
�����ǿ������������������
����1, 2�����º�1��������1����־��1������Ԫ1��֣����1������1
(1. ���ϴ�ѧ ұ���ѧ�빤��ѧԺ������ ��ɳ��410083��
2. ����������ѧ �����뻯ѧ����ѧԺ������ ���ݣ�341000)
ժ Ҫ��
ժ Ҫ��ͨ��X�����䡢������ס����ȡ�ɨ��羵��Һ�������ȷ����������նԺ��������ṹ�仯���м۽���������Ӱ�졣�о�����������ÿ���277 �����ҷ�������������ˮת��Ϊ��������610 �淢������ʯȥ�ǻ������ã��ý����ͨ��XRD�������ڲ�ͬ�¶��½��б��յĿ�ʯ����Ҫ����ľ���ת����һ�£�������300 �決��ʱ���ȱ����Ϊ21.04 m2/g����610 �決��ʱ���ȱ����Ϊ26.45 m2/g����ԭ��ıȱ����16.03 m2/g�нϴ���ߣ������ں����Ľ������̣���300 �決�պ����������Ի�������������ʣ���93%�������Ľ������٣���һ�����߱����¶Ȳ������м۽������Ľ�����
�ؼ��ʣ�
������������������������������������ع���
��ͼ����ţ�TF815 ���ױ�־�룺A ���±�ţ�1672-7207(2010)05-1691-07
Enhancement of nickel extraction from laterite in hydrochloride acid through activated roasting
LI Jin-hui1, 2, LI Xin-hai1, HU Qi-yang1, WANG Zhi-xing1, ZHOU You-yuan1, ZHENG Jun-chao1, WU Ling1
(1. School of Metallurgy Science and Engineering, Central South University, Changsha 410083, China;
2. School of Materials and Chemical Engineering , Jiangxi University of Science and Technology,
Ganzhou 341000, China)
Abstract: Enhancement of nickel extraction via activated roasting treatment of laterite and subsequent acid leaching was investigated by X-ray diffraction (XRD), Fourier transform infrared (FTIR) spectroscopy, difference temperature analysis (DTA), scanning electron microscopy (SEM) and N2 adsorption techniques. The results show that there are two main phase transformation processes including goethite to hematite at roasting temperature 277 �� and lizardite dehydroxylation at roasting temperature 610 ��, which accord with phase transformation of laterite minerals roasted at different temperatures investigated through X-ray powder diffraction (XRD). The specific surface area of roasted ore are 21.04 m2/g with 300 �� and 26.45 m2/g with 610 �� contrast with that of raw ore of 16.03 m2/g, which is greatly favorable to the subsequent leaching. Through leaching experiments of different roasted ores comparing with raw ore, increasing the temperature up to 300 �� for laterite, the optimum nickel recovery of 93% is obtained and the leaching of iron decreases, and further heating is not helpful to the nickel recovery.
Key words: laterite; nickel; activated roasting; leaching; hydrochloride acid; mineral reconstruction
���ڵ������Ǵ����Ϸḻ��һ�ֽ���,����½��������ԼΪ4.7��t�������Ͽɹ����ɵ�����Դ��2�ࣺһ����������ռ½������Դ��40%����һ��Ϊ��������ռ60%����������55%������Ʒ���Ǵ�������ȡ�ģ��Ӻ�����������ȡ������Ʒ����������������45%[1]�������ſ��ɵIJ��Ͻ��У���������ԴԽ��Խ�٣�Ʒλ���½������ɳɱ�����ߡ�����������Ϊ�ǽ�����������Ҫ����Դ[2]���ݹ� �ƣ���2010��������������������IJ����ᳬ����������������������[3]��Ȼ����һ�����ƺ���������Ҫ�������������ɱ��������������ɱ���2~3��[4]��Ŀǰ���о��϶ಢ�õ���ҵӦ�õ���Ҫ�Ǹ�ѹ���(HPAL, PAL)[5]�ͻ�ԭ���հ���[6]2�ֹ��գ�����2�ֹ���Ҳ�������Ų����ɱ��ߡ��м۽��������ʵ��Ҳ��������ڴ�����������ĺ���������⡣������Ҫ����������������е����Ľ���������Ҫ�����������������ȫ�ƻ�[7]������ͨ����Ҫ��Ϊ���̵Ĺ���������ͬʱ���������Ĵ��������������ɱ��������������һ�ֿ��Ըı����ṹ�ķ������㷺��Ӧ���ڿ����ǰ�������̡�ͨ�����տ���ʹ�������е��ǻ�����þ������ʯ��������ת����γ�����̬�Ĺ���þ[8]��ͬʱ�����ڿ�����ԭ�е�����ˮ�ͼ���ˮ���ֽ⣬�Լ����ֿ���ľ��ı䵼�¿���ԭ�нṹ������ʹ�ñȱ�����Ϳ�϶����[9]�������ں����Ľ������̡������佭����ӵ�зḻ�ĺ��������ڸõ���������������ж���չ���о�[5, 10]����ͨ�����������������ޱ������ڴˣ���������ͨ���������ǿ�������������е��������Ͳ�ͬ�����¶ȶԿ�ʯ�о��͵ĸı䡢�������м۽���������Ӱ�켰���������о������ۡ�
1 ʵ��
1.1 ԭ��
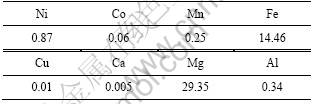
ʵ�����ú�����ԭ�����������ϣ���ʯ����ĥ�����150 ��mɸѡȡɸ�¿����105 ���º�ɡ���ʯ�ɷ�(��������)���1��ʾ��ͼ1��ʾΪ���������XRD�ס���ͼ1��֪���ÿ�ʯ����Ҫ����Ϊ����
��1 ��ʯ��ѧ�ɷ�
Table 1 Chemical composition of raw ore %
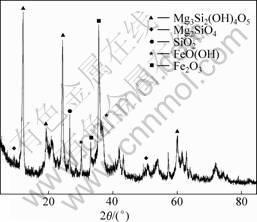
ͼ1 ���������XRDͼ
Fig.1 X-ray diffraction pattern of raw laterite
��ʯ(Mg3Si2(OH)4O5)��������(FeO(OH))��������(Fe2O3)��ʯӢ(SiO2)�ȡ����տ���ѧ�о�������ʯ�е�����Ҫ�����ں��������У�Լռ��������81.15%���������е���ռ18.85%��
1.2 ʵ�鷽��
����ʵ���ڹ�ʽ¯�н��У���ͼ2��ʾ�������¶�ͨ�������ڹ�ʽ¯�ϵ��¶ȿ��������е��ڿ��ơ�����ʱ����װ�����ϵ����۷����ڹ�ʽ¯�ı�������ͨ�뱣�����������10 ��/min���ٶȿ�ʼ���£���Ԥ���¶Ⱥ��ʱ������1 h����ȴ�����¡���ԭ���ϺͲ�ͬ�¶��µı�������ȴ��Ͷ�뵽��ͼ3��ʾ�Ľ���װ���н��н���ʵ���о������������������£���Һ��Ϊ1?6����ʼ��Ũ��Ϊ4 mol/L�������¶�Ϊ50 �棬����ʱ��Ϊ1 h��
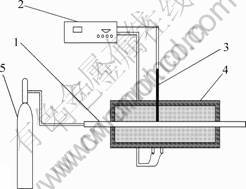
1��������; 2���¶ȿ�����; 3���ȵ�ż; 4������¯; 5�����ƿ
ͼ2 ����ʵ��װ��
Fig.2 Roasting equipment sketch
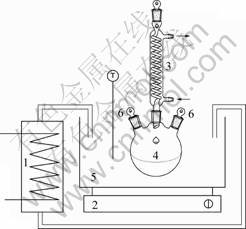
1���¶ȼ���ϵͳ; 2����������װ��; 3������װ��; 4������Բ����ƿ; 5��ˮԡ��; 6�����Ͽ�
ͼ3 ����ʵ��װ��
Fig.3 Leaching equipment sketch
1.3 ��������
��Һ�н�������Ũ�Ȳ��û�ѧ�����ζ��ķ����ⶨ����Ũ�Ȳ���ԭ�����յķ����ⶨ�������������X��������(Rint-2000, Rigaku)���з����ⶨ(��Cu K���� Ϊ�вģ���=1.540 56��10-10 m��ɨ���ٶ�Ϊ2 (��)/min))������JEOLr JSM-5612LV��ɨ��羵�۲������ò������Nicolet NEXUS 670�ͺ�������Ǽ�������ס����ñ����㺣�����Ƽ�����˾������3H-2000ȫ�Զ��������ȱ���������Dzⶨ�ȱ������
2 ���������
2.1 ����ѧ����
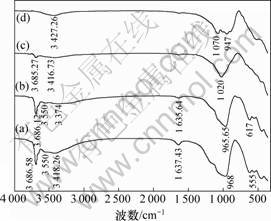
��������������ߡ��ڲ�ͬ�����¶��¿�����ɺͺ�����ֱ���ͼ4~6��ʾ����ͼ4��֪����277 �� ��607 ����2�����ȷ壬�ֱ�Ϊ�������������ʯ��ȥ�ǻ�������[11]����ͼ5������(a)��(b)��֪������������X������ͼ��30.1���37.4�����������300 �決������ʧ��˵�����ڲ��ṹ�ǻ���ʼ������ʧ������ṹ���ƻ���������ˮ��Ӧ[11]���練Ӧʽ(1)��ʾ����������ʧ4.341%����ͼ6������(a)��(b)���Կ�������3 410��1 630 cm-1������������������״���300 �決�պ����ͼ��������������������������ת�䡣ͬʱ�����״���������������ˮ���ɵij������п��ܺ��������ǻ�����ɱ���ΪFe2-x/3(OH)xO3-x[12]���������¶�������610 ��ʱ��������ʯ(Mg3Si2(OH)4O5)��ʼ�ֽ��γ����͵Ĺ���þ����ͼ5������(e)���Կ�������12.1�㣬20.2���60.1�㣬������ʯ���������������ʧ���÷ֽⷴӦ�緽��ʽ(2)��ʾ����������ʧ7.618%���Ƚ�ͼ6������(a)������(c)��(d)���Կ���������Ϊ3 686��3 550 cm-1ʱ�����շ���������ʯ������ṹ�е����ǻ�(�ṹˮ)�����ǻ�(���ˮ)������[10]����Щ�����״���300 �決������Ȼ���ڣ�ֻ��ǿ������������˵��������ʯ�ľ�����Ȼ��Ϊ������û�б��ƻ������������¶�Ϊ610 ���800 ��ʱ���⼸����������ȫ��ʧ��ϲ�
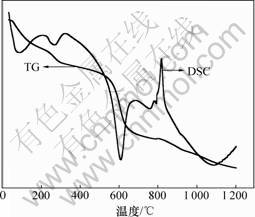
ͼ4 ��������������
Fig.4 TG-DSC curves of laterite

(a) ԭ��; (b) 300 ��; (c) 400 ��; (d) 500 ��; (e) 610 ��; (f) 700 ��; (g) 800 ��
ͼ5 ��ͬ�����¶��º�����XRDͼ
Fig.5 X-ray diffraction pattern of laterite minerals roasted at different temperatures
(a) ԭ��; (b) 300 ��; (c) 610 ��; (d) 800 ��
ͼ6 ��ͬ�����¶��µ�FTIRͼ
Fig.6 FTIR spectrum of laterite roasted at different temperatures
��һ�����������մ����������ѳ��ǻ�������ṹ���ƻ���������䡣�������¶ȳ���610 ��ﵽ700 ���800 ��ʱ����ͼ5������(e)��(d)�ɼ���������þ���½ᾧ�γ�þ���ʯ(Mg2SiO4)�����ʯ(MgSiO3)����ͼ6������(d)���Կ�������1 020 cm-1������Ϊ1 070��947 cm-1 2�����շ壬������������й��������ʯ����[13]��ͬʱ����ͼ5������(f)���Է��֣���27.2�㴦��SiO2������ǿ���������ӡ��������������ʯ�ṹˮ��һ���ѳ���������SiO2���ɲ��ᾧ����Ʒ��SiO2������������[13]��DSC-TGA������ʾ����þ���ʯ���ͷ����ı�������� 807 �������1�����ȷ�[10]��
2FeO?OH��Fe2O3+H2O�� (1)
Mg3Si2(OH4)O5��Mg2SiO4+MgSiO3+2H2O�� (2)
2.2 �����������
2.2.1 ���Ľ���
ͼ7��ʾΪ�����¶ȶԽ��������Ӱ�졣��ͼ7���Կ�������300 ����л���տ����������������Ľ��������ﵽ��������93.1%�����������Ϊ����Ҫ����������������[14-16]�������е���Ҫ����ȫ�ܽ������ȫ�ƻ�����������[17]����ͼ4��ͼ5������(b)���Կ�������300 �決���£����ڿ����е���������ˮת��ɳ����������ԭ�п�Ľṹ���ƻ���ʹ�����е������ͷų�������ͬ�����¶��¿���ȱ������ͼ8��ʾ����ͼ8���Կ�����300 ��ʱ�ı����ϱȱ����Ϊ21.04 m2/g��ͬʱ��ͨ���Ա�ͼ9(a)��(b)���Կ�������300 ��ʱ�����ϵĿ�����������ԭ���������и����ϸ����Ƭ�����ű��յ��¶�����400 ���500 �棬���ڲ���С�����������ž۵��±ȱ�������½�(��ͼ7)��������Ľ�����Ҳ���� �½���
��ͬ�����¶��¿���ɨ��羵ͼ��ͼ9��ʾ���������¶�Ϊ610 ��ʱ��������ʯ(Mg3Si2(OH)4O5)��ʼ�ֽⲢ����ԭ��ṹ������̶ȵ��ƻ�����ͼ9(c)���Կ���������������������������¶ȿ�������и����ϸ����Ƭ����ȱ�����ﵽ�����ֵ26.45 m2/g�����ǣ���ͼ7��֪����610 ��ʱ���Ľ������½���77%��������Ϊ��610 ���±��ղ���������������Σ������䲻�ϱ��������������нϴ������Ĺ����ο����ֲ��ڽ���Һ�У�������и������Ļ���
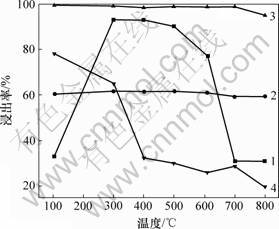
1��Ni; 2��Co; 3��Mn; 4��Fe
ͼ7 �����¶ȶԽ��������Ӱ��
Fig.7 Effect of roasting temperature on leaching results
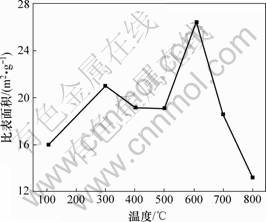
ͼ8 ��ͬ�����¶��¿���ıȱ����
Fig.8 Specific surface area of raw ore and roasting ore at different temperatures
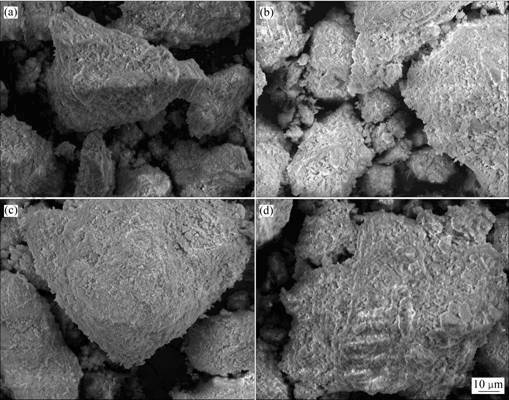
�����¶ȣ�(a) ԭ��; (b) 300 ��; (c) 610 ��; (d) 800 ��
ͼ9 ��ͬ�����¶��¿���ɨ��羵ͼ
Fig.9 SEM image of laterite
����(Si��O��H)���������������Һ���е����ӻ����[18]��Whittington��[19-20]�������ں�����������е��������ξ��к�ǿ�ĵ縺�ԣ����������������������ʧ��ͬʱ��Kosuge��[21-22]��Ϊ��ѹ�����������̻ᵼ�¹����νṹ�IJ��ַ� �⣬������ɴ�������IJ�������ˣ���300��400��500 �決���Ͻ��н���������ʧԶС��610 ��ʱ�����Ͻ���������ʧ����ͼ8��֪���������¶�Ϊ700 ���800 ��ʱ�����ȱ�����ֱ�Ϊ18.61��13.23 m2/g����Ӧ���������ʽ�Ϊ31.25%��31.1%��������Ϊ���ߵı����¶Ȼή�Ϳ���Ķ���Ժͱȱ����[23]��ͬʱ����ȥ�ǻ�����Ӧ����֮������ò��ȶ����������þ���γ�(Mg,Ni)3SiO2�����ؽᾧ�γ����ʯ��[24](��ͼ5(f)��5(g))���ÿ�ʯ�ṹ�������������棬�谭�����Ӹ������ѳ���
2.2.2 ���Ľ���
��ͼ7���Կ�����Co��Mn�Ƚ����Ľ�����δ�ܵ����յ�Ӱ�졣������������ܺ��������ڵĿ��ಢδ��Ϊ���ն������ظı���ƻ��������ű����¶ȵ�
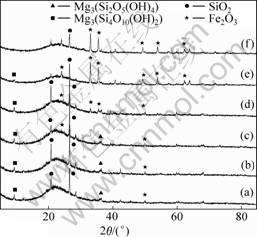
�����¶�/�棺(a) 300; (b) 400; (c) 500; (d) 610; (e) 700; (f) 800
ͼ10 ��ͬ�¶��±����Ͻ�����XRD��
Fig.10 XRD pattern of leaching residue at different roasting temperatures
���������Ľ���ȴ��Ӧ���½�����ͼ5���Կ�������������2��Ϊ33�㴦�����������ű����¶ȵ�����Խ��Խǿ�������ǵ������¶ȳ���610 �������������ʯ����ˮ������þ����Ƕ���ؽᾧ�γ����ʯ����(Mg, Fe)3SiO2����һ���谭�����Ľ�������������������ơ�
��ͼ10���Կ�������ͬ�����¶��½������е����������Բ�ͬ����300��400��500 �決���Ͻ������У���Ҫ�л�ʯ(Mg3Si4O10(OH)2)��������ʯ(Mg3Si2(OH)4O5)����ʯ(SiO2)�ͳ�����(Fe2O3)�ȿ��࣬��˵���ڽ���������������ʯ����ת���Ϊ��ʯ�������ڳ�����IJ����ܽ��Լ�����ṹһ���̶ȵĸı䵼����������ͼ�������������٣���ǿ�ȼ������������¶ȳ���610 �������������ǻ��������ʼ��ʧ�������˽�Ϊ��������������������塣��Ҳӡ֤�˵������¶ȴﵽ610 ������þ����Ƕ���γ����ʯ���͵Ľ��ۡ����ڸ��������Ƕ�϶��ӻ������Ľ������̣���ˣ���һ���Ľ���ʱ�����������������½�����ͼ10(e)��(f)���Կ�������������г����˸����Fe2O3�����壬��������Fe2O3�������ű����¶ȵ������侧��Ҳ��������������ˣ�������õ��˽�һ������[25]��
3 ����
(1) ���տ��������ظı�������еĿ���ṹ���Ժ����Ľ���������ҪӰ�졣��ʵ�����ú�������ѱ����¶�Ϊ300 �棬���Ľ����ʿɴﵽ93%���ң�������߱����¶Ȳ������м۽������Ľ�����
(2) ���û���պ�����Ĵ���������ͨ������֮�����ڽ϶̵�ʱ�䡢�ϵ͵�����Լ��ϵ͵ķ�Ӧ�¶��´ﵽ��������Կ��̵Ľ�����������ͬ���������ʣ�ͬʱ����һ���̶������������Ľ����������ں����ľ�����������
�ο����ף�
[1] Moskalyk R R, Alfantazi A M. Nickel laterite processing and electrowinning practice[J]. Minerals Engineering, 2002, 15(8): 593-605.
[2] Pickles C A. Microwave heating behaviour of nickeliferous limonitic laterite ores[J]. Minerals Engineering, 2004, 17(6): 775-784.
[3] ¬����, ����˫. ����ҵ��չ�����о�[J]. ���ݹ�ҵ�ߵ�ר��ѧУѧ��, 2004, 11(4): 55-58.
LU Sheng-kang, ZHAO Wan-shuang. Research on the developing tendency of nickel industry in China[J]. Journal of Lanzhou Polytechnic College, 2004, 11(4): 55-58.
[4] Thomas F T. Comparative costs of nickel sulphides and laterites[J]. Resources Policy, 1995, 21(3): 179-187.
[5] McDonald R G, Whittington B I. Atmospheric acid leaching of nickel laterites review, Part I: Sulphuric acid technologies[J]. Hydrometallurgy, 2008, 91(1/2/3/4): 35-55.
[6] ����, �����, ���ຣ, ��. ��Ʒλ��������ԭ��ɰ���������о�[J]. ��ұ, 2007, 16(3): 29-33.
YIN Fei, RUAN Shu-feng, JIANG Pei-hai, et al. Experimental study on roasted ore of poor nickeliferous laterite ore with ammonia leaching technology[J]. Mining & Metallurgy, 2007, 16(3): 29-33.
[7] Senanayake G, Das G K. A comparative study of leaching kinetics of limonitic laterite and synthetic iron oxides in sulfuric acid containing sulfur dioxide[J]. Hydrometallurgy, 2004, 72(1/2): 59-72.
[8] Valix M, Cheung W H. Study of phase transformation of laterite ores at high temperature[J]. Minerals Engineering, 2002, 15(8): 607-612.
[9] ��С��, ������, ��־��, ��. �����һˮӲ��ʯ����Ũ�ܳ����̶���ѧ[J]. ���Ϲ�ҵ��ѧѧ��: ��Ȼ��ѧ��, 2000, 31(3): 219-221.
LI Xiao-bin, ZHOU Qiu-sheng, PENG Zhi-hong, et al. Study on the kinetics of digesting roasted dia spore in the sweetening process[J]. Journal of Central South University of Technology: Natural Science, 2000, 31(3): 219-221.
[10] Wei L, Qiming F, Leming O, et al. Fast dissolution of nickel from a lizardite-rich saprolitic laterite by sulphuric acid at atmospheric pressure[J]. Hydrometallurgy, 2009, 96(1/2): 171-175.
[11] Tartaj P, Cerpa A, Garcia-Gonzalez M T, et al. Surface instability of serpentine in aqueous suspensions[J]. J Colloid Interface Sci, 2000, 231(1): 176-181.
[12] Mariana A, Rueda E H, Sileo E E. Structural characterization and chemical reactivity of synthetic Mn-goethites and hematites[J]. Chemical Geology, 2006, 231(4): 288-299.
[13] ������, ������. ���ⷴ��������Ŀ���ѧӦ��[J]. ��ʯ����ѧ��־, 2006, 25(3): 250-256.
GUO Li-he, HAN Jing- yi. The mineralogical application of IR reflectance spectrometry[J]. Acta Petrologica et Mineralogica, 2006, 25(3): 250-256.
[14] McDonald R G, Whittington B I. Atmospheric acid leaching of nickel lateritesreview. Part ��: Chloride and bio-technologies[J]. Hydrometallurgy, 2008b, 91(1/2/3/4): 56-69.
[15] Senanayake G. Review of theory and practice of measuring protein activity and pH inconcentrated chloride solutions and application to oxide leaching[J]. Miner Eng, 2007, 20(7): 634-645.
[16] Whittington B I, Muir D. Pressure acid leaching of nickel laterites: A review[J]. Min Proc Ext Met Rev, 2000, 21(6): 527-600.
[17] Senanayake G, Das G K. A comparative study of leaching kinetics of limonitic laterite and synthetic iron oxides in sulfuric acid containing sulfur dioxide[J]. Hydrometallurgy, 2004, 72(1/2): 59-72.
[18] Reig F B, Adelantado J V G, Moya Moreno M C M. FTIR quantitative analysis of calcium carbonate (calcite) and silica (quartz) mixtures using the constant ratio method: Application to geological samples[J]. Talanta, 2002, 58 (4): 811-821.
[19] Whittington B I, Johnson J A. Pressure acid leaching of arid-region nickel laterite ore. Part ��: Effect of process water on nickel losses in the residue[J]. Hydrometallurgy, 2005, 78(3/4): 256-263.
[20] Whittington B I, McDonald R G, Johnson J A, et al. Pressure acid leaching of arid-region nickel laterite ore. Part ��: Effect of water quality[J]. Hydrometallurgy, 2003, 70(1/2/3): 31-46.
[21] Kosuge K, Shimada K, Tsunashima A. Micropore formation by acid treatment of antigorite[J]. Chem Mater, 1995, 7(12): 2241-2246.
[22] Lin F C, Clemency C V. The dissolution kinetics of brucite, antigorite, talc, and phlogopite at room temperature and pressure[J]. Am Mineral, 1981, 66(7/8): 801-806.
[23] Chander S, Sharma V N. Reduction roasting/ammonia leaching of nickeliferous laterites[J]. Hydrometallurgy, 1981, 7(4): 315-327.
[24] Kukura M E, Stevens L G, Auck Y T. Development of UOP process for oxide silicate ores of nickel and cobalt[C]//Evans D J I, Shoemaker R S, Veltman H. International Laterite Symposium. New York: SME-AIME, 1979: 527-552.
[25] O��Connor F, Cheung W H, Valix M. Reduction roasting of limonite ores: Effect of dehydroxylation[J]. Int J Miner Process, 2006, 80(2/3/4): 88-99.
�ո����ڣ�2009-11-03�������ڣ�2010-02-01
������Ŀ�������ص�����о���չ�ƻ�(��973���ƻ�)��Ŀ(2007CB613607)��������Ȼ��ѧ����������Ŀ(50864004)
ͨ�����ߣ����º�(1963-)���У����������ˣ���ʿ�����ڣ�������Դ��Ч��ȡ�͵�ز����Ʊ��о����绰��0731-88836633��E-mail: bigworld_li@163.com
