮����һ�����Եİ������������̫��ʱ����һ��Ϳ�����ǰһ��Ϳ��)[8-10]��
ͼ2��ʾΪ���������ʱͿ�����ʾ��ͼ��ͼ �У�rΪ����������Ч���Ȱ뾶��cΪ��������Ϳ���ص��ľ��룻hΪ����ұ��Ϳ��ĺ�ȡ�
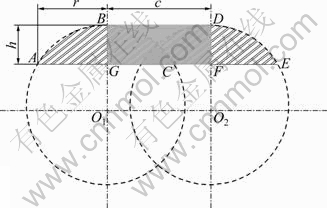
ͼ2 ���������ʱͿ�����ʾ��ͼ
Fig. 2 Coating forming schemes at suitable overlapping rate
�������������������� ���ڲ���ͬ���ͷۣ�ÿ��Ϳ����ͷ�����ͬ����ÿ��Ϳ��ĺ�������ȣ��� ���Ϳ��ĺ������״��ͼ2��ʾ����һ���������״Ϊһ���Σ���Բ��ΪO1�㣬�ڶ�����Բ��ΪO2�㣬���Ұ벿�ֵ���״���һ����ͬ����O1O2֮���Ϳ�����Ϊƽ�棻�� ÿ��Ϳ�����ߵ�����ȡ�
���ݼ��������١��ںۣ͢���
![]() (1)
(1)
![]() (2)
(2)
a=2r-c (3)
��ʽ(1)��(2)��(3)��������Ϊ
![]()
 (4)
(4)
�ڵ�����������ұ���У����������ӱ���ұ��Ϳ��ĺ��h�����ܴ��ڵ���������ߵİ뾶r���� h��r�����ԣ��ڵ���������߰뾶r�̶�������£�����ʽ(4)�Ϳ��Լ������ͬ���Ϳ��Ĵ���ʡ���1����Ϊ��ͬ���Ϳ��Ĵ���ʡ��ɱ�1���Կ�����Ϳ��Խ����ʽ�Сʱ�Ϳ��Եõ�����ƽ����Ϳ�㣬��Ϳ�����ʱ��Ϊ�˵õ�ƽ����Ϳ�㣬�����Ӧȡ�ϴ��ֵ����ʵ�ϣ��ڴ�Ӵ���Ϳ����ʵ�����̹��������ڱ�������������Ϳ���������չ���γ�ƽ�棬���ԣ�ʵ�ʴ���ʿ��Աȼ���ֵ��С����ˣ����Ʊ��Ĵ����Ϳ����Ϊ3 mmʱ������ʦ�cȡ25%���Ҽ��ɡ�ͼ3��ʾΪ�Ʊ��Ĵ������ĥͿ��ְ塣��ͼ3��֪��Ϳ���Ӿ��ȡ��������������ܣ�Ϳ��ƽ���߶���3.0 mm���ҡ�
��1 ��ͬ���Ϳ��Ĵ����
Table 1 Overlapping rate at different thicknesses of coatings

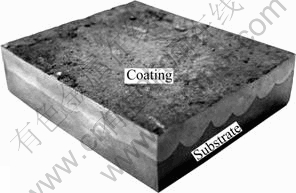
ͼ3 �������ĥͿ��
Fig. 3 Large area wear-resisting coating
2.2 �����Ϳ�������֯
ͼ4��ʾΪͿ������Ӻ����֯����ͼ4�� ��������ұ��Ϳ���ɶ��Ϳ�㡢�ۺ����ͻ�����Ӱ����3������ɡ�������֯���ȡ����ܣ����������Ƶ�ȱ�ݡ�
ͼ5��ʾΪұ��Ϳ���XRD�ס�ͨ���ο�PDF���ͷ�����ĩ�ɷ�(��Ni��Cr��B��Si��Ti��CFe��Ԫ�����)��ȷ��Ϳ�������ɦ�-������֦����M23C6��TiC��CrB������ɡ�TiC��ij���֤�����ͷ�ʽ������������ұ��������Ѿ�ԭλ��Ӧ�ϳ���TiC�������ڵ�����������ұ�������ʹ������������������۳أ���XRD����δ�۲쵽�������࣬˵��ұ��Ϳ��δ�����������������
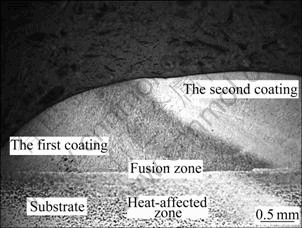
ͼ4 ������Ϳ������
Fig. 4 Transverse section of overlap coating
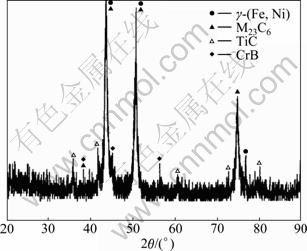
ͼ5 Ϳ���XRD��
Fig. 5 XRD pattern of coating
ͼ6��ʾΪͿ�������֯���ڱ�ʵ�������£����ڵ����ӻ���������Ž��衢���嶯���Ĺ�ͬ���ã��������ǿ�ң�δ�������۸��������İ����㣬����ֱ���γ��ɰ�״������ɵĽ�ϴ�[11-13]����ϴ�����Ӱ�����ľ�������ӳ���������������֯����죬��ұ���ϡ�����ֱ���γ��ɰ�֦״������ɵĽ�ϴ�����ϴ�����Ӱ�����ľ�������ӳ���������������֯����죬�γɹ�ͬ�ľ���������ұ��Ϳ����֯��Ҫ��Fe��Ni������֦����֦���乲��(��-������֦����M23C6��CrB)����ɢ�ֲ���TiC����(��״����״)��ɡ�
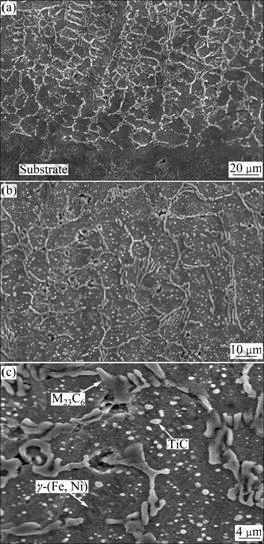
ͼ6 Ϳ������֯
Fig. 6 Microstructures of coating: (a) Bottom; (b) Middle portion; (c) Upper section
2.3 Ϳ����ѧ����
�Ե���Ϳ��ʹ�������Ϳ����Ӳ�Ƚ��в��ԡ�ͼ7��ʾΪ��Ϳ�㶥����������ϵ���Ӳ�ȱ仯���ߡ�
��ͼ7���Կ�����Ϳ��Ӳ�ȴ�����ݶȷֲ��������˳���Ϳ�㿪�Ѻ��������������Ӳ�ȴ�ԼΪ240HV0.1������Ϳ�����Ӳ����850~1 364HV0.1֮�䣻�������ĥͿ����Ӳ��ֵ��700~1 200HV0.1֮�䣬���߾����нϸߵ�Ӳ�ȡ��������������ԭ���ǣ�һ��������˿������̣���֯����ϸС���ܣ�Ϊ��ýϸ�Ӳ���ṩ�˱�֤����һ���棬Ϳ���ڴ��ڵ�֦���乲��(��-������֦����M23C6��CrB)����ɢ�ֲ���TiC������Ӳ����ʹ����Ӳ�����ӡ����������ɢǿ�����Ͻ�Ԫ�صĹ���ǿ���ȶ�Ϳ����Ӳ�ȵ����Ҳ��һ�������á����⣬��������Ϳ���Ӳ��û�е���Ϳ���Ӳ�ȸߣ�������Ϊ������ǰ������������һ��Ϳ���Ʊ�ʱ�����������ȼ�ʹ������нϸߵ��¶ȣ����ӵ����������¶������ߴX�ٶȣ���Ȼ��С���ڽ����������²����ʱ����ȴ���ʺ���ȣ���ˣ���ȴ���ʽϴ�ĵ���Ϳ�����ȴ���ʽ�С�Ķ�����Ϳ����и���ϸС����֯���Ӷ����нϸߵ�Ӳ�ȡ�

ͼ7 Ϳ�����Ӳ��
Fig. 7 Microhardness of coatings
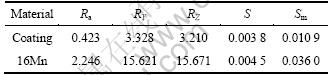
��2����Ϊĥ�����ֲڶȡ��ɱ�2�ɼ����������ĥͿ������ĥ���������ƽ���ֲڶ�Ra���������߶�RY��ʮ��߶�RZ�������ĵ���ƽ�����S��������ƽ�����Sm������С��16Mn��ĥ��������Ӧ����ֵ��
ͼ8��ʾΪ�������ĥͿ��������16Mn������������ת4 000ת���ĥ�����ֲڶ�ͼ��ͼ��LΪȡ�����ȡ�
ͼ9(a)��(b)��ʾΪ�ֱ�Ϊ�������ĥͿ��������16Mn��������ĥ����ò����ͼ9�ɼ�������16Mn��ĥ���������Ա������أ����沼����״ĥм����ĺۼ������༴�������ĥм�����������ĥͿ����������ȽϹ⻬��������16Mn����ȣ�������Ƚ�dz��ĥ���������������������ĥFe���Ͻ�Ϳ�����������Q235�ֵ���ĥ���ܣ�������ΪͿ���д���֦���乲��(��-������֦����M23C6��CrB)����ɢ�ֲ���TiC����������ֹ������˺ͼ����������Ա��εĻ������ã��ӳ��˱��������Ƶ��κ˺����Ƶ���չ���������������ܺģ��Ӷ�����ĥ����ĥ��������������[14]��Ϳ�������֯Ϊ�Ͻ�Ԫ�ع����͵İ�������֯�����кܺõ����Ժ����ԣ���������ɢ��������ճ���֧�����ã�ͬʱ��ͨ�������Ժ����Զ���һ���̶��ϵֿ�ĥ��ĥ��[15]��
��2 ĥ�����Ĵֲڶ�
Table 2 Roughness of worn surface (mm)
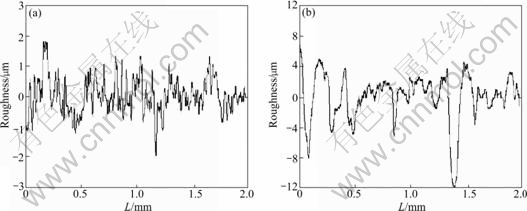
ͼ8 ĥ�����ֲڶ�
Fig. 8 Roughness of worn surface: (a) Composite coating; (b) 16Mn steel
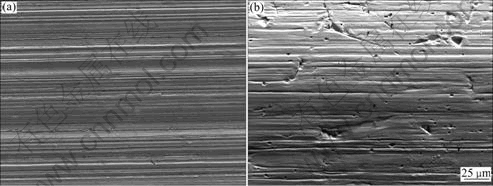
ͼ9 ��ͬ��������ĥ����ò
Fig. 9 Morphologies of worn surface of different samples: (a) Coating; (b) 16Mn steel
3 ����
1) ���õ�����������ұ������ͨ���������ƴ���ʣ���Q235�ֱ����Ʊ�������ֲڶ�С�����γߴ���Ĵ����Fe������Ϳ�㣬Ϳ�������� ���õ�ұ���ϣ����������Ƶ�ȱ�ݡ�
2) ����ұ��Ϳ����֯��Ҫ�ɦ�-������֦����M23C6��TiC��CrB������ɣ����У�ԭλ����TiC ����������Σ��ߴ�Ϊ1~3 ��m��������ɢ�طֲ��ڱ���ұ��Ϳ���С�
3) ��������Ϳ��Ӳ�ȱȵ���Ϳ���Ӳ�ȵͣ�����Ϳ�����Ӳ����850~1 364HV0.1֮�䣬�������ĥͿ�����Ӳ����700~1 200HV0.1 ֮�䣬���Ը��ڻ���ġ�
4) ���ڴ��ڿ���ǿ����ϸ��ǿ������ɢǿ���ȶ���ǿ�����ã������Fe������Ϳ��������õ���ĥ ���ܡ�
REFERENCES
[1] CHEN Hao, YANG Jian-gao, LI Hui-qi. Microstructure and properties of Fe-based coatings on the cutting pick surface formed by plasma jet surface metallurgy [J]. Transactions of Nonferrous Metals Society of China, 2009, 19(S3): s583-s586.
[2] CHEN Hao, LI Hui-qi. Microstructure and wear resistance of Fe-based coatings formed by plasma jet surface metallurgy [J]. Materials Letters, 2006, 60(11): 1311-1314.
[3] ��ҫ��, ���ʿ, ������. �������ӻ���ĩ�۸��������μ�����֯������[J]. �����ȴ���, 2009, 34(12): 65-67.
L? Yao-hui, XU bin-shi, XIANG Yong-hua. Microstructure and properties of part made by micro-plasma arc direct metal formation [J]. Heat Treatment of Metals, 2009, 34(12): 65-67.
[4] CHEN Hao, LI Hui-qi, SUN Yu-zong, LI Min. Microstructure and properties of coatings with rare earth formed by DC-plasma jet surface metallurgy [J]. Surface and Coatings Technology, 2006, 200(16/17): 4741-4745.
[5] ����Ƽ, ��Ƽ��, ����. �������۸�ԭλ�ϳ�TiC�մɿ�����ǿ����Ϳ�����֯������[J]. �й���ɫ����ѧ��, 2004, 14(8): 1335-1339.
WU Yu-ping, LIN Ping-hua, WANG Ze-hua. Microstructure and properties of in-situ synthesis of TiC particle reinforced composite coating by plasma cladding [J]. The Chinese Journal of Nonferrous Metals, 2004, 14(8): 1335-1339.
[6] Ҧ����, ����Ⱥ, ½ ΰ, �� ��, ������. ����������۸��Ĺ����о�[J]. �й����湤��, 2002, 55(2): 1-3.
YAO Ning-juan, HOU Li-qun, LU Wei, CHEN Kai, ZUO Tie- chuan. Study on laser cladding process on a large area [J]. China Surface Engineering, 2002, 55(2): 1-3.
[7] �ŷ�Ӣ, �� ��, ̷ ��, ������, ������. �ѺϽ���ٳ��ι�����ȱ���γɻ����о�[J]. ϡ�н��������빤��, 2007, 36(2): 211-215.
ZHANG Feng-ying, CHEN Jing, TAN Hua, L? Xiao-wei, HUANG Wei-dong. Research on forming mechanism of defects in laser rapid formed titanium alloy [J]. Rare Metal Materials and Engineering, 2007, 36(2): 211-215.
[8] JOHN H, MARK Z. Laser processing [J]. Advanced Materials and Processes, 2000, 36(10): 35-37.
[9] ��ľ��, л����, ף����, ������. �����Ӽ����۸������Ͻ������ƶϿ���ò�о�[J]. �����ȴ���ѧ��, 2001, 22(2): 23- 26.
HU Mu-lin, XIE Chang-sheng, ZHU Bo-lin, WANG Ai-hua. Fractography study on the cracking behavior of laser-clad muhitrack coatings [J]. Transactions of Materials and Heat Treatment, 2001, 22(2): 23-26.
[10] DEUIS R L. Metal matrix composite coatings by PTA surfacing [J]. Composites Science and Technology, 1998, 58: 299-309.
[11] WU Wan-liang, ZHANG Ying-chun, LI Xue-wei, SUN Jian-feng. Laser cladding of Ti26Al24V titanium alloy with Ti + TiC powders [J]. Transactions of Nonferrous Metals Society of China, 2005, 15(S3): s431-s433.
[12] SUN R L, MAO J F, YANG D Z. Microstructure characterization of NiCrBSiC laser clad layer on titanium alloy substrate [J]. Surface and Coatings Technology, 2002, 150(15): 199-204.
[13] ������, �¹���. �����γ�ԭλTiC������ǿͿ�����֯������[J]. ����ѧ��, 1998, 34(12): 1284-1288.
WU Xiao-lei, CHEN Guang-nan. Microstructural characteristics and wear properties of in situ formed TiC particle reinforced coating by laser cladding [J]. Acta Metallurgica Sinica, 1998, 34(12): 1284-1288.
[14] CADENAS M, VIJANDE R, MONTES H J, SIERRA J M. Wear behaviour of laser cladding and sprayed WC-Co coatings [J]. Wear, 1997, 212: 244-253.
[15] YAN M, ZHU W Z. Surface remelting of Ni-Cr-B-Si cladding with a micro-beam plasma arc [J]. Surface and Coating Technology, 1997, 92: 157-163.
(�༭ ����Ƽ)
������Ŀ��������Ȼ��ѧ����������Ŀ(51161008, 51174101)������ʡ����������������Ŀ(GJJ12343, GJJ12352)������ʡ�����ѧ��(����֮��)�����ƻ�������Ŀ
�ո����ڣ�2011-04-28�������ڣ�2011-07-22
ͨ�����ߣ��� �����ڣ���ʿ���绰��15970796661; E-mail: chenhao_168168@163.com
ժ Ҫ�����õ�����������ұ������ͨ�������ӷ�ʽ�ڵ�̼�ֻ������Ʊ�������������ϳ���Ϳ�㡣���ڴ����Ϳ����ε��ص㣬̽�ִ������Ϳ���ȵȵı仯���ɣ�������ɨ��羵��X���������ǡ�������������Ӳ�ȼƼ�ĥ���������������Ϳ�������ɡ���֯�����ܡ��������������ұ��Ϳ���ȿɴ�3.0 mm�������ơ�����ȱ�ݣ���֯Ϊ��-(Fe, Ni)֦����M23C6��CrB��ԭλ�ϳɵ�TiC�մɿ��������������õ�ұ���ϡ����ڿ���ǿ����ϸ��ǿ������ɢǿ���ȶ���ǿ�����ã������Fe������Ϳ��������õ���ĥ���ܡ�
