
DOI�� 10.11817/j.issn.1672-7207.2019.10.007
���������������ɨ�����Ĵ����������Ժ����ȱ�ݼ��
����1, 2,̷��ƽ2
��1. ����ʡ�����豸�������о�Ժ������ ��ɳ��410111��
2. ���ϴ�ѧ ���繤��ѧԺ������ ��ɳ��410083��
ժ Ҫ��
�Ժ����ȱ�ݳ����������Լ������⣬���Ȳ�������Ԫ�����������������ͷ��L(0, 2)ģ̬��T(0,1)ģ̬�����Ĵ���Ӱ�죬������������������ɨ�����ļ�ⷽ����Ȼ���������������L(0, 2)ģ̬��T(0,1)ģ̬�����ļ��������2��ģ̬������ȱ�ݼ��������ͬʱӦ��Aɨ���Bɨ������������2��ģ̬����ʶ��ȱ�ݵ���������ӹ�����5����ȱ�ݵij��������ܵ�ϵͳ�г��õĴ����ʶԺ����,���û��������������ɨ�����ķ������м��ʵ�顣�о����������������ʹ��2��ģ̬�����������䣬���������ͷʹ��2��ģ̬��������˥����ģ̬ת����������2��ģ̬�������Լ�����ͷ������ͷ��ֱ�ܲ�λ��ȱ�ݣ��÷����ܹ���Чʶ��Ͷ�λ�����������Ժ���ܵ���ͷȱ�ݺ���ͷ��ֱ���е�ȱ�ݡ�
�ؼ���:���������������Aɨ�����Bɨ��������������Ժ���ܣ�ȱ�ݼ��
��ͼ�����:TP206+.1 ���ױ�־��:A ���±��:1672-7207��2019��10-2385-10
Inspection of defects in large curvature butt-welded bends with viscoelastic anticorrosive coating based on phased array ultrasonic guided wave scanning
LUO��Gengsheng1, 2, TAN��Jianping2
(1. Special Equipment Inspection and Research Institute of Hunan Province, Changsha 410111, China��
2. School of Mechanical and Electrical Engineering, Central South University, Changsha 410083, China)
Abstract: In order to solve the problem of inspecting defects in large curvature butt-welded bends with viscoelastic anticorrosive coating by ultrasonic guided wave, the influence of elbow and girth weld on the propagation of L(0,2) mode and T(0,1) mode was analyzed with the finite element method. Then, the method of phased array ultrasonic guided wave scanning was proposed. To improve the ability of inspecting defects, the phased array technology was used to control the excitation of L(0,2) mode and T(0,1) mode. Meanwhile, A-scan imaging technology and B-scan imaging technology were used to improve the defect identifying ability of L(0,2) mode and T(0,1) mode. Finally, five large curvature butt-welded bends with defects were processed, which were commonly used in urban oil and gas pipelines. And the above method was used for the test. The results show that the girth weld causes the reflection of L(0,2) mode and T(0,1) mode. Meanwhile, the elbow and girth weld cause the attenuation and the mode conversion of L(0,2) mode and T(0,1) mode. The above phenomenon makes it difficult to inspect the defect in elbow of large curvature butt-welded bend with viscoelastic anticorrosive coating, and the defect in the straight pipe after the elbow. The method of phased array ultrasonic guided wave scanning can effectively inspect and locate the defects in elbow and in the straight pipe after the elbow.
Key words: ultrasonic guided wave; phased array; A-scan imaging; B-scan imaging; large curvature butt-welded bend with viscoelastic anticorrosive coating; defect inspection
�����������Ժ�����dz��������ܵ�ϵͳ�г��õ�һ����ܣ��������뾶��С�ı���ͷ��ֱ�ܶԽӺ��Ӷ��ɣ�����渲��𤵯�Է����㡣����е���ͷ�ڳ������ͽ��ʹ�������������ȱ�ݡ����ʳ�ˢ��ʴ���������������ѹ�������ƻ������¹ܱڼ������ѣ��Ӷ����Σ�ս���й©��ը�Ȱ�ȫ�¹ʣ���ˣ����ڶ���ܲ�λ��չ��Ⲣ��ʱ���ð�ȫ�����Ƿdz���Ҫ�ġ�����������⼼����һ���ܹ�ʵ�ֶԹܵ�ȱ�ݿ��ټ��ļ�������Ŀǰ���о��ȵ㡣Ŀǰ��������ѧ�������ȱ�ݵij���������ⷽ�濪չ�˴����о�������Ҫ�����ڲ������������Ȼ���ȱ�ݼ�ⷽ�棬�磺SANDERSON��[1]����ʵ��������Ԫ���ϵķ����о���T(0,1)ģ̬������е�ģ̬ת�����ԣ���������ͷ�����ƹ������γɵIJ����ȱں��T(0,1)ģ̬�Ĵ���Ӱ�죻BRATH��[2]��������Ԫ��ʵ�鷽���о��˵���������еĴ�����ɢ�������ֵ���������д���ʱ���䲨���������ܱ��淢����Ȼ�۽�����VERMA��[3]��������Ԫ���о���L(0,2)ģ̬�����ھ��в�ͬ�����Ƕȡ���ͬ�ں�ͬ�������ʰ뾶����еĴ������ԣ����־����ڽ�С�����Ƕ��£���ͷ��Ӱ��L(0,2)ģ̬20%�Ĵ��������������ó����������������ȱ���ǿ��еģ�HEINLEIN��[4]��������Ԫ���о���T(0,1)ģ̬�����ͷСȱ�ݵ�����������Сȱ�ݷ����źŵķ�ֵ���ŷֲ�λ�õIJ�ͬ���仯�ܴ�������[5]�о���32 kHz��T(0,1)ģ̬�ڴ�ȱ������еĴ������ԣ��ó���ȱ�ݷ���ϵ���������ȡ�������Ⱥ�������ȼ�Ĺ�ϵ���Զ�÷��[6]��������Ԫ�������L(0,2)ģ̬���ȱ�ݣ����ֵ���ͷ������ȱ�ݵĺ����Ȳ���ʱ���䷴��ϵ����ֱ�ܶθ�ʴȱ�ݺ����ȱ�����С������Ȫ��[7]ͨ��ʵ��ͷ����о����ź�Ƶ�ʺ���ͷ�����뾶�ı仯��С������ͷ��L(0,1)ģ̬��ģ̬ת���ͷ���ϵ����Ӱ�죻������[8]��������Ԫ���������˼���Ƶ�ʡ������뾶����ܽǶȶ�T(0,1)ģ̬���ʵ�Ӱ����ɣ�����[9]��������Ԫ���о��˼���Ƶ�ʡ��������ں������Ƕȵ����ض�L(0,2)ģ̬��T(0,1)ģ̬�ڼܿ�����д������Ե�Ӱ����ɣ�QI��[10-11]ͨ�����������ʵ����Է��ֳ�����������ͷ��ͬ��λ�����ƾ��в�ͬ�ļ�������ȣ�������ͷ�������Ƶļ����������ͣ����ľ���[12]ͨ��ʵ���о�����L(0,1)ģ̬ͨ���ܵ���ͷʱ�����ģ̬ת����F(1,1)ģ̬��һЩ����ѧ�߶Բ���������ĶԺ����ȱ�ݵij����������������о�����NISHINO��[13-14]ͨ��ʵ���о���T(0,1)ģ̬���Ժ���ܺ�ֱ��ȱ�ݵ����������ֶԺ����ȱ�ݵļ��������Ϊֱ�ܵ�25%��20%������ͨ��ʵ���о���T(0,1)ģ̬������е�ģ̬ת��������T(0,1)ģ̬����ͷλ�û�ת����Ťת��T(1,1)ģ̬��T(2,1)ģ̬��T(3,1)ģ̬��T(4,1)ģ̬��PREDOI��[15]��������Ԫ����������L(0,2)ģ̬�ں�����Ӱ�������в۵�90������еĴ������ԣ�����L(0,2)ģ̬��ͨ����ͷǰ��ĺ���ʱ�ֱ����һ���ٶȲ�һ��ģ̬���ȣ�SIMONETTIA��[16]Ӧ�ó�����������չ�˶Ժ������ͷȱ�ݵ����߳��ڼ�⡣Ŀǰ������Ӧ�ó��������������������Ժ����ȱ�ݵ��о����٣�Ϊ�ˣ���������������������������ɨ�����ļ�ⷽ�����Խ�����������ͷ����ͷ��ֱ����ȱ�����Կ��ټ��ļ������⡣
1 �����Ժ���ܵ���ͷ��������Գ�������������Ӱ��
Ӧ��ANSYS14.0������������Ժ���ܵ���ͷ��������Գ��������Ĵ���Ӱ�졣�ֱ����1���Ժ���ܺ�1����ֱ�ܣ���2���ܵ����ʾ�Ϊ20�֣��⾶Ϊ159.0 mm���ں�Ϊ4.5 mm�����Ⱦ�Ϊ4 500.0 mm������渲��2.0 mm��ľ���ϩ�����㣬��ز��ϵ���ѧ�������1��ʾ���Ժ����ģ�ͽṹ��ͼ1��ʾ������R=318 mm����=90�㡣ֱ��ģ�ͽṹ��ͼ2��ʾ���ܵ�ģ��ѡ��Solid164��Ԫ���ͣ�Ӧ�ò��������ڸֹ���Ӧ��λ�ӹ����켰ȱ�ݣ�����ɨ�Է�ʽ�����ֳ������嵥Ԫ�����У��رں��ֹܻ���Ϊ4����Ԫ�������㻮��Ϊ2����Ԫ�����з������ʱ���ڹܵ�����A�������³��������źţ�L(0,2)ģ̬��5���ڣ�40 kHz��T(0,1)ģ̬��5���ڣ�30 kHz��
��1��������ѧ����
Table 1��Acoustic constants of materials

�������ֱ���ͼ3��ͼ4��ʾ����ͼ3��ͼ4���Կ���������������Խ������1����ͷ��������2���ڶ���B�������״η��䲨�ķ�ֵ��ֱ�ܶ���B���״η��䲨��ֵ�ͣ����ܵ�����A������L(0,2)ģ̬ʱ����ܺ�ֱ�ܵĶ���B���䲨��Է��ȷֱ�Ϊ0.206 7��0.717 3����ͷ�ͻ����칲ͬ�Գ��������źŷ��ȵ�˥��Ϊ71.2%�����ܵ�����A������T(0,1)ģ̬ʱ����ܺ�ֱ�ܵĶ���B���䲨��Է�ֵ�ֱ�Ϊ0.157 2��0.384 4����ͷ�ͻ����칲ͬ�Գ��������źŷ��ȵ�˥��Ϊ59.1%���ɼ���ͷ�ͻ������L(0,2)ģ̬��T(0,1)ģ̬�����˴���˥����ͬʱ��L(0,2)ģ̬��T(0,1)ģ̬������ͷ�ֱ������ģ̬ת����F(1,3)ģ̬��F(1,2)ģ̬��
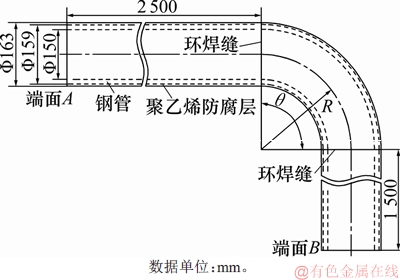
ͼ1�������Ժ���ܽṹʾ��ͼ
Fig. 1��Schematic diagram of butt-welded bend with viscoelastic anticorrosive coating
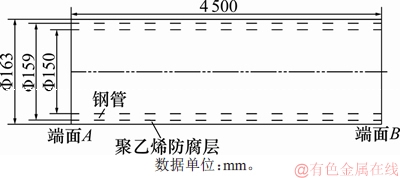
ͼ2��ֱ�ܽṹʾ��ͼ
Fig. 2��Schematic diagram of straight pipe
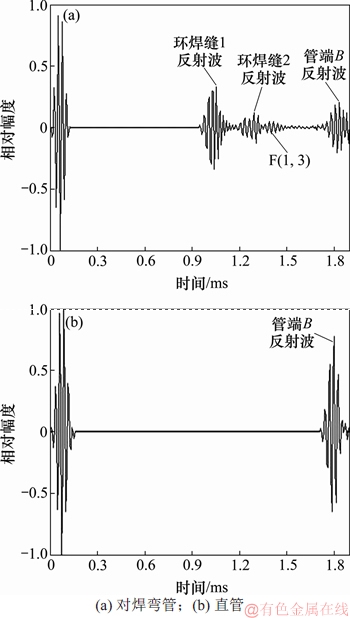
ͼ3���ܵ�����A������L(0,2)ģ̬ʱ�ܵ�����B�ķ��䲨
Fig. 3��Reflected waves from end B when L(0,2) mode is excited at end A of two pipes
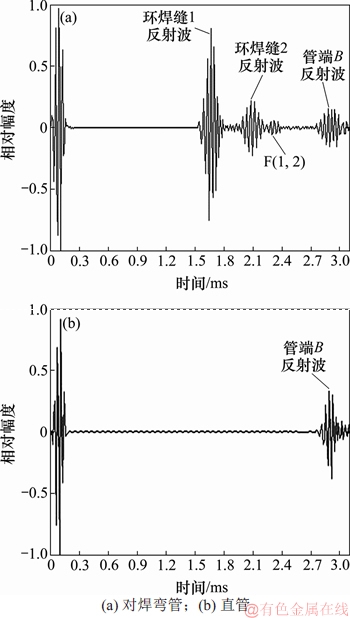
ͼ4���ܵ�����A������T(0,1)ģ̬ʱ�ܵ�����B�ķ��䲨
Fig. 4��Reflected waves from end B when T(0,1) mode is excited at the end A of two pipes
2 ���������������ɨ�����ļ�ⷽ��
�������о����֣������������������������Ժ���ܵ���ͷʱ���ڻ����촦�������Եķ����źţ�����ͷ��ȱ�ݾ��뻷����Ͻ�ʱ�������췴���źŰ����������ͷ��ȱ�ݷ����źŰ���������Ӱ����ͷȱ�ݵ�ʶ����ͷ�ͻ�����ʹ����������������˥����ģ̬ת���������˳������������ͷ��ֱ����ȱ�ݵ�����������,����ϩ�������Գ�����������˥������������³����������Լ���Ժ���ܵ���ͷ������ͷ��ֱ�ܲ�λ��ȱ�ݡ�
Ϊ�ˣ���������������ɨ������������ڼ������������Ժ����ȱ�ݡ��ü�����������������Ƴ��������ļ�������߳���������ȱ�ݼ��������ͬʱ��Ӧ��Aɨ���Bɨ�����������߳���������ȱ��ʶ��������
2.1�����������źŵĿ���
�����������ɨ�������ͨ�����ƴ������ļ�����ʱ��ʹ����Ҫ�ij��������źŷ�ֵ������ǿ��Ҳ����ʹ����Ҫ���źŷ�ֵ���Ӻ������������������Ҫ�źŵ�ȱ�ݼ���������Ժ����ȱ�ݳ����������ԭ����ͼ5��ʾ����ѹ�紫����������ʩ�Ӿ����������Ƶĵ���Ƶ�ź�[17]��������L(0,2)ģ̬��T(0,1)ģ̬��Ϊʵ�ֶԳ��������źŵĿ��ƣ���Ҫ���2���ؼ����⣺һ�Ǵ�����������ƣ����Ǵ�����������ʱ�趨��
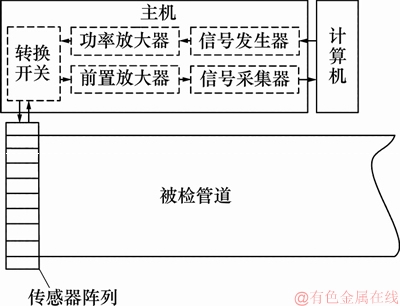
ͼ5��ʵ��ԭ��
Fig. 5��Experimental schematic diagram
2.1.1��L(0,2)ģ̬�Ĵ������ơ�
���������������ͼ6��ʾ����L1��L2��L3��3Ȧ���������ɡ����У�d2ΪL1��������ܵ����Z���ľ��룬lΪL1��L2��������L2��L3������֮��ļ�࣬d3ΪL3��������ܵ��Ҳ�Y���ľ��롣ѹ�紫�����ڼ���L(0,2)ģ̬��ͬʱ��Ҳ�ἤ��L(0,1)ģ̬������ͬƵ���£�L(0,1)ģ̬�Ĵ����ٶȼ�����L(0,2)ģ̬�����ٶȵ�һ��[18]��Ӧ������������ƴ������ļ�����ʱ��ʹ3Ȧ����������������L(0,2)ģ̬���Ӻ��źŷ�ֵ��ǿ��������룻ʹL(0,1)ģ̬���Ӻ��źŷ�ֵ����������L(0,1)ģ̬�ĸ��š�
ͼ6��L(0,2)ģ̬�������������
Fig. 6��Sensor array design of L(0,2) mode
L1��L2��L3��������������L(0, 2)ģ̬��L(0, 1)ģ̬�������ܵ��Ҳ�Y����ʱ��ֱ�Ϊ��
���У�tYL1��tYL2��tYL3�ֱ�ΪL1��L2��L3������������L(0,2)ģ̬����ܵ��Ҳ�Y���Ĵ���ʱ�䣻







����


ʽ�У�




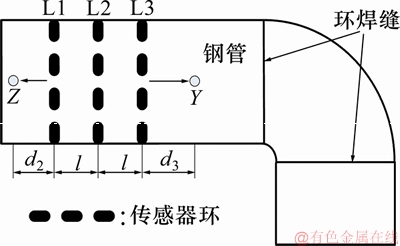
2.1.2��T(0,1)ģ̬�Ĵ������ơ�
���������������ͼ7��ʾ����T1��T2��2Ȧ���������ɡ����У�d4ΪT1��������ܵ����Z���ľ��룻d1ΪT2��������ܵ��Ҳ�Y���ľ��룻l0ΪT1��T2������֮��ļ�ࡣΪ��ֻ����������Ҳ���Ϲܵ���ȱ�ݣ�Ӧ������������ƴ������ļ�����ʱ����ʹ2Ȧ����������������T(0,1)ģ̬���ܵ��Ҷ˴���ʱ�źŷ�ֵ������ǿ�����ȱ�ݼ���ʣ����ܵ���˴���ʱ�źŷ�ֵ���������ֹ�侭�ܵ���˷�������ܵ��Ҷ˴�����Ӱ��ȱ�ݼ�⼰��λ��
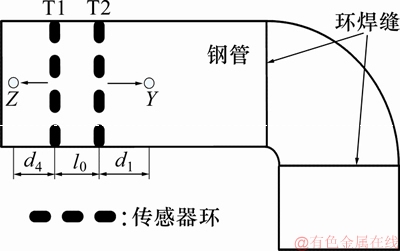
ͼ7��T(0,1)ģ̬�������������
Fig. 7��Sensor array design of T(0,1) mode
T1��T2��������������T(0,1)ģ̬�������ܵ����Z���ܵ��Ҳ�Y����ʱ��ֱ�Ϊ
ʽ�У�v1ΪT(0,1)ģ̬���٣�TdΪT2�������ӳټ���ʱ�䣻tZT1��tZT2�ֱ�ΪT1��T2������������T(0,1)ģ̬����ܵ����Z���Ĵ���ʱ�䣻


ʽ�У�T1ΪT(0,1)ģ̬�����ڡ�����ʽ(8)�ɵ�

ʽ�У�
��ʵ�ʼ������У�ͨ����T(0,1)ģ̬��L(0,2)ģ̬��ij����ҪƵ��Ϊ�������ô�������࣬��Ƶ�ʸı�ʱ�����������̶���������ֳ����Ч�ʡ�Ϊ�ˣ���L(0,2)ģ̬��60 kHzΪ��������ʽ(5)���м��㲢����3Ȧ���������Ϊ30 mm����T(0,1)ģ̬��27 kHzΪ��������ʽ(9)���м��㲢����2Ȧ���������Ϊ30 mm��ͨ�����ƴ������ļ�����ʱ��ʹ3Ȧ������������L(0,2)ģ̬������ǿ��L(0,1)ģ̬���Ӽ�����ʹ2Ȧ������������T(0,1)ģ̬���ܵ��Ҷ˴���ʱ������ǿ�����ܵ���˴���ʱ���Ӽ�������ʱ��������������10����L(0,2)ģ̬��T(0,1)ģ̬��ֵ��Ƶ�ʵı仯��ϵ�ֱ���ͼ8��ͼ9��ʾ��ͼ�еĻ�ɫ����Ϊ���ä������ͼ8��ͼ9���Կ�����T(0,1)ģ̬��L(0,2)ģ̬�ֱ���27 kHz��60 kHzʱ�ź���ǿ��������Ƶ�����ź���Ա��������⣬��T(0,1)ģ̬��L(0,2)ģ̬���������ı�ʱ��2��ģ̬��ֵ��Ƶ�ʵı仯��ϵ���䡣
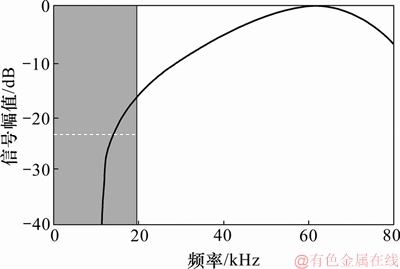
ͼ8��3Ȧ������������10����L(0,2)ģ̬��ֵ��Ƶ�ʵĹ�ϵ
Fig. 8��Relationship between amplitude and frequency of 10-cycle L(0,2) mode excited from three-circle sensor
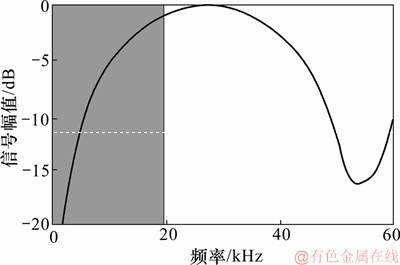
ͼ9��2Ȧ������������10����T(0,1)ģ̬��ֵ��Ƶ�ʵĹ�ϵ
Fig. 9��Relationship between amplitude and frequency of 10-cycle T(0,1) mode excited from two-circle sensor
2.2��ȱ���źŵ�ʶ��
��ͬʱ����Aɨ�衢Bɨ�������ʱ��Ϊ����߶�ȱ���źŵ�ʶ����������������2���ؼ����⣺һ�Ǵ��������ã�����Bɨ��ͼ����ɫ���á�
2.2.1�����������á�
��������������������ͼ10��ʾ����ÿȦ���������Źܵ�Բ��360�㷽����Ȳ��ã�Ϊ�����ͼ����������ӣ����������ȷֳ�������ͬ��A��B��C��D��E��F��G��H��8���飬�ֱ���ܵ�Բ����[0�㣬45��)��[45�㣬90��)��[90�㣬135��)��[135�㣬180��)��[180�㣬225��)��[225�㣬270��)��[270�㣬315��)��[315�㣬360��]������ȱ�ݵļ�⡣
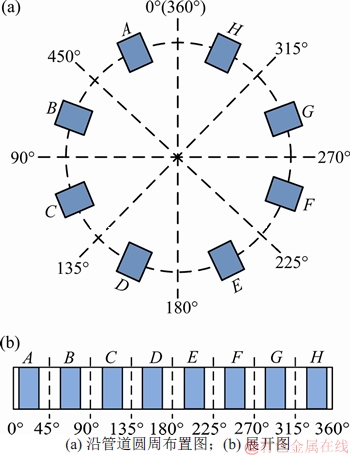
ͼ10��������������������ͼ
Fig. 10��Layout of ultrasonic guided wave sensors
2.2.2��Bɨ��ͼ����ɫ���á�
����������������ͬ���͵Ĺܵ��ṹ��������λ(�纸�졢�ܶˡ�ȱ�ݵ�)��������ͬ��������(��ָȱ�ݺ�������ȱ�ݴ��ܱں�����֮��)��ȱ��ʱ�����в�ͬ���ȵķ����źš����⣬����ͬ�������ȵ�ȱ���봫�������벻ͬʱ��Ҳ�������ͬ���ȵķ����źš�Ϊ��ʹ�ܵ��ϲ�ͬλ�õ���ͬ��������ȱ�ݾ�����ͬ��Bɨ��ͼ����ɫ����ɨ�������ʱ���ö�����ȷ���������ɫ�����������ڸֹ��е�˥����ϵ����[19]

ʽ�У�yΪ������ʼ��Դx���IJ�����xΪ����ʼ��Դ�ľ��룻y0Ϊ��ʼ��Դ��ֵ��aΪ�ֹܵ�˥��ϵ����eΪ��Ȼ������ȡʽ(10)����Ȼ��������

��ʽ(11)���Կ�����ln(y/ y0)��x�Ĺ�ϵ��1��б��Ϊ-a��ֱ�ߡ�ֻҪȱ�ݵķ���y���벨Դ����x����ʽ(11)�������Bɨ��ͼ������ͬһ��ɫ���Ա�ʶ��
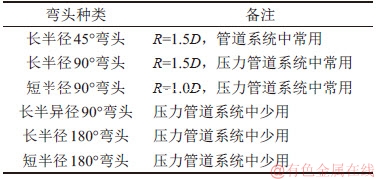
��2������ͷ����
Table 2��Types of standard elbows
3 �����������Ժ����ȱ�ݼ��ʵ��
3.1��ʵ�����
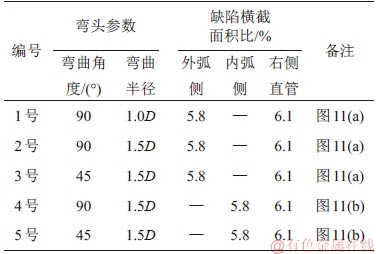
�����������Ժ���ܲ��õı���ͷ�������2��ʾ�����У�45�㳤�뾶��ͷ��90�㳤�뾶��ͷ��90��̰뾶��ͷ��ѹ���ܵ�ϵͳ�г��õĹܼ���ʵ���У�Ӧ������3����ͷ�ӹ�����5���Ժ���ܣ�����ͷ����ͷ��ֱ���Ϸֱ�ӹ������в�ȱ�ݣ��вۿ���Ϊ5 mm������ģ��ʵ�ʵĸ�ʴ������ȱ�ݡ���ܵĽṹʾ��ͼ��ͼ11��ʾ���Ժ���ܴ�2 mm��ľ���ϩ�����㣬����Ϊ20�֣��⾶Ϊ159.0 mm���ں�Ϊ4.5 mmm����ͷ���ֱ�ܳ���Ϊ2 500 mm����ͷ�Ҳ�ֱ�ܳ���Ϊ1 500 mm�����������������3��ʾ����ͷ���вۼӹ�����ͷ�⻡����ڻ��࣬���г�����������ͷ�⻡���������ǿ������ͷ�ڻ������������[20]��
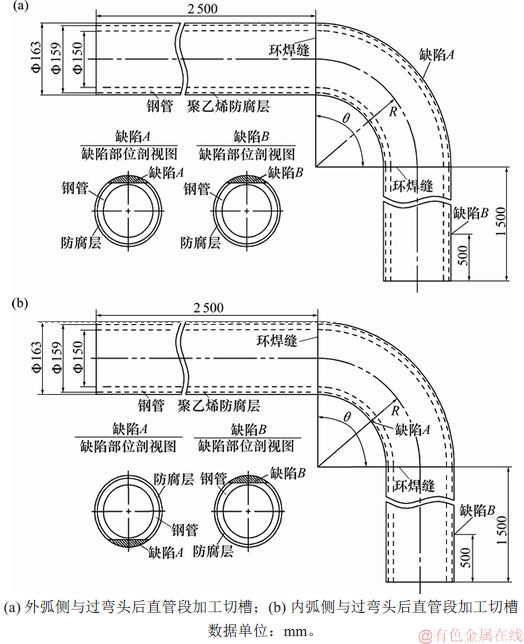
ͼ11���Ժ���ܽṹʾ��ͼ
Fig. 11��Schematic diagrams of butt-welded bends
��3���Ժ���ܼ�������
Table 3��Technical parameters of butt-welded bends
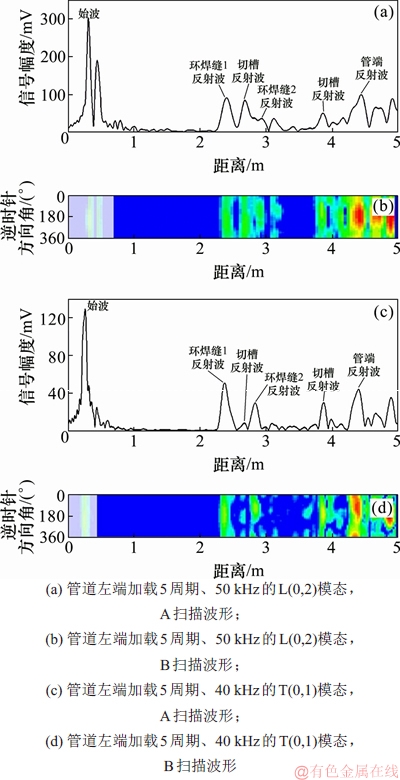
ͼ12��1����ܵIJ��Խ��
Fig. 12��Test results of No.1 bend
����ȱ�ݲ�ͬ�ӹ�λ�ã���5����ܷ�Ϊ2�飺��1��Ϊ1����ܡ�2����ܺ�3����ܣ�ȱ�ݼӹ�����ͷ�⻡�����ͷ��ֱ���ϣ����⣬1����ܡ�2����ܵ���ͷ������ͬ�����ǶȦȡ���ͬ�����뾶R��2����ܡ�3����ܵ���ͷ������ͬ�����뾶R����ͬ�����ǶȦȣ���2��Ϊ4����ܺ�5����ܣ�ȱ�ݼӹ�����ͷ�ڻ������ͷ��ֱ���ϣ�2����ܵ���ͷ������ͬ�����뾶R����ͬ�����ǶȦȡ�����ʵ���ֿ�����ȱ�ݼӹ�λ�á���ͷ�����ǶȦȡ���ͷ�����뾶R�ı仯��ʵ������Ӱ�죬��֤��ʵ������ȷ�ԡ�
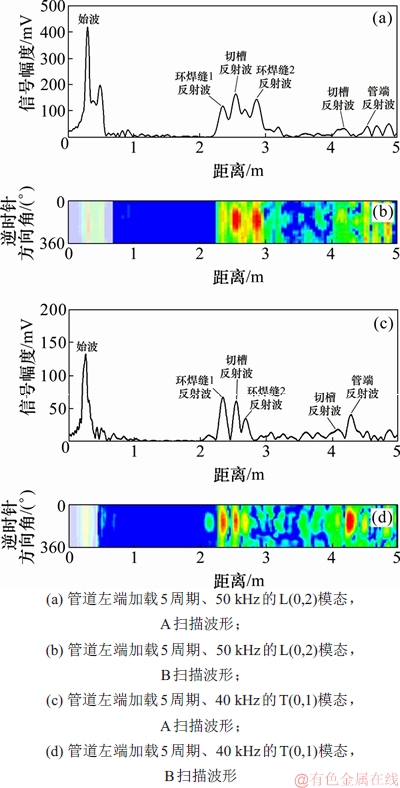
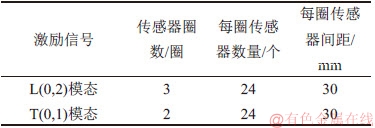
���������������ɨ�����ķ������5����ܵ�ȱ�ݣ�ʵ��ԭ����ͼ5��ʾ�����У���������Ӣ��PI��˾��Teletest����������������������4��ʾ��ʵ��ʱ���ڹܵ���˼������³��������źţ�����L(0,2)ģ̬ʱ��������Ϊ5��Ƶ��Ϊ50 kHz������T(0,1)ģ̬ʱ��������Ϊ5��Ƶ��Ϊ40 kHz��
��4���������������
Table 4��The design of sensor array
3.2��ʵ����������
����ֻ�Ե�1���1����ܺ͵�2���4����ܵ�ʵ�������з���������ֱ���ͼ12��ͼ13��ʾ����Bɨ��ͼ���У���ͬ������ɫͼ��Ӧ��ͬ��ֵ��Aɨ�貨�Ρ���ͼ12��ͼ13���Կ�����
ͼ13��4����ܵIJ��Խ��
Fig. 13��Test results of No.4 bend
1) ������1����ͷ�в�ȱ�ݡ�������2����ͷ���в�ȱ���Լ��ܶ˵�ʱ�����巴�䲨λ�ã���Ӧ����Ӧ��ɫ��Bɨ��ͼ�����켰�ܶ˲�λ��Bɨ��ͼ���عܵ�Բ��360��ֲ����ܵ��в�ȱ�ݵ�Bɨ��ͼ����ɫֻ��������Ӧ�ֲ�λ���ϡ�
2) �ۺϷ���Aɨ��ͼ���Bɨ��ͼ����Ч�ҳ��ṹ��������λ�ڹܵ��ϵ�����λ�á���ͼ12(a)Ϊ������ͷ�в۾������ܶ�2 500 mm����ͷ��ֱ�����в۾������ܶ�3 750 mm��
3) �����������ɨ��������ܹ���Чʶ��Ͷ�λ�����ʶԺ������ͷȱ�ݺ���ͷ��ֱ���ϵ�ȱ�ݡ�
4 ����
1) �����������������ʶԺ���ܵ���ͷʱ���ڻ����촦�������Եķ����źţ�����ͷ��ȱ�ݾ��뻷����Ͻ�ʱ�������췴���źŰ����������ͷ��ȱ�ݷ����źŰ���������Ӱ����ͷȱ�ݵ�ʶ����ͷ�ͻ�����ʹ����������������˥����ģ̬ת���������˳������������ͷ��ֱ����ȱ�ݵ���������Щ���ؾ������³����������Լ���Ժ���ܵ���ͷ������ͷ��ֱ�ܲ�λ��ȱ�ݡ�
2) ������������������ɨ�����Ĵ����ʶԺ����ȱ�ݵļ�ⷽ���������˸÷���Ӧ�������������L(0,2)ģ̬��T(0,1)ģ̬�ļ��������������2��ģ̬������ȱ�ݼ��������ԭ�����Լ�Ӧ��Aɨ���Bɨ������������2��ģ̬������ȱ��ʶ��������ԭ����
3) �ü�ⷽ���ܹ���Чʶ��Ͷ�λ�����������Ժ���ܵ���ͷȱ�ݺ���ͷ��ֱ���ϵ�ȱ�ݡ�
�ο����ף�
[1] SANDERSON R M, HUTCHINS D A, BILLSON D R, et al. The investigation of guided wave propagation around a pipe bend using an analytical modeling approach[J]. The Journal of the Acoustical Society of America, 2013, 133(3): 1404-1414.
[2] BRATH A J, SIMONETTI F, NAGY P B, et al. Acoustic formulation of elastic guided wave propagation and scattering in curved tubular structures[J]. IEEE Transactions on Ultrasonics, Ferroelectrics, and Frequency Control, 2014, 61(5): 815-829.
[3] VERMA B, MISHRA T K, BALASUBRAMANIAM K, et al. Interaction of low-frequency axisymmetric ultrasonic guided waves with bends in pipes of arbitrary bend angle and general bend radius[J]. Ultrasonics, 2014, 54(3): 801-808.
[4] HEINLEIN S, CAWLEY P, VOGT T K. Reflection of torsional T(0, 1) guided waves from defects in pipe bends[J]. NDT & E International, 2018, 93: 57-63.
[5] ������. ʯ�ܵ�����ȱ�ݵij���������⼼���о�[D]. ����: �㽭��ѧ��е����ѧԺ, 2014: 45-62.
WANG Jianlong. Research on axial defects in petroleum pipeline by ultrasonic guided wave testing technology[D]. Hangzhou: Zhejiang University. School of Mechanical Engineering, 2014: 45-62.
[6] �Զ�÷, ����ӭ, �ִ�ΰ, ��. ���ڳ��������������ȱ����ֵģ���о�[J]. ���ϿƼ���ѧѧ��, 2015, 30(3): 89-93.
ZHAO Dongmei, LUO Yueying, JIA Chuanwei,et a1. The numerical simulation research for the bend tube defects detection based on ultrasonic guided wave[J]. Journal of Southwest University of Science and Technology, 2015, 30(3): 89-93.
[7] ����Ȫ, ������, ����, ��. L(0,1)ģ̬������С�ܾ��ܵ���ͷ����ɢ������[J].������ѧ������ѧѧ��, 2017, 39(5): 157-163.
GENG Haiquan, WANG Yuemin, CHEN Le,et a1. Scattering characteristic for L(0,1) mode guided wave at elbow in small diameter tube[J]. Journal of National University of Defense Technology, 2017, 39(5): 157-163.
[8] ����, ����, ��˫�, ��. T(0,1)ģ̬����������ϴ����ķ�����ʵ��[J]. ��ѧ����, 2017, 36(5): 442-449.
LI Yang, ZHOU Yun, ZHANG Shuangnan,et a1. Numerical and experimental research on T(0,1) guided waves propagating in bended pipes[J]. Technical Acoustics, 2017, 36(5): 442-449.
[9] ����. �ܿ�ѹ����ܵij���������⼼���о�[D]. �ϲ�: �ϲ����մ�ѧ�������繤��ѧԺ, 2018: 24-39.
WANG Li. Research on ultrasonic guided wave detection technology of overhead pressure elbow[J]. Nanchang: Nanchang Hangkong University. School of Measuring and Optical Engineering, 2018: 24-39.
[10] QI Minxin, ZHOU Shaoping, NI Jing, et al. Investigation on ultrasonic guided waves propagation in elbow pipe[J]. International Journal of Pressure Vessels and Piping, 2016, 139/140: 250-255.
[11] QI Minxin, CHEN Shaojie, ZHOU Shaoping, et a1. Crack detection in pipes with different bend angles based on ultrasonic guided wave[J]. Transactions of Nanjing University of Aeronautics and Astronautics,2017, 34(3): 318-325.
[12] ���ľ�, ������, ����, ��. �ܵ���ͷ�Ե�Ƶ������������Ӱ�����[J]. ��ѧѧ��, 2017, 42(1): 95-102.
WU Wenjun, WANG Yuemin, CHEN Le, et al. The effect of pipe bend on low-frequency longitudinal mode guided wave propagation[J]. Acta Acustica, 2017, 42(1): 95-102.
[13] NISHINO H, MASUDA S, MIZOBUCHI Y, et al. Long-range testing of welded elbow pipe using the T(0,1) mode ultrasonic guided wave[J]. Japanese Journal of Applied Physics, 2010, 49(11): 116602-1-116602-6.
[14] NISHINO H, TANAKA T, KATASHIMA S, et al. Experimental investigation of mode conversions of the T(0, 1) mode guided wave propagating in an elbow pipe[J]. Japanese Journal of Applied Physics, 2011, 50(4): 046601-1-046601-7.
[15] PREDOI M V, PETRE C C. Guided waves scattering by discontinuities near pipe bends[J]. Proceedings of Meetings on Acoustics, 2013, 19: 045031-1-045031-9.
[16] SIMONETTIA F, ALQARADAWI M Y. Guided ultrasonic wave tomography of a pipe bend exposed to environmental conditions: a long-term monitoring experiment[J]. NDT and E International, 2019, 105: 1-10.
[17] ����, ̷��ƽ, ¬��, ��. L(0,2)ģ̬����������ȱ�ݵ���ֵģ���ʵ���о�[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2014, 45(9): 3029-3036.
LUO Gengsheng, TAN Jianping, LU Chao, et al. Numerical simulation and testing research for defect detection in bend pipes using longitudinal mode L(0,2)[J]. Journal of Central South University(Science and Technology), 2014, 45(9): 3029-3036.
[18] ���ž�. ���ڳ��������Ĺܵ���ʴ��⼼���о�[D]. ����: ����������ѧ��Ϣ��ѧ�뼼��ѧԺ, 2013: 15.
SUN Yajing. Research on pipeline corrosion detection technology based on ultrasonic guided wave[D]. Beijing: Beijing University of Chemical Technology. School of Information Science and Technology, 2013: 15.
[19] ֣��, ������. �������[M]. 2��. ����: �й��Ͷ���ᱣ�ϳ�����, 2008: 51.
ZHENG Hui, LIN Shuqing. Ultrasonic testing[M]. 2nd ed. Beijing: China Labour and Soil Security Publishing House, 2008: 51.
[20] LUO Gengsheng, TAN Jianping, WANG Liang, et al. Defects detection in typical positions of bend pipes using low-frequency ultrasonic guided wave[J]. Journal of Central South University, 2015, 22(10): 3860-3867.
���༭ �²ӻ���
�ո����ڣ� 2019 -03 -12; �����ڣ� 2019 -05 -22
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(51705231)�������ʼ칫����ҵ����ר��(201510067)������ʡ�ʼ�ֿƼ��ƻ���Ŀ(2018KJJH17)(Project(51705231) supported by the National Natural Science Foundation of China; Project(201510067) supported by the Public Welfare Industry Research Program of General Administration of Quality Supervision, Inspection and Quarantine of the People's Republic of China; Project(2018KJJH17) supported by the Science and Technology Program of Hunan Provincial Bureau of Quality and Technical Supervision)
ͨ�����ߣ�̷��ƽ����ʿ�����ڣ������ִ�����Һ���������뼼��������ϵͳ״̬����������о���E-mail��jptan@163.com
ժҪ:��Դ����������Ժ����ȱ�ݳ����������Լ������⣬���Ȳ�������Ԫ�����������������ͷ��L(0, 2)ģ̬��T(0,1)ģ̬�����Ĵ���Ӱ�죬������������������ɨ�����ļ�ⷽ����Ȼ���������������L(0, 2)ģ̬��T(0,1)ģ̬�����ļ��������2��ģ̬������ȱ�ݼ��������ͬʱӦ��Aɨ���Bɨ������������2��ģ̬����ʶ��ȱ�ݵ���������ӹ�����5����ȱ�ݵij��������ܵ�ϵͳ�г��õĴ����ʶԺ����,���û��������������ɨ�����ķ������м��ʵ�顣�о����������������ʹ��2��ģ̬�����������䣬���������ͷʹ��2��ģ̬��������˥����ģ̬ת����������2��ģ̬�������Լ�����ͷ������ͷ��ֱ�ܲ�λ��ȱ�ݣ��÷����ܹ���Чʶ��Ͷ�λ�����������Ժ���ܵ���ͷȱ�ݺ���ͷ��ֱ���е�ȱ�ݡ�
[5] ������. ʯ�ܵ�����ȱ�ݵij���������⼼���о�[D]. ����: �㽭��ѧ��е����ѧԺ, 2014: 45-62.
[6] �Զ�÷, ����ӭ, �ִ�ΰ, ��. ���ڳ��������������ȱ����ֵģ���о�[J]. ���ϿƼ���ѧѧ��, 2015, 30(3): 89-93.
[8] ����, ����, ��˫�, ��. T(0,1)ģ̬����������ϴ����ķ�����ʵ��[J]. ��ѧ����, 2017, 36(5): 442-449.
[9] ����. �ܿ�ѹ����ܵij���������⼼���о�[D]. �ϲ�: �ϲ����մ�ѧ�������繤��ѧԺ, 2018: 24-39.
[12] ���ľ�, ������, ����, ��. �ܵ���ͷ�Ե�Ƶ������������Ӱ�����[J]. ��ѧѧ��, 2017, 42(1): 95-102.
[18] ���ž�. ���ڳ��������Ĺܵ���ʴ��⼼���о�[D]. ����: ����������ѧ��Ϣ��ѧ�뼼��ѧԺ, 2013: 15.
[19] ֣��, ������. �������[M]. 2��. ����: �й��Ͷ���ᱣ�ϳ�����, 2008: 51.
