
���±�ţ�1004-0609(2015)-01-0063-09
����NiTiNb����Ͻ⺸������μ���Ӱ��������֯������
½ΡΡ1������1, 2��������1���� ǿ1����С��3
(1. �ϲ����մ�ѧ �������칤��ѧԺ���ϲ� 330063��
2. ��������ҵ��ѧ �Ƚ����������ӹ����ص�ʵ���ң������� 150001��
3. �Ϻ������豸�����ܳ����Ϻ� 200245)
ժ Ҫ��
ժ Ҫ������Nd:YAG���弤����ʵ����200 ��m������̬NiTiNb��״����Ͻ�ļ��⺸�ӣ��о�����ƽ�����ʡ����������ͼ���Ƶ�ʵ���Ҫ���ղ����Ժ��ӽ�ͷ��ò��Ӱ�죬�����˺�����Ӱ��������֯����ѧ���ܵı仯���ɡ��������������ƽ�����ʡ����������ͼ���Ƶ����Ҫ����ƥ����ܻ�ýϺ����ܵĺ��ӽ�ͷ��������ƽ������Ϊ16.8 W����������Ϊ4.5 ms������Ƶ��Ϊ4.5 Hzʱ������Ŀ���ǿ����ߣ��ﵽĸ�ĵ�95%�����ż���ƽ�����ʡ��������������ӣ�������Ӱ�����Ŀ��������Ӻ��С������Ƶ�����Ӻ���Ӱ����������֡���Ƶ��Ϊ27 Hzʱ���ڿ�����Ӱ�����ĺ��������һ���ִ���֦������ĸ�ĶϿڵ����Ѵ���Ϊ���͵����Զ��ѡ�����Ͽڵ�����С��dz���������Ρ���Ӱ��������Ӳ�ȸ���ĸ�ĵģ����ں�����������ġ�
�ؼ��ʣ�
NiTiNb��״����Ͻ������⼼�������⺸�������ղ�������Ӱ������
��ͼ����ţ�TG456.7���� ���ױ�־�룺A
Laser weld forming of ultrathin NiTiNb shape memory alloy and microstructure and properties of heat-affected zone
LU Wei-wei1, CHEN Yu-hua1, 2, HUANG Yong-de1, FU Qiang1, FENG Xiao-song3
(1.School of Aviation Manufacturing Engineer, Nanchang Aviation University, Nanchang 330063, China;
2. State Key Laboratory of Advanced Welding and Joining, Harbin Institute of Technology, Harbin 150001, China;
3. Shanghai Spaceflight Manufacture (Group) Co., Ltd., Shanghai 200245, China)
Abstract: Nd:YAG laser was used to weld hot-rolled-state NiTiNb shape memory alloy with thickness of 200 ��m. The effects of main process parameters including average power of laser, pulse width of laser and frequency of laser to the morphology of the welding joint were studied, then the transformation law about the microstructure of heat-affected zone and mechanical properties of the welding joint were analyzed. The results indicate that a perfect welding joint needs a good match of average power, pulse width and frequency of laser. The highest tensile strength of welding joint reaches 95% of that of the base material obtained when average power of laser is 16.8 W, pulse width of laser is 4.5 ms and frequency of laser is 4.5 Hz. With increasing the average power and pulse width of laser, the width of heat-affected zone first increases, then decreases. The grains in the heat-affected zone continue to coarsen with increasing the frequency of laser. A gross dendrites area arises in the welding joint near the heat-affected zone when the frequency of laser is 27 Hz. The dimples in the parent material fracture is large and deep, which is classic ductile fracture. The dimples in the welding joint fracture are small and shallow, which look like roes. The micro-hardness of heat-affected zone is higher than that of the base material but lower than that of the centre area of welding joint.
Key words: NiTiNb shape memory alloy; laser technique; laser welding; process parameters; heat affected zone
��״����Ͻ����ھ��г����Ժ���״�������ܶ��ڹ���Ӧ�÷�����ж��ص�������NiTi����״����Ͻ���1963�귢�����������Ƕ�������˴������о��Ϳ��������ѹ㷺Ӧ���ں����ùܽ�ͷ�������������ͻ����˵��㲿����[1]��NiTiNb��״����Ͻ��е�NbԪ��������ת���ͺ�Χ����ص��㲿���ܹ��������½��д������ø��ӷ���[2]����״����Ͻ������Ѿ���������Ӧ������������ϵͳ�еľ����˶�����������������Ѫ�ܼ�����Ѫ��֧�ܵ�[3-4]�����ھ������õ���������Ժ���ʴ�ԣ���״����Ͻ��Ӧ�÷�Χ������һ�����ؿ�[5]�����żӹ�����Ķ��������ӻ����о��亸���Ծ��Ե�ʮ�ֽ��ȡ�
��ΰ��[6]�о���NiTiNb��벻�����ͷ������δ�˻�Ľ�ͷ�������ۺ������۶Ͽڴ������ԵĽ���̨�ף�Ϊ���Զ��ѡ��˻���ͷ��Ϊ���Զ��ѣ����������ڷ�����(Ti,Nb)2Ni�ࡣ���仪��[7]�о���d 1.2 mm��NiTiNb˿�����������Ժ������ֺ��ʵĵ������Լ����ֻ��ʹ�Ľ��������ǵ��������ʹ�������ֳ����Լ�������������IJ��������п��ܲ������ơ���Ъ��������ѧ��GRUMMON��[8]����NiTiNb��α������Ӧ�����һ���µ�ǥ������������Ҫ���ǥ�ϱ����ʵ��NiTiNb�ĽϺ����ӡ�
CHAN��[9]�о�250 ��m���NiTi�Ͻ���˼��⺸�����ֺ������Ĵ���3��m���ҵ���֦����������Ҫ��B2���������Ni3Ti��ɡ�CHEN��[10]�о���200 ��m���NiTi�Ͻ�YAG���⺸�����ֽ�ͷǿ���ܵ�����ĸ�ĵ�97%����������ΪϸС�ĵ��ᾧ�������ԵΪ��״����֯����֯�ı仯�ᵼ�º���Ӧ����Ӧ��ı仯��FALVO��[11]����NiTi�Ͻ⺸�ӽ�ͷӦ��С��5%ʱ�����ӽ�ͷ��Ӧ��ظ�Ӱ���ǿ��Ժ��Եġ�FERNANDES��[12]ͨ��ԭλX��������۲���NiTi���⺸�죬�о�����ĸ��Ϊ�����壬��������Ӱ����Ϊ�������������Ļ����֯��VIEIRA��[13]�о���NiTi�Ͻ⺸��ͷ����ѧ��Ϊ�������ۺ����Ĺ����˻����Ӱ�������ٽᾧ�뾧����������Ӳ�ȵ��ں��졣�ɴ˿ɼ�����֯�ı仯������״����Ͻ����ѧ���ܺ���״�������ܵ�Ӱ���Ǻܴ�ġ����⺸���������ܶȴ���Ӱ����С���Ǻ�����״����Ͻ�����뷽����
����850 ������̬��NiTi����ľ�����������ȡ���ֽ�ǿ��֯��[14]��������ľ������ٽᾧ�¶��ȴ�����Ӧ���շ�����������ٽ�Ӧ����������ߣ��������45����ٽ�Ӧ����ͣ����غ�������Ͽڱ�����ֺܶ�����[15]���ھ��������������֮����ĵ������ͷ��ܹ��ٽ�ĸ�ĵĻظ����ٽᾧ�κ��볤����Ӱ������֯�����ܵı仯ֱ�Ӿ����ź��ӽ�ͷ����ѧ���ܺ�α���ԡ�����B2�ṹ�ľ���Ҫ����нϺõij����ԣ��侧���ߴ�Ҫ����1 mm������о�NiTiNb���ӽ�ͷ��Ӱ�����ڲ�ͬ�Ĺ��ղ�����������֯�����ܵı仯������NiTiNb�Ĺ���Ӧ�þ���ָ�����塣
1 ʵ��
������ѡ��300 ��m������̬Ni47Ti44Nb9(Ħ��������%)��Ƭ��Ϊʵ����ϡ��������и�ӹ���20 mm��25 mm�ĺ����������ٲ���JB/T7901-1999����������ʵ���Ҿ��ȸ�ʴȫ�����鷽������Ҫ��������������V(HF):V(HNO3):V(H2O)=1:3:5�Ļ����Һ�н���ȥ������Ĥ��ȡ�����ñ�ͪ��ϴ�����ɣ�������ȿ�����(200��10) ��m�����⺸���豸��Sisma��˾������SL80��Nd��YAG���⺸��ϵͳ�����Ⲩ��1.06 ��m������ƽ������Ϊ80 W�����ӹ��̲���ר�ù�װ����װ�У����ò����������������������������������Ϊ8 L/min���趨����ƽ������Ϊ16.8 W����������Ϊ4.5 ms������Ƶ��Ϊ4.5 HzΪ�����������ı�����һ������ʱ������������䡣������ֱ��Ϊd 0.2 mm������λ��Ϊ����۽��������ٶ�Ϊ0.3 mm/s����ͷ��ʽΪI�ζԽӣ����촹ֱ��������ά����ǰ���������˶��벢����С��������㺸��λ��
���������ASTM 2516-07��2��Standard Test Method for Tension of Nickel-Titanium Superelastic Materials����ʹ��INSTRON5540�͵��Ӿ�������ʵ��������������飬��������ʱ����Ϊ20 �档ÿ�����Ӳ����ӹ�3������������ȡ����ƽ��ֵ��ʹ��401MVD������Ӳ�ȼƲ������ӽ�ͷ��Ӱ��������Ӳ�ȡ�����λ��Ϊ�����ϱ�������100 ��m������Ӱ�����������غ�Ϊ1.98 N������ʱ��Ϊ10 s��ʹ��MR5000���������۲������֯��ʹ��Quanta 2000�ͻ���ɨ�����������������֯�۲죬���ε���ͼ��ֱ��� 3.0 nm��
2 ��������
2.1 ���ӽ�ͷ�ĺ������ò
�ı伤��ղ�������ı亸��������룬�Ӷ���ò�ͬ����֯��ò����ͬ���ղ����ĺ���������ò��ͼ1��ʾ������������(Aspect ratio)��ͼ2��ʾ��

ͼ1 ��ͬ����ʱ����ĺ������ò
Fig. 1 Cross-section morphologies of welding at different parameters

ͼ2 ��ͬ����ʱ����������
Fig. 2 Aspect ratio of welding at different parameters
��ͼ1(a)�п��Կ������������±��涼��ƽ���������ơ�����ȱ�ݡ������п��Կ������ڼ������������γɵġ��ջ���״�ֲ���ò���������Ϊ15.2 Wʱ�������ϲ��Ͽ����²���խ���ʡ�Ш�Ρ������ڼ���ʽ�С�����������δ�ۺϵ�ȱ�ݡ�δ�ۺ�ȱ���൱���ں���ײ�Ԥ����һ�����ƣ�����Ӧ�����жԺ����ǿ���кܴ��Ӱ�졣�����ʴﵽ16.8 Wʱ������պ���ȫ�ۺϣ����²��������������ӣ��ۻ��Ľ���������������������������ӵ�18.4 Wʱ��������ϱ��������ܵ��ϴ�������ã�һ���ֽ���������ʹ�ú���������������������Ϊ20 Wʱ�������²���ýϿ����ʡ��Ʊ���״����ͼ2(a)�п��Է��֣�������������ż���ʵ��������С�����������ᵼ�º������ѧ���ܽ��͡�
��ͬ���������µĺ���������ò��ͼ1(b)��ʾ����ͼ1(b)�ɿ�����������Ϊ1.5 msʱ���������δ����������Ϊ2.5 msʱ���������������δ�ۺ�ȱ�ݡ���������������С�����õ�������������������������ֲ��ۻ������������ڱ���������������������������ɵġ����������ӵ�3.5 msʱ��������ȫ����������ҧ�ߡ��������Ƶ�ȱ�ݡ�������Ϊ4.5 msʱ���������±�����ȶ����ӣ������ڱ���������������ڽ�����������ɵİ��ݡ�������Ϊ5.5 msʱ��������ȼ������ӣ����氼�ݱ�������ۺ��߱䶸�������ɡ��Ʊ����α�Ϊ��Ш�Ρ�����������һ�����������ӣ����뺸���������Ҳ���ӣ���һ�����������Ӻ����ֱ�ӱ��ײ��������յļ����������Ӷ���ɵġ���ͼ2(b)���Կ������������Ӻ���������Ѹ�ټ�С���ɼ������Ժ�����ȵ�Ӱ����ڼ���ʶԿ��ȵ�Ӱ�졣
�ı伤��Ƶ�ʽ���ı��������弤��Ĵ���ʡ�����Ƶ�ʶԺ��������Ӱ����ͼ1(c)��ʾ����Ƶ��Ϊ2.5 Hzʱ��������ȫ�������±���ƽ�����������á�����Ƶ�ʵ����ӣ��������Ϊ���ְ��ݣ�������һ�����ӣ����Dz����ԡ�����ʡ��Ʊ���״����òû�����ż���Ƶ�ʵ����Ӷ��������Ա仯���������ڵ������������䣬Ƶ�ʵ�С��Χ�仯�����뺸����������仯����ͼ2(c)������б�ʿ��Կ������������������ż���Ƶ�ʵ����ӱ仯�����Ǽ���Ƶ�ʵı仯�����Ӻ���Ľ�����ʹ����ɷָ��Ӿ��ȣ�������������ۡ�
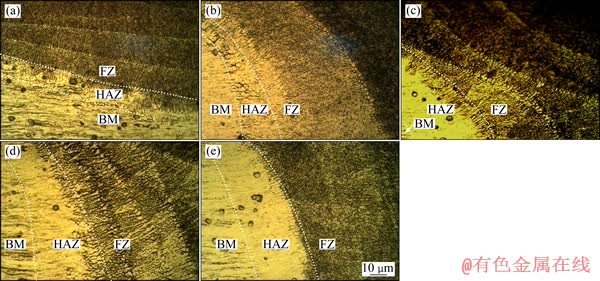
2.2 ��Ӱ��������֯
�ڼ�����������£�ĸ�Ľ���Ѹ���ۻ���������Һ�и��۵��NbԪ�������¶ȵĽ������ܽ��Ҳ���͡����ڴ�����������ͳɷ����������NbԪ���������̲���Ϊ�����κ˺��ġ����ڼ��⺸��������С�����Һ���ֻ��200 ��m���ڽϴ�Ĺ���Ȼ��������Ѹ�ٴ����κˣ�����֮�以����ײ��ѹ�������˾����Ľ�һ�������ں��������γ��˳�ϸС�ĵ��ᾧ��������Ӱ������������������̬����״����Ͻ�������Ե�����ȡ��ͽ�ǿ��֯����ĸ�Ĵ���ĵ����ܵ��ͷŻ��ʹ�ϴ�����ľ��������ٽᾧ�����Ժ��ӽ�ͷ�������нϴ�Ӱ�졣ĸ�����溬�е�(Ti,Nb)2Ni��Ϊһ��Ӳ�࣬������ʱ���ѳ�С����ɢ�ֲ��ڻ����С��ڼ�������������ۻ��������ƫ������ͬ�����ʱ���ӽ�ͷ��Ӱ����������֯��ͼ3��ʾ����ѡͼƬΪ��������в�λ�á�ĸ�ļ�Base material����BM��ʾ����Ӱ������Heat-affected zone����HAZ��ʾ�����켴Fusion zone����FZ��ʾ����ͼ3�п��Կ��������ż���ʵ����ӣ��������Ӱ����������������Ϊ15.2 Wʱ����Ӱ�����е�֯���͵ڶ��������δ��ʧ������������ӵ�16.8 Wʱ����Ӱ�����ľ������������Ե��ٽᾧ�����Ǿ����ߴ�ͺ��쾧���ߴ�ӽ���Ϊ��ϸ��״������֦״��֯��ֱ���¶ȳ��ķ�����������ƽ�С���ͼ3�л����Կ����������������Ӱ������ĸ�Ļ������κ����������������ۺ�����խ����������ľ����Ⱥ����Դ�һЩ����Ӱ�����еڶ�������������١��ۻ��ĵڶ�����NiTi�������γ��˹�����Nb��״��ò�������ľ������丽�������κ˲�����״Nb�����ľ�����һ���ǶȾ������������������ӵ�18.4Wʱ�����ִ�״��������ԡ�����Ӱ�������Կ����ܶ��Ǿ��ṹ�����������ӵ�20 Wʱ��������ò��Ϊ���Ʊ����Ρ������²�����Ӱ�����Ⱥ����ϲ�����Ӱ�������Ա������һ��С̨�ס����������ӵ�21.6 Wʱ��������Ӱ������״�������С�����Է�����Ȼ���뺸������������Ӻ���Ŀ��ȱ������Ӱ�������ڹ����������¶ȵ����µ������խ���¶��ݶȱ��̨�״������ʰ뾶�ȹ���Ϊ20 Wʱ��С����Ӱ�����IJ���֯����ʧ�����ǵڶ��ಢδ��ȫ��ʧ��

ͼ3 ��ͬƽ�����ʰٷֱ���Ӱ��������֯
Fig. 3 Microstructures of heat- affected zone at different average power percentage
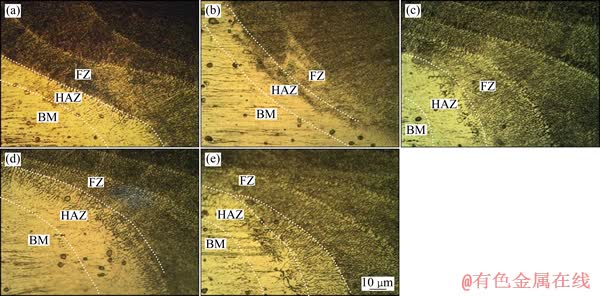
��ͬ���������Ժ�����Ӱ������֯��Ӱ����ͼ4��ʾ����ͼ4�ɿ���������������Ϊ1.5 msʱ����Ӱ��������ԼΪ10 ��m���ۺ�����ĸ���ϱ���֮��ļн�ԼΪ30�㡣������Ϊ2.5 msʱ����Ӱ�������Ա�����ۺ�����ĸ���ϱ���ĽǶ�Լ45�㣬���Ҵ��ϵ�������������ơ���Ӱ���������˴������ٽᾧ��������Щ��������֦״��Խ����ĸ��Խ�ִ��γ���һ���־�����������Ϊ3.5 msʱ����Ӱ�����������һ���Ͽ���֯����ʧ������֦������ķ���ֱ�ڵ����ߡ�����ĸ�ĵ��ȴ������ã���������ͨ��ĸ��ɢʧ����Ӱ�������������¶��ݶȻ�������֦��ǰ�ذ�һ���Ƕ���ĸ�ij�������Ϊ4.5 msʱ���������Ӱ��������֦״��֯������Ϊ3.5 ms���ִ������ۺ��߸�����ĸ�Ļ������κˣ������������ķ�ʽ���ŵ����ߵķ��߷������������������ڼ����������������弤�⣬�����ܵ��������������ã���������֦��֮���γ���һ���ϴ����辡���һ��֦������辴��ֲ�������������Ӱ����ͬ��������(Ti,Nb)2Ni���������ֿ����Ĵ�С����̬����������Ӱ�����������кܴ�Ӱ�졣������������Ϊ5.5 msʱ���ۺ�����ĸ�ı���ĽǶ�������Ӱ�����Ĵִ��������Լ��١�������Ϊ��������֮�����뺸������������ӣ����ڹ������µ����µ��¶������խ����Ӱ�������¶��ݶȱ����ɵġ�
ͼ4 ��ͬ������Ӱ����������֯
Fig. 4 Microstructures of heat-affected zone at different pulse widths
ͼ5 ��ͬƵ����Ӱ����������֯
Fig. 5 Microstructures of heat-affected zone at different frequencies
��ͬ����Ƶ�ʶԺ�����Ӱ��������֯��Ӱ����ͼ5��ʾ����Ƶ��Ϊ2.5 Hzʱ��������Ӱ���������ۺ����������¶ȴ���ĸ�ķ������ٽᾧ������δ�������Դֻ���Զ���ۺ��ߵ���֯�����˻ظ���ĸ�ĵ�֯����ʧ������Nb������NiTi�������γɹ��������塣��Ƶ��Ϊ3.5 Hzʱ����Ӱ������2.5 Hzʱ�仯����Ƶ��Ϊ4.5 Hzʱ����Ӱ����������ۺ��߸���������ôִ����ۺ��ߵĺ����м����δ��ȫ�ۻ���(Ti,Nb)2Ni�ࡣ��Ƶ��Ϊ5.5 Hzʱ����Ӱ��������״����Ƶ��Ϊ4.5 Hzʱ��ֱ߳�����Ƶ��Ϊ6.5 Hzʱ����Ӱ�����������شֻ�����ֵ�֦���ۿ���Լ5 ��m�����ں���ײ���A�����γ���һ���ִ���֦�������Ӻ�۽��濴������Ƶ�����Ӳ�δ�ı�����ġ��Ʊ���״���Σ���ô���ִ־������γɿ���������Ƶ�ʵ����ӣ��Ŀ��ϴ������࣬����ļ�����ֱ�����뵽�۳صײ���ɵġ�
��ƽ������Ϊ16.8 W������Ϊ4.5 ms��Ƶ��Ϊ4.5 Hzʱ�����ӽ�ͷ�Ŀ���ǿ���������������Ӱ��������ɨ��羵������������Ӱ��������ò��ͼ6��ʾ��ĸ���д���ƽ�������Ʒ���Ĵ�״֯��������֯������Ӱ�������ܽ�������С����ڼ��⺸���нϴ�Ĺ���ȣ���Щ֯�������ڻ������γɹ����͵Ĺ����塣�ۺ�����������Ӱ��������Ϊ�κ˻��ף�ͨ������������ģʽ�����γ��˽�ΪϸС����֦����E�������֦����ͬһ����������F�������֦�����������䳤������ȡ���E����ͬ������������E�����Ⱥͷ���ɢ��������F����ã��ϴ�Ĺ���ʹ����֦�����ȳ���ͬʱ������F�������֦����������Ӱ����A�����ִ��ڵڶ��������A���������ͼ7��ʾ���ڶ���ijɷ�ΪTi:58.39%��Ni:36.18%��Nb:5.43%(Ħ������)���������Ti��������ĸ�ĵ�ƽ���ɷ֡���Ӱ�����еڶ������������ĸ�ģ����ں����еڶ��������ȫ�ۻ���ʧ��B���ijɷ�ΪTi:39.62%��Ni:35.89%��Nb:24.48%����һ��ɫ��״֯��Nb��������ĸ�ģ�����Ӱ��������Nb������NiTi�����У�������Ӱ����������䣬ǿ�����ӡ�C��Ϊ�����еĸ�Nb�࣬C���ijɷ�ΪTi:46.96%��Ni:45.52%��Nb:7.52%����������Ti��NiĦ����Ϊ1.03��1��ͬʱ���нϸߵ�Nb�����ܶԺ������״����������һ��Ӱ�졣D��Ϊ��������֦������D���ijɷ�ΪTi:47.20%��Ni:47.83%��Nb:4.97%��D�����Ti��Ni��Ħ����Ϊ1:1����NiTi-��Nb��α��ͼ����֪���������е���֦��ΪNiTi-��Nb��α������֯��ĸ���е�NbԪ��һ���ֹ�����NiTi�����У�һ�����Թ����͵���ʽ�����ھ��紦��NbԪ�صķֲ�����̬�������Ժ��ӽ�ͷ����״�������ܡ������Ժ���ѧ�����нϴ��Ӱ�졣

ͼ6 F4.5Hz��Ӱ������SEM��
Fig. 6 SEM image of heat affected zone of F4.5 Hz

ͼ7 �ڶ���(A��)��EDS����
Fig. 7 EDS spectrum of second phase (Area A)
2.3 ��ѧ���ܷ���
ͼ8��ʾΪ��ͬ���ղ���ʱ���ӽ�ͷ�Ŀ���ǿ�ȡ���ͼ8(a)���Կ�������Ϊ15.2 Wʱ����ǿ���� С��������Ϊ����̫С���������δ��ȱ�ݡ��������Ϊ16.8 W������Ϊ4.5 ms��Ƶ��Ϊ4.5 Hzʱ������ǿ�ȴﵽ���ֵ813 MPa���ﵽĸ��ǿ�ȵ�87%�����ʼ������ӣ���ͷ�Ŀ���ǿ�������ȶ����Ӻ��ӽ�ͷ�Ĺ�ѧ����֯��Ƭ���Է��֣�����ΪϸС�ĵ��ᾧ����Ӱ������֯��Ȼ�ڼ�����������������仯������Ȼʮ��ϸС���Ժ����ǿ��Ӱ�첻���������λ�ÿ��Է��֣����춼���ں����м䣬��������Ӱ��������ͼ8(b)�п��Կ���������Ϊ1.5 ms��2.5 msʱ�����ڴ���δ����δ�ۺ�ȱ�ݣ����ӽ�ͷǿ�ȶ����ߡ����������ӵ�3.5 msʱ��������ȫ����ǿ��Ϊ850 MPa��������Ϊ4.5 msʱ��ǿ��Ϊ880 MPa���ﵽĸ��ǿ�ȵ�95%������Ϊ5.5��6.5 msʱ�����������Ȼ���ӣ����Ǻ��쾧��ʮ��ϸС�����ݻ���-�����ϵ����֪������ǿ�ȱ仯����ͼ8(c)�п��Է��֣�Ƶ�ʵı仯�Ժ���ǿ�ȵ�Ӱ�첻���ԡ�
ͼ9��ʾΪĸ���뺸������Ͽڵ�SEM��ĸ������Ͽڵ�ɨ��羵��Ƭͼ9(a)���Կ�����ĸ�ĶϿڵ����ѽϴ������ڵ��͵��ۼ������Զ��ѡ���ͼ�в�δ������������Ӳ�ʵڶ���Ĵ��ڣ���ô�������γɿ�����������̬��Nb���ܵ�Ӧ��ʱ����˺�ɿ���ɵġ�����Ͽڵ�����Ϊ1 ��m���ҵ�Բ�Σ�����С����dz���ʡ����ѡ��Σ�˵�����������һ�㡣
���ӽ�ͷ��Ӱ��������Ӳ�Ⱥ���Ӱ����������֯�������(��ͼ10)����ͼ10(a)����õ�ĸ�ĵ�ƽ��Ӳ��Ϊ292HV����Ӱ������ƽ��Ӳ��Ϊ351HV���������ĵ�ƽ��Ӳ��Ϊ369HV����Ӱ������Ӳ��λ��ĸ��Ӳ�������뺸������Ӳ������֮�䡣���ż���ʵ����ӣ���Ӱ������Ӳ�������ӵ����ơ�������Ϊ��Ӱ������NbԪ�ع�����NiTi�����У����¾�����䣬���˹���ǿ����Ч���������������γ���ϸС�ĵ��ᾧ������ƽ������ֱ����ǿ�ȵ�Hall-Petch��ϵ����֪�������ĵ�Ӳ�Ȼ����ĸ�ġ���һ���棬δ���е��������ĸ������ʱΪ��������֯�������������ڴ��ڲ���Ӧ�����ᵼ��Ӧ���շ������������ӽ�ͷΪ��������������Ļ����֯��Ҳ�ᵼ�º������ĵ�Ӳ�ȸ���ĸ�ġ���ͼ8(b)���Կ��������ֱ�Ϊ1.5��2.5��3.5 msʱӲ�ȷֱ�Ϊ323HV��302HV��303HV�����������ӵ�4.5��5.5 msʱ��Ӳ�ȱ�Ϊ342HV��346HV���������ĺ���Ӱ������Ӳ�ȶ������ӡ���ͼ8(c)���Է���Ƶ��Ϊ4.5 Hzʱ����Ӱ�����ͺ������ĵ���Ӳ����ߣ��ֱ�Ϊ340HV��355HV�������������߿���֪�����ʶԺ���ǿ�ȵ�Ӱ�첻����ô������Ӳ�ȵı仯��������Ӱ�������ڵĵڶ������ӡ�����֯�IJ��������Լ�����Ӧ���������ȹ�ͬ������ɵġ�
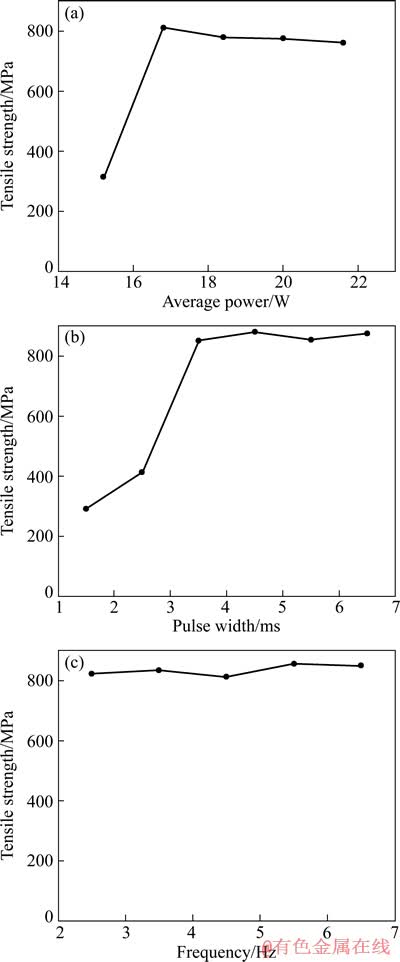
ͼ8 ��ͬ���ղ����º��ӽ�ͷ�Ŀ���ǿ��
Fig. 8 Tensile strength of welding joint at different parameters

ͼ9 ĸ���뺸������Ͽڵ�SEM��
Fig. 9 SEM images of tensile fracture of base material and welding joint
3 ����
1) ����ƽ�����ʺͼ���������Сʱ���������δ����δ�ۺ�ȱ�ݡ������������Ӻ�������ȼ�С��졣����Ƶ�����Ӻ�ĺ����ò�仯������ƽ������Ϊ16.8 W����������Ϊ4.5 ms������Ƶ��Ϊ4.5Hzʱ����Ŀ���ǿ����ߣ��ﵽĸ�ĵ�95%��
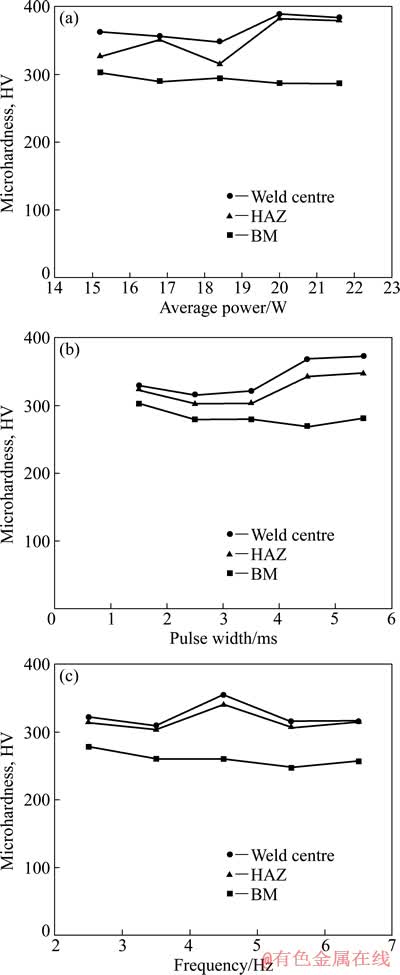
ͼ10 ��ͬ���ղ���ʱ���ӽ�ͷ����Ӳ��
Fig. 10 Microhardness of welding joint at different parameters
2) ���ż���ƽ�����ʡ��������������ӣ�������Ӱ�����Ŀ��������Ӻ��С������Ƶ�����Ӻ���Ӱ��������������֡���Ƶ��Ϊ27Hzʱ�ڿ�����Ӱ�����ĺ��������һ���ִ���֦��������Ӱ����֯��������ʧ����״Nb������NiTi�������γɹ��������塣
3) ĸ�ĶϿ����Ѵ���Ϊ���Զ��ѡ�����Ͽ�����С��dz���������Ρ���Ӱ��������Ӳ�ȸ���ĸ�ĵ���Ӳ�ȣ����ں��������������Ӳ�ȡ�����ʡ�������������֮����Ӱ�����ͺ���������Ӳ�������ӵ����ƣ�������Ƶ������֮����Ӱ�����ͺ���������Ӳ�ȱ仯���Ǻ����ԡ�
REFERENCES
[1] OTSUKA K, WAYMAN C M. Shape memory materials[M]. Cambridge: Cambridge University Press, 1999: 76.
[2] HE X M, RONG L J, YAN D S, LI Y Y. TiNiNb wide hysteresis shape memory alloy with low niobium content[J]. Materials Science and Engineering A, 2004, 371(1): 193-197.
[3] CHAN C W, CHAN S H J, MAN H C, JI P. Constitutive model for localized L��ders-like stress-induced martensitic transformation and super-elastic behaviors of laser-welded NiTi wires[J]. Computational Materials Science, 2012, 63: 197-206.
[4] SUGAWARA T, HIROTA K, WATANABE M, MINETA T, MAKINO E, TOH S, SHIBATA T. Shape memory thin film actuator for holding a fine blood vessel[J]. Sensors and Actuators A: Physical, 2006(130): 461-467.
[5] BANSIDDHI A, DUNAND D C. Shape-memory NiTi-Nb foams[J]. J Mater Res, 2009, 24(6): 2107-2117.
[6] �� ұ, ������, �� ΰ, ������. Ni_ (47) Ti_ (44) Nb_9 �Ͻ�˿벻�����ͷ������֯����ѧ��Ϊ[J]. ���Ͽ�ѧ�빤��, 2005, 13(3): 312-315.
WU Ye, MENG Xiang-long, CAI Wei, ZHAO Lian-cheng. Microstructure and mechanical behaviors of TiNiNb wide hysteresis shape memory alloy wire argon arc welding joint[J]. Materials Science and Technology, 2005, 13(3): 312-315.
[7] ������, ���仪, �� ��, �� ��. TiNiNb ��״����Ͻ�˿�����������Ժ����շ���[J]. ���Ͽ�ѧ�빤��, 1999, 7(3): 76-79.
HAN Li-jun, ZHAO Xi-hua, ZHAO Lei, ZHANG Fu. Analysis of welding parameters of precise pulse resistance butt welding on TiNiNb shape memory alloys[J]. Materials Science and Technology, 1999, 7(3): 76-79.
[8] GRUMMON D S, LOW K B, FOLTZ J, SHIBATA T, SHAW J A. A New method for brazing nitinol based on the quasi-binary TiNi-Nb system[C].48thAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics, and Materials Con. 2007
[9] CHAN C W, MAN H C. Laser welding of thin foil nickel-titanium shape memory alloy[J]. Optics and Lasers in Engineering, 2011, 49(1): 121-126.
[10] GONG W H, CHEN Y H, KE L M. Microstructure and properties of laser micro welded joint of TiNi shape memory alloy[J]. Transactions of Nonferrous Metals Society of China, 2011, 21(9): 2044-2048.
[11] FALVO A, FURGIUELE F M, MALETTA C. Laser welding of a NiTi alloy: Mechanical and shape memory behaviour[J]. Materials Science and Engineering A, 2005, 412(1): 235-240.
[12] BRAZ FEMANDES F M, MAHESH K K, CRACIUNESCU C M, OLIVEIRA J P, SCHELL N, MIRANDA R M, QUINTINO L, AUINTINO L, OCANA J L. In Situ Structural Characterization of Laser Welded NiTi Shape Memory Alloys[C]//Materials Science Forum, 2013, 738: 338-343.
[13] VIEIRA L A, FERNANDES F M, MIRANDA R M, SILVA R J C, QUINTINO L, CUESTA A, OCANA J L. Mechanical behaviour of Nd: YAG laser welded super elastic NiTi[J]. Materials Science and Engineering A, 2011, 528(16): 5560-5565.
[14] Ī��ǿ, �� ��, ������, �������С�Σ����ޣ������Ƶ³�. NiTiNb ��״����Ͻ����֯�о�[J]. �˶�������, 2004, 24(6): 559-562.
MO Hua-qiang, LI Cong, WANG Cong-lin, QIU Shao-yu, ZU Xiao-tao, SHEN Bao-luo, FENG Xiang-dong, HUANG De-cheng. Structural study of a NiTiNb shape memory alloy[J]. Nuclear Power Engineering, 2004, 24(6): 559-562.
[15] �� Ө, �� ΰ, ��ͤ��. ���� Ni47Ti44Nb9 ��״����Ͻ��ĵ�֯�����������ͻָ����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2010, 20(11): 2148-2153.
YAN Ying, JIN Wei, ZHOU Ting-jun. Texture and its influence on tensile and recoverable properties of hot-rolled Ni47Ti44Nb9 shape memory alloy sheet[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(11): 2148-2153.
(�༭ ����)
������Ŀ���Ϻ�����Ƽ����»���������Ŀ(SAST201209)������ʡ�Ƽ�֧�żƻ���Ŀ(20133BBE50021)������ʡ�ߵ�ѧУ�Ƽ���ؼƻ���Ŀ(KJLD14055)
�ո����ڣ�2014-06-04�������ڣ�2014-09-20
ͨ�����ߣ��������ڣ���ʿ���绰��0791-83863023��E-mail��ch.yu.hu@163.com
