
DOI: 10.11817/j.issn.1672-7207.2017.10.002
ͭ��ת��¯ֱ�ӻ�ԭ��ѡ���۷ֹ��ձȽ�
��־��1, 2�������1��Ѧѷ1, 2����ռ��1, 2
(1. �����Ƽ���ѧ ������ɽ��Ч�����밲ȫ�������ص�ʵ���ң�������100083��
2. �����Ƽ����Źɷ�����˾��������102200)
ժ Ҫ��
��Ϊ�о�������ת��¯ֱ�ӻ�ԭ-��ѡ������ת��¯ֱ�ӻ�ԭ-ȼ���۷ֹ��յĶԱ��о�������ͨ����������ȷ����ѵķ�Ӧ�������ڴ˻����Ͻ��������������飬����ʾͭ��ת��¯ֱ�ӻ�ԭ���̻������������ǵ��ܺĽ��м�����Աȷ������о��������������ת��¯ֱ�ӻ�ԭ��ͭ���е������ʯFe2SiO4�ʹ�����Fe3O4��ת��Ϊ���н�����Fe����������SiO2��������ʯ��Ca(Fe,Mg)Si2O6�Ľ��������ţ��������ۼ������γ����������߱�ͨ��ĥѡ���۷ֽ��н�һ������������������������ͨ��ĥѡ���ջ�õĽ�������TFeƷλΪ91.12%����������Ϊ86.36%��ͨ��ȼ���۷ֹ��ջ�õ���ˮTFeƷλΪ94.93%����������Ϊ97.52%��ת��¯ֱ�ӻ�ԭ-ȼ���۷ֹ����ܺı�ת��¯ֱ�ӻ�ԭ-ĥѡ���յĸ�Լ30%��
�ؼ��ʣ�
��ͼ����ţ� TF09; X758 ���ױ�־�룺A ���±�ţ�1672-7207(2017)10-2565-07
Comparisons between magnetic separation and gas smelting separation process to treat copper slag by rotary hearth furnace direct reduction
CAO Zhicheng1, 2, SUN Tichang1, XUE Xun1, 2, LIU Zhanhua1, 2
(1. Key Laboratory of Ministry of Education for Efficient Mining and Safety of Metal Mines,
University of Science and Technology Beijing, Beijing 100083, China;
2. Shenwu Technology Group Corp., Beijing 102200, China)
Abstract: Taking a domestic copper slag as the subject, comparison between the rotary hearth furnace direct reduction process followed by a magnetic separation process and the same rotary hearth furnace direct reduction process followed by a gas smelting process, were investigated. Firstly, the optimum reaction parameters were determined by basic tests, based on which the pilot plant scale tests were conducted to reveal the direct reduction mechanism of the copper slag in the rotary hearth furnace direct reduction process. Finally, computation and comparison analysis of energy consumption of both processes were carried out. The results show that after direct reduction in the rotary hearth furnace, fayalite (Fe2SiO4) and magnetite (Fe3O4) in the copper slag are phased-changed into iron (Fe), quartz (SiO2) and trace amounts of augite (Ca(Fe,Mg)Si2O6) in the metallized pellets. The reduced iron grains aggregate and grow into iron chain crystals, which is the precondition for further iron enrichment either in the magnetic separation or smelting process. After the metallized pellets go through the magnetic separation process, iron powder with an iron content of 91.12% and an iron recovery rate of 86.36% is obtained, while hot metal with an iron content of 94.93% and an iron recovery rate of 97.52% is obtained after the metallized pellets go through the gas smelting process. Energy consumption per ton of product of the rotary hearth furnace direct reduction-gas smelting process is about 30% higher than that of the rotary hearth furnace direct reduction-magnetic separation process.
Key words: copper slag; rotary hearth furnace; magnetic separation; gas smelting; energy consumption
�ڻ���ͭ���������У�ÿ����1 tͭ��������2.2 t���ϵ�ͭ���������������ͭ���У�����Fe��Cu��Pb��Zn���м۽����������ռ�ֵ��һЩ��ҵ��ͭ�����۸�ˮ�೧�������ϣ�Ҳ����ҵ����ֱ�ӶѴ�ķ�ʽ������ռ�����أ���Ⱦ������Ҳû��ʵ���м۽����Ļ�������[1-2]��ͭ���е�����Ҫ�������ʯ(Fe2SiO4)����ʽ����[3-4]�������Ѷȼ�����ֱ��ѡ��[5]��������������[6-7]�ķ������������ʵͣ������ڻ�ԭ����[8-9]�ķ������ܺĽϸߡ���۷ҵ�[10]����ֱ�ӻ�ԭ-��ѡ�ķ�������ͭ���õ���ƷλΪ92.05%��������Ϊ81.01%��ֱ�ӻ�ԭ���ۣ���ˬ��[11]��õĽ������۵���ƷλΪ92.96%����������Ϊ93.49%���������[12]����ֱ�ӻ�ԭ-��ѡ���ն�ij����ͭ�����������գ������ƷλΪ93.64%��������Ϊ88.08%�����ʴ�ѡ���ۡ������������Ϊ����ʵ���ҵ��о������û�о�������ҵ��������֤��Ϊ�ˣ����������Թ���ijͭ��Ϊ�о�������ת��¯ֱ�ӻ�ԭ-ĥ���ѡ[13-14]��ת��¯ֱ�ӻ�ԭ-ȼ���۷�[15-16] 2�ֹ������̽��л��������ҵ�������о����ֱ�ӹ��ա���Ʒ���ܺ�3��������бȽϣ������õ�ĥѡ���ۺ��۷������Ʒ��ͬʱ�ڲ����ճ�ϵͳ�ռ���ZnO��������Ϊ68.54%�ķ۳���������Ϊпұ����������ԭ�ϣ�Ϊ������ͭ�����м۽����ۺϻ����ṩһ���µķ�����
1 ԭ�������鷽��
1.1 ԭ�Ϸ���
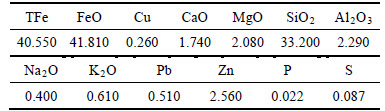
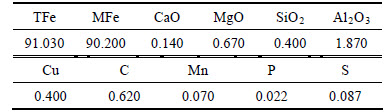
�о���ͭ��Ϊ����ij����¯ͭ��ѡͭ���β��ͭ���л�ѧ�ɷ����1��ʾ���ɱ�1��֪��ͭ�����м۽���Fe��Cu��Pb��Zn�����������ϸߡ���ͭ�����Ƚ�С�����ȵ���0.043 mm��ͭ����������ռ84.86%��
ͼ1��ʾΪͭ����XRD����ͼ�ס���ͼ1��֪��ͭ���к���������ҪΪ�����ʯ(Fe2SiO4)��������(Fe3O4)��û�з��������������
ѡ�õ�������ú��Ϊ��ԭ������̶�̼��������Ϊ74.53%��ѡ�ù�ҵʯ��ʯ�����ۼ���CaCO3��������Ϊ90.05%����ҵ����Na2CO3��������Ϊ98.5%��
��1 ͭ����ѧ�ɷ�(��������)
Table 1 Chemical composition of copper slag %
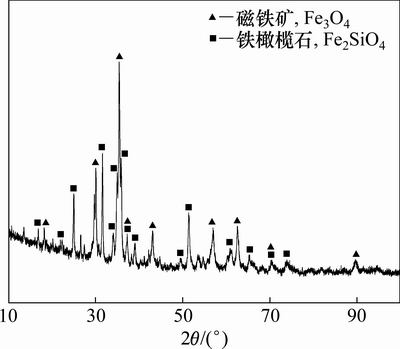
ͼ1 ͭ����XRD����ͼ��
Fig. 1 XRD patterns of copper slag
1.2 ���鷽��
�����2�����У����Ƚ��л��������о���֮�����ת��¯�����о������������Ŀ����Ҫ��ģ��ת��¯��ԭ���������ó���ѵ����ϲ�������ԭ����������������ĥ���ѡ�����ͽ�����������װ�۷ֲ������Ӷ�Ϊ�²��������ṩȷ�Ĺ��տ���������
�ڻ��������У�������ƵIJ�ͬ����������ͭ������ԭú�����Ӽ���ճ�����Ͼ��Ⱥ���Բ�����������Ϻõ��������Բ����150 ����¸������ں�ɡ���ɵ����ŷ����ͻ�����Ƴɵ����ϣ������ѴﵽԤ���¶ȵ�����¯���б��ջ�ԭ����������ԭ������ͨ��N2���б����������ô�ѡ���̣����ս�����ȡ������ֱ�ӽ���ˮ����ȴ����ȴ�����Ź��˺�ɣ�����ĥ�����д�ѡ�õ���Ʒλ�������ۡ��������۷����̣���̬����������ֱ��װ��Ԥ�ȵĸ��������У�������ָ���¶ȵĸ���¯�н����ۻ������������������۷�ʱ�������ȡ�������ڿ�������ȴ�����£��õ��۷�������۷�����
2 ���������������
2.1 ֱ�ӻ�ԭ-�۷�����Ӱ�������о�
�ڻ��������У�ͨ�����ƻ�ԭú��������ԭ�¶ȡ���ԭʱ����������ŵĽ������ʣ�����������У����ֻ�ԭ�¶ȶ����Ž�������Ӱ�����ͨ�����ۼ��������ȷ����ԭú����Ϊͭ��ԭ��������25%����ԭʱ��Ϊ35 min���ֱ�ѡ��ԭ�¶�Ϊ1 100��1 150��1 200��1 250��1 300 ��������飬�����ͼ2��ʾ��
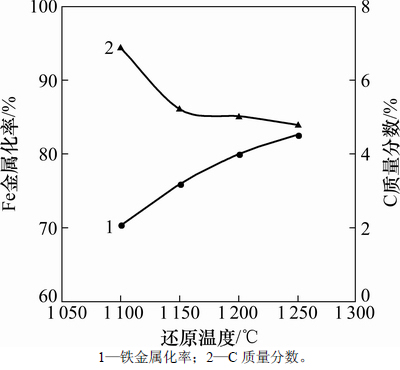
ͼ2 ��ԭ�¶ȶԽ������ʺ�̼������Ӱ��
Fig. 2 Effect of reduction temperature on metallization rate and carbon content
��ͼ2��֪�����Ž����������Ż�ԭ�¶ȵ����߶�����������ԭ�¶ȴ�1 100 �����ߵ�1 250 ��ʱ�����Ž������ʴ�70.32%��ߵ�82.56%������ԭ�¶ȼ�������ʱ�����ų����ۻ������о�ѡȡ��ԭ�¶�Ϊ1 250 �棬��ʱ���Ž�������Ϊ82.56%��ʣ̼��������Ϊ4.78%�������������б���ʣ̼��ԭ����Ϊ�˺����۷ֹ����н�һ����ԭ�����е���Ԫ�أ��Ӷ���֤�ϸߵ��������ʡ�������������������Ϊ������װ�۷ֵ�ԭ�ϣ��ص㿼��ʯ��ʯ�����������۷�ʱ�����Ʒλ�ͻ����ʵ�Ӱ�졣
2.1.1 ʯ��ʯ�������۷�Ч����Ӱ��
������װ������������н����۷֣��۷�ǰ���벻ͬ����������ʯ��ʯ�������������ֱ�Ϊ����������������5%��10%��15%��20%��30%��40%���۷��¶�Ϊ1 550 �棬�۷�ʱ��Ϊ60 min�������ͼ3��ʾ��
��ͼ3��֪���ڻ�ԭú��������Ϊ25%ʱ����ʯ��ʯ����������5%���ӵ�40%����Ʒλ��ԱȽ��ȶ�����93%~94%֮�䣬����������93.88%~98.12%֮�䣬����ʯ��ʯ��������Ϊ30%ʱ����������ߣ�����ʯ��ʯ�������������ӣ�CaO��SiO2��Ӧ���٣�FeO��Ӧ������ӣ��ٽ����������ķ��룬������������������٣����������ߣ�����Ҫ��Ӧ����ʽΪ
Fe2SiO4+2CaO+2C=2Fe+Ca2SiO4+2CO (1)

ͼ3 ʯ��ʯ�������۷�Ч����Ӱ��
Fig. 3 Effect of limestone dosage on smelting
2.1.2 �۷�ʱ����۷�Ч����Ӱ��
�̶���ԭú��������Ϊ25%����ԭ�¶�Ϊ1 250 �棬��ԭʱ��Ϊ35 min�����ջ�ԭ���������Ž�������Ϊ82.56%��ʣ̼��������Ϊ4.78%����װ������������н����۷֣��۷�ǰ����ʯ��ʯ������Ϊ����������������30%���۷��¶�Ϊ1 550 �棬�۷�ʱ��ֱ�Ϊ30��40��50��60 min�������������������۷�ʱ����ӳ�����������Ч����ã����Ļ���������ߣ����۷�ʱ���30 min�ӳ���60 minʱ�����Ļ����ʴ�93.46%�����97.87%����Ʒλ�仯����ά����93%~94%֮�䡣���ۺϿ��ǣ�ѡ���۷�ʱ��Ϊ50 min��
ͨ�������������飬����ֱ�ӻ�ԭ-�۷����̻����ѵ����������ǣ�ͭ���뻹ԭú������Ϊ100:25����ԭ�¶�Ϊ1 250 �棬��ԭʱ��Ϊ35 min����ʱ���Ž�������Ϊ82.56%����������װ�����۷����飬�۷�ǰ����ռ��������������30%��ʯ��ʯ���۷��¶�Ϊ1 550 �棬�۷�ʱ��Ϊ50 min����ʱ����۷�����TFeƷλ93.97%��������Ϊ97.87%��
2.2 ֱ�ӻ�ԭ-ĥ���ѡ����Ӱ�������о�
Ϊ���۷����̽��бȽϣ��Ի�ԭ-ĥ���ѡ���������о���ǰ��̽�������������ʹ��ͭ���뻹ԭú������Ϊ���ϣ���Ȼ�������ʴﵽ85%���ϣ�����ѡ����ܲ����룬���ý�������TFeƷλ����80%����������С��75%����Ҫ�ǻ�ԭ�Ľ�����������������Ƕ�����Ƚ�С��ɵġ�Ϊ�ˣ����Ƚ���ʯ��ʯ������Ϊ���ۼ������飬��ѡ���ý�������ƷλԼ85%����������Լ80%��Ϊ�˽�һ�������Ʒλ������ʹ�����ۼ���ҵ����������飬�����������ҵ���������ﵽ6%ʱ����ѡ���ý�������TFeƷλ���ܴﵽ90%���ϣ��������ʴ���85%�����ǵ���ҵ����۸�ϸߣ��������й�ҵ������ʯ��ʯ�������ԭ���顣
2.2.1 ʯ��ʯ�����Դ�ѡЧ����Ӱ��
ǰ������ó���ѵ���������Ϊͭ������ԭú�빤ҵ����������Ϊ100:25:3������3�����ű��գ���ԭ�¶���1 250 ����ߵ�1 280 �棬��ԭʱ��Ϊ20 min�����ջ�ԭ���������Ž�������Ϊ85.46%������2��ĥ���ѡ��ĥ��Ũ��Ϊ67%��1��ĥ��ϸ�ȵ���0.074 mm��ͭ����������ռ72.10%���ų�ǿ��Ϊ143.31 kA/m��2��ĥ��ϸ�ȵ���0.074 mm��ͭ����������ռ50.89%���ų�ǿ��Ϊ95.54 kA/m�����յõ��Ľ�������TFeƷλΪ90.64%����������Ϊ84.31%��Ϊ��һ��ȷ��ʯ��ʯ���������Ի�ԭЧ����Ӱ�죬�ֱ����ռ��������������5%��10%��15%��20%��ʯ��ʯ�������飬�����ͼ4��ʾ��

ͼ4 ʯ��ʯ�����Դ�ѡЧ����Ӱ��
Fig. 4 Effect of limestone dosage on magnetic separation
��ͼ4���Կ���������ʯ��ʯ�������������ӣ���Ʒλ�����������ƣ������������������½�����ʯ��ʯ��������Ϊ10%ʱ����ƷλΪ91.04%���������ʴﵽ85.98%����ʯ��ʯ���������ֱ����ӵ�15%��20%ʱ���ϲ㺬̼���Ų����ۻ��谭���²����ŵĴ��ȣ��Ӷ�Ӱ���˻�ԭЧ������ˣ�ѡ��ʯ��ʯ��������Ϊ10%�����������顣ͬʱ�����������������ۼ��ļ�����Ч�ٽ����������ۼ�����Ϊĥ���ѡ���������õ�������
2.2.2 ��ԭʱ���ĥ���ѡЧ����Ӱ��
��������Ϊͭ������ԭú����ҵ���ʯ��ʯ��������Ϊ100:25:3:10������3�����ű��գ���ԭ�¶�Ϊ1 280 �棬��ԭʱ��ֱ�Ϊ15��20��25��30 min����ѡ����ά�ֲ��䣬��������ͼ5��ʾ����ͼ5��֪�����Ż�ԭʱ����ӳ�����Ʒλ����������86.34%���ӵ�92.23%�������������������½�������ԭʱ�����ӵ�25 minʱЧ����ã���ʱ��ƷλΪ91.07%���������ʴ�88.37%��
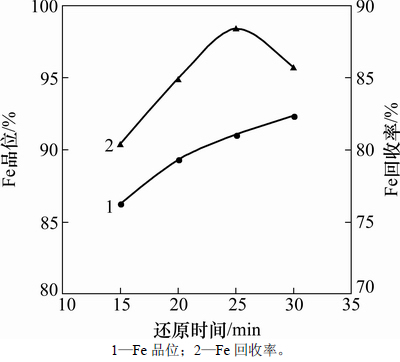
ͼ5 ��ԭʱ��Դ�ѡЧ����Ӱ��
Fig. 5 Effect of reduction time on magnetic separation
�������������о��������������ֱ�ӻ�ԭ-ĥѡ���̻����ѵ�����������ͭ������ԭú����ҵ���ʯ��ʯ������Ϊ100:25:3:10����ԭ�¶�Ϊ1 250 �棬��ԭʱ��Ϊ25 min����ʱ���Ž�������Ϊ89.68%������2��ĥ���ѡ��ĥ����������Ϊ67%��1��ĥ��ϸ�ȵ���0.074 mm��ͭ����������ռ72.10%���ų�ǿ��143.31 kA/m��2��ĥ��ϸ�ȵ���0.074 mm��ͭ����������ռ50.89%���ų�ǿ��95.54 kA/m�����ս�������Ʒ(��ѡ����)��TFeƷλΪ91.07%����������Ϊ88.37%��
3 ת��¯��������
3.1 ���Թ������̼���Ʒ����
���ջ��������õ���ѹ��������������ԡ����չ���Ϊͭ������ԭú�����Ӽ����������Ȼ�Ͼ��ȣ�����Բ������ķ�ʽ������̼���ţ�����ת��¯���л�ԭ�������еĺ�п���ﱻ��ԭ�ɽ���п�ӷ�������ͨ����������ϵͳ�ռ��õ�����п�ۣ���ԭ��Ľ��������ţ����ݺ����������յIJ�ͬ���ֱ����ˮ����ȴ-ĥ���ѡ�õ��������ۣ�����ý�����������װ-ȼ��¯�۷ֵķ�ʽ�õ�������ˮ������ת��¯�⾶Ϊ10 m���о�Ϊ8 m��¯�ײ��Ͽ���Ϊ2 m��ÿСʱ�������ɴ�2~3 t������ȼ���۷�¯ÿСʱ��������������Լ1 t��
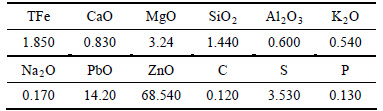
����ת��¯ֱ�ӻ�ԭ-ĥ���ѡ���գ����ý�������TFeƷλΪ91.12%����������Ϊ86.36%������ת��¯ֱ�ӻ�ԭ-ȼ���۷ֹ���������ˮTFeƷλΪ94.93%����������Ϊ97.52%�����չ����У�Zn�ѳ���Ϊ98.81%��ͨ�������ճ�ϵͳ�õ��ĸ�п�۳��У�����п������65.59%��������Ϊ����Ʒ���۸�пұ��������2~4��ʾ�ֱ�Ϊ��ѡ���ۡ��۷ֽ������������п�۳������ղ�Ʒ��ѧ��Ԫ�ط��������
ͼ6��ʾΪͭ��ԭ�����������Լ���������Ʒ��ѡ���۵�����ͼ�ס���ͼ6���Կ���������ת��¯ֱ�ӻ�ԭ��ͭ��ԭ���е������ʯ����������ת��Ϊ���н������Ͷ��������Լ�������ʯ��(���������ͣ�δ��ͼ�б��)�Ľ��������š���������Ʒ���Ѿ��������������������壬����������������Ƚ����������е�ǿ��˵�����������ž���ĥ���ѡʹ�ֶ������������ʵ���ʽ����β�����Ӷ�ʹ��������
��2 ��ѡ���ۻ�ѧ�ɷ�(��������)
Table 2 Chemical composition of obtained iron powders by magnetic separation %
��3 �۷ֽ������黯ѧ�ɷ�(��������)
Table 3 Chemical composition of obtained iron by smelting %

��4 ����п�۳���ѧ�ɷ�(��������)
Table 4 Chemical composition of obtained zinc oxide dust %
��Ʒ�еõ�������
ͼ7��ʾΪͭ��ԭ�����������Լ���ѡ���۵ĵ羵��Ƭ�����XRD�������������֪��ͭ��ԭ���е������������ʯ���������ͭ�࣬����ֱ�ӻ�ԭ�������ʯ������������ƻ��ͻ�ԭ���������ڽ����������г��־ۼ����������ʯ�ֽ������SiO2һ�������룬һ�����������ƺ�þ���������γɻ�ʯ�ࡣ���������ž���ĥ���ѡ��������������ʾ��������룬�õ��Ľ�������������Ϊ80 ��m���������л�����������ʯ������ʡ�
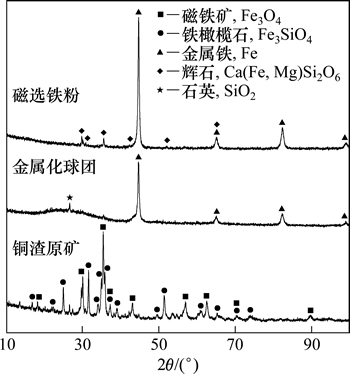
ͼ6 ͭ���������������Լ���ѡ���۵�ͼ��
Fig. 6 XRD patterns of copper slag, metallization pellets and iron powders by magnetic separation
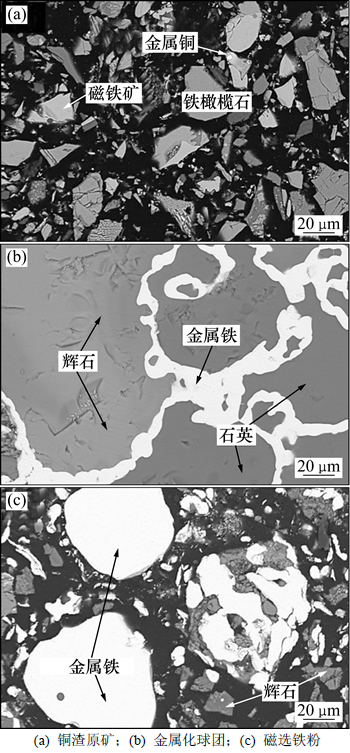
ͼ7 ͭ���������������Լ���ѡ���۵ĵ羵��Ƭ
Fig. 7 SEM images of copper slag, metallization pellets and iron powders by magnetic separation
3.2 2�ֹ��յıȽ������
���������о���������֤���������ת��¯ֱ�ӻ�ԭ-ĥ���ѡ��ת��¯ֱ�ӻ�ԭ-ȼ���۷�2�ֹ��վ����Դ��ģ����ͭ����ʵ����ȡ����пԪ�ص�Ŀ�ġ���2�ֹ����ָ�����ȱ�㡣
3.2.1 ���շ���
��ת��¯ֱ�ӻ�ԭ�����У�ĥ���ѡ����Ҫ�����빤ҵ������ʯ��ʯ��ϵ����ۼ�����ʹ�����������е��������ۼ�����ȼ���۷�����ֻ��Ҫ���뻹ԭú���������ʴﵽ80%���ϼ��ɡ��ڲ�Ʒ�����ϣ�ĥ���ѡ�������ò�Ʒ��ҪŨ����ˮ����ɡ�ѹ�鹤�����л���Ҫ��ֹ������ȼ���۷�������������ˮ��������ֱ�ӽ��������顣
3.2.2 ��Ʒ����
2�ֹ������ò�Ʒ������ͭԪ�أ�������Ϊ������ͭ�ֵ����ϡ�ĥ���ѡ���ý�������TFeƷλ��Ȼ���Դﵽ91%���ϣ���Ʒ�������ϵͣ�����ֱ��ʹ�ã�����Ȼ���а����ơ�þ���衢��������(��������������4%)��������Ϊ����ԭ��ֻ�ܲ������룬�Է�ֹ���������⣬�ò�ƷĿǰû�й̶����г��۸Ƚ϶��ԣ��۷ֲ�Ʒ�������ߣ�������Ȼ�����������Ʒ�������������ߣ�̼���������ȸ�¯�����ĵͣ���ֵijɷֽӽ���������Ϊ�����������ۡ�
3.2.3 �ܺķ���
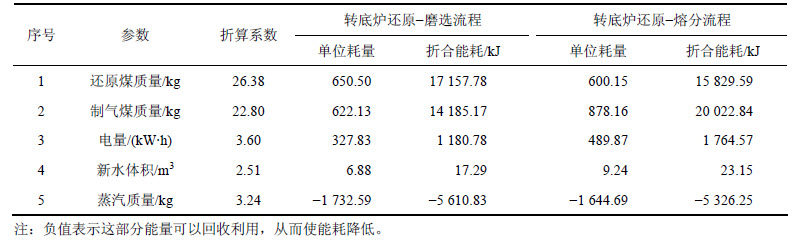
���괦��80��tͭ��Ϊ����ת��¯��ԭ-ĥѡ�����������ѹ��30.75��t��ת��¯��ԭ-�۷������������33.33��t���ֱ�2��������ÿ������Ʒ�Ļ�ԭú������ú���硢��ˮ�����������Ľ���ͳ�ƣ�����GB/T 2589��2008���ۺ��ܺļ���ͨ����Դ���������㣬1 kg��ú�ĵ�λ����������29.307 6 MJ��������Դ���ļ�����ϵ�����7��ʾ��
�ӱ�7���Կ�����ת��¯��ԭ-ĥѡ����ÿ���������ܺĺϼ�26 930.20 kJ��ת��¯��ԭ-�۷����̸����ܺĺϼ�32 313.90 kJ�������ÿ��ͭ�����ܺķֱ�Ϊ10 349.77 kJ��13 460.71 kJ��ĥѡ���̱��۷����̵��ܺĵ�Լ30%����Ҫԭ�����۷����̺�������ú���������������۷֣���Ҫ���Ľ϶������ú������ú�ܺı�ĥѡ���̵��ܺĸ�5 837.66 kJ��
4 ����
1) ����ת��¯��ԭ-ĥѡ���̣����ý�������TFeƷλΪ91.12%����������Ϊ86.36%������ת��¯��ԭ-�۷����̣���������TFeƷλΪ94.93%����������Ϊ97.52%��ͨ���ճ�ϵͳ���յķ۳���ZnO���������ﵽ65.59%��
2) ��ѡ������ֱ�ӻ�ԭ�����У���Ҫ�������������ۼ��Դٽ��������������ľۼ�����Ϊ����ĥ���ѡ���������������۷�������ֱ�ӻ�ԭ������ֻ�����������Ļ�ԭ���������۷ֹ���������ʯ��ʯ���Խ�һ�������Ȼ�ԭ���Ӷ�������Ļ����ʡ�
3) ����ת��¯��ԭ-ĥѡ���̴���ͭ����ת��¯��ԭ-�۷����̽���Լ30%����ת��¯ֱ�ӻ�ԭ���պ�ĥ���ѡ���վ���Ϊ���죬�������ת��¯ֱ�ӻ�ԭ-ĥѡ���̴��ģ����ͭ����
��7 2������ÿ������Ʒ�ܺ�
Table 7 Energy consumption per ton of iron product for two processes
�ο����ף�
[1] ������, ������, ����, ��. ͭ�����չ����еĶ���ת��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2013, 44(8): 3159-3160.
LIU Huili, HU Jianhang, WANG Hua, et al. Multiphase transformation during process of copper slag calcination[J]. Journal of Central South University (Science and Technology), 2013, 44(8): 3159-3160.
[2] ��¶, �⽨��, �ִ��, ��. ��ͭ���л��������о���չ[J]. �ִ�����, 2016, 36(2): 26-29.
XU Lu, KU Jiangang, LIN Cunjian, et al. Progress in iron recovery from copper slags[J]. Modern Chemical Industry, 2016, 36(2): 26-29.
[3] ���, ���컪, ������, ��. ͭ���м۽����ۺϻ����о���չ[J]. ����������ұ��, 2014, 42(6): 50-56.
WANG Chen, TIAN Qinghua, WANG Qinmeng, et al. Research progress in comprehensive recovery of valuable metals from copper slag[J]. Metal Materials and Metallurgy Engineering, 2014, 42(6): 50-56.
[4] ��ƽ��, �����, ������, ��. ͭ���ۺ������о���״�����¼��������[J]. �й���ҵ, 2016, 25(2): 76-79.
JIANG Pingguo, WU Pengfei, HU Xiaojun, et al. Copper slag comprehensive utilization development and new technology is put forward[J]. China Mining Magazine, 2016, 25(2): 76-79.
[5] ������, Ф����. ��ɢ������¯���л��������о�[J]. ��ɫ������ѧ�빤��, 2011, 2(6): 71-73.
ZENG Junlong, XIAO Kunming. The research on using dispersant agent to iron recovery in slag[J]. Nonferrous Metals Science and Engineering, 2011, 2(6): 71-73.
[6] HU G, XU S P, LI S G, et al. Steam gasification of apricot stones with olivine and dolomite as downstream catalysts[J]. Fuel Processing Technology, 2006, 87(5): 375-382.
[7] ��۷�, Ԭ�˲�, ��¶, ��. ͭ������ͭ��ֻ���������״������[J]. ������ɽ, 2012, 41(5): 165-168.
YANG Huifen, YUAN Yunbo, ZHANG Lu, et al. Present situation and proposed method of recycling iron and copper from copper slag[J]. Metal Mine, 2012, 41(5): 165-168.
[8] Ԭ��ǫ, ����, ����, ��. �ۺϴ���ͭѡ��β�������������Ĺ����о�[J]. ϡ�н���, 2014, 38(1): 108-114.
YUAN Shouqian, DONG Jie, WANG Chao, et al. Comprehensive Treating Copper Tailing and Nickel residue[J]. Chinese Journal of Rare Metals, 2014, 38(1): 108-114.
[9] MANSOOR B, KENETHS C. Electrical and electronic conductivity of CaO-SiO2-FeOX slags at various oxygen potentials: Part 1. Experimental Results[J]. Metallurgical and Materials Transoctions B, 2006, 37(2): 41-49.
[10] ��۷�, ������, ������. ͭ��������ֵ�ֱ�ӻ�ԭ���ѡ����[J]. �й���ɫ����ѧ��, 2011, 21(5): 1165-1170.
YANG Huifen, JING Lili, DANG Chunge. Iron recovery from copper-slag with lignite-based direct reduction followed by magnetic separation[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(5): 1165-1170.
[11] ��ˬ, ����, ������, ��. ͭβ����Ȼ�ԭ�����������о�[J]. ������ɽ, 2014, 43(3): 156-160.
WANG Shuang, Ni Wen, WANG Changlong, et al. Study of deep reduction process for iron recovery from copper slag tailings[J]. Metal Mine, 2014, 43(3): 156-160.
[12] ������, �����, ����, ��. ij��������ͭ����Ȼ�ԭ����ѡ�����о�[J]��������ɽ, 2012, 41(11): 141-144.
WANG Hongyu, LI Keqing, NI Wen, et al. Experimental research of deep reduction and magnetic separation process of a high-iron copper slag[J]. Metal Mine, 2012, 41(11): 141-144.
[13] �߽���, �ܴ���, ����, ��. ת��¯���������о�[J]. �����Ƽ���ѧѧ��, 2014, 36(S1): 110-116.
GAO Jintao, ZHOU Chunfang, NIU Rong, et al. Research on the heat supply of different sections in a rotary hearth furnace[J]. Journal of University of Science and Technology Beijing, 2014, 36(S1): 110-116.
[14] ��־��, �����, �����, ��. ת��¯ֱ�ӻ�ԭͭ����������п����[J]. ������ұ��ѧ��, 2017, 16 (1): 38-41.
CAO Zhicheng, SUN Tichang, WU Daohong, et al. Technology of recovery of iron and zinc from copper slag by RHF direct reduction[J]. Journal of Materials and Metallurgy, 2017, 16 (1): 38-41.
[15] ��ѩ��, ������, ���㻪, ��. ת��¯ֱ�ӻ�ԭ�����ۺ���ѧģ��[J]. �����Ƽ���ѧѧ��, 2013, 35(12): 1580-1587.
SHE Xuefeng, WANG Jingsong, HAN Yihua, et al. Comprehensive mathematical model of direct reduction for rotary hearth furnaces[J]. Journal of University of Science and Technology Beijing, 2013, 35(12): 1580-1587.
[16] ������, ��Ԩ��, �߽���, ��. ˮ��ͭ����ԭ�۷ֻ���������ͭ[J]. �����о�ѧ��, 2016, 28(10): 22-29.
WAN Xinyu, QI Yuanhong, GAO Jianjun, et al. Reduction and melting of copper slag for nuggets and copper recovery[J]. Journal of Iron and Steel Research, 2016, 28(10): 22-29.
(�༭ �����)
�ո����ڣ�2016-12-29�������ڣ�2017-02-17
������Ŀ(Foundation item)�������пƼ�ר����Ŀ(Z151100001615027)(Project(Z151100001615027) supported by the Beijing Science and Technology Special Project)
ͨ�����ߣ����������ʿ�����ڣ����¸�����ѡ��ұ�����ۺ������о���E-mail��suntc@ces.ustb.edu.cn
ժҪ���Թ���ij����ͭ��Ϊ�о�������ת��¯ֱ�ӻ�ԭ-��ѡ������ת��¯ֱ�ӻ�ԭ-ȼ���۷ֹ��յĶԱ��о�������ͨ����������ȷ����ѵķ�Ӧ�������ڴ˻����Ͻ��������������飬����ʾͭ��ת��¯ֱ�ӻ�ԭ���̻������������ǵ��ܺĽ��м�����Աȷ������о��������������ת��¯ֱ�ӻ�ԭ��ͭ���е������ʯFe2SiO4�ʹ�����Fe3O4��ת��Ϊ���н�����Fe����������SiO2��������ʯ��Ca(Fe,Mg)Si2O6�Ľ��������ţ��������ۼ������γ����������߱�ͨ��ĥѡ���۷ֽ��н�һ������������������������ͨ��ĥѡ���ջ�õĽ�������TFeƷλΪ91.12%����������Ϊ86.36%��ͨ��ȼ���۷ֹ��ջ�õ���ˮTFeƷλΪ94.93%����������Ϊ97.52%��ת��¯ֱ�ӻ�ԭ-ȼ���۷ֹ����ܺı�ת��¯ֱ�ӻ�ԭ-ĥѡ���յĸ�Լ30%��
[1] ������, ������, ����, ��. ͭ�����չ����еĶ���ת��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2013, 44(8): 3159-3160.
[2] ��¶, �⽨��, �ִ��, ��. ��ͭ���л��������о���չ[J]. �ִ�����, 2016, 36(2): 26-29.
[3] ���, ���컪, ������, ��. ͭ���м۽����ۺϻ����о���չ[J]. ����������ұ��, 2014, 42(6): 50-56.
[4] ��ƽ��, �����, ������, ��. ͭ���ۺ������о���״�����¼��������[J]. �й���ҵ, 2016, 25(2): 76-79.
[5] ������, Ф����. ��ɢ������¯���л��������о�[J]. ��ɫ������ѧ�빤��, 2011, 2(6): 71-73.
[7] ��۷�, Ԭ�˲�, ��¶, ��. ͭ������ͭ��ֻ���������״������[J]. ������ɽ, 2012, 41(5): 165-168.
[8] Ԭ��ǫ, ����, ����, ��. �ۺϴ���ͭѡ��β�������������Ĺ����о�[J]. ϡ�н���, 2014, 38(1): 108-114.
[10] ��۷�, ������, ������. ͭ��������ֵ�ֱ�ӻ�ԭ���ѡ����[J]. �й���ɫ����ѧ��, 2011, 21(5): 1165-1170.
[11] ��ˬ, ����, ������, ��. ͭβ����Ȼ�ԭ�����������о�[J]. ������ɽ, 2014, 43(3): 156-160.
[12] ������, �����, ����, ��. ij��������ͭ����Ȼ�ԭ����ѡ�����о�[J]��������ɽ, 2012, 41(11): 141-144.
[13] �߽���, �ܴ���, ����, ��. ת��¯���������о�[J]. �����Ƽ���ѧѧ��, 2014, 36(S1): 110-116.
[14] ��־��, �����, �����, ��. ת��¯ֱ�ӻ�ԭͭ����������п����[J]. ������ұ��ѧ��, 2017, 16 (1): 38-41.
[15] ��ѩ��, ������, ���㻪, ��. ת��¯ֱ�ӻ�ԭ�����ۺ���ѧģ��[J]. �����Ƽ���ѧѧ��, 2013, 35(12): 1580-1587.
[16] ������, ��Ԩ��, �߽���, ��. ˮ��ͭ����ԭ�۷ֻ���������ͭ[J]. �����о�ѧ��, 2016, 28(10): 22-29.
