
DOI��10.19476/j.ysxb.1004.0609.2019.04.13
������������Cu/Sn��-Һ����IMCs����γ����ݱ�
��ΰԪ1, 2����Ӣ��1����쿽�1�����1���ϴ���1
(1. ����������ѧ ����ʡ��ɫ�����²���ʡ�����������ص�ʵ���ң����� 730050��
2. ����������ѧ ��ɫ�����Ͻӹ��������ص�ʵ���ң����� 730050)
ժ Ҫ��
���ó���������ǥ�����շ�����Cu/Sn/Cu�ṹ����ǥ��ʵ�飬�о�����������������Cu/Sn��-Һ��������仯����(IMCs)���γ����ݱ���̡������������������ʱ���洦Cu-Sn�����仯������ò����ƽֱ״ת��Ϊ�����ȱ�״������Cu6Sn5���γ���Ҫ����ɢ���ƣ���Cu3Sn����γ������ɷ�Ӧ���ơ�ʩ�ӳ�������ͨ���۲첻ͬ����������Cu-Sn�����仯������ò���۽ṹ�ݱ䣬�������-�ܽ�ģ�͡�ͨ���ı䳬��ʱ�������ƽ���Cu-Sn�����仯����ĺ�ȣ��Ӷ�����ǥ����ͷ���ܡ�
�ؼ��ʣ�
����������ǥ���������仯��������ɢ���ܽ���
���±�ţ�1004-0609(2019)-04-0764-08���� ��ͼ����ţ�TG454���� ���ױ�־�룺A
���ŵ�����Ϣ��ҵ�IJ��Ϸ�չ�����Ӽ�����Ϊ��������в���ȱ�ٵĻ�������������Ǽ��ɵ�·���������������źŵļ��ɵ�·оƬ���ܵ�ʵ������Ҫ�����ӷ�װ��ʵ�֣���ˣ����ӵ��ӷ�װ�Ǽ��ɵ�·��Ҫ֧��[1]���ֽε��ӷ�װ�й㷺���õ�оƬ�ߴ��װ(CSP)����Բ����װ (WLP)����ά��װ(3D)��ϵͳ��װ(SIP)�������Ҫ��ͨ������ֱ��ʵ������[2]���������������ɿ��Ծ����˵��Ӳ�Ʒ��������һ�������ʧЧ���п���������������ʧЧ����ˣ���α�֤�����������Ϊһ����Ҫ����[3]������Ŀɿ�����Ҫȡ���ں���������֯��������������֯��ȡ����ǥ���ͷ��۹����н�������Ӧ�ͻ���ɢ�������ʧЧ���������ڽ����仯��������������ѧ���ڵ��ӷ�װ��ǥ����ͷ��ǥ���ۻ����뱻�����巢�����ӴӶ��γ�ǥ����ͷ�����������ӹ������������γ�Ӳ����Ľ����仯�������ͷ�����ڹ�������仯����ʱ���Ժ���������в�����Ӱ�죬���������Զ���[4]���������仯�����ϱ�ʱ�����ʹǥ�������֮���ϲ��ο�����ˣ��о�ǥ�������д��Խ����仯����������γɺͳ�������������������п��Ƴ�Ϊ��Ҫ���ֽι�����ѧ�߶��ڵ��ӷ�װ��ǥ������չ���㷺�о�������HANG ��[5]�о��˺����¶Ⱥͺ���ʱ��� Cu/Sn/Cu�����νṹ�м�㷴Ӧ���ɻ������ͷ��Ӱ�죬�о������ڳ�ʼ�λ���ı������ɵ�Cu6Sn5����Sn��Cu��ұ��Ӧ����������Cu6Sn5�����¶ȳ�����������������֮��Ҳ�в��ٹ�����ѧ��Ҳ����ǥ�������н��淴Ӧ��Ϊ�������仯�����γɼ�ת�䡢���ӽ�ͷ��ѧ���ܽṹ�Ƚ������о�[6-8]�������ô�ͳǥ������ǥ��ʱ��������Ҫ�ϳ��ĺ���ʱ����߽ϸߵĺ����¶���ʵ�ֽ�ͷ����[9]���⽫���½�ͷ�ɿ��Խ��͡�
���ų�����ǥ����������������������������Ҳ���㷺Ӧ�õ����ֵ��ӷ�װ�����У��Դ˹�����ѧ��Ҳ���˴����������о�����[10]����������Һ̬Sn�д���ʱ��������һϵ�г�����ЧӦ�������ջ�ЧӦ������ЧӦ�ȣ�ʹ��ijЩ�εijɺ˸������죬ͬʱ�����˽��洦���¶��Լ����յ������¶ȡ�Ф�µ�[11]�ڳ�������ǥ��������ʹ��Zn-3Alǥ�϶�Cu/Al���ֽ���ʵ�����ӣ���������ڳ��������£�ʹ���������Ͽɻ�������ұ���ϵ�Cu/Al��ͷ�����ص�[12]���ó���������˲̬Һ��ǥ�������γɵ�Cu-Sn�����仯�����ͷ��ͨ���Դ˽�ͷ����֯����ѧ�����о��������ó������Դ�������γɸ��۵㻯����Cu3Sn��ʱ�䡣�������[13]�о��˳������������ʶԳ���������ǥ��ͭ/��������֯�����ܵ�Ӱ�죬�о��������ڳ������ڲ�ͬ�ܶȵIJ����д������ʲ�ͬ��Ӱ��ͭ/��������ͷ�ļ���ǿ�ȡ�����֮ǰ���кܶ���ڳ���������ǥ���ı���������Ҫ�����ڳ�������Һ���д������������������������ֽ����������Լ�����������ǥ�������µ�ȫ�����仯��������γɣ������ڳ�������ǥ����ͷ��֯�仯����淴Ӧ��Ϊ�о����١���ˣ�������Cu-Sn��ϵΪ�о�����ͨ���Աȷ�������������ǰ����淴Ӧ�����Լ������仯�������������������Ϊ��һ�����ƺ��ӽ�ͷ�����ṩ���ۻ�����
1 ʵ��
Ϊ��̽�����������������½�������仯����仯���ɣ����IJ��ô�����(99.99%����������)ǥ�Ϻʹ�Cu(99.99%����������)���塣��ʵʩǥ��ʵ��ǰ���������г�10 mm��15 mm��0.3 mm���Ͻ���ͭ���г�50 mm��20 mm��3 mm���½���ͭ���г�40 mm��20 mm��3 mm��������ƽѹ������ѹƽ��Ϊ�˱�֤�������������ƺ���ȱ�ݺ��������ص�Ӱ�죬�ں��ӹ���֮ǰ��ಭƬ�����и�õĵĴ���������ϴ�Ӽ���Һ������ϴ��������ȥ����ˮ��ϴ�����ñ�ͪ��������ϴ3 min��ȡ�����ɡ�ͬ�������и�õ�Cu�����Ȳ���1000��ɰֽϸĥ���ŷ���5% NaOH (��������) ��Һ��ȥ���������ۺ�ʹ��5%HCl������࣬����ڱ�ͪ�г�����ԡ3 min������ȥ����ˮ��ϴ�ɡ���ͼ1��ʾΪCu/Sn/Cu�ṹ�ij���������ǥ�����չ���ʾ��ͼ������ʵ��������£����Ƚ�Cu/Sn/Cu�ṹ������¯�м��ȣ������ʵ��ļ����ٶȼ��ȵ�300 �沢�����ʵ�ʱ��ʹ Sn �в��ۻ����ҽ��淴Ӧ��ʼ��ַ�������ʱ�����������豸������Ƶ�ʡ�����ѹ���ͳ������ʷֱ�Ϊ27 kHz��0.5 MPa��300 W���������������ʵ�ʱ���رճ����豸������ǥ��������¯��ȡ�������̲���ˮ�乤�ա�������ɺ�������������ͬ��λ�����и��ֱ�ʹ��400#��1000#��1500#��2000#��3000#ɰֽ��ĥ����ĥ��ɺ�ʹ�ý���������������Ϊ���о�Cu6Sn5�ں��ӹ����е���̬ת�䣬ѡ����ʵĺ���ʱ��ͳ���������ʱ�䡣���⣬�����䱸������(EDS)��FEG 450ɨ���������(SEM)�ı�ɢ������źŶ�ǥ����ͷ����֯��ò���й۲�����������Ժ��ӽ�ͷ��Cu��SnԪ�طֲ�����������仯������ò�Լ������仯����ĺ���������з����ȡ�����Ϊ����ȷ�����������仯����仯���ɲ���ͼ�������������Խ���IMCs ��Ƚ��в�����Ϊ��ʹ���㾫�Ƚ�Ϊȷ����ʹ�����¼��㹫ʽ[14]��
 (1)
(1)
ʽ�У�H������������仯����ƽ����ȣ�S������������仯�����������L������ͷ���ȡ�
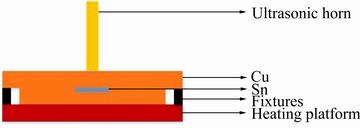
ͼ1 Cu/Sn/Cu�ṹ�ij���������ǥ�����չ���ʾ��ͼ
Fig. 1 Schematic diagram of ultrasonic-assisted soldering process of Cu/Sn/Cu system
2 ���������
2.1 ������������Cu/Sn��-Һ����IMCs��ĺ���桢��ò����������ѧ
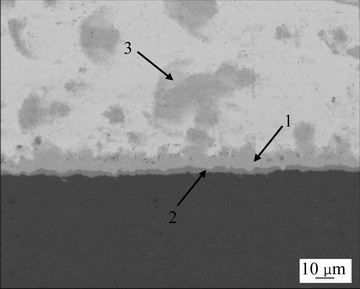
ͼ2 Cu-Sn������������ǰ����֯��SEM��
Fig. 2 SEM image of cross-section of Cu-Sn samples before holding temperature
��1 ͼ2�в�ͬ����ѧ�ɷ�
Table 1 Chemical composition of different areas locations in Fig. 2 (mole fraction, %)
ͼ 2��ʾΪCu-Sn�������ȵ�300 �����IMCs��ĺ����ͼ����ͼ2�ɿ�������ǥ����ͷ���ȵ�300 ��δ����ǰ������ IMCs �����ƽֱ�������Ȼ���һ�¡�����SnҺ��Ҳ�о��ȷֲ�С��״�Ľ����仯����о�������300 ����Cu/Sn/Cu���ӹ����еĽ��淴Ӧ��������Cu6Sn5��Cu3Sn���ֽ����仯����[15]��Ϊ�˽�һ����ȷ���漰�ڲ�������ijɷ֣����������зŴ�ͼ2������1��2��3�еĻ�ѧ�ɷ����������˷������������1���С��������������֪����������仯��������㣬����Cuĸ�ĺ�Ƚϱ���ΪCu3Sn������㣬Ȼ���������������Ϻ��Cu6Sn5������㣬ʵ�������ѱ���������һ��[16-17]����һ�����֣������̺��Snǥ���ڲ�Ҳ�п�״Cu6Sn5������ֲ���
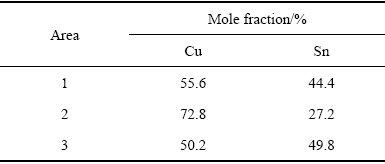
ͼ3��ʾΪCu-Sn�������²�ͬʱ�����IMCs�����ű���ʱ��ı仯����ͼ3�п��Կ�����IMCs ����ǰ�ص���̬���ߴ綼���汣��ʱ��ı仯���仯���Ա�δ����ǰCu-Sn������ò����֯��ò��ͼ2��ʾ�����ֱ������ú�Cu6Sn5/Sn���洦��IMCs�������������ҽ���Cu6Sn5��ò�������ɴ�ƽֱ״ת��Ϊ�ȱ�״��ͼ3��ʾ��
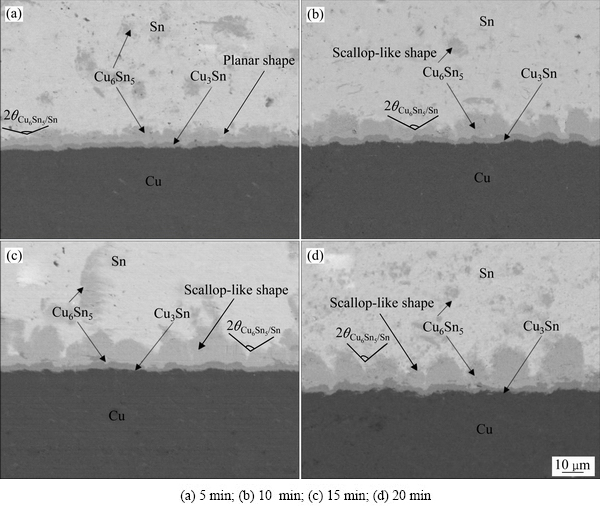
��ͼ������Dzⶨ IMCs ���ȣ��õ����¹����� IMCs ������ʱ��Ĺ�ϵ��ͼ4(a)~(d)��ʾ��
ͨ���������Խ����¹����� IMCs ���ȱ仯��ʱ���ϵʽ��ʽ(2)��������
 (2)
(2)
ʽ�У�XΪ����ʱЧ�����IMCs���ȣ�X0Ϊ��������ǰ����IMCs���ȣ�AΪ������nΪ������ӣ�������Ͽ��Եó���2�е����ݡ�
���ͼ4���Կ�����Cu-Snǥ����ͷ�����ܵ�IMCs������ʱ���1/2�η����Ƴ�ֱ�߹�ϵ�����ܵĽ�������仯����ı仯ʵ������Cu6Sn5�ı仯�ϴ����ã���һ���������Է��ֽ���Cu6Sn5�����仯�������Ҳ��ʱ���1/2�η�Ҳ���Ƴ�ֱ�߹�ϵ����Cu3Sn�����仯������ȵı仯����ʱ�����ӳ�ֱ�߹�ϵ�����ڱ��¹����У�Cu-Sn��Һ��ϵ����IMCs ���ȵı仯����Arrhenius��ʽ������IMCs��������Ϊ����ɢ���ƣ����滯����������ٶ�ȡ���ڲ��뷴Ӧ��Ԫ��ԭ�ӵ���ɢ���ʣ����ű���ʱ������ӽ�����ò����ƽֱ״�������ȱ�״��֯��
ͼ3 Cu-Sn������300 �汣�µĽ��� IMCs ������� SEM ��
Fig. 3 SEM images of interfacial IMCs layer cross-section of Cu-Sn samples holding at 300 �� for different time
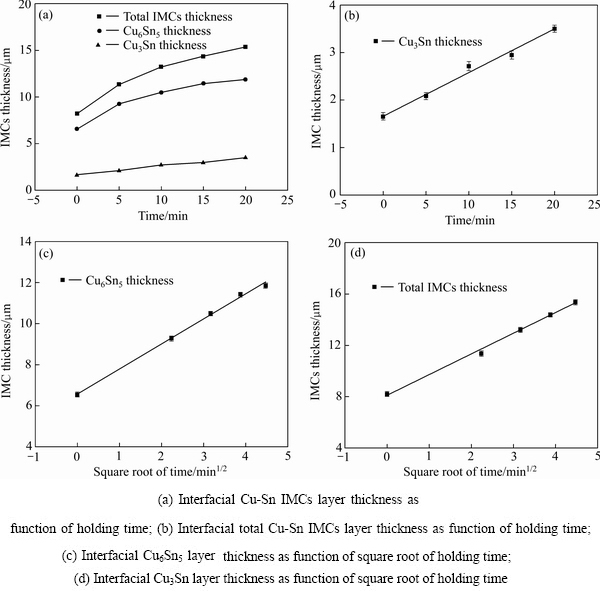
ͼ4 Cu-Sn��������仯����(IMCs)�����ʱ��ı仯
Fig. 4 Relationship between Cu-Sn IMCs interfacial thickness and holding time
��2 Cu-Sn��������仯����(IMCs)����뱣��ʱ��Ĺ�ϵ
Table 2 Relationship between interfacial Cu-Sn IMCs thickness and holding time
�о�������Cu-Sn��ϵ��300 ����Ҫ��Cu6Sn5��Cu3Sn���ֽ����仯��������������־��˵��κ˺ͳ������κ�������������Cu6Sn5���Cu3Sn�нϸߵ�������[18]�����Ե��¶����ߵ�һ���Σ�Cu6Sn5�����ڽ����κ˲��������Cu3Sn������ѧ������Ҳ�����κ˲������ڱ�������ǰ���Կ�������IMCs�����н�С�����������崦��ƽֱ״̬���������ڵ�ǥ���϶̵�ʱ������������ɢ����Cuԭ��������Һ̬Sn����������ɢ�ٶȻ���һ�¡����ű���ʱ����ӳ���Cu6Sn5��֮�������ȱ�״��ͼ3��ʾ��Ϊ�˿�����ʽ(3)�����������������̡�
 (3)
(3)
ʽ�У� ��ʾCu6Sn5�ľ���������
��ʾCu6Sn5�ľ��������� ��ʾCu6Sn5/Sn�����ܣ�
��ʾCu6Sn5/Sn�����ܣ� ��Cu6Sn5/Sn���洦�İ����ǡ�
��Cu6Sn5/Sn���洦�İ����ǡ�
�������������ֻ���¶ȵĺ���[19]�������ڴ˹����������Ա���Ϊ��һ����ֵ�����ű���ʱ����ӳ���Ϊʹ��������ϵ�������ܽ��ͣ��������ļ�С������֮��С�����Խ�����Ϊ�����洦��ƽֱ״̬ʱ����Ϊ90 o�����ŷ�Ӧ�Ľ������ϼ�С���ȱ�״��ò�����ƽֱ״�нϴ�ıȱ�������⽫��ʹϵͳ�����ܽ��ͣ������ŷ�Ӧ�Ľ��У�ϵͳ�������ܽ��͵ķ�����У������Կ���Cu6Sn5����ת��Ϊ�ȱ�״��
��ͼ4(b)���Կ�����Cu3Sn��ĺ����ʱ������Թ�ϵ���ɴ��ƶ�Cu3Sn���γ��ɷ�Ӧ���ƣ��䷢���ķ�Ӧ��ҪΪ(4)��(5)��
3Cu+Sn��Cu3Sn (4)
9Cu+Cu6Sn5��5Cu3Sn (5)
��Cu3Sn���ɹ����У������Ѿ��γɵ�Cu6Sn5���Cu��Snԭ�ӵ���ɢ�赲������Cu��Snԭ�Ӵ���Cu6Sn5�㷴Ӧ����Cu3Sn���о�����Cuԭ�Ӵ���IMCs����ٶ���Snԭ�Ӵ���IMCs���3��[20]������Cu����ɢ����Cu3Sn�������������IMC����赲��ʹ����ɢ��Cu/Cu3Sn���洦��Snԭ�Ӻ����ޣ���Cu / Cu3Sn���洦�����Ľ��淴Ӧ(4)�ܵ���ɢ������Snԭ�ӵ����ƣ���Snԭ�Ӻܿ챻����������Cuԭ�ӽ���Cu6Sn5��Ӧ��������Cu3Sn���練Ӧ(5)��ʾ����һ���̿��Է�Ϊ�����Σ���Cu6Sn5�㴦��ƽֱ״ʱ����ĸ������ɢ����Cuԭ���ظ��������ٶ�һ�£����Զ�ʱ�����γɵ�Cu3Sn��Ӧ�����ƽֱ���ڶ������ŷ�Ӧ�Ľ��У�Cu6Sn5������ȱ�״��ò����ʱCuԭ����SnҺ��ɢʱ�����ֲ�ͬ�Ĺ��ɣ���Cuԭ�Ӵ����ȱ�״��ʱ�������IMCs��ʹ��Cuԭ�Ӻ��Ѿ��������������ȱ�״֮�䣬��Ա���Cu6Sn5����ֻ�ܲ����赲Cuԭ����SnҺ����ɢ���������ȱ�״�ۼ���Cu�����ȱ����������ȱ����γ���С����״���Cu3Sn�㡣
2.2 ������������Cu/Sn��-Һ����IMCs��ĺ���桢��ò����������ѧ
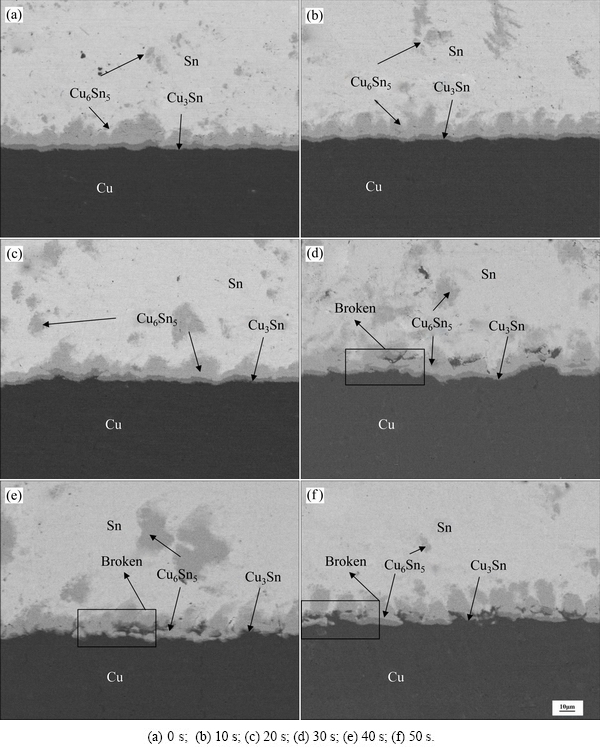
ͼ5 ���������ú�Cu-Sn����IMCs�������SEM��
Fig. 5 SEM images of interfacial IMCs layer cross-section of Cu-Sn samples after applying ultrasonic for different time
ͼ5��ʾΪ���������������� Cu/Sn ��-Һ��ϵ��300 ���·ֱ��µ��볬����0 s��10 s��20 s��30 s��40 s��50 s�����IMCs���SEM��(ǥ��ʱ��Ϊ6 min)����ͼ5�ɿ�����������������ʱ��С��20 s������IMCs��ʾ��״����ò�����Ա仯���ҽ��滯������Ȼ��Cu6Sn5��Cu3Sn����ɣ�������������30 s����Cu6Sn5��SnҺ���洦�������仯���������������������ų���������ʱ��������������������������ԡ�
ͼ6��ʾΪ����������ʱ�������IMCs���ȹ�ϵ���ߡ���ͼ6���Կ�������������仯����Cu6Sn5�ĺ�����ų�������ʱ���ӳ����ȿ����½�������ƽ����Ȼ���������仯����Cu3Sn�ĺ�������ų�������ʱ�䣬�����Ӻ��С��
�о��������������Ŀջ�������SnҺ�ڲ������ջ����ݣ�����������Բ����ֱ�Լ5000 K��0.1 GPa[21]�ľֲ����º�ѹ����������������;ֲ����µ����������£���������仯���������Ļ����ォ���ϸ����˶����������仯����������ײ�����½����仯��������ϵ�С����(����)��������ʴ����ʹ�ý���IMCs�㴦��һ���������ɺ���ײ�Ķ�̬��ƽ��Σ����滯�������ּ���״̬�����������һ���̶Ⱥ�ͻ����������ͼ5(d)��(e)��(f)��ʾ�����ų���ʱ��Ľ�һ�����ӿ��Կ�����������Ҳ������Cu3Sn���С�
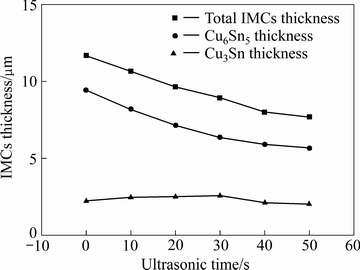
ͼ6 Cu-Sn��������仯����(IMCs)����泬��ʱ��ı仯
Fig. 6 Change of Cu-Sn interfacial IMCs layer thickness with ultrasonic time
������������Ҳ�ܴٽ�ĸ����Cuԭ����SnҺ��Cu6Sn5�����ɢ[22-23]�����ǵ������Ѿ�����һ�㻯������ʱ��Cuԭ��Ҫ����ɢ����SnҺ�ڲ��������ȴ��������Ѿ���Ӧ���ɵ�Cu6Sn5��Cu3Sn�㡣�ڳ��������´�ĸ���д��������Cuԭ������SnҺ��ɢ�Ĺ����У��ֽ�ͣ����Cu6Sn5/Cu3Sn����ΪCu3Sn��Ľ�һ���γ��ṩ�ܺõ��������ɴ˿��Կ������ڳ�����ʩ��ǰ30 s�ķ�Χ�ڣ�Cu3Sn��ĺ�ȳ������ӣ����ų���������ʱ��Ľ�һ�����ӣ�����Cu3Sn��Ҳ��������Ӷ�ʹ��ƽ����ȿ�ʼ��С��ͼ6��ʾ������������ʹ��Cu6Sn5��Cu3Sn����������Ӷ��ٽ�ĸ����Cuԭ��������Һ̬Sn�ڲ���ɢͨ�����´����߳�������������Һ̬�����еĴ���ЧӦ����ĸ���а����Cuԭ�ӿ��ٴ�����棬��ʹ��-Һ������Cuԭ�ӵĻ�ѧ���ݶ�ʼ�ձ�������Ըߵ�ˮƽ����һ���ٽ���ĸ��Cuԭ����SnҺ�е���ɢ����һ��̬����ʹ��Cu-Sn��������ɢ�ֲ�������Һ̬�����У������˺��ӽ�ͷ����[24-26]��
�������Ϸ��������������һ�֡�����-�ܽ⡱ģ�������ͳ���������ǰ�����IMCs��ı仯������Cu��Snԭ�����ɢ��ﵽ�����ܽ�Ⱥ����������仯���ﻯ�����������ɢ�ͷ�Ӧ�ij�������Cu-Sn�������ڽ��治�����ɲ�����ͬʱ����Cuԭ����ɢ����SnҺ�ڲ��γ�Cu6Sn5��������������ƻ�ԭ���������ȶ�״̬��ϵͳ������������ͬ�������ڲ��ͽ��滯����������ײ�����ų���ʱ���ӳ�Cu6Sn5�� Cu3Sn��������飬����������ĸ����Cuԭ����SnҺ����ɢͨ�������´��ڳ�����ˮƽ�Ļ�ѧ���ݶ���ʹ�£���SnҺ������ɢ�ܽ���ڲ�Cu6Sn5��̲���������С��Cu6Sn5���ڳ��������·����ܽ⡱��
3 ����
1) ��Cu-Sn������300 ����ʵʩ����������ǥ�����о��������潫����Cu6Sn5��Cu3Sn���ֽ����仯�����������Һ̬Sn�ڲ�Ҳ��Cu6Sn5���������ɡ����¹�����Cu6Sn5��������Ҫ����ɢ���ƣ���Cu3Sn�����������ɷ�Ӧ���ơ�
2) �������Խ�������仯�����м������������ã��������ȷ�����Cu6Sn5��SnҺ���棬�������쵽Cu3Sn������ĸ������
3) ������ЧӦ�ٽ���Cuԭ�Ӵ�ĸ����Һ�����ɢ�����ų���������ʱ������ӣ������Cu6Sn5���ֽ��뵽SnҺ�ڲ��������ڳ���ЧӦ���ȷ����ܽ���ȴ�����������γ�Cu6Sn5��������ȷֲ���SnҺ�ڲ���
REFERENCES
[1] MINERVINI A. Methods of manufacture of bottom port surface mount silicon condenser microphone packages: US, US8629005[P]. 2014.
[2] ������, ��Ԫѫ, ��. ���ӷ�װ����[M]. ��ѧ������, 2015.
HU Yong-da, LI Yuan-xun, YANG Bang-chao. Microelectronic packaging technology[M]. Science Press, 2015.
[3] FAN X, RANOUTA A, DHIMAN H. Effects of package level structure and material properties on solder joint reliability under impact loading[J]. IEEE Transactions on Components Packaging & Manufacturing Technology, 2013, 3(1): 52-60.
[4] �Ϲ���, Τϰ��, �� ��, ����Ӱ. ��������仯�����ͭ��Sn-3.0Ag-0.5Cu��������������ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2007, 17(12): 1936-1942.
JU Guo-kui, WEI Xi-cheng, SUN Peng, LIU Jian-ying. Effects of interfacial IMC on tensile fracture behavior of Sn-0.3Ag-0.5Cu solder joints on copper substrates[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(12): 1936- 1942.
[5] HANG C, TIAN Y, ZHANG R. YANG D. Phase transformation and grain orientation of Cu-Sn intermetallic compounds during low temperature bonding process. Journal of Materials Science Materials in Electronics, 2013, 24(10): 3905-3913.
[6] �³���, ������, ����ƽ. Sn/Cu������ϵ��������仯����Cu6Sn5�ݻ�����������ѧ���ೡ��ģ��[J]. ����ѧ��, 2014, 50(3): 294-304.
KE Chang-bo, ZHOU Min-bo, ZHANG Xin-ping. Phase field simulation on microstructure evolution and growth kinetics of Cu6Sn5 intermetallic compound during early interfacial reaction in Sn/Cu soldering system[J]. Acta Metallurgica Sinica, 2014, 50(3): 294-304.
[7] LI Yuan-xing, ZHAO Wei-wei, LENG Xue-song, FU Qiu-jiao, WANG Lei, YAN Jiu-chun. Microstructure evolution and mechanical properties of ultrasonic-assisted soldering joints of 2024 aluminum alloys[J]. Transaction of Nonferrous Metals of China, 2011, 21(9): 1937-1943.
[8] LIU Yang, LI Hong-ying, JIANG Hao-fan, LU Xiao-chao. Effects of heat treatment on microstructure and mechanical properties of ZA27 alloy[J]. Transaction of Nonferrous Metals of China, 2013, 23(3): 642-649.
[9] HASANABADI M, SHAMSIPUR A, NAJAFI SANI H, OMIDVAR H, SAKHAEI S. Interfacial microstructure and mechanical properties of tungsten carbide brazed joints using Ag-Cu-Zn+Ni/Mn filler alloy[J]. Transaction of Nonferrous Metals Society of China, 2017, 27(12): 2638-2646.
[10] CHINNAM R K, FAUTEUX C, NEUENSC-WANDER J, JANCZAK-RUSCH J. Evolution of the microstructure of Sn-Ag-Cu solder joints exposed to ultrasonic waves during solidification[J]. Acta Materialia, 2011, 59(4): 1474-1481.
[11] XIAO Yong, JI Hong-jun, LI Ming-yu, KIM Jong-myung. Ultrasound-assisted brazing of Cu/Al dissimilar metals using a Zn-3Al filler metal[J]. Materials & Design, 2013, 52(24): 740-747.
[12] LIU J, ZHAO H, LI Z, SONG X, DONG H, ZHAO Y, FENG J. Study on the microstructure and mechanical properties of Cu-Sn intermetallic joints rapidly formed by ultrasonic- assisted transient liquid phase soldering[J]. Journal of Alloys & Compounds, 2017, 692: 552-557.
[13] JI Hong-jun, HAO Chen, LI Ming-yu. Effect of ultrasonic transmission rate on microstructure and properties of the ultrasonic-assisted brazing of Cu to alumina[J]. Ultrasonics Sonochemistry, 2017, 34: 491-495.
[14] KWAK B H, JEONG M H, KIM J W, LEE B, LEE H J, PARK Y B. Correlations between interfacial reactions and bonding strengths of Cu/Sn/Cu pillar bump[J]. Microelectronic Engineering, 2012, 89(1): 65-69.
[15] ������, �Ժ���, ����, ������, �����, ��һ�, �뼪��. Cu/Sn/Cu����-TLP��ͷ������֯����ѧ����[J]. ����ѧ��, 2017(2): 227-232.
LIU Ji-hou, ZHAO Hong-yun, LI Zhuo-lin, SONG Xiao-guo, DONG Hong-jie, ZHAO Yi-xuan, FENG Ji-cai. Microstructures and mechanical properties of Cu/Sn/Cu structure ultrasonic-TLP joint[J]. Acta Metallurgica Sinica, 2017(2): 227-232.
[16] PARK M S, ARROYAVE R. Formation and growth of intermetallic compound Cu6Sn5, at early stages in lead-free soldering[J]. Journal of Electronic Materials, 2010, 39(12): 2574-2582.
[17] ������, �� ��, ����ƽ. BGA�ṹSn-3.0Ag- 0.5Cu/Cu������»���ʱ���淴Ӧ��IMC������Ϊ[J]. ����ѧ��, 2013, 49(3): 341-350.
ZHOU Min-bo, MA Xiao, ZHANG Xin-ping. The interfacial reaction and intermetallic compound growth behavior of BGA structure Sn-3.0Ag-0.5Cu/Cu solder joint at low reflow temperatures [J]. Acta Metallurgica Sinica, 2013, 49(3): 341-350.
[18] LEE B J, NONG M H, LEE H M. Prediction of interface reaction products between Cu and various solder alloys by thermodynamic calculation[J]. Acta Materialia, 1997, 45(5): 1867-1874.
[19] MA D, WANG W D, LAHIRI S K. Scallop formation and dissolution of Cu-Sn intermetallic compound during solder reflow[J]. Journal of Applied Physics, 2002, 91(5): 3312- 3317.
[20] SHANG P J, LIU Z Q, PANG X Y, LI D X, SHANG J K. Growth mechanisms of Cu3Sn on polycrystalline and single crystalline Cu substrates[J]. Acta Materialia, 2009, 57(16): 4697-4706.
[21] VIROT M, CHAVE T, NIKITENKO S I, SHCHUKIN D G, ZEMB T, MOHWALD H. Acoustic cavitation at the water-glass interface[J]. Journal of Physical Chemistry C, 2010, 114(30): 13083-13091.
[22] LI Yuan-xing, LENG Xue-song, CHENG Sheng, YAN Jiu-chun. Microstructure design and dissolution behavior between 2024 Al/Sn with the ultrasonic-associated soldering[J]. Materials & Design, 2012, 40: 427-432.
[23] ZHANG Hui-wen, CUI Wei , HE Jing-shan, YAN Jiu-chun, YANG Shi-qin. Formation and evolution of intermetallic compounds at interfaces of Cu/Al joints by ultrasonic- assisted soldering[J]. Journal of Materials Processing Technology, 2015, 223: 1-7.
[24] LUAN Tian-min, GUO Wei-bing, YANG Sheng-hua, MA Zhi-ping, HE Jing-shan, YAN Jiu-chun. Corrigendum to ��Effect of intermetallic compounds on mechanical properties of copper joints ultrasonic-soldered with Sn-Zn alloy�� [J]. Mater. Process. Technol. 248 (2017) 123-129][J]. Journal of Materials Processing Technology, 2018, 251: 93-94.
[25] MA Zhi-ping, ZHAO Wei-wei, YAN Jiu-chun, LI Da-cheng. Interfacial reaction of intermetallic compounds of ultrasonic- assisted brazed joints between dissimilar alloys of Ti6Al4V and Al4Cu1Mg[J]. Ultrasonics Sonochemistry, 2011, 18(5): 1062-1067.
[26] JI Hong-jun, QIAO Yun-fei, LI Ming-yu. Rapid formation of intermetallic joints through ultrasonic-assisted die bonding with Sn-0.7Cu solder for high temperature packaging application[J]. Scripta Materialia, 2015, 110: 19-23.
Formation and evolution of IMCs layer at Cu/Sn solid-liquid interface by ultrasonic assisted soldering
YU Wei-yuan1, 2, LIU Ying-zong1, WU Wei-jie1, LI Fu-xiang1, XING Chun-xiao1
(1. State Key Laboratory of Gansu Advanced Non-ferrous Metal Materials, Lanzhou University of Technology, Lanzhou 730050, China;
2. Key Laboratory of Non-ferrous Metal Alloys and Processing, Ministry of Education, Lanzhou University of Technology, Lanzhou 730050, China)
Abstract: The Cu/Sn/Cu structure was brazed by ultrasonic assisted soldering. The formation and evolution of Cu-Sn intermetallic compounds (IMCs) by ultrasonic assisted soldering process were investigated. The results indicate that the morphologies of interfacial Cu-Sn intermetallic compounds (IMCs) are gradually transformed from planar shape to scallop-like shape without ultrasonic, in which the formation mechanism of Cu6Sn5 is mainly controlled by diffusion, and the formation mechanism of Cu3Sn layer is controlled by the reaction. After applying ultrasonic, a crush-dissolution model is proposed by observing the evolution of the microstructure of Cu-Sn intermetallic compounds with different ultrasonic conditions. The thickness of the interfacial Cu-Sn intermetallic compounds is controlled by changing the ultrasonic time, which will improve the performance of the brazed joint.
Key words: ultrasonic-assisted soldering; intermetallic compounds; diffusion; dissolution
Foundation item: Project(51465032) supported by the National Natural Science Foundation of China
Received date: 2018-04-11; Accepted date: 2018-07-04
Corresponding author: YU Wei-yuan; Tel: +86-18189665575; E-mail: weiyuanyu2018@163.com
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(51465032)
�ո����ڣ�2018-04-11�������ڣ�2018-07-04
ͨ�����ߣ���ΰԪ�����ڣ���ʿ���绰��18189665575��E-mail��weiyuanyu2018@163.com
ժ Ҫ�����ó���������ǥ�����շ�����Cu/Sn/Cu�ṹ����ǥ��ʵ�飬�о�����������������Cu/Sn��-Һ��������仯����(IMCs)���γ����ݱ���̡������������������ʱ���洦Cu-Sn�����仯������ò����ƽֱ״ת��Ϊ�����ȱ�״������Cu6Sn5���γ���Ҫ����ɢ���ƣ���Cu3Sn����γ������ɷ�Ӧ���ơ�ʩ�ӳ�������ͨ���۲첻ͬ����������Cu-Sn�����仯������ò���۽ṹ�ݱ䣬�������-�ܽ�ģ�͡�ͨ���ı䳬��ʱ�������ƽ���Cu-Sn�����仯����ĺ�ȣ��Ӷ�����ǥ����ͷ���ܡ�
