
Trans. Nonferrous Met. Soc. China 26(2016) 2179-2187
Flow property of AA2B06 sheet using overlapping elliptical bulge test
Yao WANG1, Li-hui LANG1,2, Tie-jun GAO3, Quan-da ZHANG1
1. School of Mechanical Engineering and Automation, Beihang University, Beijing 100191, China;
2. Collaborative Innovation Center of Advanced Aero-Engine, Beihang University, Beijing 100191, China;
3. Faculty of Aerospace Engineering, Shenyang Aerospace University, Shenyang 110136, China
Received 6 August 2015; accepted 13 June 2016
Abstract:
A novel experimental approach was presented, namely the overlapping elliptical bulge test, which can load and research thickness normal stress. Theoretical analysis model of the overlapping elliptical bulging was described, the equivalent stress-strain curves of target sheets with different ellipticity ratios were determined experimentally, and influences of the material performance and thickness of overlapping sheets on the flow property of the target sheet were also researched. The results show that, in the overlapping hydraulic bulge test, the equivalent stress-strain curve can be determined up to larger strains before necking than in the no overlapping hydraulic bulge test. And as the die ellipticity ratio decreases, the flow stress curves tend to move away from the curve obtained by circular (b/a=1) bulging test. Meanwhile, the flow property of the target sheet can be improved by choosing higher strength coefficient K, larger work hardening exponent n and proper thickness of the overlapping sheet.
Key words:
flow property; aluminum alloy; overlapping sheet; elliptical bulge; thickness normal stress;
1 Introduction
The determination of the materials�� flow properties is one of the important subjects to research the deformation behavior of metal materials. The test methods widely used to determine the material flow stress include uniaxial tension, compression, torsion, hardness indentation and hydraulic bulge. The uniaxial tension test is simple to conduct, but it has limitations because the flow property of the sheet metal is only provided under uniaxial deformation conditions. In contrast, the material deforms under biaxial deformation conditions during stamping operation, so most of the stress-strain curves currently are obtained through circular die hydraulic bulging test. However, for the sheet hydro-mechanical deep drawing, a significant characteristic is that the hydraulic pressure induces and generates a thickness normal stress. Under the three- dimensional stress state, the flow property of the sheet metal can be improved substantially. But the methods to determine the stress-strain curve currently cannot characterize the influence of the thickness normal stress on the flow property of sheet material. Therefore, studying the new method to characterize the thickness normal stress and determine the stress-strain curve of sheet metal is of paramount significance for the material property testing of sheet hydro-mechanical deep drawing [1,2].
In view of the above problem, in this work, a novel experimental approach is proposed to load the thickness normal stress, that is, the overlapping hydraulic bulge test. Meanwhile, in order to obtain the equivalent stress-strain curve of the target sheet under different stress states, elliptical dies with different aspect ratios are used for the hydraulic bulge test, so as to determine the flow property of sheet material during sheet hydro- mechanical deep drawing more accurately. The overlapping hydraulic bulge test employs the same or different kinds of materials overlapped on one side of target sheet. Under the effect of hydraulic pressure, the overlapping sheet is formed together with target sheet which is located on the liquid chamber side. So, the target sheet can be constrained and loaded with reverse pressure to achieve the biaxial-stretched and thickness compressed three-dimensional stress state. The overlapping hydraulic bulge process and stress states are shown in Fig. 1 [3,4].
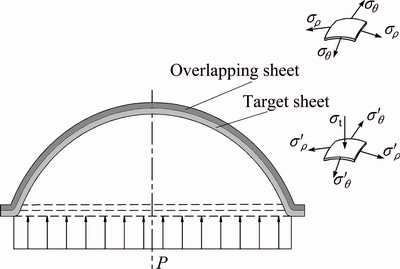
Fig. 1 Overlapping hydraulic bulge process and stress states
For the hydraulic bulging through circular die, HILL [5] proposed the typical analytical model of pole thickness and pole curvature radius in 1950. PANKNIN [6], SPOTA and SPISAK [7], and KRUGLOV et al [8] proposed different theoretical models for the circular hydraulic bulging and verified them. For the determination of the material��s stress-strain curve by hydraulic bulge test using elliptical dies, there have been seldom reports. REES [9] proposed a theoretical analysis model of plastic flow at the pole through the elliptical bulge, the inherent anisotropy was considered, and the theoretical model was validated by experiments which mainly examined the equivalence between pole flow for elliptical bulges, with five different aspect ratios, and the plastic flow in tension. LAZARESCU et al [10,11] presented a new experimental procedure for the determination of the equivalent stress-strain curves by bulging through elliptical dies. The procedure only involves the measurement of two parameters, the hydraulic pressure and polar deflection. By using the proposed methodology, the equivalent stress-strain curve of the DC04 low carbon steel was obtained. BANABIC et al [12] proposed an analytical model for the elliptical bulging of sheet metals by using the deformation theory and the classical Hill yield criterion, which can be applied to both strain hardening and superplastic materials effectively. RAGAB and HABIB [13] evaluated the equivalent stress-strain curves of sheets by using circular die, rectangular die and elliptical die. ZHOU et al [14] carried out the FE simulation of elliptical bulging of AZ31 magnesium sheet, based on a new method of bulging of two clamped blanks, the materials�� plastic flow and strain localization for various ��double blank�� configurations were studied, also the FLD of AZ31 sheet was predicted. LI et al [15] used different elliptical dies for hydraulic bulging tests, and obtained the true stress-strain curves of pure aluminum L2, brass H62 and carbon steel SPCD. By comparison and analysis, they concluded that there was a linear relation between the ellipticity ratio and stress ratio, for the same material, with the increase of stress ratios, the limit equivalent strain of the material increases and the equivalent stress also increases correspondingly.
Earlier works were concentrated mostly on the determination of flow properties of the sheet materials through the monolayer sheet elliptical bulge test. Few researches were reported on the determination of equivalent stress-strain curve of the sheet metal by using the overlapping hydraulic bulge test. In this work, on the basis of the previous work, the focus is put on investigation into the flow property of aluminum alloy by overlapping sheet metal using the elliptical bulge test, so as to more accurately reflect the true flow property of the sheet metal during sheet hydro-mechanical deep drawing. The theoretical analysis model of the overlapping elliptical bulging is described, the equivalent stress-strain curves of target sheets with different ellipticity ratios are determined experimentally, and the influences of material performance and thickness of overlapping sheets on the flow property of the target sheet are also researched.
2 Analytical model
2.1 Radius at pole
Geometrical description of the elliptical bulge is shown in Fig. 2. It is assumed that the shape of the bulge is elliptical in plane x-x, and it is a circle in plane y-y in Ref. [12]. According to the geometrical relationship, the curvature radii (��1, ��2) at the pole can be calculated by
 (1)
(1)
 (2)
(2)
 (3)
(3)
 (4)
(4)
where h is the pole bulging height of the target sheet, a and b are the lengths of the semi-major and semi-minor axes of the bulge reference plane, respectively, which are consistent with the semi-major and minor axes of die aperture, respectively. The curvature radius at the pole can be calculated accurately by measuring the instantaneous pole bulging height.
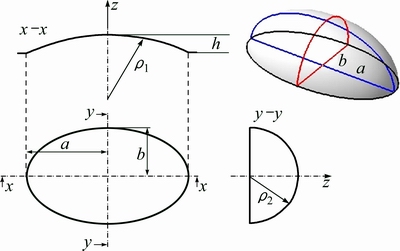
Fig. 2 Geometrical description of elliptical bulge
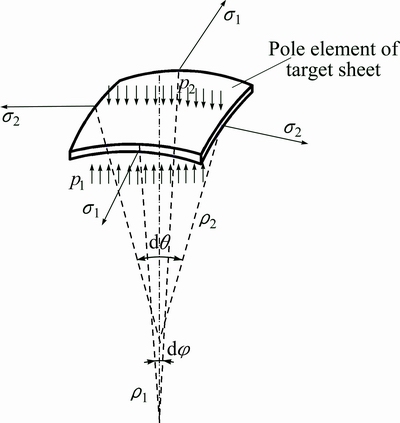
Fig. 3 Equilibrium of pole element of target sheet
2.2 Equivalent stresses at pole
During the mechanics analysis of the overlapping hydraulic bulge through elliptical dies, in order to seek the analytical solution, we will have to admit a set of simplifying assumptions: 1) the sheet material is isotropic; 2) the effect of bending is neglected near the flange region; 3) due to very small relative thickness of square blank, it can be thought that the reverse pressure of the overlapping sheet to the target sheet is uniformly distributed along the sheet thickness; 4) the tangential friction force of the overlapping sheet to the target sheet is neglected in the bulging process. Applying the condition of equilibrium to the pole element, shown in Fig. 3, gives

 (5)
(5)
which leads to
 (6)
(6)
where p1 is the hydraulic pressure, p2 is the reverse pressure of the overlapping sheet to the target sheet, t is the target sheet instantaneous thickness, ��1 and ��2 are the principle stresses on the target sheet surface through elliptical bulging, ��1 and ��2 are the corresponding radii of curved surface. By using Timoshenko��s formulas [16] and combining with Ref. [11], the principle stresses on the target sheet surface can be defined as follows:
 (7)
(7)
 (8)
(8)
The thickness normal stress ��3 is expressed in the average stress, so
 (9)
(9)
p=p1-p2 (10)
During the overlapping hydraulic bulge using elliptical dies, the stress state of target sheet at the pole is ��1>0, ��2>0 and ��3<0. The equivalent stress  can be calculated by von Mises plastic flow criterion:
can be calculated by von Mises plastic flow criterion:

 (11)
(11)
2.3 Equivalent stains at pole
According to Ref. [9], the derivation process of pole strains can be applied to this work, which is expressed as follows:
 (12)
(12)
 (13)
(13)
 (14)
(14)
where ��1 and ��2 are the principle strains on the target surface through elliptical bulging, ��3 is the normal stain, t0 is the target sheet original thickness.
During the overlapping hydraulic bulge using elliptical dies, the strain state of target sheet at the pole is ��1>0, ��2>0 and ��3<0. The equivalent strain  can be calculated by von Mises plastic flow criterion:
can be calculated by von Mises plastic flow criterion:

 (15)
(15)
 (16)
(16)
 (17)
(17)
 (18)
(18)
2.4 Thickness at pole
The current value of the polar thickness t can be calculated from the following relationship:
 (19)
(19)
The equivalent stress-strain curves can be constructed using Eqs. (11) and (15). From Eqs. (11) and (15), the equivalent stress and equivalent strain can be calculated by the experimental determination of the following process parameters: the instantaneous hydraulic pressure p1, the reverse pressure of the overlapping sheet to the target sheet p2, the pole bulging height of target sheet h and the target sheet instantaneous thickness t and making the necessary processing for experimental data.
3 Experimental
3.1 Material
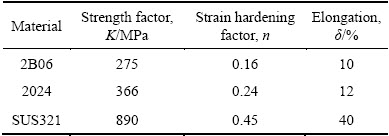
Aluminum alloy 2B06 with a nominal thickness of 1.0 mm, mostly used for aircraft manufacturing area, was chosen as the target sheet for the experiments in this work. Different materials used as the overlapping sheet included aluminum alloys 2B06, 2024 and stainless steel SUS321. The mechanical properties of the materials are shown in Table 1. Sheet blanks were cut to the size of 200 mm �� 200 mm. In order to obtain the strain distribution of the bulging specimen, the grid was printed on the surface of the sheet blank and was used for measuring the strain distribution.
Table 1 Mechanical properties of overlapping sheet materials
3.2 Elliptical bulging equipment and tooling
Hydraulic bulge tests were carried out on the self- developed 500 kN sheet hydroforming equipment at Beihang University, China. The machine was controlled through a hydraulic feed controller, the dynamics of which was provided by a hydraulic oil filled accumulator, charged using a two-stage pump located next to the machine for performing hydraulic bulge function. All test conditions could be set up through the software installed in the computer integrated to the press forming machine. In the overlapping elliptical bulge test, the hydraulic bulging pressure can be measured instantaneously by setting the pressure sensor on the oil inlet circuit of the liquid chamber. The reverse pressure of the overlapping sheet to the target sheet was measured by the self-designed measurement system, which can instantaneously measure the pressure and distribution between the two sheets. The instantaneous pole bulging height, which can be used to calculate the instantaneous variation in thickness of the target sheet, was measured by a displacement sensor. The elliptical bulge test dies are shown in Fig. 4. The major axis (a) of die apertures is 100 mm and the minor axis (b) is 100, 90, 80 and 60 mm, respectively. The ellipticity ratios (b/a) are 1.0, 0.9, 0.8 and 0.6, respectively.
3.3 Experimental procedure
Two types of tests were performed in this study. In the first type of tests, the equivalent stress-strain curves of target sheets were obtained by using different overlapping sheet materials. Three kinds of overlapping sheets 2B06, 2024 and SUS321 with thickness of 1.0 mm were used, and the material of target sheet is aluminum alloy 2B06 with thickness of 1.0 mm. The influence of overlapping sheet materials on the plastic behavior of target sheet was studied concurrently. In the second type of tests, the same tests were carried out by using different overlapping sheet thicknesses. SUS321 overlapping sheets with thicknesses of 0.5, 1.0 and 1.5 mm (the thickness of 2B06 target sheet is 1.0 mm) were chosen to carry out the bulge test. Meanwhile, the influence of overlapping sheet thickness on the equivalent stress-strain curves of target sheets was researched correspondingly (as shown in Table 2).
Table 2 Elliptical bulging test schemes

4 Result and discussion
4.1 Flow property of target sheet with different ellipticity ratios
Specimens of 2B06 with the same overlapping sheet material and different ellipticity ratios are shown in Fig. 5. The flow stress curves obtained from the elliptical bulging tests were evaluated by the overlapping hydraulic bulge and no overlapping hydraulic bulge tests (shown in Fig. 6). The main difference between these two tests is the stress state of target sheet, the plane stress state in the no overlapping hydraulic bulge test and the three-dimensional stress state in the overlapping hydraulic bulge test. Localized necking occurs for different ellipticity ratios in the no overlapping hydraulic bulge tests at lower strain levels before material fractures and higher strain levels were attained in the overlapping hydraulic bulges. And under the overlapping mode, the equivalent stress of the target sheet decreases and the flow property is improved. Through above analysis, it can be seen that the thickness normal stress has a significant influence on the flow property of 2B06 materials. Therefore, for the aluminum alloy materials with poor plastic flow property, the flow property can be improved by using the overlapping mode which can increase the thickness normal stress of target sheets effectively. Moreover, for the elliptical dies with different aspect ratios, the flow stress curves tend to move away from the curve obtained by circular (b/a=1) bulging test as the die ellipticity ratio decreases. Figure 7 shows the error of the experimental stress-strain curves obtained by the proposed procedure (the material of overlapping sheet is SUS321). Through many tests, the standard error, which will be the judgment standard of experimental error, is calculated by Eq. (20) for the stress and strain values. As seen in Fig. 7, the proposed procedure can describe the equivalent stress-strain curves of 2B06 target sheet well.
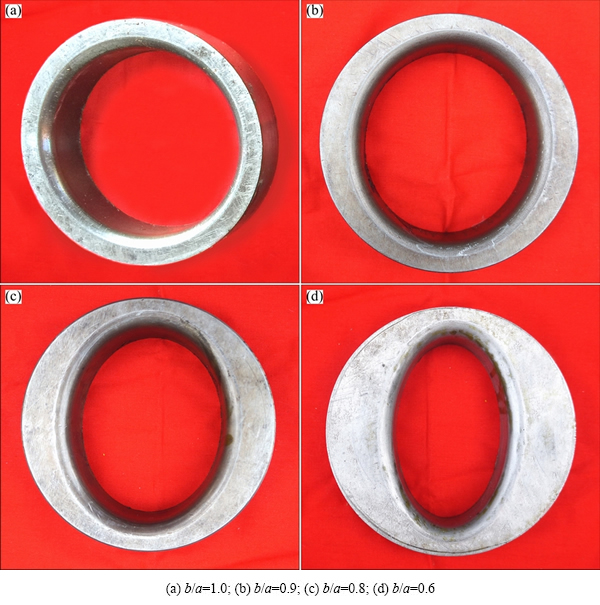
Fig. 4 Elliptical bulge test dies

Fig. 5 2B06 specimens with different ellipticity ratios
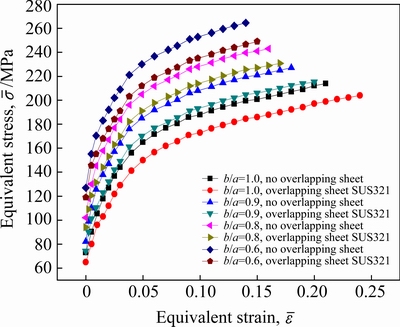
Fig. 6 Equivalent stress-strain curves of 2B06 target sheet with different ellipticity ratios
 (20)
(20)
where �� is the standard error, Xi is the single test value,  is the arithmetic average value of test values, and n is the test number.
is the arithmetic average value of test values, and n is the test number.
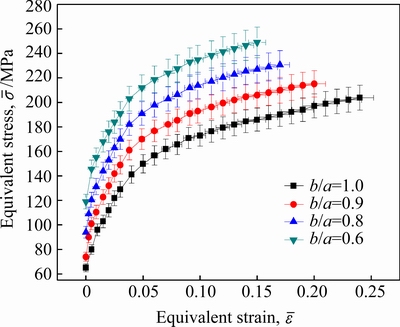
Fig. 7 Errors of experimental stress-strain curves obtained by proposed procedure
4.2 Influence of material properties of overlapping sheet on flow property of target sheet
For the elliptical hydraulic bulge test with different overlapping sheet materials, the equivalent stress-strain curves of 2B06 target sheet are shown in Fig. 8. As shown in Fig. 8, the influence of overlapping sheet materials on flow property of target sheet is the same for the different ellipticity ratios, namely, with the selection of materials with good plasticity for the overlapping sheet, the equivalent stress of the target sheet decreases and the equivalent strain increases. With the overlapping sheet material SUS321, the equivalent stress of the target sheet is minimum, the equivalent strain before localized necking is maximum and the flow property is best, followed by the overlapping sheet 2024 having better and 2B06 having inferior flow property among the three overlapping sheet materials.
The improvement of flow property of target sheet is associated with the thickness normal stress provided by overlapping sheet, while this is closely related with the mechanical performance parameters of the overlapping sheet. During this research, it has been assumed that the stress and strain of the overlapping sheet and target sheet satisfy the Hollomon constitutive model [4]. The stress-strain relationship of overlapping sheet is
 (21)
(21)
where K1 is the overlapping sheet strength coefficient, and n1 is the overlapping sheet hardening exponent.
The stress-strain relationship of target sheet is
 (22)
(22)
where K2 is the target sheet strength coefficient, and n2 is the target sheet hardening exponent.
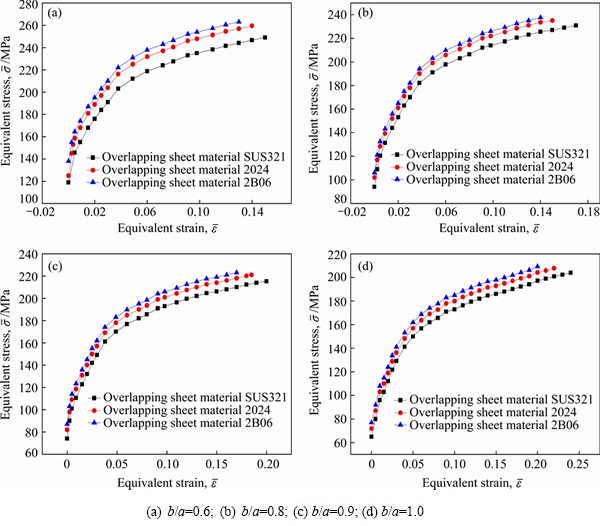
Fig. 8 Equivalent stress-strain curves of 2B06 target sheet with different overlapping sheet materials
According to the stress-strain curve of material, in the overlapping hydraulic bulge, the size of any point of reverse compressive stress is related with the deformation stage of target sheet and overlapping sheet. Since the thicknesses of overlapping sheet and target sheet are small, we can assume that the deformation of any point is similar. In this way, the deformation degree of overlapping sheet and target sheet can be calculated from the derivation of Eqs. (21) and (22):
 (23)
(23)
 (24)
(24)
Assuming that the overlapping sheet and the target sheet have the same work hardening exponent n1=n2, when K1>K2, the strength of overlapping sheet is higher and its deformation is more difficult than that of the target sheet under certain hydraulic pressure. Therefore, the target sheet is affected by the high reverse compressive stress from the overlapping sheet, so the flow property of target sheet is improved correspondingly. Meanwhile, the higher the value of K of the overlapping sheet is, the greater the reverse compressive stress is and the better the target sheet can be formed. When K1<>2, with low strength of the overlapping sheet and high strength of the target sheet, the deformation of the overlapping sheet is easier, the target sheet is affected by the low reverse compressive stress from the overlapping sheet and cannot facilitate the flow property improvement.
Assuming that the overlapping sheet and the target sheet have the same strength coefficient K1=K2, when n1>n2, strain hardening effect, deformation resistance ability and deformation uniformity of the overlapping sheet are better than those of the target sheet. Under similar forming conditions, the deformation behavior of target sheet can be constrained by that of overlapping sheet, and the deformation uniformity is also improved correspondingly. The higher the n value of the overlapping sheet is, the more significant the aforementioned constraint effect is and the better the target sheet can be formed. However, when n1<>2, strain hardening effect of overlapping sheet is worse, the deformation is easier, while deformation resistance of the target sheet is higher, and the deformation is more difficult. So, it has little influence on the flow property of the target sheet. Again, it indicates that larger strength coefficient and work hardening exponent are good for the improvement of target sheet flow property and formability.
4.3 Influence of overlapping sheet thickness on flow property of target sheet
For the elliptical hydraulic bulge test with different overlapping sheet thicknesses, the equivalent stress-strain curves of 2B06 target sheet are shown in Fig. 9. As can be seen, like the influence rule of overlapping sheet materials on flow property of target sheet, under different ellipticity ratios, the larger the overlapping sheet thickness is, the smaller the equivalent stress of the target sheet is, the larger the equivalent strain before necking is and the better the flow property will be. Due to the increasing overlapping sheet thickness, the higher hydraulic pressure is needed for the bulging test. Therefore, the reverse compressive stress of the overlapping sheet to the target sheet also becomes higher, which is conducive for the improvement in the flow property of the target sheet. But considering the production cost and forming difficulties, the thickness of the overlapping sheet should be chosen as similar with the target sheet.
Based on the above analysis, it can be found that different overlapping sheet materials and thicknesses will induce the target sheet to different stress states, which is similar to the stress states of sheet metal in hydro-mechanical deep drawing by changing the hydraulic pressure. So, the flow property of the sheet metal in hydro-mechanical deep drawing can be well characterized by controlling and changing the materials and thicknesses of overlapping sheets.
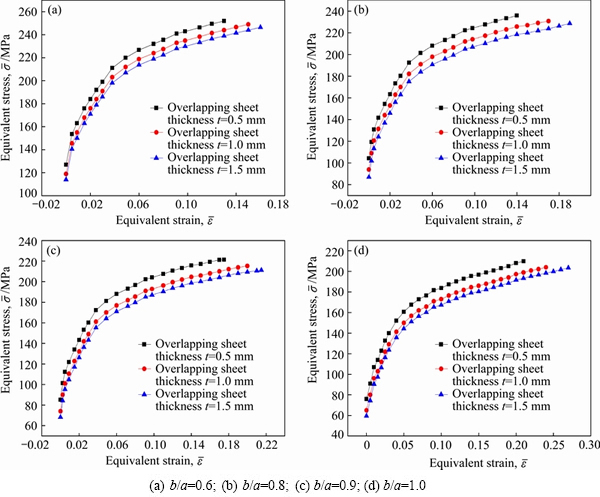
Fig. 9 Equivalent stress-strain curves of 2B06 target sheet with different overlapping sheet thicknesses
5 Conclusions
1) A novel experimental procedure to determine the stress-strain curve of the sheet metal is presented, namely the overlapping hydraulic bulge test. Compared with the existing methods, the proposed procedure can characterize the influence of the thickness normal stress on the flow property of the sheet material accurately and is similarly simple to conduct. Meanwhile, the overlapping mode can also be used for commercial scale production, and the formability of the target sheet can be improved correspondingly. However, the production cost and process conditions must be taken into consideration.
2) Due to the three-dimensional stress state induced in the overlapping hydraulic bulge test, the equivalent stress-strain curve can be determined up to larger strains before necking than in the no overlapping hydraulic bulge test. And the equivalent stress of the target sheet decreases, the flow property is improved correspondingly. For the elliptical dies of different aspect ratios, the flow stress curves tend to move away from the curve obtained by circular (b/a=1) bulging test with the decrease of die ellipticity ratio.
3) For the material that meets the Hollomon constitutive model, the reversed pressure provided by overlapping sheet is related to the strength coefficient K and the work hardening exponent n of the overlapping sheet. The overlapping sheet materials with higher strength coefficient K and work hardening exponent n are helpful for improving the flow property of target sheets. Meanwhile, this regularity is heightened with the increase of the overlapping sheet thickness.
References
[1] LANG Li-hui, WANG Yong-ming, XIE Ya-su, YANG Xi-ying, XU Ying-qiang. Pre-bulging effect during sheet hydroforming process of aluminum alloy box with unequal height and flat bottom [J]. Transactions of Nonferrous Metals Society of China, 2012, 22(S2): s302-s308.
[2] GUTSCHER G, WU H C, NGAILE G, ALTAN T. Determination of flow stress for sheet metal forming using the viscous pressure bulge (VPB) test [J]. Journal of Materials Processing Technology, 2004, 146(1): 1-7.
[3] GAO Tie-jun, CHEN Peng, WANG Yao, WANG Zhong-jin. Forming and numerical simulation of aluminum alloy hemispherical part overlapped included viscous medium of stainless steel [J]. Forming & Stamping Technology, 2014, 39(9): 17-20. (in Chinese)
[4] GAO Tie-jun, LIU Yang, CHEN Peng, WANG Zhong-jin. Analysis of bulging process of aluminum alloy by overlapping sheet metal and its formability [J]. Transactions of Nonferrous Metals Society of China, 2015, 25(4): 1050-1055.
[5] HILL R. A theory of the plastic bulging of a metal diaphragm by lateral pressure [J]. London Edinburgh & Dublin Philosophical Magazine Journal of Science, 1950, 41: 1133-1142.
[6] PANKNIN W. The hydraulic bulge test and the determination of the flow stress curves [D]. Stuttgart: University of Stuttgart, 1959: 8-30.
[7] SPOTA J, SPISAK E. Determination of flow stress by the hydraulic bulge test [J]. Metahurgija, 2008, 47(1): 13-17.
[8] KRUGLOV A, ENIKEEV F U, LUTFULLIN R Y. Superplastic forming of a spherical shell out a welded envelope [J]. Materials Science and Engineering A, 2002, 323(1): 416-426.
[9] REES D. Plastic flow in the elliptical bulge test [J]. International Journal of Mechanical Sciences, 1995, 37(4): 373-389.
[10] LAZARESCU L, NICODIM I P, COMSA D S, BANABIC D. A procedure for the evaluation of flow stress of sheet metal by hydraulic bulge test using elliptical dies [J]. Key Engineering Materials, 2012, 504-506: 107-112.
[11] LAZARESCU L, COMSA D S, NICODIM I, CIOBANU I, BANABIC D. Characterization of plastic behaviour of sheet metals by hydraulic bulge test [J]. Transactions of Nonferrous Metals Society of China, 2012, 22(S2): s275-s279.
[12] BANABIC D, BALAN T, COMSA D S. Closed-form solution for bulging through elliptical dies [J]. Journal of Materials Processing Technology, 2001, 115(1): 83-86.
[13] RAGAB A R, HABIB O E. Determination of the equivalent stress versus equivalent strain rate behaviour of superplastic alloys in biaxial stress systems [J]. Materials Science and Engineering A, 1984, 64(1): 5-14.
[14] ZHOU G, ANANTHAESWARA K, MITUKIEWICZ G, LI D, MISHRA R K, JAIN M K. FE simulations of gas blow forming and prediction of forming limit diagram of AZ31 magnesium sheet [J]. Journal of Materials Processing Technology, 2015, 218: 12-22.
[15] LI Chun-feng, YANG Yu-ying, LI Xue-chun. Research on the hydraulic bulging by elliptical dies [J]. Electronics Process Technology, 1995(6): 15-17. (in Chinese)
[16] TIMOSHENKO S P, KRIEGER S W. Theory of plates and shells [M]. New York: McGraw-Hill, 1959: 56-122.
���ڸ������Բ������������Ͻ�2B06��ĵ���������
�� ҫ1��������1, 2��������3����Ȫ��1
1. �������պ����ѧ ��е���̼��Զ���ѧԺ������ 100191��
2. �������պ����ѧ �Ƚ����շ�����Эͬ�������ģ����� 100191��
3. �������պ����ѧ ���պ��칤��ѧ�������� 110136
ժ Ҫ�����һ�ִ��µ����鷽�������������Բ�������飬���ø����鷽�̿���ʵ�ֺ�ȷ���Ӧ���ļ��غ��о��������������Բ���ε����۽���ģ�ͣ�ͨ������ȷ����ͬ��Բ���°�ĵĵ�ЧӦ��-Ӧ�����ߣ����о�����������ܺͺ�ȶ�Ŀ�����������ܵ�Ӱ�졣����������������Һѹ���Σ������Һѹ���εõ��ĵ�ЧӦ��-Ӧ����������ǰ��Ӧ��ֵ��������Բ��ģ��Բ��ԽС�����õĵ�ЧӦ��-Ӧ��������Բ�ΰ�ģ(b/a=1)��������ԽԶ��ͬʱ�����ι�����ѡ��ǿ��ϵ��K�ϸߡ��ӹ�Ӳ��ָ��n�ϴ��ʵ���ȵĸ���������Ŀ���ij������ܵ���ߡ�
�ؼ��ʣ��������ܣ����Ͻ𣻸��壻��Բ���Σ���ȷ���Ӧ��
(Edited by Wei-ping CHEN)
Foundation item: Project (2014ZX04002041) supported by the National Science and Technology Major Project, China; Project (51175024) supported by the National Natural Science Foundation of China
Corresponding author: Li-hui LANG; Tel: +86-10-82316821; E-mail: lang@buaa.edu.cn
DOI: 10.1016/S1003-6326(16)64334-0
Abstract: A novel experimental approach was presented, namely the overlapping elliptical bulge test, which can load and research thickness normal stress. Theoretical analysis model of the overlapping elliptical bulging was described, the equivalent stress-strain curves of target sheets with different ellipticity ratios were determined experimentally, and influences of the material performance and thickness of overlapping sheets on the flow property of the target sheet were also researched. The results show that, in the overlapping hydraulic bulge test, the equivalent stress-strain curve can be determined up to larger strains before necking than in the no overlapping hydraulic bulge test. And as the die ellipticity ratio decreases, the flow stress curves tend to move away from the curve obtained by circular (b/a=1) bulging test. Meanwhile, the flow property of the target sheet can be improved by choosing higher strength coefficient K, larger work hardening exponent n and proper thickness of the overlapping sheet.
