
���±�ţ�1004-0609(2014)11-2711-07
AZ31þ�Ͻ�������ѹ��չ���������ٶȷֲ�����
�Ӣ���� �ɣ������ȣ��α��
(������ͨ��ѧ ������ѹ�����������о����ģ����� 116028)
ժ Ҫ��
Ϊ�˽�þ�Ͻ�������ѹ��չ���������빤�������Ĺ�ϵ������DEFORM-3D����������þ�Ͻ�ĸ���������Ԫģ�ͣ�ͨ����ֵģ�����������ѹ��������������Գ����ϵ��ٶ��ݱ���ɣ�̽�ּ�ѹ��ת�ٶ����ϸ������ٶȷֲ���Ӱ����ơ������������������ѹ�����У����������ٶ��ڸ��������ʲ�ͬ�仯���ơ��ֲ������ٶȳ������ֲ۵�������������͵ķֲ���̬��ֱ���������������ײ��ٶ���ߣ���չ�������������������ٶ���С������������ģ�����������ٶȵIJ���С�����ż�ѹ��ת�ٵ�����ֱ������������չ��������������ٶȲ�ֵ���������IJ����ȳ̶����ӡ�������ѹ�����н��������������ֲ��ص�Ե���ֲ����Ħ������������ǻ��Ħ������������á�
�ؼ��ʣ�
AZ31þ�Ͻ���������ѹ����ֵģ���������ٶ���
��ͼ����ţ�TG379���� ���ױ�־�룺A
Flow velocity distribution rule of AZ31 magnesium alloy during continuous extrusion expansion forming
YANG Jun-ying, GAO Fei, WAN Meng-meng, SONG Bao-yun
(Engineering Research Center of Continuous Extrusion, Ministry of Education,
Dalian Jiaotong University, Dalian 116028, China)
Abstract: For understanding the relationship between the expansion flow and process conditions, based on the DEFORM-3D software, the model of rigid-plastic FEM was established. The velocity evolution rule on the longitudinal symmetry plane was analyzed during the forming process through numerical simulation. The effect of extrusion wheel velocity on the metal velocity distributions of all surfaces was investigated. The results show that the metal velocity presents various changing forms in different deformation regions. In the groove region, the velocity gradually decreases from groove bottom to enclosing surface. In the rectangular bending region, the velocity at the channel bottom is the highest. In the expansion region, the velocity gradually decreases from the center to the two sides. In the choked flow and die regions, the flow velocity differences are smaller than those of other regions. With the increase of wheel velocities, in the rectangular bending and expansion regions, the differences of the highest and lowest velocities and the non-uniformity of flow increase for all surfaces. The flow distribution characteristics of the continuous extrusion are induced by the interaction between the driving force of the wheel groove and the friction resistance of the cavity wall.
Key words: AZ31 magnesium alloy; continuous extrusion; numerical simulation; flow velocity
������ѹ��չ������һ������Ħ��������С�������������չ��ǻ�ڣ�������չ�����γɴ�����Ʒ�ı��ι���[1-4]�����������̶̡����ܡ�������Ч���ŵ㡣��������������ѹ����չ���μ�������ȡ���˺ܴ�Ľ������ƶ���������ѹ�����ڸ���Χ���ƹ�Ӧ��[5-8]������þ�Ͻ�Ϊ���������ṹ�������������̣���ˣ���������ѹ����Ӧ�õ�þ�Ͻ�ӹ������þ�Ͻ�ӹ������ķ�չ���ƶ����á�
����������ѹ��չ���η����ӹ�þ�Ͻ���Ҫ�о�������ѹ��չ������þ�Ͻ�����Ե�Ӱ�졣������ѹ��չ���ε��ص�����������ֲ�������չ��ǻ�������������IJ������ԣ�����������������Ӱ���Ų�Ʒ�����칤�պͲ�Ʒ������һЩѧ�������չ�����д��ڵ�����չ��������о���������[9]����������ͨ��1:1����ģ�ⷽ���о�����չ��ѹ���̣�������ǻ�����������������ٶ���죬�����������С�����±���[10-12]ͨ����ֵģ�ⷽ��̽���˽�������ǻ�ڵ��������̣�������ģ�ڴ����پ�����ı仯����Ϊ���д����ǵ�Բ��������ģ��ʹ���������ٶȲ��С������Խ��[13-14]��Դ�����ͭ���ߣ��о�����ǻ���Ⱥ�����ģ���谭�Ƕ�ģ�ڴ����پ����ģ���غɡ���ЧӦ�䳡��Ӧ������Ӱ����ɡ���Щ������Ҫ��������������չǻ���غ�����ٶȳ��ֲ���̬�����ڽ�������������������ɣ���ȱ��̽�֡�ʵ���ϣ��ڽ����ı��������У�������ͺ�����������Э���ģ���ʶ������ѹ��չ���ι�����������ٶȷֲ����ɣ����Ը��õ�����������ѹ����չ�����ص㣬�Ӷ��Խ���������������⡢�����֯�����ܾ����Ծ�����Ҫ���塣
�ڴˣ�����������AZ31þ�Ͻ�Ϊ�о�������������ѹ��չ��������Ԫģ�ͣ����÷����ͷֲ�ķ�����̽����������ѹ����������������Գ����ϵ��ٶ��ݱ���ɣ����о���ѹ��ת�ٶ�AZ31þ�Ͻ��ϱ��桢�в�����±�����ٶȷֲ���Ӱ����ơ�
1 þ�Ͻ�������ѹ����Ԫģ��
1.1 ����Ԫģ�͵Ľ���
ͼ1��ʾΪ����Deform3D����������þ�Ͻ�������ѹ��չ���ε�����Ԫģ�͡����ǵ����β����ṹ�ĶԳ��ԣ�����ȡʵ�ʽṹ��1/2��ͬʱ�������϶��������̵�Ӱ�죬�����ģ��Ч�ʡ�
1.2 ģ�����������
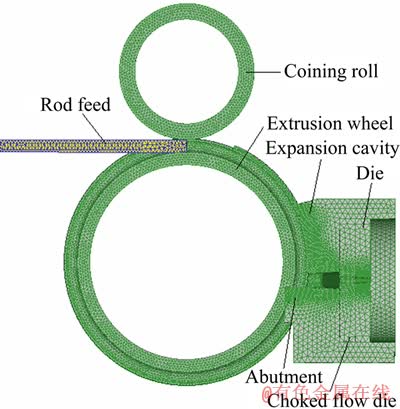
ͼ1 ������ѹ����Ԫģ��ʾ��ͼ
Fig. 1 Schematic diagram of continuous extrusion FEM model
������Ԫģ���У���AZ31þ�Ͻ������Ϊ�����壬���������嵥Ԫ�����������ʼ��Ԫ��Ϊ22504����ѹ�֡�ѹʵ�֡�ǻ��Ȳ���H13�ֲ��ϣ�����Ϊ�����崦�������ǵ������չ����ʱ����ǻ�в����������Ͽ죬�����������Ϊ��С���ֲ����ԣ�����ǻ����������ģ������ģ�в������ʵ���խ�����������ӿ�������ģ��ģ�ߵĽṹ��ͼ2��ʾ�������빤ģ�ߵĽӴ����ϲ��ü���Ħ��ģ�ʹ�������ֵģ����������������1[15-16]��
����AZ31þ�Ͻ𣬲��õı�������Ϊ[17]
 (1)
(1)
ʽ�У� ΪӦ�����ʣ�
ΪӦ�����ʣ� ΪӦ����RΪĦ�����峣����TΪ�¶ȡ�
ΪӦ����RΪĦ�����峣����TΪ�¶ȡ�
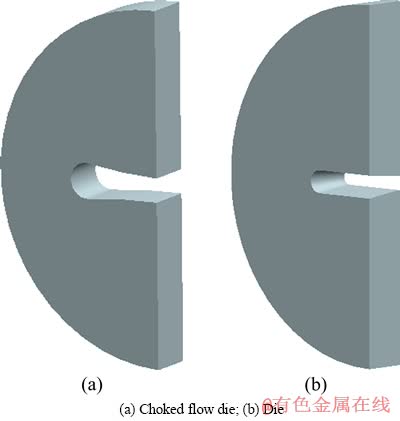
ͼ2 ������ѹ��ǻ�ڵ�����ģ��ģ�߽ṹʾ��ͼ
Fig. 2 Schematic diagrams showing die structure of continuous extrusion chamber
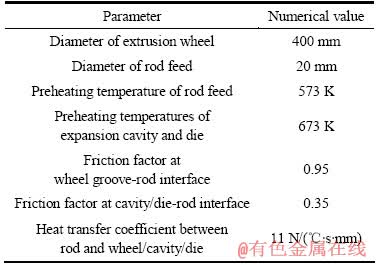
��1 ��ֵģ��ij�ʼ����
Table 1 Initial parameters of numerical simulation
2 ����������
2.1 ������ѹ��������������Գ����ϵ��ٶ��ݱ����
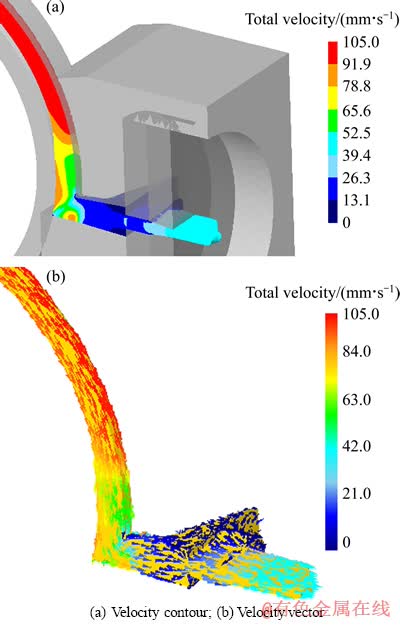
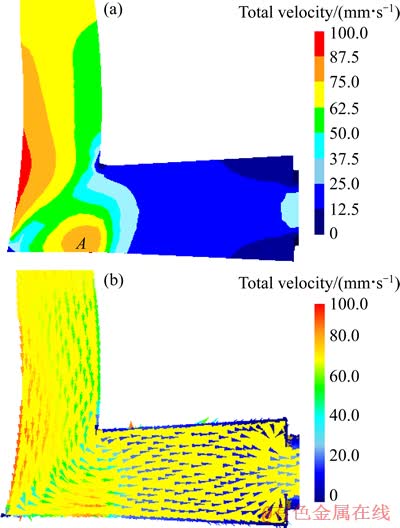
ͼ3 ������ѹ��չ���ι��������ڶԳ����ϵ��ٶȳ��ֲ�
Fig. 3 Velocity field distribution on symmetry plane during continuous extrusion expansion forming
��ֵģ�⼷ѹ��ת��Ϊ5 r/min��������Ʒ�ߴ�Ϊ80 mm��8 mm��������ѹ���̣����ٶȷֲ���ͼ��ʸ��ͼ��ͼ3��ʾ���ɼ�������������Գ�����ٶȴ���һ���IJ��졣���ٶȷֲ���ͼ�ɼ����ٶȴ���3�����Ե����䣬���������������͵�������������δ��ȫ�����ֲ۵��������ٶȴ���100 mm/s���ң����ɸ������������ϳ����ֲ�����չ��ǻ�����湹�ɵ������γɹ�����������������ϵ�Ħ���������øı������ϵ�������̬��ʹ�����ڴ����������ٶȳ��ֲ����ȷֲ����������赲�鸽�����赲�������˽�����������ʹ���������������ı䣬����ٶȵı仯��Χ���ٶȲ����ӣ��ٶȱ仯��Χ��40~90 mm/s������չ��ǻ����������ǻ�ĺ��������ӣ���������ʵ�ֺ�����չ�������γɵ��������ٶ�ԼΪ20 mm/s�����ٶ�ʸ��ͼ�ɼ����ڲ�ͬ���������������������������ڸ������������ڼ�ѹ�����������ֲ������������ڹ���������Բ�ܵ��˶��ܵ��赲���谭�����������������ܷ���ת�������ֵľ�������Լ90���ת�䣻�ڵ�����������������������������չ����������������ͺ�������������У�����������������ģ����������ߴ粻�ٱ仯�����������ٶ��ݱ�Ϊ�������������
ͼ4 �ֲ�����ֱ�������������ڶԳ����ϵ��ٶȷֲ�
Fig. 4 Velocity field distribution on symmetry plane in regions of wheel groove (a) and rectangular bending (b)
ͼ4��ʾΪ�ֲ�����ֱ�����������ٶȷֲ���ͼ��ʸ��ͼ���ɼ������ٶȷֲ��Ͽ������ֲ�������ѹ���ֲ۵ײ�������ٶ�����������ٶ���С������Ϊ���ֲ۵���������棬�ٶ����͵ķֲ���̬����ֱ�����������Dz�����������ٶ���С������Dz���������ӣ��ٶ����ӣ����ڿ��������ײ�������ٶȴ������ϲ����ٶ�С������Ϊ�������ײ����ϲ��ٶ����͵ķֲ���̬�����ֲ�����ȣ���ǻͨ�������ϵ������ٶȼ�С���������߶ȷ�����ٶȲ�Ҳ��С�������ϸ������������ֲ��������ֲ۵���ǻͨ�������ϸ����ٶȷ����˵��ڻ����90���ת�����ڸ������ٶȵ����Լ���ã�ʹ����A���γ���һ���ٶ���Խϸߵ�����
��ͼ4��֪��������ѹ�����У����ϵ�������̬���ֲۺ���ǻ�ṹ������ء����ֲ��������ϵ�3�����ܵ���ת��ѹ��Ħ�������������ã�ǣ������������һ�������ܵ�������Ħ�����������ã���ֹ�����������ַ����෴��Ħ�������������ʹ���ϵ�����ģʽ���ֳ��ɲ۵����������������������������������ʽ���Ӷ����ֳ��ٶ����ɲ۵���������ٶ����͵���̬�������Ϸ���ת�������ܿ����ֲ۵ײ���������ϵ�����·�������������������·�����������ⲿ�����ϴ����ֲ�Ħ�����������ô������������Ա�ͨ���ϲ��������ϵ������ٶȴ���Ϊ�������ײ����ϲ����ٶ����͵ķֲ���̬������ǻͨ���������ϵ�4������ܵ���ǻ�ڵ�Ħ���������ã��������ķ���һ�£��������ڽ������ϸ�����ٶȲ��Զ��ԣ��в������ܵ���ǻ�ڵ�Ħ��������С���Ӷ����ֳ��ٶȸ��ڱ߲�����
ͼ5��ʾΪ�������ֲ۵�����ģ�ڵ�����ȫ���̵��ٶȷֲ���������ͼ4��֪������������У��������ֲ�������ǻͨ�������ǻ�С�����ǻ�У��������������������ϵ���������Ϊ3��������չ������������ģ�������ɼ�������չ��������������һ����С�����Ϊ�����Ĺ��̣��Ӷ����ֳ����ϵ��ٶ������С��ͬʱ���ڴ�������������������ٶȴ������������࣬�����ٶ���С��������������ǻ��ھ�������ӣ��м���������ٶȲ������������������ϵ���������һ�£�ʹ�ٶ����ھ��ȡ���ģ����������ģ�߳��ھ���ļ�С���������������С�������ٶ�������
��������չ��ǻ�е��ٶȷֲ��ص�Ե��������ѹ��������ı�����ʽ�����ϳ����չ���߲�����������ܵ���ǻ��Ħ�����������ã������ٶȴ��ڽϵ�ֵ������ǻ��Ħ���������ó̶�������ǻ�ڵľ������Ӷ����ͣ��Ӷ����о��������������ٶȲ�������չ������������������ͨ���ĸ߶ȳߴ��28 mm��СΪ13 mm���ߴ��С��2���ࡣ��ǻ�߶ȳߴ��С����ǻ��Ħ���������ó̶ȴӶ�ʹо������������ܵ����谭���õ��ӣ����˼�С�߲����м���ٶȲ�����ã���ģ����������ģ�߳��ھ���ļ�С����������ͨ���ĺ�������С�����������ٶ�������ͬʱ������ǻ�ڵ�Ħ�����ã�ʹ������߲��γ�һ�����ٶȲ

ͼ5 ��չ������������ģ���������ڶԳ����ϵ��ٶȷֲ�
Fig. 5 Velocity field distribution on symmetry plane in regions of expansion, choked flow and die
2.2 ��ѹ��ת�ٶ����ϸ������ٶȷֲ���Ӱ��
��ѹ��ת���Ǿ���������ѹ�����������������������Ե���Ҫ������Ϊ���о�ת�ٶ����ϲ�ͬ�������ٶȷֲ���Ӱ�죬��ͼ6��ʾ������ǻ������-��ǻͨ���ϲ�-��չ���ϲ�-�������ϲ�-ģ�����ϲඨ��Ϊ�о����ϱ��棬���ֲ۵ײ�-��ǻͨ���²�-��չ���²�-�������²�-ģ�����²ඨ��Ϊ�о����±��棬ȡ���±���֮�������������Ϊ�в��档��Զ������3�����棬����ֵģ��������ȡ�ٶ�ֵ���ϱ��桢�в�����±�����ȡ���ݵ����λ�÷ֱ�ΪB��C��D�㡣
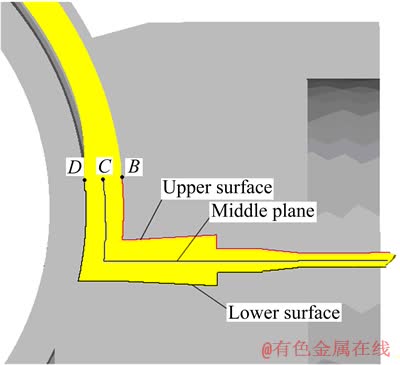
ͼ6 �ϱ��桢�в�����±���λ��ʾ��ͼ
Fig. 6 Schematic diagram of sampling point locations on upper surface, middle plane and lower surface
ͼ7��ʾΪ��ѹ��ת�ٶ��ϱ���������ٶȵ�Ӱ�졣����Ϊ��ֱ����������B��Ϊ������ϱ���չ�����������(��ͼ6)���ɼ����ϱ�����ֱ����������ģ�����������ٶȳ������ԵIJ���״������ֱ������������ѹ��ת�ٷֱ�Ϊ3��5��7��9 r/minʱ����Ӧ�������ٶȴ�Լ35��60��92��128 mm/sб���½����ٶȲ���(13 mm��)��ת��Խ���½�б��Խ����ֱ������������չ��֮��(13~64 mm��Χ)���ٶȳʵ���״�ֲ��������λ�û�����ͬ��ת��Խ��ֵԽ�ߣ������벨���ٶȵIJ�ֵ��10 mm/s����30 mm/s������չ��(51~64 mm��Χ)�γ�һ���ٶȽӽ���ֵ���������������������������ٶȱ仯��С����ģ��������ͬת�����������������ӣ����پ�������
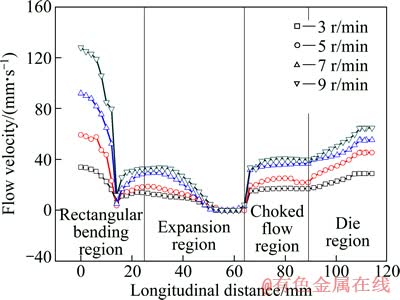
ͼ7 ��ѹ��ת�ٶ��ϱ������������ٶȵ�Ӱ��
Fig. 7 Effect of extrusion wheel velocity on flow velocities of upper surface

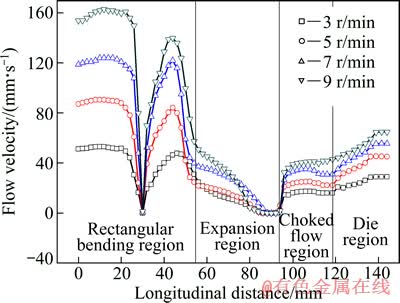
ͼ8 ��ѹ��ת�ٶ��в�����������ٶȵ�Ӱ��
Fig. 8 Effect of extrusion wheel velocity on flow velocities of middle plane
ͼ8��ʾΪ��ѹ��ת�ٶ��в��������ٶȵ�Ӱ�졣�ɼ�����ֱ������������չ���������ٶȳ������Ե��½����ƣ�����������ģ�����������ٶ��ֳ��������ơ���ֱ������������Ӧ��ѹ��ת��3��5��7��9 r/min��C��������ٶȷֱ�ԼΪ40��67��101��135 mm/s�����������������ӣ������ٶȳʲ������½���״̬������չ�����ٶȼ�����б���½���ת��Խ���½�б��Խ����ֱ������������չ�������������ٶȵIJ�ֵ��30 mm/s����110 mm/s���������������ٱ仯�����ԡ���ģ�����������������ȶ�ֵ��
ͼ9��ʾΪ��ѹ��ת�ٶ��±���������ٶȵ�Ӱ�졣�ɼ�����ֱ����������ģ�����������ٶȳ��ִ������״�����䲨���̶��漷ѹ��ת�ٵ����Ӷ����ӡ���ֱ�������������ֲ۵ײ��Ӵ�������(0~20 mm��Χ)�������ٶ����Ӧ��ѹ��ת��3��5��7��9 r/min�������ٶȷֱ�Ϊ52��87��120��155 mm/s����ֱ��ת�䴦(30 mm��)�γ��ٶȲ��ȣ���ת���µ������ٶȾ�ֱ���½����ӽ���ֵ�������������������������������������������������ٶ�ֱ����������λ���赲�鸽����A��(��ͼ4)�γ��ٶȷ�ֵ��ת��Խ��ֵԽ�ߣ������벨���ٶȵIJ�ֵ��50 mm/s����140 mm/s������չ���������ٶȳʽ������ƣ���84~94 mm�����γ�һ���ٶȽӽ���ֵ���������������������������ٶȱ仯��С����ģ������������������ӣ������ٶ�������
ͼ7��8��9��������ѹ��ת�ٶԸ����������ٶȵ�Ӱ��̶��Dz�ͬ�ġ������в��棬���ڽ�������������ǻ��������Ӱ���С�������ľ����ԽϺã��漷ѹ��ת�ٵ����ӣ�������������ٶȳʾ�������״̬���������±������ԣ���ֱ������������չ���γ�����������һ��������������������ı䵼�µ��������������γɣ���һ����������չ����ͨ���߶ȴ�����������ɵġ��漷ѹ��ת�ٵ����ӣ���δ�ܸı�����������״̬����������������������������ٶȣ����ֳ������ٶȵIJ����漷ѹ��ת�ٵ����Ӷ����ӡ��ɼ������Ӽ�ѹ��ת�ټӾ��������ٶȵIJ����ȷֲ���̬������ܻ�Ӱ�쵽����������ı��κ��ٽᾧ�IJ����ȳ̶ȣ��������֯������������ͬ��
ͼ9 ��ѹ��ת�ٶ��±������������ٶȵ�Ӱ��
Fig. 9 Effect of extrusion wheel velocity on flow velocities of lower surface
3 ����
1) ��������ѹ�����У����������ٶ��ڸ��������ʲ�ͬ��̬���ֲ������ٶȳ������ֲ۵�������������͵ķֲ���̬��ֱ���������������ײ��ٶ���ߣ���չ�������������������ٶ���С����������ģ�����������ٶȱ仯��С��
2) ���ż�ѹ��ת�ٵ�����ֱ������������չ��������������ٶȲ�ֵ���������IJ����ȳ̶����ӡ�
3) ������ѹ�����н����������ֲ��ص�Ե���ֲ����Ħ������������ǻ��Ħ������������ã������������±������м��������ٶ�ƫ�����ԡ�
REFERENCES
[1] MITCHELL K J. Production of wire and allied products by the conform process[J]. Metallurgia, 1982, 8(11): 584-589.
[2] ETHERINGTON C, SLATER H K. The extrusion of aluminum and its alloys by the CONFORM process[C]//Proceedings of the Third International Aluminum Extrusion Technology Seminar. Atlanta: Aluminum Association, 1984: 31-38.
[3] MADDOCK B. Aluminum rod and other products by CONFORM[J]. Wire Industry, 1987, 54(12): 728-731.
[4] LANGERWEGER J, MADDOCK B. Recent developments in CONFORM and CASTEX continuous extrusion technology[J]. Light Metal Age, 1988(8): 23-28.
[5] GREEN D. Continuous extrusion forming of wire sections[J]. Journal of the Institute of Metals, 1972, 100: 295-300.
[6] л����, �α��. ͭĸ��������ѹ��չ���ι��̵���ά����Ԫ��ֵģ��[J]. ��ѹ����, 2005(3): 72-75.
XIE Ling-ling, SONG Bao-yun. 3D-FEM mathematical simulation of CONFORM extending-forming process for copper busbar[J]. Forging & Stamping Technology, 2005(3): 72-75.
[7] YUN X B, YOU W, ZHAO Y, LI B, FAN Z X. Continuous extrusion and rolling forming velocity of copper strip[J]. Transactions of Nonferrous Metals Society of China, 2013, 23(4): 1108-1113.
[8] CAO J R, WEN J L, DING H, WANG Z D, LI Y L, GUAN R G, HOU H. Force analysis and experimental study of pure aluminum and Al-5%Ti-1%B alloy continuous expansion extrusion forming process[J]. Transactions of Nonferrous Metals Society of China, 2013, 23(1): 201-207.
[9] ������. ������ͭ��������ѹ����ģ��������ʵ��[D]. ����: ����������ѧ, 2012: 21-25.
DAI Na-na. Study on physical modeling and production practice of continuous extrusion high width-thickness ratio product[D]. Kunming: Kunming University of Science and Technology, 2012: 21-25.
[10] �� ��, ���±�, �� ӱ, ��־��, �α��. ����ģ�ṹ��������ѹ��չ���ε�Ӱ��[J]. ���Թ���ѧ��, 2010, 17(2): 68-72.
CHEN Xu, YUN Xin-bing, ZHAO Ying, FAN Zhi-xin, SONG Bao-yun. Effect of the porthole structure on extending forming of copper during continuous extrusion[J]. Journal of Plasticity Engineering, 2010, 17(2): 68-72.
[11] YUN X B, YAO M L, WU Y, SONG B Y. Numerical simulation of continuous extrusion extending forming under the large expansion ratio for copper strip[J]. Applied Mechanics and Materials, 2011, 80/81: 91-95.
[12] ���±�, Ҧ����, �� ӱ, �Ӣ, �� ��, �α��. ��������ģ�߽ṹ�Դ���չ��������ѹ���ε�Ӱ��[J]. ���Թ���ѧ��, 2011, 18(4): 1-5.
YUN Xin-bing, YAO Ming-liang, ZHAO Ying, YANG Jun-ying, LI Bing, SONG Bao-yun. Effect of the preventing mould and die structure on continuous extrusion deforming under large expansion ratio[J]. Journal of Plasticity Engineering, 2011, 18(4): 1-5.
[13] ����Խ, лˮ��, �����, �� ��, �ƹ���, ���ŷ�. ��ͬѥ����չ���ڿ����´�����ͭ����������ѹ���̵���ֵģ��[J]. ��е��ѧ�뼼��, 2008, 27(2): 260-263.
WU Peng-yue, XIE Shui-sheng, WU Yu-cai, CHENG Lei, HUANG Guo-jie, HE You-feng. Numerical simulation of the continuous extrusion forming of big flakiness ratio copper flat wire under different spread outlets of shoes[J]. Mechanical Science and Technology for Aerospace Engineering, 2008, 27(2): 260-263.
[14] ����Խ, лˮ��, �� ��. ��ͬ�谭���´�����ͭ����������ѹ������ֵģ��[J]. ��ɫ����, 2009, 61(3): 37-40.
WU Peng-yue, XIE Shui-sheng, CHENG Lei. Numerical simulation of big flakiness ratio copper flat wire continuous extrusion forming for different hindrance angles[J]. Nonferrous Metals, 2009, 61(3): 37-40.
[15] LI L, ZHANG H, ZHOU J, DUSZCZYK J, LI G Y, ZHONG Z H. Numerical and experimental study on the extrusion through a porthole die to produce a hollow magnesium profile with longitudinal weld seams[J]. Materials and Design, 2008, 29: 1190-1198.
[16] KIM Y H, CHO J R, KIM K S, JEONG H S, YOON S S. A study of the application of upper bound method to the CONFORM process[J]. Journal of Materials Technology, 2000, 97(1/3): 153-157.
[17] �� ǿ, �� ��, ����, �Ϻ��, ��ΰ��, ������. AZ31þ�Ͻ�ĸ�����ѹ������Ӧ����Ϊ���о�[J]. ��̶��ѧ��Ȼ��ѧѧ��, 2004, 26(3): 108-111.
GUO Qiang, ZHANG Hui, CHEN Zhen-hua, YAN Hong-ge, XIA Wei-jun, FU Ding-fa. Flow stress behavior of AZ31 magnesium alloy during hot compression deformation at elevated temperature[J]. Natural Science Journal of Xiangtan University, 2004, 26(3): 108-111.
(�༭ ������)
������Ŀ������ʡ��Ȼ��ѧ����������Ŀ(2013020135)������ʡ������������Ŀ(L2013186)
�ո����ڣ�2013-12-09�������ڣ�2014-08-20
ͨ�����ߣ��Ӣ�������ڣ���ʿ���绰��0411-84109425��E-mail��yangjy@djtu.edu.cn
ժ Ҫ��Ϊ�˽�þ�Ͻ�������ѹ��չ���������빤�������Ĺ�ϵ������DEFORM-3D����������þ�Ͻ�ĸ���������Ԫģ�ͣ�ͨ����ֵģ�����������ѹ��������������Գ����ϵ��ٶ��ݱ���ɣ�̽�ּ�ѹ��ת�ٶ����ϸ������ٶȷֲ���Ӱ����ơ������������������ѹ�����У����������ٶ��ڸ��������ʲ�ͬ�仯���ơ��ֲ������ٶȳ������ֲ۵�������������͵ķֲ���̬��ֱ���������������ײ��ٶ���ߣ���չ�������������������ٶ���С������������ģ�����������ٶȵIJ���С�����ż�ѹ��ת�ٵ�����ֱ������������չ��������������ٶȲ�ֵ���������IJ����ȳ̶����ӡ�������ѹ�����н��������������ֲ��ص�Ե���ֲ����Ħ������������ǻ��Ħ������������á�
[3] MADDOCK B. Aluminum rod and other products by CONFORM[J]. Wire Industry, 1987, 54(12): 728-731.
[6] л����, �α��. ͭĸ��������ѹ��չ���ι��̵���ά����Ԫ��ֵģ��[J]. ��ѹ����, 2005(3): 72-75.
[9] ������. ������ͭ��������ѹ����ģ��������ʵ��[D]. ����: ����������ѧ, 2012: 21-25.
[14] ����Խ, лˮ��, �� ��. ��ͬ�谭���´�����ͭ����������ѹ������ֵģ��[J]. ��ɫ����, 2009, 61(3): 37-40.
