
DOI: 10.11817/j.issn.1672-7207.2017.03.017
�������������Ļ�ת֧�������˻���������
�������������پ����½�
(�Ͼ���ҵ��ѧ ��е�붯������ѧԺ������ �Ͼ���210009)
ժ Ҫ��
�д��ͻ�ת֧�й����������ӣ����ɿ���Ҫ��ϸߵ����⣬���һ�ֻ��ڼ��Ͼ���ģ̬�ֽ�-���ɷַ���(ensemble empirical mode decomposition-principle component analysis��EEMD-PCA)�����źŽ���������˻������������������EEMD��PCA������������Ӧ��ѡ��ȫ�������ź������ܷ�ӳ��ת֧�������˻����Ƶijɷֽ����ع���ʵ�ֽ��룬�����PCAģ���е�ͳ��������ƽ��Ԥ�����(continues square prediction error��C-SPE)��Ϊ��ת֧�е������˻�������������ת֧�������˻�ģ�͡��������ƵĻ�ת֧����������̨���ͺ�ΪQNA-730-22�Ļ�ת֧�н���ȫ����ƣ�����顣�о�����������÷������нϺõĽ���Ч���������������˻�ģ��ȷ�ط�ӳ����ͬ�λ�ת֧�е�����������Ϊ��ҵ������ά���ṩ������֧�ţ��Ӷ���һ������˻�ת֧�е����пɿ��ԡ�
�ؼ��ʣ�
��ת֧���������˻�ģ���� EEMD-PCA�� �����ں���
��ͼ����ţ�TP206.3 ���ױ�־�룺A ���±�ţ�1672-7207(2017)03-0684-10
A multi-dimensional data-driven method for large-size slewing bearings performance degradation assessment
FENG Yang, HUANG Xiaodiao, HONG Rongjing, CHEN Jie
(School of Mechanical and Power Engineering, Nanjing Tech University, Nanjing 210009, China)
Abstract: A large-size slewing bearing is usually used in extremely heavy load conditions, and its reliability plays a critical role in machinery performances. Therefore, an ensemble empirical mode decomposition-principle component analysis (EEMD-PCA) based de-noising and performance degradation assessment method was proposed. Firstly, an improved EEMD-PCA based method was conducted on life cycle vibration signals of slewing bearings for de-noising and reconstruction. Afterwards, the reconstructed signals were processed by the PCA, and continues square prediction error (C-SPE) was introduced to represent the performance degradation feature for performance degradation model establishment. The results show that the proposed method is better in unstable signal de-noising than the EEMD-MSPCA, and the established performance degradation model can accurately explain the slewing bearing performance degradation process, which helps enterprises to achieve active maintenances, and provides a potential for further research such as slewing bearing prognostics.
Key words: slewing bearing; performance degradation model; EEMD-PCA; data fusion
��е�豸�ڳ��ڵķ��۹����������ܻ���˥��ֱ���������ع��ϵ���ʧЧ������һ�����У��豸ͨ���ᾭ����������˻�״̬[1]�����ͻ�ת֧����Ϊ���Ļ�ת���Ӽ������ڷ�����������ھ�������ػ��ȴ������豸�У�һ������ͻȻ�Ķϳݡ�������������Ȧ���䣬����������ص��豸���ϣ����¾����ʧ����ˣ�������ת֧�������˻�ģ�ͣ��Ա��ڲ�ͬʱ���жϻ�ת֧�������˻��ij̶ȣ����ƶ���Ч������ά���������������Ҫ�����塣�豸�˻�ģ�͵Ľ���ͨ������2���ֹ������źŽ�����������ȡ�����ͻ�ת֧��ת�ٺܵͣ��ҹ����������������������ķ�ƽ������ź��еĹ���ͨ��Ƶ��[2]�ɵ���1 Hz���£���������źŵ�����Ⱥܵͣ�һ��Ľ��뷽�����Ѵﵽ����Ч��[3]���Դˣ�MATEJ��[4-5]����˻���EEMD-MSPCA�Ľ��뷽�����ȼ�����źŵĸ�������ģ̬����(intrinsic mode function��IMF)��Ȼ��ȷ�������ֵ�����˲�����ѡ����ʵ�IMF�����ź��ع�������˽ϺõĽ���Ч���������併��Ч��ȡ������ֵ�����IMFѡ������еľ����������ʵ��Ӧ���к���ȷ����Щ����������ѡ����֮���ƣ�YU��[6-7]����EMD�ֽ��źţ�Ȼ����PCAѡȡIMF��Ԫ���ٷֱ���������֯ӳ���Savitzky�CGolay����Ӧ�˲�������ά��������������Էֱ�ʵ�������˻����ƽ���������Ƶ���������������ǻ�ת֧�����źŶ౻������û����EMD�ֽ���ǰ����IMF�ж�Ϊ�����ɷ��������ϸߣ�ֱ��ʹ��PCA����ѡ��ЩIMF�������ַ��[8]���EMD�Ͷ��ط���ȥ���Ʒ�(MFDFA)ȥ�����źŵ������Ȼ��ʹ��SVMʵ����еĹ�����ϡ������ȵ�[9-10]�ֱ�ʹ��֧����������(SVDD)��ģ��c��ֵ�о�����������˻���������������������2�ַ����о�������С�������δ�����źŽ���[1]�������[11-13]���о��豸����Ԥ��ģ��ʱʹ�����źŵ�ʱ��Ƶ��ʱƵ���������Ϊ�豸�����˻����Ƶ������������õ��˽�Ϊ�ɿ��������˻�ģ�͡������ǵ����ͻ�ת֧��ֱ���ɴ�800~5 000 mm��ͨ����ɼ���ά��ͬλ�õ�������[4-5]�������������[11-13]�еķ���ֱ�Ӵ����������ά����������⡣�ݴˣ������������һ���ں���EEMD��PCA�Ļ�ת֧�������˻�����������������Ի�ת֧��ȫ�������ٶ����ݣ��Ƚ����źŷֶΣ�Ȼ����EEMD�������źŷֽ�ɶ��IMF��������PCA�Ƚϸ���IMF�ڻ�ת֧���������������еı仯���ƣ�ѡȡ���ܷ�ӳ��ת֧�������˻��IJ���IMF���������ź��ع���ʵ�ֽ��롣����ٴ�����PCA����4�������ֲ��ļ��ٶȴ��������ع��źŽ��д��������������ƽ��Ԥ�����(continues square prediction error��C-SPE)��ӳ4���ź����������������еı仯���ƣ�ʵ�����ݵ��ںϺͽ�ά��
1 ���Ͼ���ģ̬�ֽ�(EEMD)�����ɷַ���(PCA)
1.1 ���Ͼ���ģ̬�ֽ�
����ģ̬�ֽ�(EMD)�dz������ڷ�����ƽ���źţ���һ���źŷֽ�ɶ��IMF����ͬ��IMF�������ź���ͬһʱ�������ϲ�ͬ��Ƶ��Χ��Ȼ������ƽ���ź��еķ����Գɷֻᵼ����ͬһIMF�г��ֶ��Ƶ������������Ϊ��ģ̬���ЧӦ����Ϊ��������⣬WU��[14]�����EEMD��������ԭ�ź��ж�μ����˹������������EMD�����ȡ���IMF�ľ�ֵΪEEMD�Ľ��������һ���ź�x(t)��EEMD�������¡�
����1) �������������n(t)�������ֵˮƽΪ ���������ԭ�źţ������µ�����y(t)��
���������ԭ�źţ������µ�����y(t)��
 (1)
(1)
����2) ʹ��EMD��y(t)�ֽ��һ��IMF����h (h��[1,H])��IMF��fh(t)��ʾ��
����3) ������1)��2)�ظ�I�Σ��ܹ�����I��IMF�����i (i��I)��EMD��ĵ�h��IMF�� ��ʾ��
��ʾ��
����4) ��ch(t)��ʾ�źž���EEMD�����ɵĵ�h��IMF����
 (2)
(2)
�ܳ���[15]��EEMDӦ���ڴ�����ת��е��ƽ�����źţ��ﵽ�˽ϺõĽ���Ч������ˣ��ɽ�EEMD��Ϊ��ת֧�����źŵ�ǰ�ô�����������Ҫע����ǣ�ʹ��EEMDʱ������ˮƽ���ظ�����I��Ҫȷ�������ҵ�[16]ָ��������ˮƽ��ȡ0.01~0.50���ظ�����I��ȡ100~200�Ρ���Ϊ����ͬ������ˮƽ�£��ı仯����������Ӱ�����������I�Ĺ����������ܸ��Ƽ�������������ʹ�����쳣��������ˣ���=0.2��I=100��Ϊ���ʡ�
1.2 ���ɷַ���
���ɷַ���(PCA)��Ҫ���ڴ�������������������������ݣ����������㷺ʹ�á�ͨ����ά����������ά���ݾ���ͶӰ����Ԫ�ӿռ�Ͳв��ӿռ��У��Ӷ��û�����صļ�����Ԫ�������б����ı仯�����
�����X(m��n)�ǹ�һ������źž�������mΪÿ����������������nΪ�����ĸ�������X����PCA��ɵã�
 (3)
(3)
���У�tjΪm��1����������ʾ��j����Ԫ��pjΪn��1����������ʾ��j���غ�������EΪ�в����Ϊ�������������Ԫ����ΪT(m��r)���غɾ���ΪP(n��r)����X��ɱ�ʾΪ
 (4)
(4)
��ˣ�X�ڲв��ӿռ���ͶӰΪ
 (5)
(5)
Ϊ�жϼ����̵����������Hotelling-T2ͳ�ơ�ƽ��Ԥ�����(SPE)����ͼ��������ӳ�²����ݵı仯������о�������SPE�ܹ������������ֳ��²������������(��������)��IJ���[17]��SPE���㹫ʽΪ
 (6)
(6)
ʽ�У� Ϊƽ��Ԥ����
Ϊƽ��Ԥ����
Ϊ�ж��²������Ƿ�����쳣������ֵQ���������£�
 (7)
(7)
���У� Ϊ���Ŷ�Ϊ�ı���̬�ֲ���ͳ��ֵ��
Ϊ���Ŷ�Ϊ�ı���̬�ֲ���ͳ��ֵ�� ��
�� ��d=1, 2, 3��
��d=1, 2, 3�� ΪX��Э�������ĵ�j������ֵ��
ΪX��Э�������ĵ�j������ֵ��
�����������������������ݴ����������ֵ ������Ϊ����������������֮������Ϊ���й��̿��ܽ�������������仯����ˣ�����ת֧�������������ڵ��������������ݽ��жԱȣ�����ͬʱ�ڵ�SPE���������õ�����SPE(C-SPE)�����ܷ�ӳ����ת֧�������˻����̣����ܴﵽ���ݽ�ά��Ŀ�ġ�
������Ϊ����������������֮������Ϊ���й��̿��ܽ�������������仯����ˣ�����ת֧�������������ڵ��������������ݽ��жԱȣ�����ͬʱ�ڵ�SPE���������õ�����SPE(C-SPE)�����ܷ�ӳ����ת֧�������˻����̣����ܴﵽ���ݽ�ά��Ŀ�ġ�
2 ����EEMD-PCA�Ļ�ת֧�������˻�ģ��
2.1 ����EEMD-PCA�ķ�ƽ���źŽ��뷽��
EEMD��Ϊ�������������źŷֽⷽ�����Է�ƽ���źŵķֽ��к�ǿ������Ӧ�ԣ�������[4-7, 15]�ж��õ��˽ϺõĽ����Ȼ�����ڴ�����ת֧�����ź�ʱ�����еķ�����[4-5]��ѵĹ��̲�������ȷ��������������[6-7]�еķ����ֻ���ѡ������Ƶ������IMF��Ϊ�����һ���⣬���Ľ��EEMD��PCA�������������һ�ֻ�ת֧�����ź�����Ӧ���뷽�������ȫ�����������ݣ�����PCA��״̬��������ֲ�ͬ���ݲ��죬��SPEΪָ�궨���ط����˸���IMF��������ת֧�����������еı仯���ƣ�����Ӧ��ѡ����ʵ�IMF�����źŽ�����ع�����ͼ1��ʾ��
���岽�����¡�
����1) �Ի�ת֧�н���ƣ���������飬��ȡ�������������ڵĶ������źż�����ݣ�ȡ����ijһ���ź�a���ȼ���ֳ�K�Σ�ÿ��ȡN��������k(k��(1, K])���ź���ak��ʾ��
����2) ÿ���źŽ���EEMD����ÿ��EEMD�����H������ģ̬���������ź�ak���������о���ģ̬����ΪFhk(h��[1,H])��
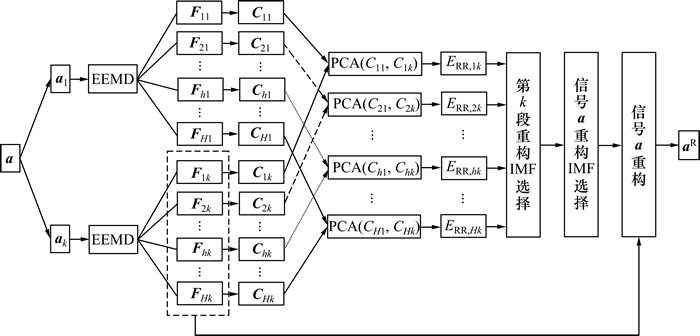
ͼ1 EEMD-PCA�㷨����ͼ
Fig. 1 Flow chart of proposed EEMD-PCA
����3) ��ÿ���źŲ����ľ���ģ̬����Fhk��ֳɾ���Chk�������ά��������ȷ��������Ϊ��֤PCA����Ч�ԣ�����������С��3��
����4) ����k���źŵĵ�h��IMF����Chk���1���źŵĵ�h��IMF����Ch1����PCA���õ�ƽ��Ԥ�����ESP,hk����ESP,hk��������PCA������SPE��ֵ�����ʾ����������ź�(��1���ź�)�ĵ�h��IMF����k���źŵĵ�h��IMF����ʱ������Ʋ����˽ϴ���쳣����֮��������෴��Ϊ������һ�ȽϹ��̣�ȡESP,hk��ֵ����ȥSPE��ֵ����ֵ�ɳ�ΪERR����ΪERR,hk����Ȼ��ERR,hkԽ������k���ź��е�h��IMFԽ�ܱ����źŵı仯����(���豸���ܵ��˻�����)��
����5) ���ڰ������ľ����ԣ��������������ĸ�Ƶ��IMF�ڲ�ͬʱ�β�����̫��仯����ˣ���ERR��С����������Ƶ��Ч��Ϣ��IMF�ڲ�ͬʱ�λ��нϴ�仯����ˣ�����ijһȷ����k����ʽ(2)~(4)�õ�H��������Ӵ�С���к�ѡȡռ�ȳ���80%�ļ����ϴ������Ӧ��IMF�����ź��ع�������Ƶ�������ڽ�С�����ᱻ�Զ���ȥ���ﵽ�����Ч����
����6) ���������˻������е�����ԣ����粻ͬʱ�ڻ�ת֧�в������ϵIJ�����������ͬ����ᵼ�²�ͬʱ�ε��ź�ak�ع������IMF��������ͬ��Ϊͳһ�ź�������ʱ����ع������IMF��������K��ѡ���IMF���н���ͳ�Ʒ�����ѡ������Ȩֵ���ļ���IMF���������������ڵ��ź��ع����õ��ع��ź�aR��
����7) ������ļ��ٶ��ź��ظ�����2)~6)�IJ������õ����м�����źŵ��ع��źţ�����źŵĽ�����ع���
��Ҫָ�����ǣ����н��뷽��������Լ�����������ʱ�����źŽ��д����������������ȫ�������źţ��ܹ���ȷ�ش��ź�����ȡ�����ܷ�ӳ��ת֧�������˻����̵ijɷ֣��Ӷ��ﵽ���ѵĽ���Ч�������⣬�����ϲ����֪���������ɸ���ԭʼ�ź���������Ӧ�ص����źŷֶΡ�PCA��ģ��ERR����������Լ�IMFѡ������еIJ���������������������˹���Ԥ���˷������з�������Ҫ��Ϊȷ�����־�����������⡣
2.2 ��ת֧�������˻�ģ�͵Ľ���
�豸�����˻�ģ�͵Ľ���һ��������ź�ʱ��Ƶ���ʱƵ���������ȡ�����������[11,13,18]�����϶��ַ�������һ�����źţ�ѡ���ܹ��Ϻõط�ӳ�����˻����̵�ָ����Ϊ�˻�������Ȼ������ϸ�۲���Է��֣�ͬһ���źŵĴ����ʱ��Ƶ���ʱƵ���������Ʒdz��ӽ�����ˣ�ѡȡ1~2�����д����Ե��������ɡ����⣬���̻�е�еĴ��ͻ�ת֧��ֱ��ͨ��Ϊ400~5 000 mm������1�����źŵı仯�������ӳ������ת֧�е�����״̬���������ݴˣ���������PCA�Զ��������ļ��ٶ��źŽ��жԱȷ�������C-SPEָ����Ϊ��ת֧�������˻�������ʵ�ֶ�ά���ݵ��ںϺͽ�ά��������ת֧�������˻�ģ�͡�
������ԣ�������������вɼ���4�����ź�a����a����a����a�������Ƚ��併����ع���Ȼ����һ��ʱ�������źŷֽ��Q�Σ������Եĵ�q(q��[1,Q]))���ź���ɾ���Aq����
 (8)
(8)
��Aq�����A1����PCA��ͨ����SPE��ӳ����q���������1��֮��IJ��죬����Խ���������ת֧�е������˻�Խ���ء����ţ���Q��SPE��������õ�C-SPE�����Է�ӳȫ�������������4�����ź���������źŵı仯���ƣ������C-SPE�����ʱ������������ת֧�������˻�ģ�͡�
3 ʵ����֤
3.1 ���ͻ�ת֧��ȫ����ʵ��
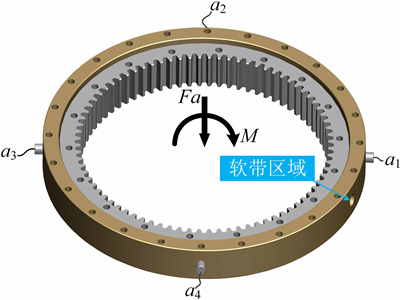
Ϊ��֤�������᷽����������ͼ2��ʾ��ת֧������̨���ͺ�ΪQNA-730-22���ڳ�ʽ��ת֧�н���ȫ�������ڵ�ƣ�����飬ͼ2��G1��G2��G3Ϊ3��˫��Һѹ�ף�������G1��G2��ʩ�ӵ����ķ����෴����С��ͬ���Ӷ���ϲ������������㸲������G3�ϲ�������������ij��˾YC60-8�ھ����������ɵã��˻�ת֧�м����غ�Ϊ������96 kN���㸲��240 kN��m���Դ˻�ת֧��ʩ�Լ����غɣ�����4 r/min��ת�ٽ�����11 d�����غ�ƣ���������顣��������в���4���ͺ�ΪKistler-8395A010����ӦƵ��Ϊ0~1 000 Hz�ļ��ٶȴ���������2 kHz�IJ����ʼ�¼��ת֧�еľ������źţ���������װλ����ͼ3��ʾ����Ҫָ�����ǣ�4����ٶȴ������ھ����ܶ���ռ���ת֧������״̬���ݵ�ͬʱ��������λ��90��İ�װ��ʽҲһ���̶��ϱ��������������ࡣ���⣬�����л�ʹ���¶ȡ�Ť�ء������������ֱ��¼����֬�¶ȡ����������Լ������������Ը����жϻ�ת֧�е�����״̬��
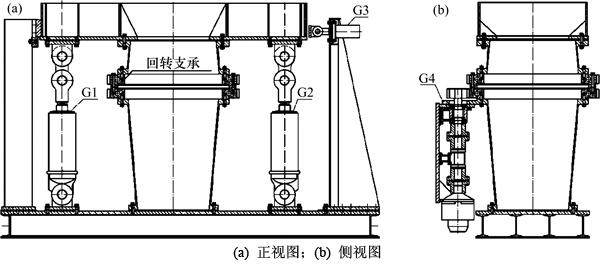
ͼ2 ���̻�е��ת֧���ۺ���������̨
Fig. 2 Test rig for slewing bearings
ͼ3 ���ٶȴ�����λ��ʾ��ͼ
Fig. 3 Distribution of four acceleration transducers
�¶Ⱥ�Ť�صı仯������ͼ4(a)��4(b)��ʾ��������ڣ���ת֧�г�ʼĥ�ϣ���֬�¶Ⱥ��������س���������6 000ת���¶Ⱥ�Ť������ƽ�⣬���¶�������ҹ�²��������7 d��ת֧�дﵽ���ұ�Ҫ���30 000ת[19]����ʱ��������һ����˨��ƣ�Ͷ��ѣ�Ϊ���о���ת֧�����������ﵽ���ұ�ʱ��״̬�������˲������������������������ƣ�ͳ���������С�����ƣ���ͼ5(a)��ʾ�����Ⲣ��Ӱ���ת֧�����У���ˣ��ٴ�װ����������ʧЧ����˨����ע����֬��������飬��ʱ������ͣ����ȴ�����������ƣ��¶Ⱥ��������ؾ�������½�������9�����֬�¶Ⱥ��������ؾ���������������11���������ʱ����ת֧���Ѿ���ȫʧЧ��������Ȧ�������������ص�ƣ�Ͱ��䣬���ֹ�������������ƣ�Ͷ��ѣ���ͼ5(b)��5(c)��ʾ��
����в�������ͨ��Ƶ�ʾ��鹫ʽ[2]�ɵã����Ի�ת֧����͵Ĺ���Ƶ��Ϊ0.34 Hz������[20]ָ�������ڷ��������źŵ�ʱ�����ܵ��������Ƶ�ʵĵ��������⣬��������ƣ�����������У���ҹ���������ܻ����¶ȵĸ����١��ݴˣ�Ϊȷ����ȡ���ź��а������������Ϣ��11 d������ÿ��������ȡÿ����ҹ3 s��(��6 144������)���ݽ��н����ع���������ת֧�е��˻�ģ�͡�
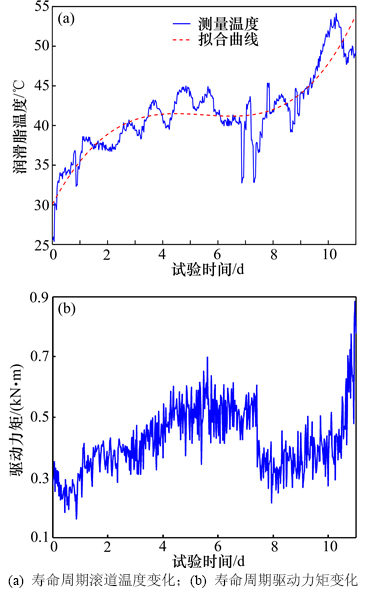
ͼ4 ����������¶Ⱥ��������صı仯
Fig. 4 Changes of both temperature and driven torque during whole test
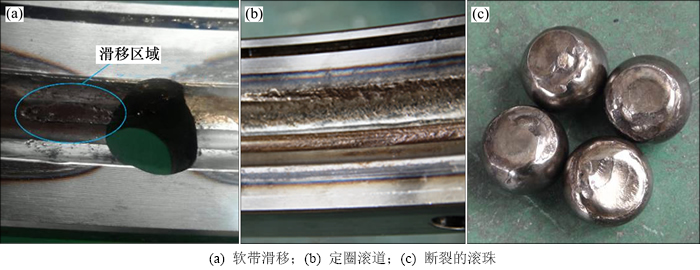
ͼ5 ƣ������Ļ�ת֧�в���
Fig. 5 Damaged slewing bearing parts
3.2 ���ͻ�ת֧���˻���������
3.2.1 �źŽ������ع�
��ѡȡ�ļ��ٶ�ԭʼ�ź���ͼ6��ʾ����ͼ6���Կ�������������и������ٶ��źŷ�ֵ������������ƣ������źŵ�ϸ�ڱ���Ƶ�����������ǡ�

ͼ6 �������ڼ��ٶ�a 1~a4ԭʼ�ź�
Fig. 6 Raw life cycle vibration signals
���ڼ��ٶ�a1��ȡÿ���6 144����������EEMD�ֽ⣬���õ���13��IMF������ɵ����IMF���������11��IMF�����Ե�5��Ϊ�����о����������EEMD�ֽ�����ͼ7(a)��ͼ7(b)��ʾ��
����5��ĵ�1��IMF��ֳ���ά����M51��ͬʱ����1���1��IMF��ֳ���ά����M11����M51��M11����PCA����M11Ϊ���������õ�M51��ƽ��Ԥ���������ESP,51�������ֵ����ȥ��ֵ ���õ����ֵERR,51���ظ����ϲ��裬�������5��13��IMF���Ե�������ȷ���õ�6��8��9��10��11��12��IMF�ع���5���a1�źš��ݴ˶�ÿ���a1�źŽ�����ͬ����������ѡ������Ϊ5��6��8��11��12��IMF�ع��������������ڵ����ź�a1���ظ����ϲ��裬���ɻ��4����ٶ�ȫ���������źŵ��ع��źţ���ͼ8(b)��ʾ��Ϊ���жԱ���֤��ͬʱ������MATEJ��[4-5]�����EEMD-MSPCA���н��룬�����ͼ8(a)��ʾ��
���õ����ֵERR,51���ظ����ϲ��裬�������5��13��IMF���Ե�������ȷ���õ�6��8��9��10��11��12��IMF�ع���5���a1�źš��ݴ˶�ÿ���a1�źŽ�����ͬ����������ѡ������Ϊ5��6��8��11��12��IMF�ع��������������ڵ����ź�a1���ظ����ϲ��裬���ɻ��4����ٶ�ȫ���������źŵ��ع��źţ���ͼ8(b)��ʾ��Ϊ���жԱ���֤��ͬʱ������MATEJ��[4-5]�����EEMD-MSPCA���н��룬�����ͼ8(a)��ʾ��
��ͼ8(a)���Կ�����EEMD-MSPCA�ع��źŸ�Ƶ�İ���������������������IMF����ʱ������ֵ���Ի�ã��ع����ź���Ȼ������������û����ͼ8(b)���ع���ļ��ٶ��źű���������ͣ�������չ�����źŵı仯������������к��ڿ��Թ۲쵽���Ե������Գ�����Ը��Ե�4�����ٶ��ع��źŽ�һ����������ÿ��ļ��ٶȾ������1��ļ��ٶȾ������PCA�����յõ����Ե�C-SPE����ͼ9��ʾ��
��ͼ9(a)��֪��EEMD-MSPCA�ع��źŵõ���C-SPE�У���2��͵�3���������������ϴ���C-SPE��ֵ���ߣ���4���Ժ���ȶ��������ƣ�����δ���ֳ���ת֧��ʧЧǰ��������ֵ�����Ĺ��̣�����������ķ����������������ף�ͼ9(b)��C-SPE��������ڷ�ֵ��С������ƽ�����������ڼ������ߣ������豸�˻��������ź������仯��һ�����ơ�
3.2.2 ���ͻ�ת֧�������˻�ģ��
���ȣ����ն��ܽ���[13]�ķ������ֱ���㽵���ź�a1~a4�ľ�����(RMS)��ͼ10��ʾ����ͼ10���Կ�������ͬλ�õļ��ٶȱ仯������������豸�����˻����̣���3~9�����ƽ�⣬9 d���ֵѸ�����ֱ��ʧЧ������ǰ3���������ԣ�����Ҫ�����ڲ�ͬλ�ò�ͬ�Ĺ������������ա��غ������¹��������ĥ�Ϲ��̴��ڲ��졣�ɴ˿ɼ��������λ�û��ഹֱ�ļ��ٶȴ�������װ�ڴ��ͻ�ת֧�����ܹ��ṩ�������Ч���ݣ���ȳ����ĵ�����ٶȷ�������ά���ٶ��ܹ���ȫ��ؽ��ʹ��ͻ�ת֧�е����������˻����̡�
Ȼ�����������źų�����ʱ��Ƶ��ʱƵ�������ɴ�30�������ֱ�����ڴ�����ά���ٶ��źţ������ά���������������������Ԥ���о������ڹ���϶�����ģ�;��Ƚ����Լ���ʱ���������⡣��ˣ���һ���о�C-SPE�Ի�ת֧�����������˻����̵������������������������ͼ11��ʾ����ͼ11���Կ�����C-SPE�ľ����������������б��ֳ����������ƣ���1~2��Ϊĥ���ڣ���ֵС����������2~6��Ϊ������������ĥ���ڣ���ֵ�����Ϊƽ�ȣ��ﵽ���ұ�Ҫ����������ڵ�7~9��������ĥ���ڣ�Ȼ���ֵ�������ƶ������������ʧЧ��ֱ����ȫʧЧ����һ����������۲켰����������������Բ����ķ������һ�¡���ˣ�C-SPE��������������ά���ٶ�������Ϊ�˻�ת֧�е������˻�ģ�ͣ�����ȷ��������ת֧�е����������˻����̣��ִ�������˷�ӳ��ת֧���������������ά����
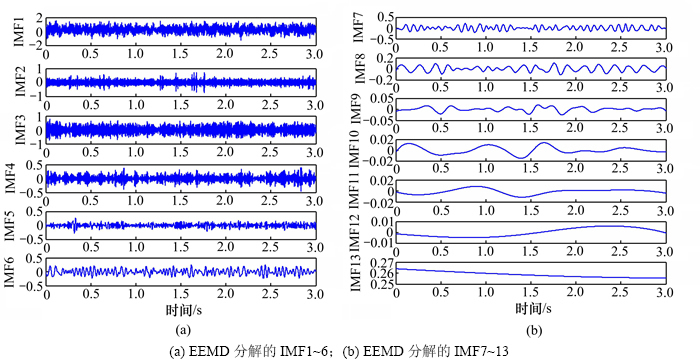
ͼ7 ���ٶ�a1��5���ź�EEMD�ֽ���
Fig. 7 IMF 1-13 of a1 on the fifth experiment day
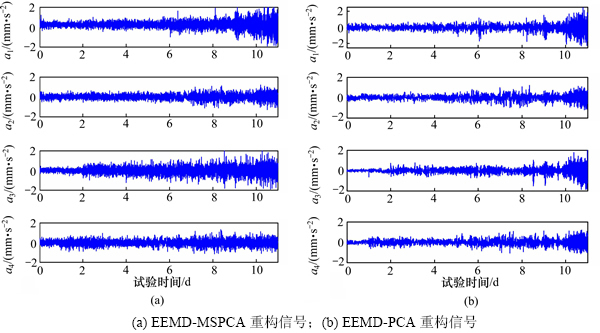
ͼ8 EEMD-MSPCA��EEMD-PCA�ع��źŶԱ�
Fig. 8 Reconstructed signals of EEMD-MSPCA and EEMD-PCA methods
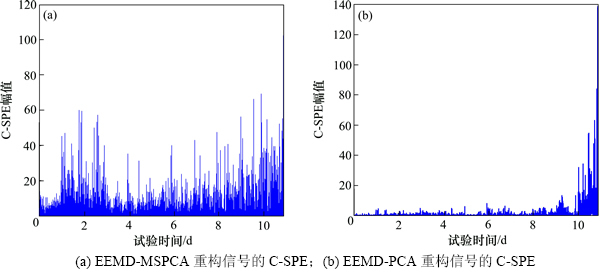
ͼ9 ��ͬ����C-SPE�仯���ƶԱ�
Fig. 9 C-SPE of different methods
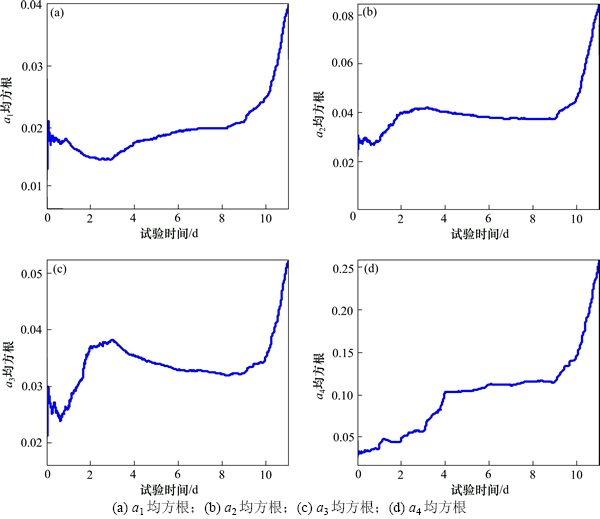
ͼ10 ���ٶ�a1~a4�ľ�����
Fig. 10 RMS of a1~a4
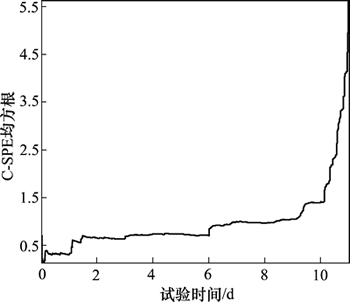
ͼ11 C-SPE������
Fig. 11 RMS of C-SPE
4 ����
1) ��Ի�ת֧�е�Ƶ����ķ�ƽ�����ź������һ�ֻ���EEMD-PCA������Ӧ���뷽������ȳ��õ�EEMD-MSPCA���и��õĽ���Ч��������Ӧ�õ���ת֧�м������豸�����ķ�ƽ���ź��С�
2) ����PCA��C-SPE�ں϶�����ٶȴ�������Ϣ��ȫ�淴ӳ��ת֧�е������˻����̣����������ʹ�õ�����ٶ��ź���Ϣ����������⡣�÷��������Ļ�ת֧�������˻�ģ���ܹ�ȷ��������������л�ת֧�������˻����̣���������۲졣
3) �����Ļ�ת֧�������˻�ģ���ܹ�Ϊ��ҵ����ά���滮�ṩ����������֧�ţ�ͬʱΪ����������Ԥ���о��ṩ�˻�����
�ο����ף�
[1] ������. ������е������˻�������ȡ�����������о�[D]. �Ϻ�: �Ϻ���ͨ��ѧ��е�붯������ѧԺ, 2011: 1-3.
PAN Yuna. Study on feature extraction and assessment method of rolling element bearing performance degradation[D]. Shanghai: Shanghai Jiao Tong University. School of Mechanical Engineering, 2011: 1-3.
[2] ����ͤ, ��·��, ������. ��������ģʽ�dz���С���任�Ĺ�����й�����Ϸ����о�[J]. ������, 2009, 28(1): 170-173.
WAN Shuting, L Luyong, HE Yuling. Fault diagnosis method of rolling bearing based on undecimated wavelet transformation of lifetime[J]. Journal of Vibration and Shock, 2009, 28(1): 170-173.
Luyong, HE Yuling. Fault diagnosis method of rolling bearing based on undecimated wavelet transformation of lifetime[J]. Journal of Vibration and Shock, 2009, 28(1): 170-173.
[3] �Ż۷�, �½�. ���ͻ�ת֧�й����źŴ�����������[J]. ��е���������, 2012, 3(3): 216-218.
ZHANG Huifang, CHEN Jie. Research on signal processing method of large slewing bearings[J]. Machinery Design & Manufacture, 2012, 3(3): 216-218.
[4] MATEJ Z, SAMO Z, IVAN P. Multivariate and multiscale monitoring of large-size low-speed bearings using ensemble empirical mode decomposition method combined with principal component analysis[J]. Mechanical Systems and Signal Processing, 2010, 24(4): 1049-1067.
[5] MATEJ Z, SAMO Z, IVAN P. Non-linear multivariate and multiscale monitoring and signal denoising strategy using kernel principal component analysis combined with ensemble empirical mode decomposition method[J]. Mechanical Systems and Signal Processing, 2011, 25(7): 2631-2653.
[6] YU Zhang, CHRIS B, YANG Zhijing, et al. Machine fault detection by signal denoising��with application to industrial gas turbines[J]. Measurement, 2014, 58: 230-240.
[7] LU Chen, YUAN Hang, TANG Youning. Bearing performance degradation assessment and prediction based on EMD and PCA-SOM[J]. Journal of Vibroengineering, 2014, 16: 1387-1396.
[8] �ַ�, ���, ������, ��. ����EMD����ط���ȥ���Ʒ������������Ϸ���[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2015, 46(2): 491-497.
JIA Feng, WU Bing, XIONG Xiaoyan, et al. Intelligent diagnosis of bearing based on EMD and multifractal detrended fluctuation analysis[J]. Journal of Central South University (Science and Technology), 2015, 46(2): 491-497.
[9] ������, �½�. ���ѭ��ƽ�Ⱥ�֧������������������������˻������о�[J]. ��е��ѧ�뼼��, 2009(4): 442-445.
PAN Yunna, CHEN Jin. Assessment of bearing performance degradation by cyclostationarity analysis and SVDD[J]. Mechanical Science and Technology for Aerospace Engineering, 2009(4): 442-445.
[10] ������, �½�, ������. ����ģ��c-��ֵ���豸�����˻���������[J]. �Ϻ���ͨ��ѧѧ��, 2009, 43(11): 1794-1797.
PAN Yunna, CHEN Jin, LI Xinglin. Fuzzy c-means based equipment performance degradation assessment[J]. Journal of Shanghai Jiaotong University, 2009, 43(11): 1794-1797.
[11] ���, �ֽ�, ������. ����֧�������ع�Ķ�����豸����Ԥ�ⷽ��[J]. �����������, 2012, 32(5): 791-795.
WU Bing, LIN Jian, XIONG Xiaoyan. Equipment fault prediction method based on multi-variable SVM[J]. Journal of Vibration, Measurement & Diagnosis, 2012, 32(5): 791-795.
[12] �ϻ�, ����, ��ΰ��, ��. ����֧�������ع����й��϶������Ӧ��[J]. �����������, 2014, 34(4): 767-771.
JU Hua, SHEN Changqing, HUANG Weiguo, et al. Quantitative diagnosis of bearing fault based on support vector regression[J]. Journal of Vibration, Measurement & Diagnosis, 2014, 34(4): 767-771.
[13] ���ܽ�. �����Ż�֧���������Ŀռ�����������Ԥ�ⷽ���о�[D]. ����: �����ѧ��е����ѧԺ, 2012: 41-60.
DONG Shaojiang. Research on space bearing life prediction method based on optimized support vector machine[D]. Chongqing: Chongqing University. School of Mechanical Engineering, 2012: 41-60.
[14] WU Z, HUANG N E. Ensemble empirical mode decomposition: a noise-assisted data analysis method[J]. Advances in Adaptive Data Analysis, 2009, 1(1): 1-41.
[15] �ܳ��, ������, ���. ������ת��е��ƽ�����źŵ�EEMD���뷽��[J]. ������, 2009, 28(9): 33-38.
CAO Chongfeng, YANG Shixi, YANG Jiangxin. De-noising method for non-stationary vibration signals of large rotating machineries based on ensemble empirical mode decomposition [J]. Journal of Vibration and Shock, 2009, 28(9): 33-38.
[16] ����, ���ͳ�. ����EEMD����������ͬ���������������[J]. ������, 2013, 32(20): 124-128.
CHEN Zhong, FU Hechao. Electromagnetic noise diagnosis for a permanent magnet synchronous motor based on EEMD[J]. Journal of Vibration and Shock, 2013, 32(20): 124-128.
[17] ����, �Ž���, �Ź���, ��. ����PCA�Ĺ�����й��ϼ�ⷽ��[J]. ���������, 2010, 27(6): 325-329.
XU Li, ZHANG Jinming, ZHANG Guangming, et al. A method of rolling bearing fault detection based on PCA[J]. Computer Simulation, 2010, 27(6): 325-329.
[18] ���н�, ��ѩ��, ������. ������������Ͷ����֧���������Ĺ������ʣ������Ԥ��[J]. ��е����ѧ��, 2013, 49(2): 183-189.
SHEN Zhongjie, CHEN Xuefeng, HE Zhengjia, et al. Remaining life predictions of rolling bearing based on relative features and multivariable support vector machine[J]. Journal of Mechanical Engineering, 2013, 49(2): 183-189.
[19] JB/T 2300��1999, ��ת֧��[S].
JB/T 2300��1999, Slewing bearing [S].
[20] WAHYU C, PRABUONO B K, ANH K T, et al. Condition monitoring of naturally damaged slow speed slewing bearing based on ensemble empirical mode decomposition[J]. Journal of Mechanical Science and Technology, 2013, 27(8): 2253-2262.
(�༭ �Կ�)
�ո����ڣ�2016-03-06�������ڣ�2016-06-12
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(51375222, 51105191) (Projects(51375222, 51105191) supported by the National Natural Science Foundation of China)
ͨ�����ߣ�����������ڣ������Ƚ��������ۡ��豸��������о���E-mail: njgdhxd@yeah.net
ժҪ��Ϊ������̻�е�д��ͻ�ת֧�й����������ӣ����ɿ���Ҫ��ϸߵ����⣬���һ�ֻ��ڼ��Ͼ���ģ̬�ֽ�-���ɷַ���(ensemble empirical mode decomposition-principle component analysis��EEMD-PCA)�����źŽ���������˻������������������EEMD��PCA������������Ӧ��ѡ��ȫ�������ź������ܷ�ӳ��ת֧�������˻����Ƶijɷֽ����ع���ʵ�ֽ��룬�����PCAģ���е�ͳ��������ƽ��Ԥ�����(continues square prediction error��C-SPE)��Ϊ��ת֧�е������˻�������������ת֧�������˻�ģ�͡��������ƵĻ�ת֧����������̨���ͺ�ΪQNA-730-22�Ļ�ת֧�н���ȫ����ƣ�����顣�о�����������÷������нϺõĽ���Ч���������������˻�ģ��ȷ�ط�ӳ����ͬ�λ�ת֧�е�����������Ϊ��ҵ������ά���ṩ������֧�ţ��Ӷ���һ������˻�ת֧�е����пɿ��ԡ�
[1] ������. ������е������˻�������ȡ�����������о�[D]. �Ϻ�: �Ϻ���ͨ��ѧ��е�붯������ѧԺ, 2011: 1-3.
[2] ����ͤ, ��·��, ������. ��������ģʽ�dz���С���任�Ĺ�����й�����Ϸ����о�[J]. ������, 2009, 28(1): 170-173.
[3] �Ż۷�, �½�. ���ͻ�ת֧�й����źŴ�����������[J]. ��е���������, 2012, 3(3): 216-218.
[9] ������, �½�. ���ѭ��ƽ�Ⱥ�֧������������������������˻������о�[J]. ��е��ѧ�뼼��, 2009(4): 442-445.
[10] ������, �½�, ������. ����ģ��c-��ֵ���豸�����˻���������[J]. �Ϻ���ͨ��ѧѧ��, 2009, 43(11): 1794-1797.
[11] ���, �ֽ�, ������. ����֧�������ع�Ķ�����豸����Ԥ�ⷽ��[J]. �����������, 2012, 32(5): 791-795.
[12] �ϻ�, ����, ��ΰ��, ��. ����֧�������ع����й��϶������Ӧ��[J]. �����������, 2014, 34(4): 767-771.
[13] ���ܽ�. �����Ż�֧���������Ŀռ�����������Ԥ�ⷽ���о�[D]. ����: �����ѧ��е����ѧԺ, 2012: 41-60.
[15] �ܳ��, ������, ���. ������ת��е��ƽ�����źŵ�EEMD���뷽��[J]. ������, 2009, 28(9): 33-38.
[16] ����, ���ͳ�. ����EEMD����������ͬ���������������[J]. ������, 2013, 32(20): 124-128.
[17] ����, �Ž���, �Ź���, ��. ����PCA�Ĺ�����й��ϼ�ⷽ��[J]. ���������, 2010, 27(6): 325-329.
