
WC�����Ȳ�ͬ��˫��Ӳ�ʺϽ��е��ݶȽṹ
��1,2, ������1, �� ӽ1,2, �Ʋ���1, ����װ1
(1. ���ϴ�ѧ ��ĩұ������ص�ʵ����, ���� ��ɳ,410083;
2. �Թ�Ӳ�ʺϽ��������ι�˾, �Ĵ� �Թ�,643011)
ժ Ҫ��
��2��WC��ĩΪԭ��,�Ʊ�˫��Ӳ�ʺϽ��������о��������:�������IJ���渽��,���ֹ�������֯,��WC�����ȡ�Ӳ�ȳ����ݶȷֲ�,ϸ����һ���WC�����ֻ�,Co��ƽ�����ɳ�����,Ӳ���½�;�־���һ���Ӳ������;�Ͻ������WC���������ڷ�ƽ��״̬��Һ���ս�ʱ,��������д��������Һ̬�����Ա�ʹWC�����ﵽƽ��״̬������,�����ܽ�-�������Ƶ�����,ϸ�����WC�����ܽ��ͨ�������ڴ־����WC����������,�Ӷ�ʹ�־����WC���ﵽƽ��״̬;��־����WC���,ϸ�����WC�������ڸ��Ӳ��ȶ���״̬,���,�־����Һ̬��������ϸ����,ʹϸ�����WC�Ǽܷ���������ﵽ�ȶ�״̬��
�ؼ���: Ӳ�ʺϽ�; ��״����; �ݶȽṹ
��ͼ�����:TF125.2 ���ױ�ʶ��:A ���±��: 1672-7207(2005)03-0349-05
Gradient structure of coupled cemented carbides with different WC grades
YANG Jian-gao1,2, WANG Hai-bing1, LIU Yong1,2, HUANG Bai-yun1, ZHANG Wu-zhuang1
( 1. State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China;
2. Zigong Cemented Carbides Corp Ltd, Zigong 643011, China)
Abstract: Cemented carbides with gradient structure was fabricated by coupling WC grades with different grain sizes. The results show that the gradient structure is formed at the interface of the coupled cemented carbide, and also the hardness and grain size of WC are varied gradiently at the interface. At one side of the cemented carbide with fine WC, WC grain grows up obviously, the mean free path of binder phase increases and the hardness decreases; however, the hardness increases at the side of the sample with coarse WC grain. The reason may be that the liquid binder phase is driven from the side of coarse WC to the side of the sample with fine WC grain size due to the difference of the driven force, which is the results of solution/precipitation mechanism during the process of liquid sintering.
Key words: cemented carbides; lamina materials; gradient structure
Ӳ�ʺϽ���Ϊһ�ֹ��߲���,��������и�Ӳ�ȡ���ǿ�ȡ��ߵ���ģ������ĥ�����ʴ������,�ѹ㷺Ӧ���ڸ����������ߡ����ù��ߺ���ĥ��ʴ�㲿��[1-3]��Ϊ����Ӧ���ַ�������,���ʹ��Ч��,�����ͨӲ�ʺϽ���ϴ���Ӳ�ȸ߶����Ե͵�ì��,���ǿ���������Ϳ��Ӳ�ʺϽ𡢳�ϸӲ�ʺϽ����[4-10]��������,���Ź����ݶȲ��ϸ�������,�����ݶ�Ӳ�ʺϽ����ڷ�չ��Ϊ��ǰӲ�ʺϽ��������Ҫ�о�����֮һ[11-15]���ڴ�,���߶�˫��Ӳ�ʺϽ�Ľ���ṹ�����о���
1 ʵ������뷽��
1.1 ʵ����ԭ�Ϸ�ĩ�Ļ�ѧ�ɷּ���������
��1��ʾΪʵ����WC��ĩ�Ļ�ѧ�ɷ�(��������)����ѡȡ2��WC��ĩʱ,��������(�ֿ���WC��ĩ������Ϊ18��m,ϸ����WC��ĩ������Ϊ1.1��m),��������������һ��,�������������ض�ʵ������Ӱ�졣Co�۵ļ����������2��ʾ��
�� 1 WC��ĩ�Ļ�ѧ�ɷ�
Table 1 Chemical composition of WC powders% 
�� 2 Co�۵Ļ�ѧ�ɷּ�����
Table 2 Chemical composition and
particle size of cobalt powders 
1.2 �������ȡ
�ֱ�1kg���־���ϸ��WC��YG6�����װ��1�ź�2��Ӳ�ʺϽ���ĥͲ��,������ĥͲ�м��������ľƾ���Ϊ��ĥ����,���ϱ�(���Ͻ�����ԭ�ϵ�������)Ϊ3��1, Ӳ�ʺϽ���ĥ���ֱ��Ϊ10mm,��ĥ��ת��Ϊ85r/min,��ĥʱ��Ϊ24h���ֱ�1�š�2����ĥͲ�е��Ͻ����ˡ������ɸ������������,�Ƶô־�WC-6Co��ϸ��WC-6Co��2�ֻ���ϡ�����ϵĻ�ѧ�ɷּ����ܻ���һ��(���3��ʾ)��
�� 3 ����ϵĻ�ѧ�ɷּ�������
Table 3 Chemical composition and flow
property of blended raw powders 
1.3 ˫��ѹ���Ʊ�
��ȡ��ͬ����������2�ֲ�ͬ����Ϸ�ĩ,���Ⱥ����ֱ�װ��Ԥ��������ģ�С�Ϊʹ˫���������,����װ��ģ�еķ�ĩ�Խϵ͵�ѹ��Ԥѹ,Ȼ��װ���2�ַ�ĩ,���Խϸߵ�ѹ��ѹ�ơ����ǵ���ϸ������ĩѹ���ս������IJ���,��ֹ�������ս�����б���,����ͼ1���ս���������ѹ��ѹ���Ĺ�ϵ,��ѹ��ѹ��������A��(10MPa)��,���2���ĩ������������Ϊ����˫�������Ľ������,ʵ��������2���Ƚ϶���,��2�����о��Ƚṹ�ĵ���ѹ��,�ֱ��ô־�WC-Co����Ϻ�ϸ��WC-Co������Ƴ�,�Ƚ�������������ѹ��ѹ��������ߴ����˫��ѹ������ͬ��
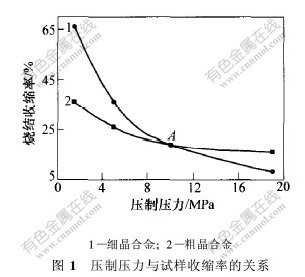
Fig. 1 Relationship between compact pressure
and sintering shrinkage of compact
1.4 ѹ�����ս�
��3��ѹ��(1��˫��ѹ����2�ֵ���ѹ��)����ͬһʯī������,ʹ֮���о�������ͬ������,��(Al2O3+0.15%C)���ϱ���,��H2�ս�¯���սᡣ�սṤ������:�ս��¶�Ϊ1420��,�����ٶ�Ϊ6.4mm/min,H2����Ϊ3.5m3/h,���üв�ˮ����ȴ��
1.5 �ս������Ĵ���
���ս��������б��洦��, ������������������ĥ���ͱ�����, �������ս�ʱ���滷��������������Խ����Ӱ�졣
2 ʵ����������
2.1 ������Ӳ�ȼ��
������ʽ����Ӳ��������ϼ��������Ӳ�ȡ�Ӳ�Ȳ��Ե�λ����ͼ2��ʾ���Դ־���ϸ������,�Ͻ�λ�õ�Ӳ�Ȳ�����λ�õĸı���ı䡣�Դ־�����,1~3��λ�õ�����Ӳ��(HRA)����ͬ,ԼΪ88.8;��ϸ������,4~6��λ�õ�����Ӳ��Ҳ������ͬ,Ϊ92.8; ����,��˫�������Ĵ־�����(��ͼ2(c)�е�7~9��3��λ�õ�),������Ӳ��ԼΪ90.8,�ȴ־�����(��ͼ2(a))������Ӳ��Ҫ��,��˫��������ϸ������(��ͼ2(c)�ĵ�10�͵�11)������Ӳ��ԼΪ92.3,��ϸ������(ͼ2(b))������Ӳ��С��������Ӳ�Ȳ��Խ�����Կ���,˫���������洦������Ӳ�ȷ��������Ա仯����־������Ƚ�(ͼ2��λ��3��λ��9),����Ӳ�ȴ�88.7���ߵ�90.9;��ϸ�������Ƚ�(ͼ2��λ��4��λ��9),����Ӳ�ȴ�92.7�½���90.9���Ƚ�λ��2��λ��8,����Ӳ�ȴ�88.8������90.8;�Ƚ�λ��5��λ��10,����Ӳ�ȴ�92.8�½���92.2�����Է���,��˫��������,Խ�ӽ����洦,�־��������Ӳ������,ϸ���������Ӳ�����͡�˫����������Ӳ��(90.9)�Ȳ��Ǵ־����ϵ�����Ӳ��(88.8),Ҳ����ϸ�����ϵ�����Ӳ��(92.8),���ǽӽ�2�ֲ�������Ӳ�ȵ�ƽ��ֵ(90.8)����ʵ�������Կ���,�Ӵ־�����ɵ�ϸ����ʱ,Ӳ�Ȳ���ͻȻ�仯,�����������ع��ɱ仯,�ڽ��渽�����ڽ����Ե��ݶ�����

Fig. 2 Hardness at different location
of sintered samples
WC-CoӲ�ʺϽ��Ӳ�������ܺ�����WC�ľ����Ⱥ��¶ȵ����߶����͡�Y.V.Milman����Ϊ[15,16],Ӳ�ʺϽ��Ӳ�ȴ������¹�ϵ:
H=H0+Kyd1/2�� (1)
����:HΪ�Ͻ��Ӳ��;dΪWC��ƽ��������;H0��Ky�ֱ�Ϊ�Ͻ�������ܵĺ�����H0��Ky�ɷֱ�����ʽ��ʾ[17]:

����:
��<sub>WCΪWC���������;CΪWC����ͨ����;NWC��NWC-CO�ֱ�Ϊ��λ�����߶���WC-WC�����WC-Co���Ľڵ�������������WC�����йصij���HOWC,KOWC�Լ���Ͻ������йصij���KOM��ͨ��ʵ��ⶨ��������ʽ(2)���ұߴ��ڦ�<sub>WCC��(1-��<sub>WCC)��,���,H0���ܺ�����Ӱ���С���ɼ�,����˫��Ͻ�,�־���Ӳ�����߿��������ຬ����������,ϸ����Ӳ���½����������ຬ�������Լ��ò�WC������������ġ�
2.2 �����Ľ������ṹ�������
ͼ3��ʾΪ˫�����������ֵı�ɢ�������
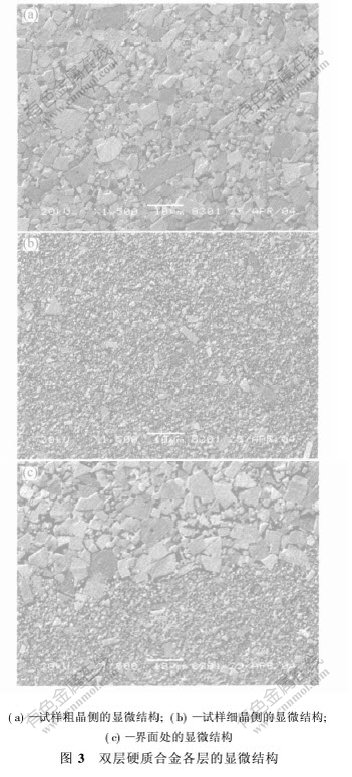
Fig. 3 Microstructures of graded
cemented carbide
���Կ���,�Ͻ�־���ϸ���Ľ�������ԡ�������Ӳ�����ݺͽ���������������Կ���,��������Ӳ�ȱ仯��ԭ�������2��:һ��WC�����ȷ����仯,����˫��Ӳ�ʺϽ��е�Co���Ǩ�ơ���ʵ�������Կ���,��˫���������洦��ϸ����,WC�����ȳ��ִֻ�������,����ʹ����Ӳ�ȷ����仯��һ��ԭ������Co�����Ƿ����ı�,����û��ֱ�Ӳⶨ,�������Ʋ�,Co����Ҳ�п��ܷ����ı䡣������Ϊ,��WC-CoӲ�ʺϽ���ս������,Coճ������WC�߱���ʪ������,�ڿ������϶��Һ�����γɵ�ëϸ����������,Coճ������������,����������ס���϶�;�����硣Coճ�����ڿ�϶������,��ʹWC������������ת������,�ս���Ѹ�����ܻ�,Ȼ��ʹWC�ܽ⡪����,���������ǡ���ϸ������Һ�����ܽ⡣��WC��Coճ�����е��ܽ�Ũ�ȴﵽ���ͺ�,��������Χ������ı���������Ȼ��,����ëϸ�������ܵ��´־����Һ̬������ϸ����Ǩ��,��Ǩ�ƹ���Ҳֻ�������ս���ڡ���ͼ4�ɼ�,����WC/CoӲ�ʺϽ�,���ս����ܻ�������ͻ����һ���ص���,��Һ̬��������֮ǰ,��������������ܻ�,���,������Һ���ս������,���������ܻ�����ֹͣ,�Ͻ���Ҫ�ɹ���WC��Һ��Co��ɡ�A. F. Lisovsky[18]��Ϊ,����ëϸ������,ëϸ�����IJ�����������������洦,Ҳ����˵,ֻ���ڹ��ࡢҺ�������Ľ��洦���ܹ�����ëϸ���������,��Ϊëϸ������˫��ṹӲ�ʺϽ�����Ǩ����Ҫ���ƵĹ۵���ܴ���һ���ľ�����[19]��
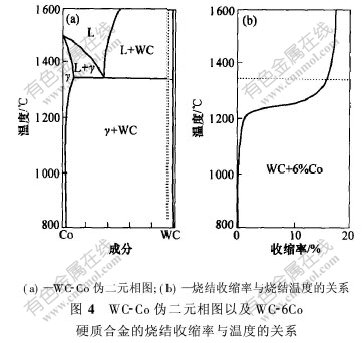
Fig. 4 WC-Co pseudo binary phase diagram
and sintering shrinkage vs. temperature for
WC-6Co cemented carbide
Ϊ���о�Һ���ܵ�Ǩ�ƻ���,A. F. Lisovsky[18]��WC-6CoӲ�ʺϽ������ս������WC-65Co������,����:WC-6CoӲ�ʺϽ��ڽ���WC-65Co�������,WC�����γ�40��, 60���90�����ǵĸ��ʻ������;��������WC-65Co�����н���һ��ʱ���Ժ�,WC-6CoӲ�ʺϽ�40���60�����ǵĸ��ʼ���,����Ӧ��90�����ǵĸ�������,ͬʱ,WC-6CoӲ�ʺϽ��е����ຬ��Ҳ���ӡ�A. F. Lisovsky[19]��Ϊ,Һ������WC-6CoӲ�ʺϽ���Ǩ�Ƶ���������Ӳ�ʺϽ���WC�Ǽܵ������Ա�ʹ�Ͻ���WC�������ܴﵽƽ��״̬,��WC������ƽ��״̬����Ҫ���ֳ�����״��A. F. Lisovsky������,��w(Co)��32%��Ӳ�ʺϽ����Һ̬Co������,�Ͻ��е��ܺ����������ӡ���Ϊ����w(Co)��32%��Ӳ�ʺϽ�,��WC�Ѿ��ﵽƽ��״̬,�Ͻ��е�WC�Ǽ�����������顣
�ڱ��о���,����˫��Ӳ�ʺϽ�Ĵ־����ϸ�����Co����������С��32%,���,�Ͻ������WC���������ڷ�ƽ��״̬,Һ���ս�ʱ,�Ͻ������д��������Һ̬���Ա�ʹWC�����ﵽƽ��״̬�����ơ���Һ���ս������,�����ܽ�-�������Ƶ�����,ϸ�����WC�����ܽ�Ƚϴ�,���,�����ܽ���Һ̬����,�����ڴ־����WC����������,�Ӷ�ʹ�ô־����WC����,���Ҿ������γ�90�������Ա�ﵽƽ��״̬������,ϸ�����WC�������ڸ��Ӳ��ȶ���״̬,���,�־����Һ̬��������ϸ�����Ա�ʹϸ�����WC�Ǽܷ���������ﵽ�ȶ�״̬���������˫��Ͻ���,Һ̬����Ӵ־�����ϸ����Ǩ�Ƶ���Ҫԭ��
3 �� ��
a. ���þ����Ȳ�ͬ��2��WCΪԭ��,�Ʊ�˫��ѹ��,���Ʊ���˫��ṹӲ�ʺϽ��ڽ��洦�����ݶ����ṹ��
b. ����Ǩ�ƺ�WC�����ȵĸı���˫��Ӳ�ʺϽ�Ӳ�ȷ����ı����Ҫԭ��
c. ˫��Ӳ�ʺϽ���,WC�Ǽܵ������Լ�Һ���ս�ʱ���ܽ�-�������ƿ�����Һ̬�����˫��Ͻ�־�����ϸ����Ǩ�Ƶ���Ҫԭ��
�����:
[1] Beste U, Jacobson S. Friction between a cemented carbide rock drill button and different rock type[J]. Wear, 2002, 253(11-12): 1219-1221.
[2]Kishino J, Normura H, Shin S G, et al. Computational study on grain growth in cemented carbide[J]. International Journal of Refractory Metals & Hard Materials, 2002, 20(1): 31-40.
[3]Sheikh A J Y, Baily J A. The wear characteristics of some cemented tungsten carbides in machining particleboard[J]. Wear, 1999, 225-229(1): 256-266.
[4]Konyashin I Y. Improvements in reliability and serviceability of cemented carbides with wear-resistant coatings[J]. Materials Science and Engineering A, 1997, 230(1-2): 213-220.
[5]Konyashin I Y. PVD/CVD technology for coating cemented carbides[J]. Surface and Coating��s Technology, 1995, 71(3): 277-283.
[6]Knotek O, Loffler F, Kramer G. Cutting performance of multicomponent and multilayer coatings on cemented carbides and cermets for interrupted cut machining[J]. International Journal of Refractory Metals & Hard Materials, 1996, 14(4): 195-202.
[7]Larrson M. Machining tests on multi-layer coated cemented carbide cutting tools[J]. Metal Powder Report, 1997, 52(12): 45.
[8]Prakash L J. Application of fine grained tungsten carbide based cemented carbides[J]. International Journal of Refractory Metals & Hard Materials, 1995,13(5): 257-264.
[9]Sproggs G E. A history of fine grained hardmetal[J]. International Journal of Refractory Metals & Hard Materials, 1995,13(5): 241-255.
[10]Rosso M, Porto G, GEMINIANI A. Studies of graded cemented carbides components[J]. International Journal of Refractory Metals & Hard Materials, 1999, 17(1): 187-192.
[11]�ܽ���,�ﱦ��. �����ݶȷֲ�Ӳ�ʺϽ���о�[J]. ϡ�н�����Ӳ�ʺϽ�, 2002, 30(2): 11-14.
ZHOU Jian-hua, SUN Bao-qi. Study of cemented carbide with cobalt-phase gradient distribution[J]. Rare Metals and Cemented Carbides, 2002, 30(2): 11-14.
[12]������. �ݶ�Ӳ�ʺϽ������[J]. ��ĩұ����, 1998,16(4): 260-264.
SUN Xu-xin. Study on gradient cemented carbide[J]. Powder Metallurgy Technology, 1998,16(4): 260-264.
[13]Spacil J. Production and application of functionally graded cemented carbide materials[J]. Metal Powder Report, 1998, 53(2): 41-42.
[14]Toshio N, Hideki M, Keiichi T, et al. Material design method for the functionally graded cemented carbide tool[J]. International Journal of Refractory Metals & Hard Materials, 1999,17(6): 397-404.
[15]Milman Y V, Chugunova S, Gonchbaruck V, et al. Low and high temperature hardness of WC-6 wt%Co alloys[J]. International Journal of Refractory Metals & Hard Materials, 1997, 15(1-3): 97-101.
[16]Milman Y V, Luyckx S, Northrop I T. Influence of temperature, grain size and cobalt content on the hardness of WC-Co alloy[J]. International Journal of Refractory Metals & Hard Materials, 1999, 17(1-3): 39-44.
[17]Upadhyaya G S. Materials science of cemented carbides����an overview[J]. Materials and Design, 2001, 22(6): 483-489.
[18]Lisovsky A F. On the imbibition of metal melts by sintered carbides[J]. Powder Metallurgy International, 1987, 19(5): 18-21.
[19]�ߵ���. �����ݶ�Ӳ�ʺϽ���Ʊ����պ��ݶ��γɻ���[D]. ��ɳ: ���ϴ�ѧ��ĩұ������ص�ʵ����, 1998:45-48.
GAO Dao-yong. Fabrication of cemented carbide with gradient cobalt phase structure and the formation mechanism of the gradient structure[D]. Changsha: State Key Laboratory of Powder Metallurgy, Central South University, 1998: 45-48
�ո�����:2004 -08 -20
������Ŀ:������Ȼ��ѧר�����������Ŀ(50323008)
�����:��(1958-),��, ����������,���ڼ�������ʦ,��ʿ,����Ӳ�ʺϽ���о��������������
������ϵ��: ��, ��, ���ڼ�������ʦ,��ʿ; �绰: 13755090318(�ֻ�)
ժҪ: �Ծ����Ȳ�ͬ��2��WC��ĩΪԭ��,�Ʊ�˫��Ӳ�ʺϽ��������о��������:�������IJ���渽��,���ֹ�������֯,��WC�����ȡ�Ӳ�ȳ����ݶȷֲ�,ϸ����һ���WC�����ֻ�,Co��ƽ�����ɳ�����,Ӳ���½�;�־���һ���Ӳ������;�Ͻ������WC���������ڷ�ƽ��״̬��Һ���ս�ʱ,��������д��������Һ̬�����Ա�ʹWC�����ﵽƽ��״̬������,�����ܽ�-�������Ƶ�����,ϸ�����WC�����ܽ��ͨ�������ڴ־����WC����������,�Ӷ�ʹ�־����WC���ﵽƽ��״̬;��־����WC���,ϸ�����WC�������ڸ��Ӳ��ȶ���״̬,���,�־����Һ̬��������ϸ����,ʹϸ�����WC�Ǽܷ���������ﵽ�ȶ�״̬��
�ؼ���: Ӳ�ʺϽ�; ��״����; �ݶȽṹ
��ͼ�����:TF125.2 ���ױ�ʶ��:A ���±��: 1672-7207(2005)03-0349-05
