
DOI��10.19476/j.ysxb.1004.0609.2017.06.02
Mg/Al�����ɢ����ͷ���������֯����ѧ����
���������� �أ���·ƽ������ʤ���� ��
(���ϴ�ѧ ��ĩұ������ص�ʵ���ң���ɳ 410083)
ժ Ҫ��
��Mg/Al���ֽ������������ɢ���ӣ�����SEM��XRD���ֶη�����ͷ�����۽ṹ����ɷ֣��о�Mg/Al������֯�ṹ���ݱ���ɣ����Խ�ͷ�Ŀ���ǿ�ȡ���������������ɢ�����ܹ�ʵ��Mg1/Al1060�����ӣ���ɢ���ӹ����У����淢����ɢ��Ӧ�����м���Mg2Al3��Mg17Al12����Mg2Al3����������Ҫ����Mg17Al12�ࣻ�м����ɳ�ʼ�ĵ�״��֯������������ӣ�����γɾ���ƽֱ����ɢ��Ӧ�㣻��ͷ��߿���ǿ��Ϊ36.3MPa�����ѷ�������ɢ��Ӧ�㣬�����������ѡ�
�ؼ��ʣ�
�����ɢ������Al1060��Mg1������֯������ǿ����
���±�ţ�1004-0609(2017)-06-1083-08���� ��ͼ����ţ�TG456.9���� ���ױ�־�룺A
�Ƽ������Բ������������Ҫ�����ʸ�ǿ���������ܵ���ע��þ����Ͻ�����ܶȵ͡���ǿ�ߡ�������κõ��ŵ㣬��Ϊ�������ɫ���̲��ϡ�������Ͻ���ΪĿǰӦ��������������ں��캽�ա��������衢��ͨ�������������ҪӦ��[1-4]��þ/�����ֽ������Ӳ������Ż��ṹ���������ܼ������ֲ��ϸ��Ե��������ƣ���þ��������Ӧ�õı�Ȼ����[5]��Ȼ��þ����������ѧ���ʻ��ã����������ʴ��ڲ��죬���ó����ۺ���������Mg/Al�����ײ������ס����ѵ�ȱ��[6-10]��
��ɢ����Ϊһ����Ч�����ֲ������ӷ�����ƾ�������¶ȵͣ���ͷ����С�����ƣ���Ϊ������ѧ�ߵ��о��ȵ�[11-13]��MOJTABA��[14]���������ɢ���Ӽ����ɹ�����AZ31þ�Ͻ�/6061���Ͻ𣬽�ͷ���洦��Mg2Al3���Mg17Al12����ɣ�����ǿ��42 MPa��JOSEPH��[15]ͨ��������ͷ����ǿ��(SS)������ǿ��(BS)������ղ�����ľ��鹫ʽ�������Ӧ�������(RSM)���Ż�Mg/Al��ɢ���ӹ��ա�SHANG��[16]�о��¶ȸı��Mg/Al��ͷ������֯�ṹ��Ӱ�졣Mg/Al��ɢ����������Ч�������ס��ȱ��ε�ȱ��[17-19]�������Ӵ����ɱ�������ɴ��Խ����仯������Mg/Al��ͷ��ѧ���ܲ��ߵ���Ҫԭ��[20-21]��������Mg/Al������֯�ṹ���о��д������飬�����ǽ�����֯�汣��ʱ��仯���ݱ���̣�Ŀǰ�������١�
���Ŷ�ǰ����Ҫ���Mg/Al��ͷ�����м������������ѧ�������о��������м����������ʶ���֯�ṹ���ݱ���ɽ����Ƶ�[22]���������߽�ϲ�ͬ���������½�ͷ����ò�仯����ʵ����֤�ĽǶȳ����о����洦��֯�ṹ���ݱ䡣���������ɢ���Ӽ���ʵ��Mg1/Al1060�����ӣ��о����洦������֯��ò����ɷ֣�������ͷ�������ѻ��ƣ������Mg/Al��ɢ�������֯�ṹ�ݱ���ɣ����ڽ�ʾMg/Al��ɢ���ӽ�ͷ�γɵı��ʡ����о��ж�Mg/Al��ɢ���ӵĹ��̿��Ƽ���ͷ��������߽������ۼ�ʵ��ָ�����á�
1 ʵ��
ʵ��ѡ�ù�ҵ��þ(Mg1)��ҵ����(Al1060)��Ϊ���壬�������ϵĻ�ѧ�ɷֱַ����1��2��
��1 Mg1�Ļ�ѧ�ɷ�
Table 1 Chemical composition of Mg1(mass fraction,%)

��2 Al1060�Ļ�ѧ�ɷ�
Table 2 Chemical composition of Al1060(mass fraction,%)

�ֱ�Mg1��Al1060�ӹ���15 mm��15 mm�� 10 mm���顣����ǰ����ɰֽ����������ĥ��2000�Ų��⣬�������ñ�ͪ���ƾ��Ի�����г�������ϴ�����������Mg��Al�������µ���װ��ר�üоߣ��ٷ�����ռ���¯(�ƾ� GSL-1400X��)�н�����ɢ���ӡ������¶�Ϊ445 �棬����ʱ��Ϊ10~120 min����ն�С��10-3 Pa��
�������и����Mg1/Al1060��ͷ����ȡ��������ɨ��羵(Novatm Nano SEM230�ͣ���ɢ�����)���䱸��EDS�����о���ͷ���������֯�ṹ��������XRD(RIGAKU RAPID��R��)������ͷ��Ӧ�������ɡ�����������ѧ�����(Material Test System 810��)���Խ�ͷ����ǿ�ȣ�������������ʾ��ͼ��ͼ1��ʾ������F������غɣ�LΪ֧����࣬L=24 mm����������b=15 mm�����h=10 mm��ѹͷ��������1 mm/min������ǿ�Ȱ� ���㣬
���㣬
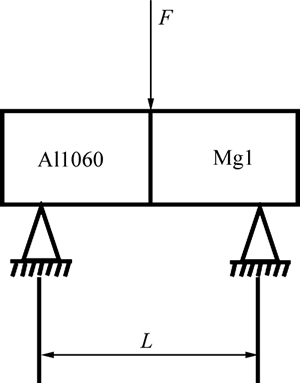
ͼ1 ������������ʾ��ͼ
Fig. 1 Schematic illustration of three-point bend test
2 ��������
2.1 Mg/Al��ͷ���������֯
ͼ2��ʾΪ���������ɢ���Ӽ�����445 �桢����90 min�������Ʊ���Mg1/Al1060��ͷ��������֯SEM��ͼ2���Կ�����Mg/Al������֯��ò���ã������ס����ѵ�ȱ�ݡ�Mg��Al�����ij�ʼ������ʧ����Ӧλ�ô��γ�Լ80 ��m������ɢ��Ӧ�㡣��Ӧ���ɿ���Al�����IJ�1�Ϳ���Mg�����IJ�2��ɣ�����ǰ�ߺ�����Դ��ں���(��ͼ2(b))������EDS��ɨ���������Ԫ��Ũ�ȷֲ��������ͼ2(b)��ʾ�������ڶ�Ӧ����ɢ��Ӧ��λ�ó��ֳ�����ƽ̨��������Ӧ��������������ɡ�
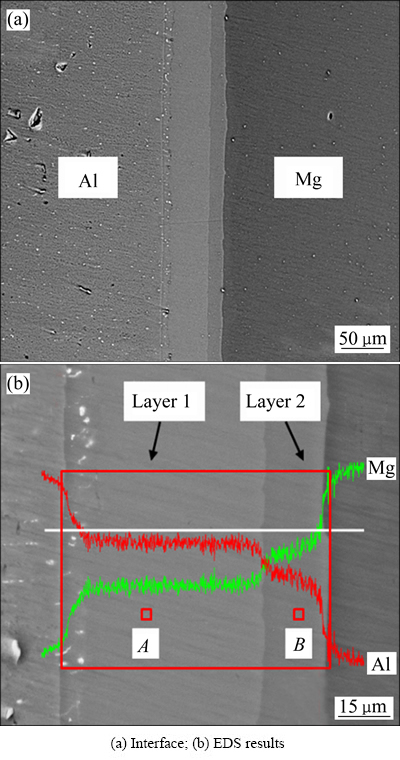
ͼ2 445 �棬����90 min������Mg1/Al1060��ͷ����������֯
Fig. 2 Microstructures near interface of Mg1/Al1060 joint at 445�� for 90 min
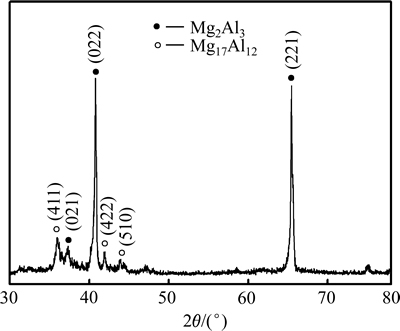
����EDS����ɨ��Բ�1�ķ���A�Ͳ�2�ķ���B�л�ѧ�ɷֽ��з���(��ͼ2(b)�к�ɫС����)��������3���С�A���Al��Mg���������Ƚӽ�3:2����B���Al��Mg����������ԼΪ2:3��
��3 ͼ2(b)��������EDS���
Table 3 EDS results of positions shown in Fig.2(b)
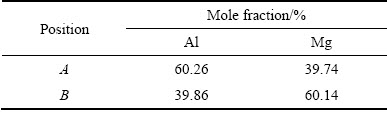
Ϊ��һ��ȷ�����淴Ӧ���������ɣ�������XRD��ͼ2(b)�д��ڵ�����������м�⣬�����ͼ3��ʾ��
ͼ3 ͼ2(b)��ͷ������������XRD��
Fig. 3 XRD pattern of characteristic zone in Fig. 2(b)
���EDS���������Al�෴Ӧ��1Ϊ�����仯�����-Mg2Al3�࣬Mg�෴Ӧ��2Ϊ�����仯�����-Mg17Al12�ࡣ�����ɽ��淴Ӧ�γɵIJ�״�ṹ�����仯���������˽�ͷ���ӣ�����б�Ҫ��Mg/Al��ͷ�Ľ�����֯�ݱ���Ϊ�����о�[23]��
2.2 ��ɢ����Mg/Al������֯�ݱ�
�ɺ��Ӻ�Ľ�����֯�ṹ������֪�������ɢ���ӹ����У�Mg/Al���ӵij�ʼ������ʧ����Ӧλ�ô��γɾ���ƽֱ����ɢ��Ӧ�㡣Ϊ�о�Mg/Al������֯�ṹ���ݱ���ɣ��Ժ����¶�445 �桢����ʱ��ֱ�Ϊ10��30��60��90��120 min������Mg/Al������֯�������з�������Ӧ�Ľ�ͷ����֯��ͼ4��ʾ��
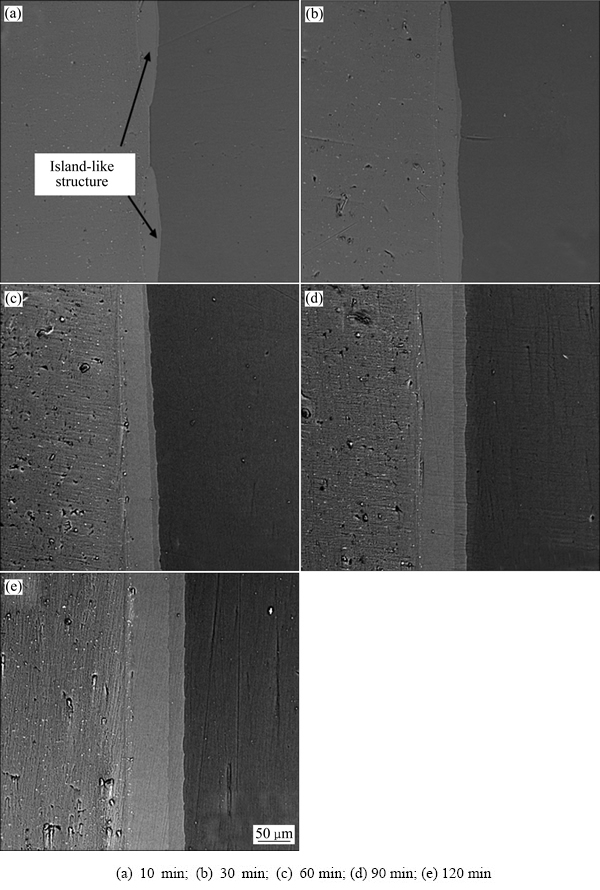
ͼ4 445 �治ͬ����ʱ���õĽ�ͷ��������֯
Fig. 4 Microstructures of joints acquired for different holding times at 445 ��
��445 �汣��10 minʱ����������Mg��Alԭ�����ȼ��������һ�����ɢǨ�ƣ��γɹ����ܽ⡣����ɢԭ��Ũ�ȳ������ܶȼ���ʱ����ʼ���洦���ڿ�λ��λ����������Ⱦ���ȱ�ݵ�λ�û������γɹ��������壬����������һ������ʧ�Ƚ�����������������ΪMg/Al���洦�ֲ����ֵ�С�鵺״��֯����ͼ4(a)��ʾ��ͼ5��ʾΪ��ͼ4(a)�еĵ�״��֯�Ŵ����òͼ����ͼ5���Կ�������״��֯��Ϊ���㣬�ҿ���Al�����IJ�1��ȳ���Mg�����IJ�2��ȡ�
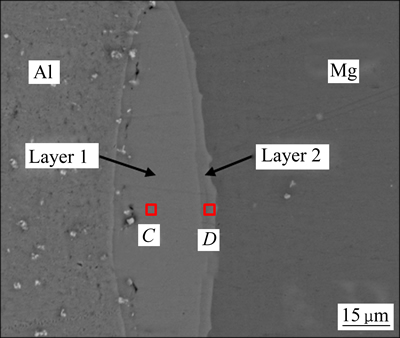
ͼ5 445 �汣��10 min�����½��浺״��֯����ò
Fig. 5 Microstructure of island-like structure at 445 �� for 10 min
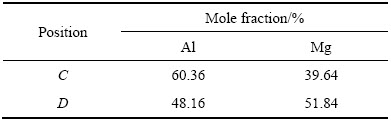
����EDS����ɨ��ֱ�Բ�1�ķ���C�Ͳ�2�ķ���D�Ļ�ѧ�ɷֽ��з�����������4���С��������XRD����Լ�Mg-Al��ͼ��֪����״��֯�ɷ���C���ڵ�Mg2Al3��ͷ���D���ڵ�Mg17Al12����ɡ������ڽ϶̵ı���ʱ����(10 min)���ֽ����仯����������ɣ���Mg2Al3����������ʸ��졣
��4 ͼ5��������EDS�������
Table 4 EDS analysis of positions shown in Fig. 5
�汣��ʱ����ӳ���������ɢǨ�Ƶ�ԭ���������࣬������κ˳���Ӧ��ijߴ����ò�������仯��������ʱ���ӳ���30 minʱ����ʼ���ӽ�������ʧ��ǰ���γɵĵ�״��֯���Ž�����������������ӡ�������֯Ϊ˫��ṹ��δ�����������࣬��ͼ4(b)��ʾ��
������ʱ���ӳ���60 min(��ͼ4(c))��Mg1/Al1060���洦�γɾ�����������ɢ��Ӧ�㣬��Ӧ�����������ӽ���Ҳ�ɳ��ڲ���״����ƽֱ������������ɢ���ڷ�Ӧ��ĺ�Ȳ�һ�£����к�Ƚ�խ��λ������Mg��Alԭ��Ũ���ݶȸ��ߣ���ɢ������̣������ܸ�������ɳ���һ��ʱ�����������ķ�Ӧ���ȴﵽһ�£����������ӽ���Ҳ����ƽֱ��
�����ӳ�����ʱ����90 min(��ͼ4(d))���뱣��60 min�γɵķ�Ӧ����ȣ�����������ӣ�����֯�ṹ�����Ա仯������120 min���淴Ӧ��ĺ��ԼΪ100 ��m����ͼ4(e)��ʾ����Ӧ���ȵ�����ʹ�����Mg��Alԭ��Ũ���ݶ���֮���ͣ�ԭ�ӵ���ɢ�ٶ�Ҳ��Ӧ�仺���м�����������ʽ��͡������ӳ�����ʱ�䣬�������֯��ò���������Ա仯��

ͼ6 Mg/Al��ͷ���淴Ӧ���ݱ�ģ��
Fig. 6 Evolution model of diffusion layer in Mg/Al joint interface
��������Mg/Al��ͷ������֯��ò�ı仯������Mg/Al��Ӧ����ݱ�ģ����ͼ6��ʾ������ɢ���ӳ��ڣ�Mg��Alԭ�ӷ�������ɢ���ڽ��澧��ȱ��λ�ô������γɹ��������壬�ﵽ���ܶȼ�������Mg17Al12��Mg2Al3�࣬�γ������ڡ�С����״��֯(��ͼ6(a))��������ɢ�ļ�������״��֯���˴����ӣ���ʱ��Ӧ����������ӽ���ʲ���״(��ͼ6(b))����Ӧ���������������ƽֱ���γɾ�����������ɢ��Ӧ��(��ͼ6(c))����Ӧ����ò���ٷ��������仯���汣��ʱ���ӳ�����֯������ӣ������ӵ����Ƽ���(��ͼ6(d))��
2.3 Mg/Al��ͷ����ǿ��
���ӽ�ͷ������֯����̬���ߴ�Խ�ͷ��������Ӱ������������������������Ժ����¶�445 �棬�ֱ���10��20��30��40��60��90��120 min��Mg/Al��ͷ���п���ǿ�Ȳ��ԣ�ÿ�����յ����3����ȡƽ��ֵ�������ͼ7��ʾ����ͷ����ǿ���뱣��ʱ��Ĺ�ϵ���߳��������ߺ͵ı仯���ƣ�����30 minʱ�ﵽ���ֵ��Ϊ36.3 MPa��
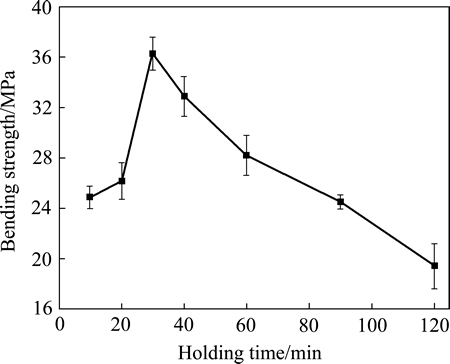
ͼ7 445 �治ͬ����ʱ��Mg1/Al1060��ͷ����ǿ��
Fig. 7 Bending strength of Mg1/Al1060 joints at 445 �� for different holding time
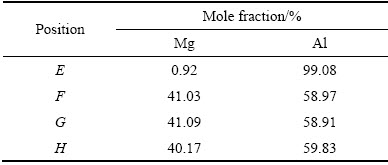
ͼ8��ʾΪ��ͬ����ʱ���½�ͷAl��Ͽ���ò��ͼ�ж�Ӧ�����������EDS�������5����ͼ8��֪������10 minʱ�Ͽ���òƽ��������λ�ô��п�״��E����ѧ�ɷ�Ϊ0.92%Mg��99.08%Al������Al�������壬��F����ѧ�ɷ�Ϊ41.03% Mg��58.97%Al�����Mg-Al��Ԫ��ͼ�ƶ�ΪMg2Al3�ࡣ���ڱ���ʱ��϶̣�Mg��Alԭ��δ�����ɢ���ڻ�����沿��λ�ô������γɿ�״�Ľ����仯������뱣��10 min�Ľ�ͷ������֯�������Ǻϣ���ʱ�Ľ�ͷ���ӳ̶ȵͣ�����ǿ�Ȳ��ߡ����ű���ʱ���ӳ���30 minʱ��Al��Ͽ���ò��������״��֯��ͼ8(b)��G����ѧ�ɷ�Ϊ41.09%Mg��58.91%Al��˵��������������Mg2Al3�����������ӣ���ͷ���ӳ̶�������ߣ�����δ�γɾ������ܵIJ�״�����仯����Ͽ�������ӺͶ�С��˺�Ѽ�����������������������ʱ��ͷ����ǿ�Ƚϸߡ�ͼ8(c)��ʾΪ����60minʱ��Al��Ͽ���ò���������ܵIJ�״��֯��H���Ļ�ѧ�ɷ�Ϊ40.17%Mg��59.83%Al���ɼ�Al���������γ����ܵ�Mg2Al3��㣬�Ͽ�����ֵĽ���̨�ף����ڽ������ѣ���ͷǿ��Ѹ�ٽ��͡�
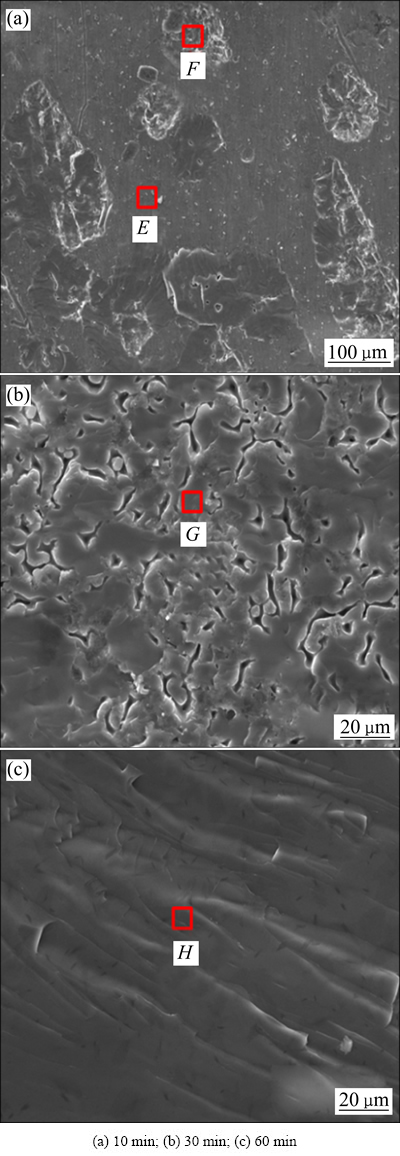
ͼ8 ��ͬ����ʱ����Al��Ͽ���ò
Fig. 8 Fracture morphologies of Al side for different holding time
��5 ͼ8�жϿ��治ͬλ�ô�EDS���
Table 5 EDS analysis of different positions on fracture surface shown in Fig. 8
��ˣ�Mg/Al���洦�Ľ����仯���������״̬��Ӱ���ͷ�������ܵĹؼ����ء���Mg/Al����ﵽһ�����ӳ̶��ҽ����仯������δ�γ�����ʱ����ͷ�����������ã������洦�Ľ����仯��������������γ�������״��֯��������Mg/Al���ӣ�Ӧ�ڱ�֤��ͷʵ��ұ���ϻ����Ϻ������ƽ����仯�����γ��볤��
ͼ9��ʾΪ��445 �汣��30 minʱ��ͷ����Ͽڵ�XRD�ף�Al�������Mg2Al3���Al��������ɣ� Mg�������Mg2Al3�ࡢMg17Al12���Mg��������ɣ�˵��Mg/Al��ͷ�Ķ��ѷ��������Ӵ�����ɢ��Ӧ�㡣
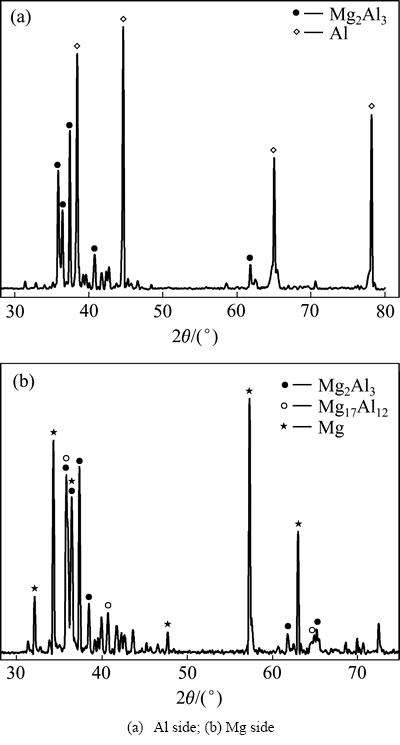
ͼ9 Mg/Al��ͷ�Ͽ�XRD��
Fig. 9 XRD patterns of fracture surface of Mg/Al joints
3 ����
1) Mg1/Al1060�����ɢ���ӽ�ͷ��ò���ã������ɢ����洦�γ���������ɢ��Ӧ�㡣��Ӧ����Al��Mg2Al3���Mg��Mg17Al12����ɣ�����Mg2Al3��������������Դ���Mg17Al12�ࡣ
2)�����ɢ���ӹ����У����������Mg��Alԭ�����ȼ��������ɢǨ�ƣ��ڽ��澧��ȱ�ݴ����ȷ�����������������洦����γ���Mg2Al3���Mg17Al12����ɵĵ�״��֯���汣��ʱ���ӳ�����״��֯��������ӳ����壬�����������ӽ���Ҳ�Ӳ���״��������ƽֱ�����ԭʼ������ʧ����Ӧλ���γ�ƽֱ���ȵ���ɢ��Ӧ�㡣
3)��ͷ����ǿ���汣��ʱ���ӳ������������½��ı仯���ơ�������30minʱ����ͷ�ﵽ��߿���ǿ��36.3MPa�����ѷ����ڽ�ͷ���Ӵ�����ɢ��Ӧ�㣬�����������ѡ�
REFERENCES
[1] �Ʋ���. �ҹ���ɫ����������״����չս��[J]. �й���ɫ����ѧ��, 2004, 14(5): 122-127.
HUANG Bai-yun. Status and developing strategy for China��s nonferrous metal materials industry[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(5): 122-127.
[2] �뼪��, ������, ���ڵ�. þ�ϽӼ�������״��Ӧ��[J]. �й���ɫ����ѧ��, 2005, 15(2): 165-178.
FENG Ji-cai, WANG Ya-rong, ZHANG Zong-dian. Status and expectation of research on welding of magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(2): 165-178.
[3] ������, �� ��, ��Ԫ��. �ɳ�����չ��������������ҵ��չ��״�����Ƽ��ҹ��ĶԲ�[J]. �й���ɫ����ѧ��, 2012, 22(7): 2040-2051.
XU Guo-dong, AO Hong, SHE Yuan-guan. Current status and development trend of aluminum industry in world and strategy suggestions in China under background of sustainable development[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(7): 2040-2051.
[4] LUO A A. Applications: aerospace, automotive and other structural applications of magnesium[J]. Fundamentals of Magnesium Alloy Metallurgy, 2013: 266-316.
[5] �� Ӱ, ��, ���ƽ. Mg/Al���ֽ������ӵ��о���״[J]. ϡ�н��������빤��, 2012, 41(s2): 109-112.
CHEN Ying, SHEN Chang-bin, GE Ji-ping. Research progress on the welding of Mg/Al dissimilar metals[J]. Rare Metal Materials and Engineering, 2012, 41(s2): 109-112.
[6] �� ��, �� ��, ������. ����-MIG���Ϻ���2A12���Ͻ��պͽ�ͷ����[J]. �й���ɫ����ѧ��, 2009, 19(12): 2112-2118.
YAN Jun, GAO Ming, ZENG Xiao-yan. Welding process and joint properties of 2A12 aluminum alloy by laser-MIG hybrid welding[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(12): 2112-2118.
[7] YAN Shao-hua, NIE Yuan, ZHU Zong-tao, CHEN Hui, GOU Guo-qing, YU Jing-peng, WANG Gui-guo. Characteristics of microstructure and fatigue resistance of hybrid fiber laser-MIG welded Al-Mg joints[J]. Applied Surface Science, 2014, 298(15): 12-18.
[8] �� ��, ����, ������. TIG��п˿�ԽӺ���þ�����ֽ���[J]. ����ѧ��, 2011, 32(10): 49-52.
LIU Fei, ZHANG Yao-dong, LIU Li-ming. TIG butt welding between Mg alloy and Al alloy filling with Zn wire[J]. Transactions of the China Welding Institution, 2011, 32(10): 49-52.
[9] DAI Xiang-yu, ZHANG Hong-tao, LIU Ji-hou, FENG Ji-cai. Microstructure and properties of Mg/Al joint welded by gas tungsten arc welding-assisted hybrid ultrasonic seam welding[J]. Journal of Materials Science & Technology, 2015, 77: 65-71.
[10] �� ��, ������. ������������������þ-��MIG���ӽ�ͷ��֯�����ܵ�Ӱ��[J]. �ȼӹ�����, 2015, 44(9): 243-245.
ZHANG Yan, Yang Tao-tao. Effect of welding heat input on microstructure and properties of Mg-Al MIG welded joints[J]. Hot Working Technology, 2015, 44(9): 243-245.
[11] ������, �ֽ�ƽ, �� ��. ��ɢ���������о���չ[J]. �ȼӹ�����, 2014, 43(17): 15-20.
GUO Xia-yang, LIN Jian-ping, SUN Bo. Research progress of diffusion bonding technology[J]. Hot Working Technology, 2014, 43(17): 15-20.
[12] LEE KWANG-SEEK, KWON YONG-NAM. Solid-state bonding between Al and Cu by vacuum hot pressing[J]. Transactions of Nonferrous Metals Society of China, 2013, 23(2): 341-346.
[13] �ο���, ���۷�. ���ֽ�������[M]. ����: ��е��ҵ������, 1986.
HE Kang-sheng, CAO Xiong-fu. Dissimilar metals welding[M]. Beijing: China Machine Press, 1986.
[14] JAFARIAN M, KHODABANDEH A, MANAFI S. Evaluation of diffusion welding of 6061 aluminum and AZ31 magnesium alloys without using an interlayer[J]. Materials & Design, 2015, 65: 160-164.
[15] FERNANDUS M J, SENTHILKUMAR T, BALASUBRAMANIAN V, RAJAKUMAR S. Optimizing diffusion bonding parameters to maximize the strength of AA6061 aluminium and AZ31B magnesium alloy joints[J]. Materials & Design, 2012, 33: 31-41.
[16] SHANG Jing, WANG Ke-hong, ZHOU Qi, ZHANG De-ku, HUANG Jun, GE Jia-qi. Effect of joining temperature on microstructure and properties of diffusion bonded Mg/Al joints[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(8): 1961-1966.
[17] LIU Peng, LI Ya-jiang, GENG Hao-ran, WANG Juan. Investigation of interfacial structure of Mg/Al vacuum diffusion-bonded joint[J]. Vacuum, 2006, 80(5): 395-399.
[18] �� ��, ���ǽ�, �� ��. Mg/Al���ֲ�����ɢ��������֯�ṹ����ѧ����[J]. ����ѧ��, 2007, 28(6): 45-48.
LIU Peng, LI Ya-jiang, WANG Juan. Microstructure and properties near interface zone of diffusion-bonded joint for Mg/Al dissimilar materials[J]. Transactions of the China Welding Institution, 2007, 28(6): 45-48.
[19] ���ɶ�, ʢ����. Mg/Al�����ѹ��ɢ���ӽ�ͷ����֯����ѧ����[J]. ����ѧ��, 2014, 35(5): 39-42.
LIU Meng-en, SHENG Guang-min. Microstructure and mechanical properties of impact pressure transient liquid phase bonded Mg/Al[J]. Transactions of the China Welding Institution, 2014, 35(5): 39-42.
[20] ����ǿ, ������, ����Ӣ. Al/Mg��ɢ����γɹ��ɺͻ���[J]. ����ѧ��, 2011, 32(2): 53-56.
SONG Yu-qiang, LI Shi-chun, GENG Xiang-ying. Forming rule and mechanism of Al/Mg diffusion layer[J]. Transactions of the China Welding Institution, 2011, 32(2): 53-56.
[21] ������, �� ӱ, ���ʺ�, ��ѩ��. Mg/Al��������þ��Ԫ����ɢ��Ϊ�ķ���[J]. �ȼӹ�����, 2014(13): 38-40.
LIU Zheng-jun, GONG Ying, SU Yun-hai, HAO Xue-feng. Analysis on diffusion behavior of solid connected joint of Mg/Al[J]. Hot Working Technology, 2014(13): 38-40.
[22] LIU Wen-sheng, LONG Lu-ping, MA Yun-zhu, WU Lei. Microstructure evolution and mechanical properties of Mg/Al diffusion bonded joints[J]. Journal of Alloy and Compounds, 2015, 643: 34-39.
[23] �� ��, ��ǿ, ������, ������, �� ǿ, ������. MB2-LY12��ɢ����ͷ������֯�ṹ�����γɻ���[J]. �����о�ѧ��, 2012, 26(2): 138-142.
ZHANG Jian, LUO Guo-qiang, LI Mei-juan, WANG Yi-yu, SHEN Qiang, ZHANG Lian-meng. Structure and diffusion mechanism of MB2/LY12 joint by diffusion welding[J]. 2012, 26(2): 138-142.
Microstructure and mechanic property of Mg/Al joints obtained by vacuum diffusion bonding
MA Yun-zhu, WU Lei, LONG Lu-ping, LIU Wen-sheng, LIU Chao
(State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China)
Abstract: The dissimilar metals of Mg and Al were welded by vacuum diffusion bonding. The microstructure and phase constitution at the interface of Mg/Al joints were characterized via SEM and XRD, and the evolution rule of interface microstructure was analyzed. The bending strength of the joints was tested. The results indicate that Mg1 and Al1060 can be joined by vacuum diffusion bonding. In the diffusion process, the intermediate phases of Mg2Al3 and Mg17Al12 form when the diffusion reaction occurs at the interface, and Mg2Al3 phase grows faster than Mg17Al12 phase. The island-like structures formed by intermediate phases gradually links to each other by longitudinal growth and finally forms a uniform and flat diffusion layer. The highest bending strength of the joint is 36.3 MPa and a fracture occurs in the diffusion layer which belongs to quasi-cleavage fracture.
Key words: vacuum diffusion bonding; Al1060; Mg1; microstructure; bending strength
Foundation item: Project(2009AA034300) supported by the National High Research Development Program of China
Received date: 2015-11-01; Accepted date: 2017-04-27
Corresponding author: MA Yun-zhu; Tel: +86731-8887825; E-mail: zhuzipm@csu.edu.cn
(�༭ ��ѧ��)
������Ŀ�����Ҹ����о���չ�ƻ�������Ŀ(2009AA034300)
�ո����ڣ�2015-11-01�������ڣ�2017-04-27
ͨ�����ߣ������������ڣ���ʿ���绰��0731-8887825��E-mail: zhuzipm@csu.edu.cn
ժ Ҫ����Mg/Al���ֽ������������ɢ���ӣ�����SEM��XRD���ֶη�����ͷ�����۽ṹ����ɷ֣��о�Mg/Al������֯�ṹ���ݱ���ɣ����Խ�ͷ�Ŀ���ǿ�ȡ���������������ɢ�����ܹ�ʵ��Mg1/Al1060�����ӣ���ɢ���ӹ����У����淢����ɢ��Ӧ�����м���Mg2Al3��Mg17Al12����Mg2Al3����������Ҫ����Mg17Al12�ࣻ�м����ɳ�ʼ�ĵ�״��֯������������ӣ�����γɾ���ƽֱ����ɢ��Ӧ�㣻��ͷ��߿���ǿ��Ϊ36.3MPa�����ѷ�������ɢ��Ӧ�㣬�����������ѡ�
[1] �Ʋ���. �ҹ���ɫ����������״����չս��[J]. �й���ɫ����ѧ��, 2004, 14(5): 122-127.
[2] �뼪��, ������, ���ڵ�. þ�ϽӼ�������״��Ӧ��[J]. �й���ɫ����ѧ��, 2005, 15(2): 165-178.
[5] �� Ӱ, ��, ���ƽ. Mg/Al���ֽ������ӵ��о���״[J]. ϡ�н��������빤��, 2012, 41(s2): 109-112.
[8] �� ��, ����, ������. TIG��п˿�ԽӺ���þ�����ֽ���[J]. ����ѧ��, 2011, 32(10): 49-52.
[10] �� ��, ������. ������������������þ-��MIG���ӽ�ͷ��֯�����ܵ�Ӱ��[J]. �ȼӹ�����, 2015, 44(9): 243-245.
[11] ������, �ֽ�ƽ, �� ��. ��ɢ���������о���չ[J]. �ȼӹ�����, 2014, 43(17): 15-20.
[13] �ο���, ���۷�. ���ֽ�������[M]. ����: ��е��ҵ������, 1986.
HE Kang-sheng, CAO Xiong-fu. Dissimilar metals welding[M]. Beijing: China Machine Press, 1986.
[18] �� ��, ���ǽ�, �� ��. Mg/Al���ֲ�����ɢ��������֯�ṹ����ѧ����[J]. ����ѧ��, 2007, 28(6): 45-48.
[19] ���ɶ�, ʢ����. Mg/Al�����ѹ��ɢ���ӽ�ͷ����֯����ѧ����[J]. ����ѧ��, 2014, 35(5): 39-42.
[20] ����ǿ, ������, ����Ӣ. Al/Mg��ɢ����γɹ��ɺͻ���[J]. ����ѧ��, 2011, 32(2): 53-56.
[21] ������, �� ӱ, ���ʺ�, ��ѩ��. Mg/Al��������þ��Ԫ����ɢ��Ϊ�ķ���[J]. �ȼӹ�����, 2014(13): 38-40.
