
Trans. Nonferrous Met. Soc. China 30(2020) 1017-1030
Microstructure and properties of WC-12Co composite coatings prepared by laser cladding
Miao HU1, Jian-cheng TANG1, Xin-gui CHEN2, Nan YE1, Xin-yue ZHAO1, Miao-miao XU1
1. School of Materials Science and Engineering, Nanchang University, Nanchang 330031, China;
2. Institute of Applied Physics, Jiangxi Academy of Sciences, Nanchang 330029, China
Received 17 July 2019; accepted 17 March 2020
Abstract:
A comprehensive study of the phase composition, microstructure evolution, microhardness and wear performance of WC-12Co composite coatings fabricated by laser cladding using coaxial powder-feed mode was presented. It was shown that a combination of high scan speed and high laser energy density made WC on the edge of WC-12Co composite powders partially melt in liquid Co and 304 stainless steel matrix, and then new carbides consisting of lamellar WC and herringbone M3W3C (M=Fe,Co) were formed. Meanwhile, WC-12Co composite coatings with no porosity, cracks and drawbacks like decarburization were obtained, showing high densification and good metallurgical bonding with the substrate. Furthermore, a considerably high microhardness of HV0.3 1500-1600, low coefficient of friction of 0.55 and wear rate of (2.15��0.31)��10-7 mm3/(N��m) were achieved owing to the synergistic effect of excellent metallurgical bonding and fine microstructures of composite coating under laser power of 1500 W.
Key words:
laser cladding; WC-12Co composite coatings; microstructure evolution; microhardness; wear performance;
1 Introduction
Laser cladding is one of the most important surface-modifying processes that uses a high-power laser beam to melt the deposited materials [1,2]. The surface modification of carbon steel is a major interest in many applications [3]. Laser cladded layers, because of the melting of materials, have a strong bond with the underlying materials [4-6]. Among the preparation methods for coatings, such as plasma cladding, magnetron sputtering and plasma spraying, laser cladding is an effective means that can prepare satisfactory coatings, with minimal dilution from the substrate, small heat- affected-zone (HAZ), extremely fine microstructure, good metallurgical bonding to substrate, and pretty good surface quality [7,8]. Due to the adequate resources and excellent mechanical properties of metal materials together with high hardness and good wear resistance of WC [6-8], the WC- reinforced metal-based coatings such as Ti-based alloy [9-11], Ni-based superalloy [12-15], Al- based alloy [16-18], Fe-based alloy [19-24] have been reported in recent years.
Among several WC-reinforced metal-based materials and taking into account ceramic matrix WC-Co materials, WC-Co materials with high hardness and excellent wear resistance, should be paid more attention for preparing wear-resistant coatings. WC-Co wear-resistant coatings have numerous industrial applications in the form of bulk parts due to their superior mechanical properties for cutting tools, mining and drilling equipment, and other wear-resistant applications [25-27]. However, to the best of the author��s knowledge to date, the report on WC-Co wear-resistant coatings is lacking although there are a couple of reports on WC-Co composite coatings in which non-spherical or low densification powders were used [28,29]. Among the existing studies on WC-Co wear-resistant coatings, the microstructure and properties of the WC-Co composite coatings have not been studied systematically. Furthermore, the problems such as cracks, porosity, poor metallurgical bonding, decarburization of WC and formation of secondary carbides like W2C, inhomogeneous distribution of WC in the composite coatings, remain to be further investigated. On the other hand, it is noted that the building rate of the current coatings is generally low. At present, the typical thickness of the coatings has been only 20-50 ��m [28,30]. The building rate could be improved by increasing layer thickness or cladding time as the laser power is increased. Furthermore, while increasing the building rate, low levels of defects such as porosity also need to be guaranteed to ensure the required structural integrity and properties. These problems can be solved by laser cladding through increasing printing time and suitable laser power.
In this work, self-made sintered WC-12Co spherical powders with high densification were selected as the raw material to form WC-12Co composite coatings on the surface of 304 stainless steel via laser cladding using coaxial powder-feed mode. The WC-12Co spherical powders with high sphericity and smooth surface showed good fluidity, which was beneficial to uniform distribution of hard phase WC in the coatings. Furthermore, through multiple printing, the building rate of the WC-12Co wear-resistant coatings was significantly improved, and the thickness of the coating could reach about 2 mm. A comprehensive relationship between the densification behavior, microstructure and mechanical performance of WC-12Co composite coatings was discussed.
2 Experimental
The 304 stainless steel plate with dimensions of 160 mm �� 80 mm �� 10 mm was used as the substrate and sintered WC-12Co composite powder was used as the deposited material. The laser cladding system (LMD8060), which mainly contained Laserline LDF 3.000-60 fiber laser with a maximal power of 3000 W and a laser spot diameter of 1-6 mm, an inert Ar protection system, an automatic powder delivery system and a computer control system, was employed to build WC-12Co composite coatings. The laser cladding processing parameters were set up as follows: laser scanning speed (V) of 500 mm/min, powder delivery rate of 0.5 r/min, printed layer thickness of 3 layers (2 mm), laser spot diameter of 2 mm, overlap rate of 50%, scanning interval of 1.5 mm, laser powers (P) of 900, 1100, 1300, 1500, 1700 and 1900 W. WC-12Co composite coating specimens were fabricated at various laser powers with dimensions of 16 mm �� 16 mm �� 5 mm.
The phase compositions of WC-12Co composite coatings were determined by X-ray diffractometry (XRD, Bruker D8 X-ray diffractometer Focus) using Cu K�� radiation. The microstructure morphology of samples was characterized using an environmental scanning electron microscopy (SEM, FEI Quanta 200F) with energy-dispersive spectrometry (EDS). The micro- hardness of samples was measured on the polished cross-sections using an HVS-1000A digital microhardness tester. The load and the duration used for each hardness measurement were 0.3 kg and 15 s, respectively. Wear resistance of coatings at room temperature was tested by using a ball-on-disk tribometer (THT-1000) under dry friction condition. The Al2O3 ball with a diameter of 6 mm was used as the friction pair because of its high hardness. The sliding speed was 20 cm/s, and the sliding distance was 200 m. Each specimen was tested for 20 min under a load of 5 N. A laser scanning confocal microscope (OLYMPUS LEXT OLS4100) was used to observe the wear marks. The three-dimensional structure of the wear marks was obtained by computer software LEXT analysis and simulation, and the wear rate was calculated. The wear rate (Wr) is defined as the wear volume per unit load and per unit wear distance, which is calculated using the following formulae:
Wr= (1)
(1)
V=2��rS (2)
where V is the volumetric loss of sample during wear tests, F is the contact load, L is the sliding distance, r is the wear scar radius, and S is the cross-section area of the friction trace.
3 Results and discussion
3.1 Morphology and performance parameters of WC-12Co composite powders
Figure 1 and Table 1 show the SEM micrographs of sintered WC-12Co composite powders and their main performance parameters, respectively. The WC-12Co composite powders (5.70 wt.% C, 12.20 wt.% Co and W in balance) were made by nitrogen atomization and powder sintering process. As can be seen from Figs. 1(a) and (b), high sphericity and smooth surface suggest that WC-12Co composite powder has good fluidity, which is beneficial to uniform distribution of hard phase WC in the coatings. The powder section (Fig. 1(c)) reveals a dense microstructure without pore or crack. As shown in Table 1, WC-12Co composite powders with grain size in the range of 125-180 ��m and the average particle size of 152.5 ��m have the carbon content of 5.38 wt.% and low oxygen content of less than 0.02 wt.%. On the other hand, the powders have a considerably high microhardness of HV0.3 1800-2000. As a result, compared with the WC-reinforced metal- based powders and WC-Co powders with low sphericity, rough surface and low content of WC (less than 50 wt.%) [5,31,32], the self-made WC-12Co powders with a series of excellent qualities can be used as raw material for wear-resistant coatings [33,34].
3.2 Phase structure of coatings
Figure 2 shows the XRD patterns of the WC-12Co composite coatings at different laser powers (900, 1100, 1300, 1500, 1700 and 1900 W). The XRD patterns confirmed that WC-12Co composite coatings were mainly composed of WC and M3W3C (M=Fe,Co) eutectic carbides. It is worth noting that with the increase of laser power, the diffraction peaks, which were identified as the residual WC phases gradually decrease first (Figs. 2(a-d)) and then increased rapidly (Figs. 2(e) and (f)). The intensity of M3W3C (M=Fe,Co) eutectic carbide diffraction peaks was contrary to that of WC. Moreover, by increasing the laser power to 1500 W, the amount of WC was reduced to the minimum while M3W3C (M=Fe,Co) eutectic carbides reached the maximum. According to XRD patterns, although a high-energy laser beam was used, the incorporated WC particles were insufficient to be melted completely, and there were no secondary carbide such as W2C and decarbonization of WC in the coating. Furthermore, it could be seen that the amount of melted WC and Co in WC-12Co composite powders increased gradually with increasing laser power when the laser power was less than 1500 W. After WC particles suffered from the heat damage, W and C atoms from the dissolution of WC particles could diffuse into the 304 stainless steel solvent. Meanwhile, Fe and C elements from the molten 304 stainless steel solvent diffused towards WC particles, then new M3W3C (M=Fe,Co) eutectic carbides were formed. Therefore, the decrease of WC would be accompanied by the increase of M3W3C (M=Fe,Co). However, when the laser power was higher than 1500 W, WC was over- heated and grew up quickly with the increase of power. As the coarse WC grains were completely distributed on the surface of the composite coatings, the intensity of WC diffraction peak was rapidly enhanced and the diffraction peak of the M3W3C (M= Fe,Co) was weakened.

Fig. 1 Morphologies of sintered WC-12Co composite powders with different magnifications
Table 1 Main performance parameters of sintered WC-12Co composite powders


Fig. 2 XRD patterns of WC-12Co composite coatings under different laser powers
3.3 Microstructure of coatings
Figure 3 shows the SEM images of cross- sections of WC-12Co composite coatings prepared under different laser powers of 900, 1100, 1300, 1500, 1700 and 1900 W. As could be clearly seen from this figure, the samples fabricated at 900 W (Fig. 3(a)) and 1100 W (Fig. 3(b)) showed a large amount of residual unmelted WC-12Co spherical particles which were evenly and regularly distributed throughout the coatings. Furthermore, some nearly orbicular micropores were formed and dispersed between the neighboring scanning tracks and layers. Subsequently, at the laser power of 1300 W (Fig. 3(c)), the WC-12Co spherical particles became increasingly melted, the interface of coating and substrate became obviously irregular-shaped and some pores were also observed in the coatings. However, when laser power was set to be 1500 W, a dense section was obtained, showing a homogeneous layerwise microstructure, which achieved a good metallurgical bonding between adjacent layers and scanning tracks (Fig. 3(d)). Subsequently, at higher laser power such as 1700 W (Fig. 3(e)), the layerwise microstructure was still homogeneous. At the same time, irregular-shaped interface, fewer residual WC-12Co spherical particles, as well as large crack and pore could be also observed visibly. Moreover, when the laser power increased to 1900 W, the grain became coarse, the distribution of layers was uneven and WC-12Co particles were sufficiently melted. In addition, large-sized WC grains with irregular shape which crossed several layers were clearly observed (Fig. 3(f)), leading to the increased microcracks.

Fig. 3 SEM images of cross-sections of WC-12Co composite coatings prepared under different laser powers

Fig. 4 Morphologies and EDS spectra of WC-12Co composite coatings under laser power of 1500 W
The traditional SEM images and EDS spectra presenting the characteristic morphologies of WC-12Co composite coatings under laser power of 1500 W are illustrated in Fig. 4. It was visibly apparent that the edge of WC-12Co spherical particles was largely melted and evenly distributed on the surface of the coatings and there were new carbides precipitated between unmelted WC-12Co spherical particles and residual WC particles (Fig. 4(a)). Due to the melting of WC-12Co spherical particles, considerable WC particles were dissolved in the molten Co and 304 stainless steel, thus releasing W and C atoms in the molten pool. Some W and C atoms reacted with Co and 304 stainless steel substrate to generate compound carbides along the grain boundaries of the matrix. As shown in Figs. 4(a) and (b), the formed eutectic carbides exhibited the homogeneous, continuous and fine network structures. It is worth noting that the size of the lamellar WC in residual WC-12Co spherical particles (Fig. 4(c)) was much larger than that of WC-12Co spherical composite powders (Fig. 1(c)). Moreover, the results of XRD (Fig. 2) combined with EDS analysis indicated that the gray dendrites in shape of herringbone (marked A in Fig. 4(b)) were M3W3C (M=Fe,Co), which was a typical eutectic carbide containing high contents of Co and Fe. Furthermore, the liner elemental distribution in Fig. 4(d) also indicated that the bright areas mainly contained W, while the relatively dark areas were rich in Fe and Co. The result of EDS in Fig. 4(e) further confirmed that the dark zones in the coatings mainly contained Fe (71.56 wt.%). The white coarse carbide (marked C in Fig. 4(b)) which contained large amounts of W (92.17 wt.%) and small amounts of C (0.66 wt.%), Co (1.71 wt.%) and Fe (5.46 wt.%) was believed to be the residual WC.
Based on the above results, it can be drawn that the solubility of WC particle solvent increased with the decrease in WC particle size [16]. Therefore, WC particles with relatively small size could be completely dissolved during laser cladding to form free W and C atoms, resulting in the formation of Co-W-C and Fe-W-C alloy solvents in the molten pool. The decomposition of WC and subsequent formation of Fe3W3C and Co3W3C proceeded in the following three stages [28]:
2WC=W2C+C (3)
W2C=2W+C (4)
WC+3W+3Fe=Fe3W3C (5)
WC+2W+3Co=Co3W3C (6)
In order to reduce the resistance of new phase formation, new M3W3C (M=Fe,Co) eutectic carbides tended to grow up along the residual particles with a certain crystal plane and crystal direction.
To further understand the growth behavior of grain size in the coatings, the morphologies and grain sizes of WC inside WC-12Co powders and residual WC-12Co particles in the composite coatings under the laser powers of 1100, 1500 and 1900 W are shown in Fig. 5. According to Fig. 5, at a relatively low laser power of 1100 W, the grain size of the residual WC particles was mainly in the range of 0.6-0.9 ��m (Figs. 5(c) and (d)), which was slightly larger than that of WC-12Co composite powders (0.5-0.7 ��m) (Figs. 5(a) and (b)). Sub- sequently, on enhancing the laser power to 1500 W, the residual unmelted WC (Fig. 5(e)) grew up gradually with grain size increased to 1-2 ��m (Fig. 5(f)), which was about three times larger than that of WC-12Co composite powders. However, at a relatively high laser power to 1900 W, the WC grains (Fig. 5(g)) grew up significantly with the size in the range of 8-16 ��m (Fig. 5(h)), which was about twenty times larger than the size of the raw powder. Moreover, as can be seen in Fig. 5(g), new carbides were considered to be M3W3C precipitated around WC grains. According to the above results, it was obvious that the increase of laser power induced lower cooling rate and the longer liquid life time, leading to the sufficient growth of WC grains. It could also be concluded that the increase of laser power not only had a slight influence on the melting amount of WC-12Co spherical powders, but also couldn��t promote the growth of WC and M3W3C (M=Fe,Co) eutectic carbides when the laser power was less than 1500 W. However, the grains of WC and M3W3C (M=Fe,Co) carbides would be overheated and grew up rapidly with the increase of laser power when the laser power was more than 1500 W [35,36]. Namely, the as-fabricated samples showed very small grain size when laser powers were less than 1500 W but showed remarkably increased grain size above 1500 W.
Figure 6 shows SEM images of different parts of WC-12Co composite coating under a laser power of 1500 W. Firstly, it was obvious that the porosity and cracks were not found in WC-12Co composite coating, and the coating achieved perfect metallurgical bonding with the substrate (see Fig. 6(a)). In addition, residual WC-12Co particles were evenly distributed throughout the coating. Secondly, it could be observed in Fig. 6(b) that the bonding metal also had a planar growth, the thickness of the planar growth was only 2-3 ��m and smaller columnar dendrites at the bottom of the coating were also formed. Moreover, the herringbone eutectic carbides precipitated in the composite coating, and the dendritic carbides precipitated at the center of the composite coating. Thirdly, as shown in Figs. 6(c) and (d), at the center of coating, there were herringbone and dendritic eutectic M3W3C (M=Fe, Co) carbides and the thick blocky WC distributed alternately at the edge of the residual WC-12Co composite powders. Moreover, the grain sizes of WC and M3W3C (M=Fe,Co) carbides grew up gradually as the distance from the interface increased. Lastly, as can be seen from Fig. 6(e), the WC grain at the top of coating was finer than that at the center of the coating, and the grain size of M3W3C (M=Fe,Co) carbides in herringbone and dendritic shape at the top of coating was as same as that at the bottom. On the whole, it was evident that the sintered WC-12Co particles had different dissolution characteristics in different regions of the composite coating using the same laser power of laser cladding.
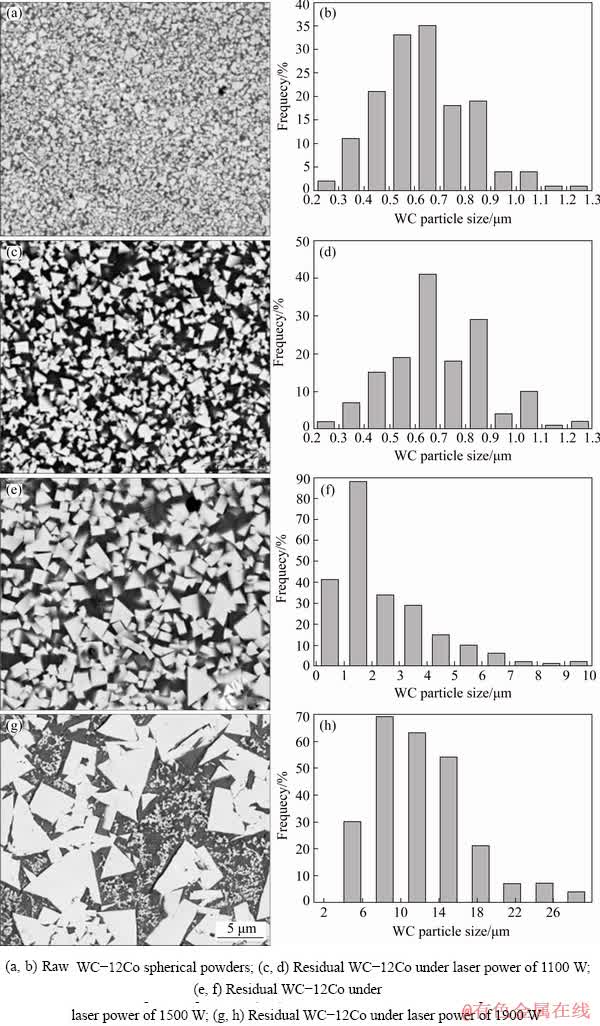
Fig. 5 Morphologies (a, c, e, g) and size distributions (b, d, f, h) of WC grains inside WC-12Co particles

Fig. 6 SEM images of different parts of WC-12Co composite coating under laser power of 1500 W
Based on the above results, we could see that because three-layer WC-12Co composite powders were printed on the surface of 304 stainless steel substrate, the grain size would vary greatly from the bottom to the top of the composite coating. When the first layer of powder was printed on the surface of the substrate (Fig. 6(b)), the edges of WC-12Co composite powders were melted, the morphology of coatings was determined by the solidification conditions such as the temperature gradient G and the solidification rate R. At the bottom of the molten pool, the temperature gradient G was relatively high but the solidification rate R was very low, so a planar growth was induced by high G/R ratio. The temperature gradient G decreased gradually with increasing distance from the surface of substrate, while the solidification rate R increased gradually, resulting in the decrease of the G/R ratio. Therefore, a constitutional supercooling was soon generated and the planar solid/liquid interface became unstable, which induced the onset of a Co/Fe-rich dendrite. However, the fast laser scanning speed (500 mm/min) induced higher cooling rate and shorter liquid lifetime, resulting in insufficient growth of the grains. Thus, grains could keep fine structures to acquire higher mechanical properties. Subsequently, the second layer of WC-12Co composite powders was printed on the surface of the first coating (see Figs. 6(c) and (d)), the solidification process of the first layer had not been completely accomplished yet, part of the solidified grains and residual WC-12Co particles melted again, and the liquid lifetime lasted longer with lower cooling rate. Moreover, due to the nearly complete dissolution of WC-12Co particles, the coarse herringbone M3W3C (M=Fe,Co) eutectic carbides and the facet dendritic M3W3C (M=Fe,Co) carbides precipitated in the composite coating. Lastly, when printing the third layer, the surface of the second layer (Fig. 6(d)) was not completely cooled and heated again. With increasing liquid lifetime and decreasing cooling rate, the new carbides went through a transition of the fine M3W3C (M=Fe,Co) eutectic precipitated in an intergranular network of the residual WC-12Co particles to the coarse M3W3C (M=Fe,Co) eutectic precipitated in the composite coating. And the lamellar residual WC also presented a growth characteristic of the blocky shape. To sum up, printing multiple layers of WC-12Co powders on 304 stainless steel substrate not only made the structure and morphology of the coating vary from bottom to surface, but also promoted the uniform distribution of WC and M3W3C (M=Fe,Co) eutectic carbides in the coating.
3.4 Mechanical properties of coatings
Figure 7 shows typical microhardness curves on the cross-section of WC-12Co composite coatings under different laser powers. As can be seen from Fig. 7, the microhardness of the composite coating increased first and then maintained a certain level. In other words, firstly, the microhardness of the substrate (SUB) and the heat-affected-zone (HAZ) was HV0.3 140-210. Subsequently, the hardness of the first layer of the coatings increased rapidly with the increase of distance, reaching HV0.3 1000-1200, which was approximately six times higher than the average microhardness values of SUB and HAZ. Lastly, the microhardness of the second and third layers gradually increased from HV0.3 1200-1400 to HV0.3 1500-1600 and then remained this level, which was very similar to the microhardness of WC-12Co composite powder (HV0.3 1800-2000). Moreover, we could note that the microhardness of the coatings with laser power of 1500 W was significantly higher than that of coatings with other laser powers. It was explained by the following reasons. According to Figs. 4-7, it can be possible to conclude that the variation of microhardness was linked with distribution of hard phase WC, metallurgical bonding and microstructure of WC-12Co composite coatings. In general, more uniform distribution of WC and better metallurgical bonding led to higher microhardness [5,23]. On the other hand, a dense homogenous microstructure would increase the microhardness of coatings. Firstly, at a relatively low laser power, the input energy density would become lower and it was more likely that WC-12Co particles in the previous layer were not sufficiently melted and bonded with the fresh WC-12Co particles, leading to the poor metallurgical bonding and insufficient growth of WC and M3W3C (M=Fe,Co) grains. Thus, low hardness of the coatings was observed. Subsequently, due to the combination of excellent metallurgical bonding, uniform distribution of WC and fine grains, the highest microhardness of HV0.3 1600 was obtained at laser power of 1500 W. Lastly, when the applied laser power increased to 1700 and 1900 W, the high input energy density induced thermal stress, leading to the formation of microcrack in the coatings. As a result, resultant low microhardness values of HV0.3 1300 and HV0.3 1200 were obtained, respectively. In addition, due to low WC content, the microhardness values of the substrate (SUB) and the heat-affected-zone (HAZ) were lower than those at other places of coatings. Furthermore, higher WC content, finer grains and better metallurgical bonding led to continuously increasing microhardness.
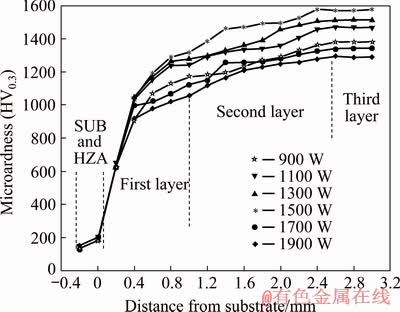
Fig. 7 Microhardness of WC-12Co composite coatings under different laser powers
In order to compare the tribological behaviors of the WC-12Co composite coatings prepared by laser cladding under different laser powers, wear tests were performed on the WC-12Co composite coating specimens. The evolution of coefficient of friction (COF) of the test specimens was recorded during the wear process, thus the variations of coefficient of friction with sliding time could be obtained. Figures 8(a) and (b) depict the coefficient of friction and wear rate of the coating specimens under different laser powers, respectively. It could be found that laser power played a key role in determining the wear performance. At the lowest laser power of 900 W, the COF was 0.61, with a resultant wear rate of (3.57��0.38)��10-7 mm3/(N��m). On increasing the laser power to 1100 and 1300 W, the lower COFs of 0.60 and 0.65 were obtained, respectively, leading to lower wear rate of (3.24��0.29)��10-7 and (3.18��0.79)��10-7 mm3/(N��m). Subsequently, when laser power raised to 1500 W, the lowest COF of 0.55 with attendant lowest wear rate of (2.15��0.31)��10-7 mm3/(N��m) was observed. When the applied laser power increased to 1700 and 1900 W, the COFs of sample reached as high as 0.625 and 0.60, respectively, leading to relatively large wear rate of (6.05��0.75)��10-7 and (11.07��0.99)��10-7 mm3/(N��m). In general, laser power had a slight effect on wear rate when laser power was less than 1500 W, while laser power was believed to play an important role in improving the wear rate when laser power was more than 1500 W.
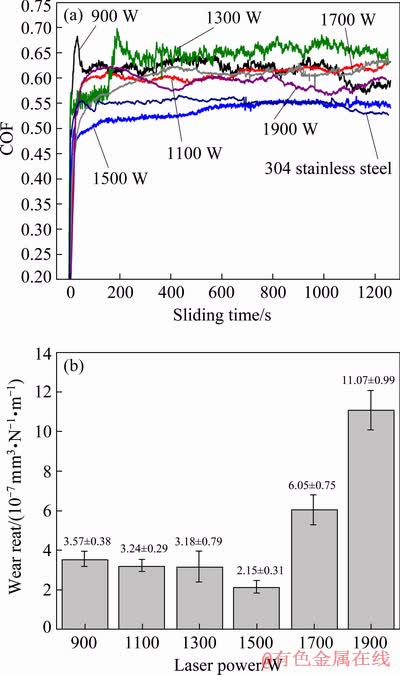
Fig. 8 Coefficient of friction (a) and wear rate (b) of WC-12Co composite coating samples under different laser powers
The worn surfaces of the tested specimens were examined using a three-dimensional microscopic system with super depth of field, which had the ability to measure the width and depth of the wear track, thus to evaluate the volume loss. Figure 9 shows the three-dimensional microscopic analysis images of worn surfaces of 304 stainless steel substrate as well as WC-12Co composite coatings under different laser powers. As shown in Fig. 9(a), the worn surface of 304 stainless steel substrate showed extensive spallation and deep continuous grooves, indicating the poor wear resistance of substrate material. As can be seen in Figs. 9(b-d), the three-dimensional microscopic analysis images showed a smooth and flat worn surface, suggesting the high wear resistance of the WC-12Co composite coatings. Furthermore, it was shown that an increase trend of the breadth of wear scar appeared with the increase of laser power. Subsequently, at the laser power of 900 W, the worn surface of the coating showed narrow spallation and deep continuous grooves (Fig. 9(b)). However, inconspicuous scratching with the exception of a minor lamellar spallation and micro-cracks appeared on the worn surface, thereby indicating excellent wear resistance at the laser power of 1500 W (Fig. 9(c)). Subsequently, wear scar was more extensive when the laser power increased to 1900 W, at the same time, increased brittle fracture, lamellar spallation, as well as the appearance of numerous pits were found on the worn surface (Fig. 9(d)).

Fig. 9 Three-dimensional microscopic analysis images of worn surfaces of 304 stainless steel substrate and WC-12Co composite coatings under different laser powers
To further understand the enhancement mechanism on wear performance of WC-12Co composite coatings, a comprehensive relationship between metallurgical bonding, microhardness and microstructure was discussed as follows. The wear mechanism of WC-Co cemented carbide under different service conditions is mainly summarized as follows [37-41]: (1) extrusion and removal of binder phase Co; (2) fracture and crushing of hard phase WC; (3) abscission of WC particles; (4) chemical corrosive wear of cemented carbide. The wear of WC-12Co cemented carbide was caused by one or more of the above mechanisms in WC-12Co composite coatings [34,35]. At first, at a low laser power, in combination with Figs. 3(a), 5(b) and 9(b), it was not difficult to infer that owing to large amount of unmelted WC-12Co particles and relatively poor metallurgical bonding between residual WC-12Co particles and M3W3C (M= Fe,Co) eutectic carbides, residual particles could be easily removed from the matrix. Therefore, wear mechanism in WC-12Co composite coating was mainly extrusion and removal of residual WC-12Co particles. And then these particles may stick to the other surface during the sliding process. These results suggested that the main wear mechanism of the coating was abrasive wear coupled with spallation. Subsequently, from Figs. 4, 6 and 9, it can be seen that on enhancing laser power to 1500 W, the resultant improved metallurgical bonding between residual unmelted WC-12Co particles and fine hard phase WC, M3W3C (M=Fe,Co) eutectic carbides, accordingly WC particle and residual WC-12Co particles were difficult to be worn away during dry sliding test. Therefore, only a few extrusion and removal of binder phase Co in matrix and little fracture and crushing of hard phase WC ensured better wear performance. Lastly, when laser power was more than 1500 W, the increasing laser power induced higher thermal stress, more thermal damage of WC particles, cracks and porosity in coatings together with more completely dissolved WC-12Co particles (see Figs. 3(e) and (f)), leading to rapidly increasing rear wear. Consequently, the above four wear mechanisms would exist simultaneously in the coatings. In addition, As shown in Figs. 7 and 9, the microhardness of the coatings also played an important role in the enhancement of wear performance. The high microhardness is often accompanied by good wear performance.
4 Conclusions
(1) The heterogeneous structures in the herringbone and dendritic shape identified as M3W3C (M=Fe,Co) eutectic carbides are formed between WC particle and matrix due to the in-situ reaction under laser processing. It is reasonable to consider that the generation of heterogeneous structure is beneficial to improving the bonding strength between WC particle and matrix, and plays an important role in improving hardness and wear performance of the coatings.
(2) Network structures of eutectic phase and WC particles are uniformly distributed in WC-12Co composite coating. A high densification of composite coating with no cracks and porosity, no secondary carbides or other microscopic defects and a good metallurgical bonding with 304 stainless steel substrate are obtained under a laser power of 1500 W (laser scanning speed of 500 mm/min, delivering rate of 0.5 r/min). On the other hand, a considerably high microhardness of HV0.3 1500- HV0.3 1600, low COF of 0.55 and wear rate of (2.15��0.31)��10-7 mm3/(N��m) are realized due to enhanced densification and fine microstructure of composite coating.
References
[1] ZHANG Yu-zhen, XU Pei-quan, LIU Chuan-gen, REN Jiang-wei, GONG Hong-ying. The influence of carbides on the microstructure, grain growth, and oxidation resistance of nanostructured carbides-strengthened cobalt-based multi- track laser-cladding layers [J]. Applied Surface Science, 2019, 469: 495-504.
[2] ARTICLES Y, MAY B, INTERESTED I. Laser cladding [J]. Journal of Laser Application, 1999, 64: 64-79.
[3] SAMPEDRO J, PEREZ I, CARCEL B, RAMOS J A, AMIGO V. Laser cladding of TiC for better titanium components [J]. Physics Procedia, 2011, 12: 313-322.
[4] LI Yong-jian, DONG Shi-yun, YAN Shi-xing, LIU Xiao-ting, LI En-zhong, HE Peng, XU Bin-shi. Elimination of voids by laser remelting during laser cladding Ni based alloy on gray cast iron [J]. Optics and Laser Technology, 2019, 112: 30-38.
[5] ERFANMANESH M, SHOJA-RAZAVI R, MOHAM- MADIAN-SEMNANI H, BAREKAT M, HASHEMI S H. Friction and wear behavior of laser cladded WC-Co and Ni/WC-Co deposits at high temperature [J]. International Journal of Refractory Metals and Hard Materials, 2019, 81: 137-148.
[6] LAI Q, ABRAHAMS R, YAN W Y, QIU C, MUTTON P, PARADOWSKA A, SOODI M, WU X H. Influences of depositing materials, processing parameters and heating conditions on material characteristics of laser-cladded hypereutectoid rails [J]. Journal of Materials Processing Tech, 2019, 263: 1-20.
[7] XIA Mu-jian, GU Dong-dong, YU Guan-qun, DAI Dong-hua, CHEN Hong-yu, SHI Qi-min. Selective laser melting 3D printing of Ni-based superalloy: Understanding thermodynamic mechanisms [J]. Science Bulletin, 2016, 61: 1013-1022.
[8] ZHOU Sheng-feng, DAI Xiao-qin. Laser induction hybrid rapid cladding of WC particles reinforced NiCrBSi composite coatings [J]. Applied Surface Science, 2010, 256: 4708-4714.
[9] GU D D, HAGEDORN Y C, MEINERS W, MENG G B, BATISTA R J S, WISSENBACH K, POPRAWE R. Densification behavior, microstructure evolution, and wear performance of selective laser melting processed commercially pure titanium [J]. Acta Materialia, 2012, 60: 3849-3860.
[10] THIJS L, VERHAEGHE F, CRAEGHS T, HUMBEECK J V, KRUTH J P. A study of the microstructural evolution during selective laser melting of Ti-6Al-4V [J]. Acta Materialia, 2010, 58: 3303-3312.
[11] ZHANG B C, LIAO H L, CODDET C. Microstructure evolution and density behavior of CP Ti parts elaborated by Self-developed vacuum selective laser melting system [J]. Applied Surface Science, 2013, 279: 310-316.
[12] XIA Mu-jian, GU Dong-dong, YU Guan-qun, DAI Dong-hua, CHEN Hong-yu, SHI Qi-min. Selective laser melting 3D printing of Ni-based superalloy: Understanding thermodynamic mechanisms [J]. Science Bulletin, 2016, 61: 1013-1022.
[13] WANG Xiao-yin, ZHOU Sheng-feng, DAI Xiao-qin, LEI Jian-bo, GUO Jin-bo, GU Zhen-jie, WANG Tao. Evaluation and mechanisms on heat damage of WC particles in Ni60/WC composite coatings by laser induction hybrid cladding [J]. International Journal of Refractory Metals and Hard Materials, 2017, 64: 234-241.
[14] FARAHMAND P, LIU S, ZHANG Z, KOVACEVIC R. Laser cladding assisted by induction heating of Ni-WC composite enhanced by nano-WC and La2O3 [J]. Ceramics International, 2014, 40: 15421-15438.
[15] BORM P. Research strategies for safety evaluation of nanomaterials. Part V: Role of dissolution in biological fate and effects of nanoscale particles [J]. Toxicological Sciences, 2005, 90: 23-32.
[16] OLAKANMI E O. Selective laser sintering/melting (SLS/SLM) of pure Al, Al-Mg, and Al-Si powders: Effect of processing conditions and powder properties [J]. Journal of Materials Processing Technology, 2013, 213: 1387-1405.
[17] THIJS L, KEMPEN K, KRUTH J P, van HUMBEECK J. Fine-structured aluminium products with controllable texture by selective laser melting of pre-alloyed AlSi10Mg powder [J]. Acta Materialia, 2013, 61: 1809-1819.
[18] LI Rui-di, WANG Min-bo, YUAN Tie-chui, SONG Bo, CHEN Chao, ZHOU Ke-chao, CAO Peng. Selective laser melting of a novel Sc and Zr modified Al-6.2Mg alloy: Processing, microstructure, and properties [J]. Powder Technology, 2017, 319: 117-128.
[19] LI Rui-di, SHI Yu-sheng, WANG Zhi-gang, WANG Li, LIU Jin-hui, JIANG Wei. Densification behavior of gas and water atomized 316L stainless steel powder during selective laser melting [J]. Applied Surface Science, 2010, 256: 4350-4356.
[20] WANG Di, SONG Chang-hui, YANG Yong-qiang, BAI Yu-chao. Investigation of crystal growth mechanism during selective laser melting and mechanical property characterization of 316L stainless steel parts [J]. Materials & Design, 2016, 100: 291-299.
[21] KRUTH J P, FROYEN L, van VAERENBERGH J, MERCELIS P, ROMBOUTS M, LAUWER B. Selective laser melting of iron-based powder [J]. Journal of Materials Processing Technology, 2004, 149: 616-622.
[22] ZHOU Sheng-feng, DAI Xiao-qin. Microstructure evolution of Fe-based WC composite coating prepared by laser induction hybrid rapid cladding [J]. Applied Surface Science, 2010, 256: 7395-7399.
[23] GU Dong-dong, MA Ji, CHEN Hong-yu, LIN Kai-jie, XI Li-xia. Laser additive manufactured WC reinforced Fe-based composites with gradient reinforcement/matrix interface and enhanced performance [J]. Composite Structures, 2018, 192: 387-396.
[24] ZHOU Sheng-feng, WU Chao, ZHANG Tian-you, ZHANG Ze-zhong. Carbon nanotube- and Fep-reinforced copper- matrix composites by laser induction hybrid rapid cladding [J]. Scripta Materialia, 2014, 76: 25-28.
[25] MATERIALS H, LOPEZ B, LOZADA L, BERG H V D, WOLF M, SANCHEZ J M. Comparison of the thermal shock resistance of WC based cemented carbides with Co and Co-Ni-Cr based binders [J]. International Journal of Refractory Metals & Hard Materials, 2018, 72: 89-96.
[26] MEHT A, MITTAL V K, GUPTA P. Role of thermal spray coatings on wear, erosion and corrosion behavior: A review [J]. Journal of Applied Science and Engineering, 2017, 20: 445-452.
[27] KIM H, SHON I. Consolidation and properties of binderless sub-micron tungsten carbide by field-activated sintering [J]. International Journal of Refractory Metals & Hard Materials, 2004, 22: 257-264.
[28] ERFANMANESH M, ABDOLLAH-POUR H, MOHAM- MADIAN-SEMNANI H, SHOJA-RAZAVI R. Kinetics and oxidation behavior of laser clad WC-Co and Ni/WC-Co coatings [J]. Ceramics International, 2018, 44: 12805-12814.
[29] PAUL C P, ALEMOHAMMAD H, TOYSERKANI E, KHAJEPOUR A, CORBIN S. Cladding of WC-12Co on low carbon steel using a pulsed Nd:YAG laser [J]. Materials Science and Engineering A, 2007, 464: 170-176.
[30] JAFARI M, HAN J C, SEOL J B, PARK C G. Tribological properties of HVOF-sprayed WC-Co coatings deposited from Ni-plated powders at elevated temperature [J]. Surface and Coatings Technology, 2017, 327: 48-58.
[31] GUO Hong-jian, LI Bo, LU Cheng, ZHOU Qi, JIA Jun-hong. Effect of WC�CCo content on the microstructure and properties of NiCrBSi composite coatings fabricated by supersonic plasma spraying [J]. Journal of Alloys and Compounds, 2019, 789: 966-975.
[32] ARISTIZABAL M, SANCHEZ J M, RODRIGUEZ N, IBARRETA F, MARTINEZ R. Comparison of the oxidation behaviour of WC-Co and WC-Ni-Co-Cr cemented carbides [J]. Corrosion Science, 2011, 53: 2754-2760.
[33] ZHOU Sheng-feng, DAI Xiao-qin, ZHENG Hai-zhong. Microstructure and wear resistance of Fe-based WC coating by multi-track overlapping laser induction hybrid rapid cladding [J]. Optics & Laser Technology, 2012, 44: 190-197.
[34] LIU Xing-wei, SONG Xiao-yan, WANG Hai-bin, LIU Xue-mei, TANG Fa-wei, LU Hao. Complexions in WC-Co cemented carbides [J]. Acta Materialia, 2018, 64: 234-241.
[35] FENECH M, GRECH M, BETTS J C. The in-flight temperature variation and dissolution of WC powder particles producing an Fe-Cr-W-C system by direct laser deposition [J]. Surface and Coatings Technology, 2012, 207: 211-217.
[36] ZENG Xiao-yan, WU Xin-wei, TAO Zen-gui, ZHU Bei-di, CUI Kun. Heat damage mechanisms and evaluation method of WC particles in laser clad WC-Ni composite coating [J]. Acta Metallrugica Sinica, 1997, 33: 868-872.
[37] BESTE U, JACOBSON S. Friction between a cemented carbide rock drill button and different rock types [J]. Wear, 2002, 253: 1219-1221.
[38] GEE M G, GANT A, ROEBUCK B. Wear mechanisms in abrasion and erosion of WC/Co and related hardmetals [J]. Wear, 2007, 263: 137-148.
[39] GEE M G, GEE R H, MCNAUGHT I. Stepwise erosion as a method for determining the mechanisms of wear in gas borne particulate erosion [J]. Wear, 2003, 255: 44-54.
[40] LARSEN-BASSE J. Binder extrusion in sliding wear of WC-Co alloys [J]. Wear, 1985, 105: 247-256.
[41] LISTA G, NOUARIA M, GEHINA D, GOMEZB S, MANAUDB J P, LE PETITCORPSB Y. Wear behaviour of cemented carbide tools in dry machining of aluminium alloy [J]. Wear, 2005, 259: 1177-1189.
�����۸��Ʊ�WC-12Co����Ϳ�������֯������
�� ��1���ƽ���1�����¹�2��Ҷ �1��������1��������1
1. �ϲ���ѧ ���Ͽ�ѧ�빤��ѧԺ���ϲ� 330031��
2. ������ѧԺ Ӧ�������о������ϲ� 330029
ժ Ҫ������ͬ���ͷۼ����۸������Ʊ�WC-12Co����Ϳ�㣬����Ϳ�������ɡ�����֯�ݱ䡢Ӳ�Ⱥ�ĥ�����ܽ����ۺ��о�������������ڸ�ɨ�����ʺ��������ܶ��ۺ������£�WC-12Co���Ϸ�ĩ��Ե��WC�����ܽ���Һ̬Co��304����ֻ����У��γɲ�Ƭ״WC�����״����̼����M3W3C(M=Fe,Co)������WC-12Co����Ϳ�����ܻ��̶ȸߣ�������γ����õ�ұ���ϣ�δ�������ס����ƺ���̼��ȱ�ݡ����⣬�������Ϊ1500 Wʱ��������ұ�����뾫ϸ����֯���ۺ�������Ϳ���ά��Ӳ�Ⱥ���ĥ����������ߣ�Ӳ�ȴ�HV0.3 1500~ HV0.3 1600��Ϳ���Ħ��������ĥ���ʽϵͣ��ֱ�Ϊ0.55��(2.15��0.31)��10-7 mm 3/(N��m)��
�ؼ��ʣ������۸���WC-12Co����Ϳ�㣻����֯�ݱ䣻��Ӳ�ȣ�ĥ������
(Edited by Wei-ping CHEN)
Foundation item: Project (20171ACE50018) supported by the Key Research and Development Program of Jiangxi Province, China; Project (2017-YZD2-16) supported by the Key Research Project of Jiangxi Academy of Sciences, China
Corresponding author: Jian-cheng TANG; Tel: +86-791-83969559; E-mail: tangjiancheng@ncu.edu.cn
DOI: 10.1016/S1003-6326(20)65273-6
Abstract: A comprehensive study of the phase composition, microstructure evolution, microhardness and wear performance of WC-12Co composite coatings fabricated by laser cladding using coaxial powder-feed mode was presented. It was shown that a combination of high scan speed and high laser energy density made WC on the edge of WC-12Co composite powders partially melt in liquid Co and 304 stainless steel matrix, and then new carbides consisting of lamellar WC and herringbone M3W3C (M=Fe,Co) were formed. Meanwhile, WC-12Co composite coatings with no porosity, cracks and drawbacks like decarburization were obtained, showing high densification and good metallurgical bonding with the substrate. Furthermore, a considerably high microhardness of HV0.3 1500-1600, low coefficient of friction of 0.55 and wear rate of (2.15��0.31)��10-7 mm3/(N��m) were achieved owing to the synergistic effect of excellent metallurgical bonding and fine microstructures of composite coating under laser power of 1500 W.
