
��ת¯��ԭ���յ�Ʒλ���̿���β����Դ�����õĶ���ѧ�о�
������1��������1�����Ȼ2��������1
(1. �����Ƽ���ѧ ��ľ�뻷������ѧԺ��������100083��
2. �й���ѧԺ���̹����о��� �������̹����ص�ʵ���ң�������100190)
ժ Ҫ��
����л�ԭ�������鲢�����Ʒλ���̿Ա��շ�Ӧ�����в�����β��(��������)����Դ�����ü��䶯��ѧģ�͡�ʵ����������Ũ���������Ϊ�̺�����1.5��������400 ���±���120 min�����̿��̻�ԭ����98%���ϡ�����Һ��Ϊ6:1�������¶�Ϊ80 ��ʱ����Ʒλ���̿���һ���̽�����Ϊ98.60%�������̽�����Ϊ98.61%�����ݵ�Ʒλ���̿�β����Դ�����õķ�Ӧ����ѧģ�ͣ���Ӧ�ı��ۻ��Ϊ16.04 kJ/mol�����������û�ת¯��Ч��ԭ��Ʒλ���̿�ʵ�ֵ�Ʒλ���̿�β���ij����Դ�����ã�������Դ��Ч������õ�ͬʱ��ʵ�ַ�Ӧ��ϵ����Դ��ѭ�����ã��Դﵽ�Թ������̵���ɫ���£�Ϊ��Ʒλ���̿���Դ�ĸ�Ч��ҵ�������ṩ�˲ο������ݡ�
�ؼ��ʣ�
���̿�����ת¯����ԭ������������������Դ������������ѧ��
��ͼ����ţ�TF792 ���ױ�־�룺A ���±�ţ�1672-7207(2014)11-3733-07
Reductive roasting of low-grade pyrolusite by rotary kiln and kinetics of tail-gas resource utilization
FENG Yali1, ZHOU Yuzhao1, LI Haoran2, CAI Zhenlei1
(1. School of Civil and Environmental Engineering, University of Science and Technology, Beijing 100083, China;
2. National Key Laboratory of Biochemical Engineering, Institute of Process Engineering,
Chinese Academy of Sciences, Beijing 100190, China)
Abstract: The reductive roasting of low-grade pyrolusite by rotary kiln and kinetics of tail-gas resource utilization were investigated. The results show that the manganese reduction efficiency is higher than 98% at the roasting temperature of 400 �� for 120 min when the addition of concentrated sulfuric acid is 1.5 times of the stoichiometric amount. As for the tail-gas resource utilization by low-grade pyrolusite pulp, the leaching efficiencies of the first and second stage are 98.60% and 98.61%, respectively under the conditions that the ratio of solid to liquid is 6:1 and the adsorption temperature is 80 ��. According to the kinetic model of the tail-gas resource utilization, the apparent active energy is 16.04 kJ/mol. The technology can realize both high reduction efficiency of low-grade pyrolusite and fully recycling use of tail-gas by low-grade pyrolusite pulp. The eco-innovation about this technical process is characterized by high manganese reduction efficiency and cyclic utilization of sulfur resource in tail-gas, providing some references and judgments for the high utilization of low-grade pyrolusite in industrial scale.
Key words: pyrolusite; rotary kiln; reductive roasting; sulfur dioxide; resource utilization; kinetics
����һ����Ҫ��ս�����ʣ����㷺��Ӧ�������֡���ɫұ�𡢻����������ҹ��̿���Դ�ḻ���������Ϊ�е�Ʒλ���̿��̿���١����Ÿ��̿���Դ�Ŀ������ã��̿���Դ�����ѷ��ǵ�ǰ�ҹ����ٵ��Ͼ�����[1-4]����ͳ��ʪ����ԭ�����ջ�ԭ�����ǽ��������̻�ԭΪ�����������̣�������Ч�ʵ͡��ɱ��ߡ���Ⱦ����������Ӧ�����Ƶ�����[5-6]ʹ��Ʒλ���̿�ò���������á���ˣ��Ե�Ʒλ���̿��Ч���������ã������Ƕ��仹ԭ���յ���ɫ�������ҹ�ؽ����������⣬�Ի����ҹ��̿���Դ��ȱ��ȷ����ϵ��Ʒ��ҵ�Ŀɳ�����չ�Լ��������õķ�չ����ʮ����Ҫ��ս������[7]�������������û�ת¯��ԭ�������̿�β�������ٽ���װ�õ��¹��գ�¯���ڹ���������������ת��ʵ�������õ��ȴ����Լ������뻹ԭ�������ýӴ�����ԭ���̲����Ķ�������Ե�Ʒλ���̿�����������ջ�ԭ������ʵ���˶�������β������Դ�����ã�ͬʱ��һ���̶��ϱ����˶Ի�����ɶ�����Ⱦ�����о��ڹ����Ͻ�����ɫ���£����ڱ�֤��Ʒλ���̿��Ч������õ�ͬʱ��ʵ���˷�Ӧ��ϵ����Դ��ѭ�����á�
1 ���鲿��
1.1 ԭ������
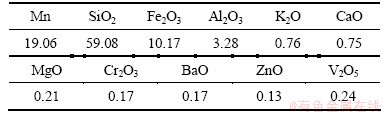
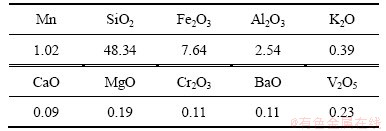
����������õ�ԭ��Ϊij��Ʒλ���̿��仯ѧ��Ԫ�ط�����X�������������1��ͼ1��
��1 ԭ��ѧ��Ԫ�ط������(��������)
Table 1 Chemical analysis results of multi-elements in raw ore %
1.2 ����װ��
�������RF-1200�ͻ�ת¯��ͼ2��ʾΪ��ת¯��ԭ����װ��ʾ��ͼ��
1.3 ���鷽��
���������鼰��ĥ��0.4 mm��������ˮ���ȡ50 g������һ����������Ũ���ᣬ��Ͼ��Ⱥ�����ת¯�����������̿���ڳ����ڣ���400 ���±���2 h������ת������������Ϊ0.2 m3/h����������������ƿ���գ�SO2����ƿ�¶�Ϊ80 �档
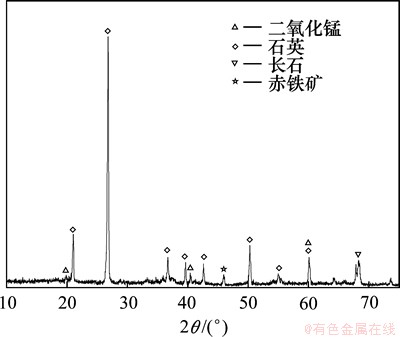
ͼ1 ���̿�ԭ���XRDͼ��
Fig. 1 XRD image of pyrolusite raw ore
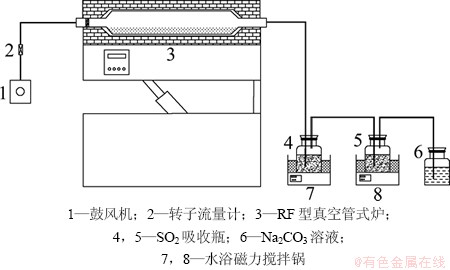
ͼ2 ���̿�ԭ��β����Դ������װ��ʾ��ͼ
Fig. 2 Sketch of manganese reduction and tail-gas resource utilization device
����������Ҫ����ԭ�������Ե������̲��ܽ�����ȡ����ˣ���������ʱ���̵Ļ�ԭ�ʿ���ͨ���̵Ľ����������
���첻ͬ����������������������Ԫ�ؽ����ʵ�Ӱ�죬ͨ���������������Ԫ�صĺ����������̵Ľ�����[8]��
 (1)
(1)
ʽ�У� Ϊ�̵Ľ����ʣ�%��
Ϊ�̵Ľ����ʣ�%�� Ϊ����Һ����Ũ�ȣ�g/mL��mΪ����������%��
Ϊ����Һ����Ũ�ȣ�g/mL��mΪ����������%�� Ϊ�������̵�����������%��
Ϊ�������̵�����������%�� Ϊ���������̵�����������VΪ����Һ�����mL��
Ϊ���������̵�����������VΪ����Һ�����mL��
1.4 ��ԭ���ա�β����Դ�����÷�Ӧԭ��������
��ת¯�����̿�Ļ�ԭ������Ҫ����������Ļ�ԭ�������Ļ�ѧ��Ӧ�У�
2MnO2+S+2H2SO4��2MnSO4+SO2+2H2O (2)
S+O2��SO2�� (3)
�����е�������Ũ���Ὣ���̿��е�MnO2��ԭΪMn2+����һ���̶����ܼ�������������������Ϊ��ԭ����������ԭ���뻹ԭ���ĽӴ����������˷�Ӧ���ʺ�Ч�ʡ����в����Ķ���������������ų������������̿��е���Ԫ�أ���Ϊ������Դѭ��ʹ�á�
SO2������ƿ�п��ܴ���2�ַ�Ӧ��ʽ[9]����ʽ��MnO2ֱ����SO2���ã�����MnO2ֱ�ӱ���ԭMn2+��SO2������Ϊ ����ʽ��SO2��ˮ��O2���ã���Һ�д��ڽ������������ã�����ת�����ա�
����ʽ��SO2��ˮ��O2���ã���Һ�д��ڽ������������ã�����ת�����ա�
 (4)
(4)
��SO2-Mn-H2O��ϵ���з��������ڷ�ʽ����Һ���ڵİ뷴ӦΪ
 ��
�� (5)
(5)
 ��
�� (6)
(6)
���ڷ�ʽ����Һ�д��ڵİ뷴ӦΪ
O2+4H++4e��2H2O (7)
 ��
�� (8)
(8)
��Ӧ��ʼһ��ʱ��������ƿ��pH����Ӧ����������ƿ��pH��2~3��Χ�ڣ���80 ��ʱSO2-Mn-H2O��ϵ��E-pH��ͼ3��ʾ����ͼ3��֪�����ܴ��ڽ������ӵĴ����ã�����ϵ��MnO2��Ũ��ҪԶ����O2��Ũ�ȣ��ʸ÷�Ӧ��Ҫ��MnO2��SO2��������ԭ��Ӧ��
ͨ�����ռ����գ������е�Mn��Fe���ؽ���Ԫ��ת��Ϊ�����Ե������Ρ�ͨ����ѧ�����������̿�����Ԫ�صĻ�ԭ�ʣ�����һ�����ӵõ��ߴ������̣�����������ͼ4��ʾ��
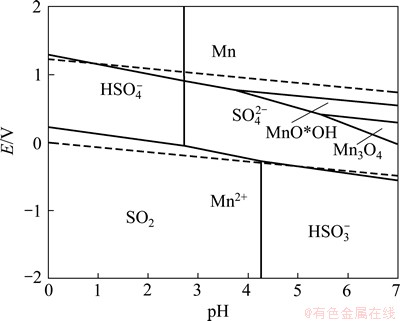
ͼ3 80 ����SO2-Mn-H2O��ϵ��E-pHͼ
Fig. 3 E-pH image of SO2-Mn-H2O system at 80 ��
2 ������������
2.1 ��Ʒλ���̿�ԭ��������
2.1.1 ����������Ӱ��
����ͬ������Ũ����ֱ���50 g���̿���л�ϣ�����������Ϊ5 g����400 �決��2 h������ԭ������ˮ��Һ�����������鿼��Ũ����������MnԪ�ؽ����ʵ�Ӱ�죬�����ͼ5��
��ͼ5���Կ�������ԭ�����̺����ļ��㣬����������Ϊ������150%(��14.22 g)ʱ���̻�ԭ�ʻ����ϲ������ӣ������������ӣ���ԭ�����������Ӵ�������Ӷ�����˻�ԭ�����뻹ԭЧ�ʣ���ԭ������һ��������ﵽ���ͣ�MnԪ�ػ�ԭ�����Ϊ98.32%��
2.1.2 ��ԭ�¶ȵ�Ӱ��
�ֱ�14.22 gŨ������5 g������50 g���̿��Ͼ��Ⱥ��գ�����ʱ��Ϊ2 h���ڲ�ͬ���¶��½��б��գ�Ȼ����ˮ��Һ�����������ͼ6��
��ͼ6��֪�����¶����ߣ��̻�ԭ��������
��400 ���Ժ�������ֲ��䣬��400 ��ʱ���̿�ԭ�ʴﵽ96%���ϣ�����ѡȡ���¶Ȳ��˹��ߣ���ֹ�������̿������������������̣����»�ԭ�ʽ��ͣ����ԣ�ȷ����ѻ�ԭ�¶�Ϊ400 �档
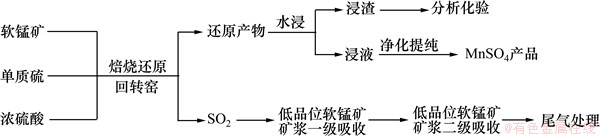
ͼ4 ���̿�ԭ��β����������ͼ
Fig. 4 Flow chart of manganese reduction in pyrolusite and tail gas absorption
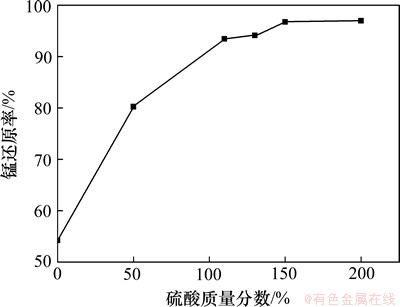
ͼ5 �������������̿����̻�ԭ�ʵ�Ӱ��
Fig. 5 Effect of mass fraction of sulfuricacid on manganese reduction efficiency of pyrolusite
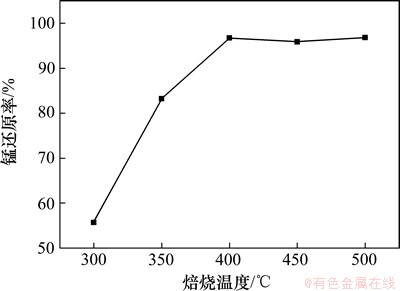
ͼ6 �����¶ȶ��̻�ԭ�ʵ�Ӱ��
Fig. 6 Effect of roasting temperature on reduction rate of manganese
2.1.3 ����ʱ���Ӱ��
����ʱ��Ҳ��Ӱ�����̿�ԭ��һ����Ҫ���ء�Ϊ���챺��ʱ����̻�ԭ�ʵ�Ӱ�죬��14.22 gŨ������5 g������50 g���̿��Ͼ��Ⱥ���400 �������±��գ���������ͼ7��
��ͼ7��֪����ʱ����ӳ����̻�ԭ����������ߣ�����Ӧʱ��ﵽ120 minʱ���̿�ԭ�ʴﵽ96%���ϣ���ʱ��Ľ�һ���ӳ����̻�ԭ�����ӻ������ڻ�ԭ���̿�Ĺ����л�ת¯�ȶ���ת���������Ⱦ��ȣ���Ӧ120 min�ﵽһ���ܺõ�Ч�����������ű���ʱ����������ܻ�����ʧ�����»�ԭ�ʽ��͡���ˣ�ȷ����ѱ���ʱ��Ϊ120 min��
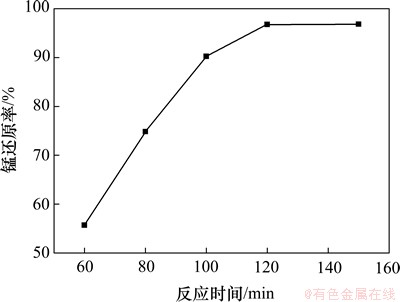
ͼ7 ����ʱ����̻�ԭ�ʵ�Ӱ��
Fig. 7 Effect of roasting time on reduction rate of manganese
2.1.4 ���ղ������
ԭ��ת¯���ջ�ԭ���õ����ᆳˮ��������Ļ�ѧ��Ԫ�ط���������2��ʾ��
��2 ������ѧ��Ԫ�ط������(��������)
Table 2 Chemical analysis results of multi-elements in leaching residual %
���������̺������㣬��Ԫ�ػ�ԭ��(��������)�ɴﵽ98%���ϣ������������Ǻϡ�
2.2 β����Դ����������
2.2.1 ���տ�Һ�̱ȶ��̽����ʵ�Ӱ��
���̿����տֱ�Ϊ10 g��ͨ�����췴Ӧ��Һ�̱���ȷ����ѻ���Ч�����������¶�Ϊ80 �棬���տ�Һ�̱ȴ�4:1��10:1�仯ʱ����Ԫ�ػ�ԭ����Һ�̱ȵĹ�ϵ��ͼ8��ʾ����ͼ8���Կ�������Һ��������Ϊ6:1ʱ�����������ʶ��ﵽ98%���ϣ���Һ�̱�̫С����������������Һ��ĽӴ����С������Ч�������Һ�������ȵ�����Խϡ����Һ��ԽС�����������ڿ��е���ɢ�ٶ�Խ��[10-12]�������ڷ�Ӧ�Ľ��У���Һ�̱ȹ���ʱ������������һ���������ܽ���ߣ����¶��������ʵ͡�
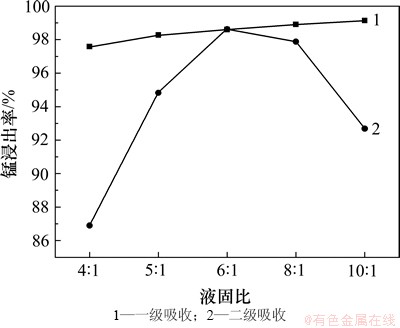
ͼ8 Һ�̱ȶ��̽����ʵ�Ӱ��
Fig. 8 Effect of ratio of liquid to solid on leaching rate of manganese
2.2.2 �����¶ȶ��̽����ʵ�Ӱ��
�����¶ȶԽ������кܴ�Ӱ�죬��Һ�̱�Ϊ6:1������ʱ��Ϊ120 min����70��75��80��85��90 ���½��������¶����飬��������ͼ9����ͼ9�ɼ�����80 ��ʱ��һ�������̿����Ч����ã����¶���90��ʱ��һ�������ʴﵽ99%����������������Խϲ�������Ž����¶ȵ����ӽ�����Һ����ȣ������˶�������������Һ���е���ɢ�ٶȣ��ҳ���ƽ����ܵķ�����Ҳ��Ӧ����[13]�������չ����дֶ����������屻һ������ƿ���գ���һ�������ʽϸߣ���������������Խϵ͡�
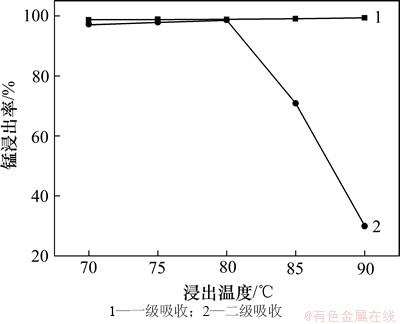
ͼ9 �����¶ȶ��̽����ʵ�Ӱ��
Fig. 9 Effect of leaching temperature on leaching rate of manganese
2.2.3 ����ʱ����̽����ʵ�Ӱ��
����ƿ�п�Һ��Ϊ6:1�������¶�Ϊ80 �棬�ⶨ����ʱ������̿�����ʵ�Ӱ�죬���ݻ�ת¯�б���ʱ������ⶨ����ƿ�����̿�Ľ�������ͼ10��ʾ����ͼ10�ɼ������������������120 minʱ���ﵽһ����ѵ�Ч�������ԣ�ȷ��ʱ��Ϊ120 min��
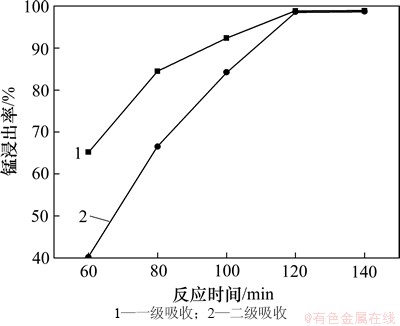
ͼ10 ����ʱ����̽����ʵ�Ӱ��
Fig. 10 Effect of leaching time on leaching rate of manganese
3 β����Դ�����õĽ�������ѧģ��
��ɫ����β������һ��װ���ж��������������ȶ������佨����������ѧģ�͡�
����ʪ��ұ����ѧԭ��[14]�ƶϣ�����ϴ��ƿ�����̿�Ļ�ԭ����ҺĤ��ɢ���ƣ�Һ�̱�Ϊ6:1�������¶ȷֱ�Ϊ60��70��80��90 ��ʱ����ͬʱ������Ԫ�صĽ�������˽�������Ϊ
 (9)
(9)
���У�Ϊ�̵Ľ����ʣ�kΪ��ѧ���ʷ�Ӧ������tΪ��Ӧʱ�䡣
����ͬʱ���µĽ����ʴ���ʽ(9)�������ʱ��t��ͼ����������������k�Ĺ�ϵ��
����Arrhenius��ʽ
 (10)
(10)
�� [15]��ͼ�������ͼ11��ʾ��ʽ(10)�У�AΪ�뷴Ӧ�йصij�������ͼ11��֪������ϵ�з�Ӧ���ʳ���ȥ������1/T�ķ���Ϊ
[15]��ͼ�������ͼ11��ʾ��ʽ(10)�У�AΪ�뷴Ӧ�йصij�������ͼ11��֪������ϵ�з�Ӧ���ʳ���ȥ������1/T�ķ���Ϊ ���õ�ֱ��б��-E/RΪ1 974���Ӷ��ɵ÷�Ӧ�ı��ۻ��E=16.40 kJ/mol����Ϊ�÷�Ӧ��ܽϵͣ����ԣ�����ȷ���÷�Ӧ������ҺĤ��ɢ���ơ�
���õ�ֱ��б��-E/RΪ1 974���Ӷ��ɵ÷�Ӧ�ı��ۻ��E=16.40 kJ/mol����Ϊ�÷�Ӧ��ܽϵͣ����ԣ�����ȷ���÷�Ӧ������ҺĤ��ɢ���ơ�
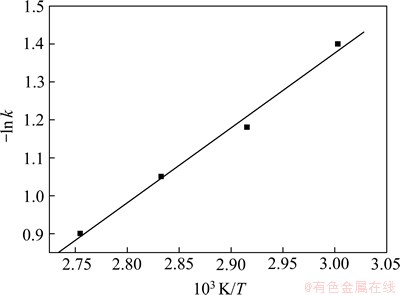
ͼ11 ln k-1/T���߹�ϵ
Fig. 11 Relationship between ln k and 1/T
��ͬ�¶������̿��������ʱ��仯�Ķ���ѧ����ʽΪ
 (11)
(11)
ͼ12��ʾΪ��353 K�½����������ʱ��Ĺ�ϵ����ͼ12���Կ�����ʵ������������ģ�ͼ��������Ǻϳ̶ȽϺã��Ӷ���һ��֤ʵ���̽�����Ӧ�ɹ�Ĥ��ɢ���Ƶ����ۡ�
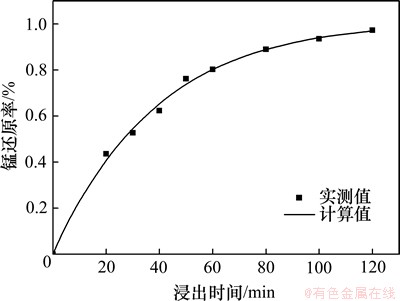
ͼ12 ��ԭ���뱺��ʱ��Ĺ�ϵ
Fig. 12 Relationship between reduction efficiency and roasting time
4 ����
1) ����RF1200����ջ�ת¯�Ե�Ʒλ���̿���л�ԭ���գ����Ի�ԭ���չ����е�β��ʵ����Դ�����á��Թ������̽�����ɫ���£����ڱ�֤��Ʒλ���̿��Ч������õ�ͬʱ��ʵ���˷�Ӧ��ϵ����Դ��ѭ�����ã�Ϊ��Ʒλ���̿�Ĺ�ҵ��Ӧ���ṩ�˲ο������ݡ�
2) Ũ��������Ϊ�̺�����1.5������400 �決��120 min����ת¯�����̿���̻�ԭ�ʴﵽ98%���ϡ�
3) ����Һ��Ϊ6:1��80 ���·�Ӧ120 minʱ���̽���Ч����ã���һ�������̽����ʾ��ܴﵽ98%���ϡ�
4) ͨ������ѧ�������̽�����Ӧ��������ҺĤ��ɢ���ƣ�����������ۻ��Ϊ16.04 kJ/mol���÷�Ӧ����ѧģ��Ϊ
�ο����ף�
[1] ������. �ҹ��̿���Դ������״��ɳ�����չ���о�[J]. �й���ҵ, 2011, 29(3): 13-16.
HONG Shikun. Status of China Mn-ore in resources exploitation and the sustainable development[J]. China��s Manganese Industry, 2011, 29(3): 13-16.
[2] ������. �й��̿���Դ�븻������ҵ�ķ�չ[J]. �й���ҵ, 2008, 26(1): 7-11.
YAN Wangsheng. The development of Mn resource and rich Mn-slag[J].China��s Manganese Industry, 2008, 26(1): 7-11.
[3] �����. �ҹ�����Դ��״����ӹ���չǰ��[J]. ��ع�ҵ, 2011, 16(1): 49-52.
ZHOU Lingfeng. Status in quo and processing prospect of manganese resources in China[J]. Chinese Battery Industry, 2011, 16(1): 49-52.
[4] ������. �й����̿���Դ[J]. ��ع�ҵ, 2007, 12(3): 184-187.
WANG Erxian. The resources of Chinese manganese ore[J]. China Battery Industry, 2007, 12(3): 184-187.
[5] л����. �����̿���ʪ�������̵��о���չ[J]. �й���ҵ, 2011, 29(1): 5-11.
XIE Hongyan. Review on research of wet way leaching of manganese from pyrolusite[J]. China��s Manganese Industry, 2011, 29(1): 5-11.
[6] ���㳬, �¹���, �ź���, ��. ��ҵ������ʪ����ԭ��������[J]. �Ͼ���ҵ��ѧѧ��, 2004, 26(5): 50-53.
HUA Yichao, CHEN Guosong, ZHANG Hongman, et al. Laboratory procedure and pilot-plant scale production of industrial manganese sulfate by wet method reducing technique[J]. Journal of Nanjing University of Technology, 2004, 26(5): 50-53.
[7] ��ͬ��. ��Ʒλ���̿�ԭ���ռ������о���չ[J]. �й���ҵ, 2008, 26(2): 4-14.
LI Tongqing. Technology of low grade pyrolusite ore reduction process and recent advances[J]. China��s Manganese Industry, 2008, 26(2): 4-14.
[8] ����. ʪ��ұ��ѧ[M]. ��ɳ: ���ϴ�ѧ������, 2002: 92-94.
LI Honggui. Hydrometallurgy[M]. Changsha: Central South University Press, 2002: 92-94.
[9] ������, ���ľ�, ���˾�, ��. ���̿���������Ӧ�����о�[J]. ������Ⱦ�����������豸, 2002, 3(3): 44-46.
ZHU Xiaofan, JIANG Wenju, SU Shijun, et al. The study of reaction mechanism of desulfurization in flue gas with pyrolusite pulp[J]. Techniques and Equipment for Environmental Pollution Control, 2002, 3(3): 44-46.
[10] �����, ʷ����, �����, ��. ���̿�����SO2������ȡ�����̵�ʵ���о�[J]. ���ݹ�ҵ��ѧѧ��, 2003, 32(5): 4-7.
LI Junqi, SHI Lianjun, JIN Huixin, et al. Study on producing manganese sulfate with pyrolusite absorbed industry waste-gas SO2[J]. Journal of Guizhou University of Technology, 2003, 32(5): 4-7 .
[11] ��־��, ������, ���ľ�, ��. ���̿�����������ѧ�о�[J]. ������Ⱦ�����������豸, 2006, 7(6): 89-91.
REN Zhiling, ZHU Xiaofan, JIANG Wenju, et al. Study on kinetics of flue gas desulfurization with pyrolusite slurry[J]. Techniques and Equipment for Environmental Pollution Control, 2006, 7(6): 89-91.
[12] Miller J D, Wan R Y. Reaction kinetics for the leaching of MnO2 by sulfur dioxide[J]. Hydrometallurgy, 1983, 10(2): 219-242.
[13] Naik P K, Sukla L B, Das S C. Aqueous SO2 leaching studies on Nishikhal manganese ore through factorial experiment[J]. Hydrometallurgy, 2000, 54(3): 217-228.
[14] ��һ��. ұ����̶���ѧ����[M]. ����: ұ��ҵ������, 2004: 9-20.
HUA Yixin. The kinetics introduction of metallurgical process[M]. Beijing: Metallurgical Industry Press, 2004: 9-20.
[15] Piotrowski K, Mondal K, Wiltowski T, et al. Topochemical approach of kinetics of the reduction of hematite to wustite[J]. Chemical Engineering Journal, 2007, 131(1/2/3): 73-76.
(�༭ �Կ�)
�ո����ڣ�2013-12-18�������ڣ�2014-03-20
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(21176026��21176242)���й���������Դ�о������ƻ�(DY125-15-T-08)�����Ҹ����о���չ�ƻ�(��863���ƻ�)(2012AA062401) (Projects(21176026,21176242) supported by the National Natural Science Foundation of China; Project(DY125-15-T-08) supported by China Ocean Mineral Resource Research & Development Association; Project(2012AA062401) supported by the National High Technology Research and Development Program (��863�� Program) of China)
ͨ�����ߣ�������(1967-)��Ů�������ˣ���ʿ����ʦ�����¿���ӹ������о����绰��010-62332467��E-mail: ylfeng126@126.com
ժҪ����ij��Ʒλ���̿���л�ԭ�������鲢�����Ʒλ���̿Ա��շ�Ӧ�����в�����β��(��������)����Դ�����ü��䶯��ѧģ�͡�ʵ����������Ũ���������Ϊ�̺�����1.5��������400 ���±���120 min�����̿��̻�ԭ����98%���ϡ�����Һ��Ϊ6:1�������¶�Ϊ80 ��ʱ����Ʒλ���̿���һ���̽�����Ϊ98.60%�������̽�����Ϊ98.61%�����ݵ�Ʒλ���̿�β����Դ�����õķ�Ӧ����ѧģ�ͣ���Ӧ�ı��ۻ��Ϊ16.04 kJ/mol�����������û�ת¯��Ч��ԭ��Ʒλ���̿�ʵ�ֵ�Ʒλ���̿�β���ij����Դ�����ã�������Դ��Ч������õ�ͬʱ��ʵ�ַ�Ӧ��ϵ����Դ��ѭ�����ã��Դﵽ�Թ������̵���ɫ���£�Ϊ��Ʒλ���̿���Դ�ĸ�Ч��ҵ�������ṩ�˲ο������ݡ�
[1] ������. �ҹ��̿���Դ������״��ɳ�����չ���о�[J]. �й���ҵ, 2011, 29(3): 13-16.
[2] ������. �й��̿���Դ�븻������ҵ�ķ�չ[J]. �й���ҵ, 2008, 26(1): 7-11.
[3] �����. �ҹ�����Դ��״����ӹ���չǰ��[J]. ��ع�ҵ, 2011, 16(1): 49-52.
[4] ������. �й����̿���Դ[J]. ��ع�ҵ, 2007, 12(3): 184-187.
[5] л����. �����̿���ʪ�������̵��о���չ[J]. �й���ҵ, 2011, 29(1): 5-11.
[6] ���㳬, �¹���, �ź���, ��. ��ҵ������ʪ����ԭ��������[J]. �Ͼ���ҵ��ѧѧ��, 2004, 26(5): 50-53.
[7] ��ͬ��. ��Ʒλ���̿�ԭ���ռ������о���չ[J]. �й���ҵ, 2008, 26(2): 4-14.
[8] ����. ʪ��ұ��ѧ[M]. ��ɳ: ���ϴ�ѧ������, 2002: 92-94.
[9] ������, ���ľ�, ���˾�, ��. ���̿���������Ӧ�����о�[J]. ������Ⱦ�����������豸, 2002, 3(3): 44-46.
[10] �����, ʷ����, �����, ��. ���̿�����SO2������ȡ�����̵�ʵ���о�[J]. ���ݹ�ҵ��ѧѧ��, 2003, 32(5): 4-7.
[11] ��־��, ������, ���ľ�, ��. ���̿�����������ѧ�о�[J]. ������Ⱦ�����������豸, 2006, 7(6): 89-91.
[14] ��һ��. ұ����̶���ѧ����[M]. ����: ұ��ҵ������, 2004: 9-20.
