
���±�ţ�1004-0609(2016)-09-1843-07
�����Ѱ���Է�Ӧǥ������������
�̷���1, 2������÷2���� ��2��������2
(1. ����ѧ ������ִ����Ӽ����ص�ʵ���ң���� 300072��
2. ����ѧ ���Ͽ�ѧ�빤��ѧԺ����� 300072)
ժ Ҫ��
�ڲ�����ǥ�ϵ�����£�ʹ������4%ZnCl2��4%SnCl2(��������)������CsF-AlF3�Է�Ӧǥ�����Գ��ͷ��Ʊ���������о���������Է�Ӧǥ�����ӡ�ͨ������ǥ���¶ȡ�����ʱ��Ȳ�����ȷ�������Ѱ���Է�Ӧǥ�����ա�ʹ�ù�ѧ������ɨ����������������Ƕ�ǥ����ͷ������֯�۲�ͳɷ���ȱ�ݷ���������ǥ����ͷ�ڲ�ͬ�����¶��µ�����ǿ���Լ����Ѱ��ƽѹǿ�ȡ����������ǥ���¶�Ϊ570 �桢����ʱ��30 minʱ�����Ʊ�������������Ѱ壬��ǥ����ͷ�������ã�δ������ʴȱ�ݣ�����о��ͷ������ǿ��Ϊ46~52 MPa����25~150 �淶Χ�ڣ�����ǿ���������½����Է�Ӧǥ���Ʊ��������Ѱ�ƽѹǿ�ȿɴ�1.75 MPa��
�ؼ��ʣ�
�Է�Ӧǥ����������������ǿ����ƽѹǿ����
��ͼ����ţ�TG454���� ���ױ�־�룺A
�����Ѱ������ܶ�С�����Դ��ȶ��Ժã������������ܺã����㷺��Ӧ���ں��պ��졢��ͨ���䡢����װ�Ρ����·���������[1-3]��Ŀǰ�����ӷ��Ʊ��������Ѱ��ڸ��¡���ʪ�ȶ����������������㿪�ѣ����������Ѱ��Ӧ��Ҳ��˳������ڽ�ճ��[4-7]��ǥ������ʵ�ֽ�ͷ��ұ�����ӣ��Ҿ��п�һ��װ�䡢ǥ��ʱ��̵ȹ����ŵ㣬���Ʊ����Ѱ������ķ���[8-9]��Ŀǰ�����ǥ�����Ѱ���Ҫ���ڸ���600 ��������ǥ����������¯��ǥ��[10-11]�������ַ���ǥ���¶ȶ����ߣ������˴ֿ��ȴ���ǿ�����Ͻ�Ĺ����¶ȣ������������Ѱ��ѡ�ģ�Ӱ����ǿ�ȵĽ�һ����ߣ���һ���棬������ǥ�������豸Ͷ�ʶࡢǥ�����ڳ�����Ʒ�ɱ������Ա��㷺�ƹ�Ӧ�á����⣬����о�ĺ��С��0.5 mm�������ѽṹ��ǥ������ǥ����ʴĸ���Լ�ǥ��Ԥ�����ѵ�ȱ��[12]���Է�Ӧǥ��[13]���̲�ʹ��ǥ�ϺϽ����Է�Ӧǥ���еĻԪ��ǥ��ʱ��ĸ�ķ�Ӧ���ɽ�������ʵ��ұ�����ӣ�������Ϊ�����Ѱ���Ʊ��ṩ��ȫ�µ�˼·��
�����Է�Ӧǥ���Ʊ������Ѱ��ڽ���ǥ�������¶ȵ�ͬʱ������������Ѱ�Ľ�ͷ���ܡ����������о�ǥ�������������Ѱ���͵�Ӱ�죬���Ժ��������Ѱ�Ľ�ͷ��֯�����ܽ����˷�������ԡ�
1 ʵ��
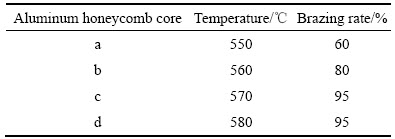
��ʵ��ѡȡ�����0.15 mm���ҵ�1060����(��15 mm)�Ʊ�������оa��b��c��d�������Ѱ���������ѡ�óߴ�Ϊ2 mm��1060���Ͻ���1.5 mm�� 4043/3003/4043����ǥ����e��f��g��h�����а�������ռǥ������10%���ҡ�ǥ��ǰ��Ҫ�Գ��ͷ��Ʊ��İ���������(�߳�Ϊ6 mm)������������������м�ϴ����ϴ����ȥ�������������ۺ�����Ĥ��֮���þƾ���ϴ�ɾ�����Ȼ���ɱ��á�����ϴ��İ���������������������о���װ�������Ͻ��ܵķ���״�ṹ����ͼ1��ʾ��
�Է�Ӧǥ��ʹ������4%ZnCl2�� 4%SnCl2(��������)��������ʴCsF-AlF3��������ǥ��������HMX1100-30A����ʽ����¯����¯���Է�Ӧǥ������ʽ����¯��ǰ������ǥ���¶ȣ�Ϊ��֤¯���¶Ⱦ��ȣ����¶��ȶ�����Ϳǥ���������ѽṹ����¯��ǥ�����£����¶Ƚ���400 ������ȡ���ڿ�������Ȼ��ȴ��Ϊ���о�����ʱ���ǥ���¶ȵȲ����Է��ѽṹ���͵�Ӱ�죬������1���е�ʵ�鷽�����Ʊ�������Ѱ�����Ӵ��Ľ���������������ý��������۲��ͷ����֯����������S-4800���䳡����ɨ�����������EDAX��˾��Genesis XM2�������ǶԽ�ͷ��֯��ò���ɷּ�ȱ�ݽ��з�����ʹ��Instron Model 5848 Micro Tester����ϵͳ���������Instron Fast Track 2 Software���������ѽṹǥ����ͷ�ڸ��������µ�����ʵ�顣����GB/T1453��2005�������Է�Ӧǥ���Ʊ��������Ѱ��ƽѹǿ�ȣ�����������ٶ�Ϊ0.5 mm/min��

ͼ1 װ����������о
Fig. 1 Aluminum honeycomb core after assembling
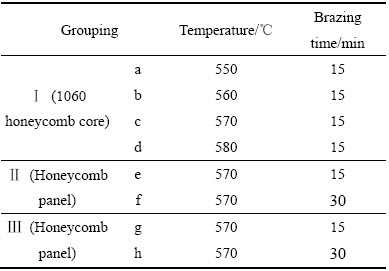
��1 �Է�Ӧǥ�������Ż�����
Table 1 Optimization scheme of self-brazing parameters
2 ���������
2.1 ����ʱ�估ǥ���¶ȶԷ��Ѱ���͵�Ӱ��
��ʵ�����¯��ǥ�������ڲ��������ձ�����Ϊ�˷�ֹǥ��¯����ʱ����ڶ����������������������ѡ��¯������ǥ���¶�ʱ���ٰ�װ��õ��������ٷ���ǥ��¯�ڡ���ˣ�����ʱ���ѡ���ǥ������нϴ��Ӱ�졣����ʱ��̫�̣�������ﲻ����Ӧ�¶ȶ����ܳɹ�ʵ�ֽ�ͷ���ӣ�����ʱ�������������������Ҳ�������Դ���˷ѡ����⣬ǥ���¶���Ӱ��ǥ��Ч������һ����Ҫ���ء��Է�Ӧǥ���¶�һ���������ǥ���������ۻ���ǥ����ĸ�ĵ������¶ȣ���һ���棬ǥ���¶�Ҳ���ǥ���������ѽṹ����ѧ���ܲ���Ӱ�졣����ʱ����ͬ������£�ǥ���¶�Խ�ߣ�1060�����ĸ�����������ͻ�Խ���ء�
Ϊ���Ż����ղ�����������Ƶķ��������Է�Ӧǥ������I��ǥ���������2��ͼ2��������ʱ��Ϊ15 minʱ��550 ��ʱ����оa��ǥ���ʽϵͣ�����ǥ���¶ȵ����ߣ�����оb��c��d���Ӳ�λ��ǥ����Ҳ����ߣ�ǥ���¶���570 ������ʱ��ǥ���ʿɴ�90%���ϣ�����ǥ���¶ȹ���(580 ��)ʱ��1060������������Ե��������ζ����Ͳ������ܣ���ˣ�����ʱ��Ϊ15 minʱ���Ʊ�����о���ŵ��Է�Ӧǥ���¶�Ϊ570 �档
��2 ��I��ǥ��ʵ����
Table 2 Results of first group self-brazing
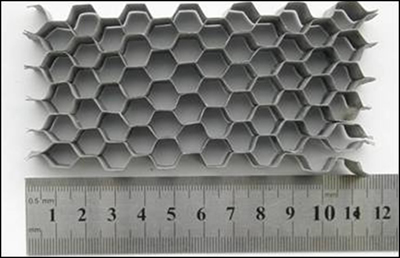
ͼ2 �Է�Ӧǥ��������оaʵ��ͼ
Fig. 2 Aluminum honeycomb core a bonded by self-brazing
�ڢ���ǥ������ʱ���Է���о��1060���Ͻ���������ͼ3(a)��ʾ������װ�䣬ǥ���¶�Ϊ570 �棬���ǵ���������Լ�����ְ�о߶������Ѱ��Ӱ�죬����ʱ��ֱ���Ϊ15 min��30 min��ǥ����������Ѱ�e��f�ķ���о�ڰ���ͷ�������ã��������ڰ��ֻ�в���λ�������ϣ������Ѱ����������ʧ�ܡ���III��ǥ���������ѡ��1.5 mm��ĸ���ǥ���壬ǥ������ͬ��(�ڢ���)������ʱ��Ϊ30 min�������Ѱ�h��ǥ��Ч��Ҫ����15 min�������Ѱ�g���Ʊ������������Ѱ�h��ͼ3(b)��ʾ��
�Է�Ӧǥ�����ɷ�Ӧ���ɵĽ�������������ĸ�ģ��Խ�ͷ�ļ�϶Ҫ��ϸߣ������Ѱ�װ��ʱо����1060����ƽ���Ⱥ��ѱ�֤��δ�ܳɹ�ʵ���������ӵ���Ҫԭ��ѡ��ǥ��������壬ǥ���¶�Ϊ570 �棬����30 minʱ��ǥ��������ۻ���ǥ�ϻ�ʹҺ̬�������ӣ��ɼ�Сװ�侫�ȶ����������Ѱ�ǥ�����͵�Ӱ�졣

ͼ3 �����Է�Ӧǥ�������Ѱ�װ��ͼ��ʵ��ͼ
Fig. 3 Aluminum honeycomb panel bonded by self-brazing
2.2 ��ͷ��֯����
Ϊ�˷������Ʊ��������Ѱ��ǥ��Ч�����������Ѱ�h��ͬ�����Ӳ�λ������֯�۲졣ͼ4(a)��ʾΪ����о�������η���һ�ǵĺ���������֯ͼ���м䷢������Ϊǥ�죬���Կ�����ͷ�������ã�ǥ���еĻ������ʱ�֤���Է�Ӧǥ��ʱ�γ��㹻���Һ̬����ʵ�����ӡ���ͼ4(b)���Կ��������ڰ����Ӵ�Բ�ǹ���ƽ��������ʴ�������˴�Ϊǥ��ʱǥ������λ�ã�����˴�������ʴ��ʵ�������ѽṹ��ǥ������ʮ����Ҫ�����������Ѱ�h�з���о�ڰ�����������������ֱ��ȡ����ڰ��˫��ڰ�������T�ͽ�ͷ���ݽ���������������֯��ͼ4(c)��(d)��ʾ����ͼ4(c)���Կ�������570 ���ǥ���¶��µ���ڰ��������������ã��γ���ǥ�ǡ�ͼ4(d)��˫��ڰ�������Ҳ�γ��˱�����ǥ�ǣ����ڰ������Ҳʮ�� ���ܡ�
����������Ѱ�h�еĽ�ͷ����SEM����ͼ5��ʾ����֯����������3������ͼ5(a)����оǥ����ͷ������ֻ������ǥ������ȱ�ݣ�����λ���������ܣ���ɫ��֯��Ҫ��Sn���ʲ�����״�ֲ�����Sn�Ͻ���Ϊ����������Zn��Al���塣���Է�Ӧǥ��ʱ��ǥ���е�Zn2+��Sn2+��ĸ���е�Alԭ�ӷ����û���Ӧ����Һ̬����Zn��Sn[14]����Al���ܶȽϴ��Zn������ĸ��Al�������ɢ�ܽ⣬����Al���ܶȽ�С��Sn������ȴ���̹����������˾��紦�����ڷ���о˫��ڰ�����������ϴ���ǥ�����������������Ĥ�����ų������γɼ���ȱ�ݡ�ǥ����϶��Ӱ������γɵ���һ����Ҫ���أ�װ��ʱ���ѱڰ�䲻�˹�����Ԥ��һ����ǥ����϶���ڼ������ų����Ӷ��ɼ��ټ���ȱ�ݵ��γɡ�
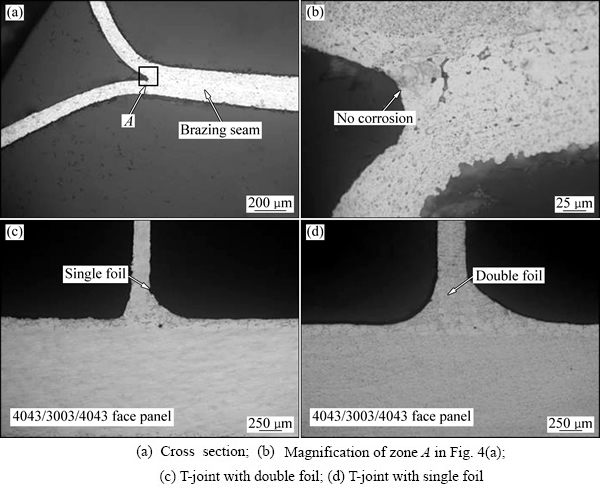
ͼ4 ���Ѱ���ǥ����ͷ��ͬλ�õĽ��������֯
Fig. 4 Metallographic microstructure of different positions of joints in aluminum honeycomb panel
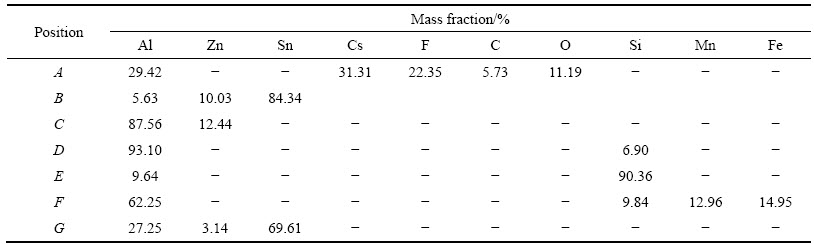
ͼ5(c)��ʾΪ�ڰ����������ӽ�ͷ������T�ͽ�ͷ�������С���˴�����û��ȱ�ݲ�����ͼ5(d)��ʾΪ�������֯��ò���ɱ�3�����������֪��ɫϸ����״��֯E�ǹ���Si�࣬��ɫ��״��֯F��Mn-Fe��[15]�����Ƿֲ��İ�ɫ��֯G���û���Ӧ���ɵ�Sn������ΪAl���塣ǥ��ʱ���������Al-Siǥ����ǥ���¶������û����ɵ�Һ̬����Zn��Sn�γ��µ�Һ�� [16-17]��ǥ���ۻ�����ĸ����ܽ���ɢ���ڰ�������ĽӴ�������������¶Ƚ��ͣ�ǥ����ͷ���̣��ɹ�ʵ�������ڰ���ұ���ϡ�
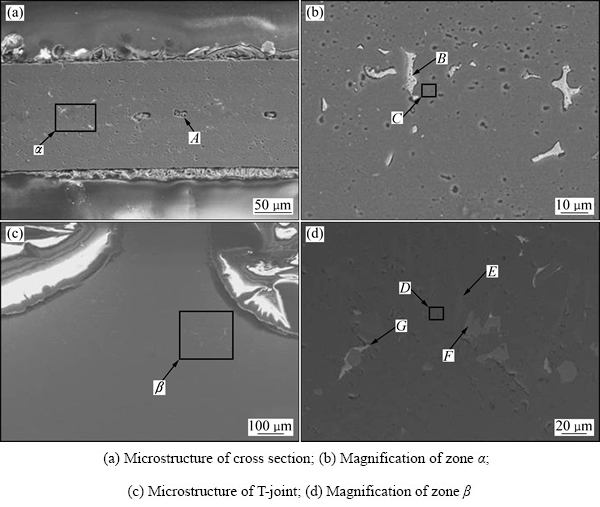
ͼ5 ǥ����ͷ��֯��ò��������λ��
Fig. 5 Morphologies of joint and EDS analysis of typical positions
��3 �羵���������
Table 3 EDS analysis results of different phases
2.3 ��ѧ���ܷ���
�����Ѱ�����ܲ����ܲ��ʡ����ղ��������ص�Ӱ�죬�����ڲ�ͬ�¶�������������Ҳ��һ���������ǽ�ճ���Ѱ塣LEE��[18]�о��¶ȶԽ�ճ�ͷ��Ѱ����ǿ�Ⱥ�ƽѹ���ܵ�Ӱ�죬������ʾ���Ź��������¶ȵ����ߣ����Ѱ����ǿ�Ƚ��ͣ��������ڽ�ճ��λ���Ѷ�ʧЧ��
�ڲ�ͬ�����¶��¶��Ʊ���������о��ͷ�Ŀ�����ǿ�Ƚ����˲��ԣ����Թ�����ͼ6��ʾ�����Ʊ��õķ���о�Ͻ�ȡ��ͼ��������ʾ�Ľ�ͷ����(30 mm��15 mm��0.15 mm)������չƽ����С��ѧ����������Ͻ��в��ԡ���4����Ϊ��570 ��������1060������оc�Ľ�ͷ����ʵ��������ͬ�����¶��½�ͷ����ǿ�Ȼ�������46~52 MPa֮�䲨����û�г������Ե��½����ƣ�����������������ĸ�Ĵ���ǥ����ͷ���Ӵ������ã���������ǿ��ʵΪĸ�ĺ��������ǿ�ȣ���������ʵ���¶ȶԷ���о����ǿ��Ӱ�첻�Ǻܴ������Է�Ӧǥ��ʵ�ֵ���ұ�����ӣ�������ʵ������¶�150 ����ڿ��ܳ��ֵ��۵�Һ̬�Ͻ���¶ȣ���ͬʵ���¶ȶԷ���о��ͷ��֯Ӱ�첻����˶�������ǿ��Ӱ�첻�������ֵ�ǿ��ֵ�IJ�������������ʵ���й����гֻӾ��ȶȲ�����ɵġ�
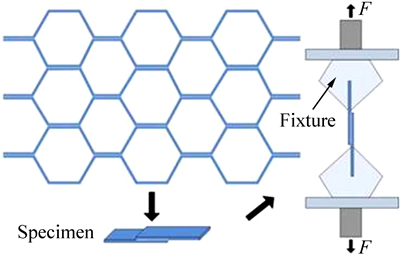
ͼ6 ������о��ͷ����ʾ��ͼ
Fig. 6 Schematic diagram showing tensile shearing of aluminum honeycomb core joint
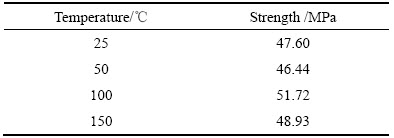
��4 ��ͬ�¶��½�ͷ������ʵ����
Table 4 Tensile shearing results of joints at different temperatures
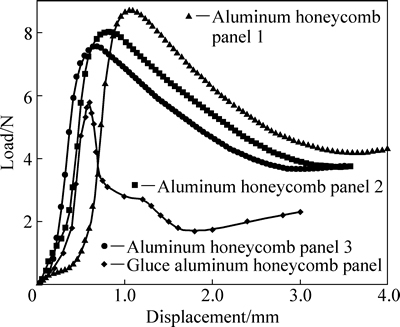
����ǥ���¶�570 �棬����ʱ��Ϊ30 min�����£��Է�Ӧǥ���Ʊ���3�������Ѱ�ƽѹ����(68 mm��68 mm��18 mm)����ƽѹǿ�Ȳ��ԣ��õ����غ�λ��ͼ��ͼ7��ʾ����ͼ7���Կ������տ�ʼʱ���غɺ�λ�Ƴ����Թ�ϵ���ڰ巢�����Ա��Σ������غɵ����ӣ��ﵽ����ƻ��غ�ʱ�����ѱڰ忪ʼ�����������������ѽṹ����ʧ�ȣ����ص��غ����½��������Է�Ӧǥ���Ʊ��������Ѱ��ͷ��ʵ�ֵ���ұ���ϣ����ᷢ����ճ���ѱڰ��ѽ����ѵ��������,ƽѹ�غɵ��½��ٶ�ҪԶС������[18]�н�ճ�Ʊ��ķ��Ѱ壬�����غɲ�����С������������Ա��������������ڱڰ��ϴ���������Σ���������о�Ӵ��������ʵ�����غ��������ӡ��Է�Ӧǥ���Ʊ��������Ѱ�ƽѹǿ��Ϊ1.75 MPa���ڰ�ѹ��ǿ�ȿɴ�50.02 MPa�����˻�̬��1060���Ͻ�(69 MPa)��ȣ�ǿ��û�������½���
ͼ7 �����Ѱ�ƽѹʵ����
Fig. 7 Compression test results of aluminum honeycomb composite
3 ����
1) ����������4%ZnCl2��4%SnCl2(��������)��CsF-AlF3�Է�Ӧǥ��, �Է���о����������������װ�����570 ��ǥ���¶��±���ʱ��30 minʱ�����Ʊ�������������Ѱ塣
2) �Է�Ӧǥ���Ʊ��������Ѱ�ڰ�䡢�ڰ���������Ӵ�, ��ͷ���ã�δ������ʴ��ֻ�������������ڡ�
3) 1060�����Ʊ���������о��ͷ������ǿ�ȿɴ�46~52 MPa���ڸ��²�������������ǿ���������½��������Ѱ��ƽѹǿ��Ϊ1.75 MPa���ڰ��ѹ��ǿ�ȿɴ�50.02 MPa��
REFERENCES
[1] �����, �� ��, ������. �����Ѹ��ϰ�ķ�չ�����ƶ�[J]. �й����ĿƼ�, 2010(5): 22-24.
LIU Yu-jun, JIANG Quan, HU Yun-lin. Development of aluminum honeycomb composite panel and its industry standard[J]. China Building Materials Science & Technology, 2010(5): 22-24.
[2] ���ط, ���ʽ�, �� ��, �ھ���, �¾���. �����-3003���Ͻ���Ѽ�о�����Ƹ��Ϲ���[J]. �й���ɫ����ѧ��, 2005, 15(7): 1007-1111.
ZU Guo-yin, FENG Ren-jie, WANG Ning , YU Jiu-ming, WEN Jing-lin. Roll-bonding technology of stainless steel/3003 aluminum alloy honeycomb sandwich panel[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(7): 1007-1111.
[3] JEN Y M, CHANG L Y. Evaluating bending fatigue strength of aluminum honeycomb sandwich beams using local parameters[J]. International Journal of Fatigue, 2008, 30: 1103-1114.
[4] �Ϻ���, ������, л����. ���̻����ͷ��Ѽв�ṹȱ�ݷ��������ոĽ�[J]. �������켼��, 2014(15): 106-109.
BI Hong-yan, DUAN You-she, XIE Kai-wen. Study on process improvement and production defects of co-cured sandwich composite structure[J]. Aeronautical Manufacturing Technology, 2014(15): 106-109.
[5] ������, Ԭ ��, ������, ������, �¾�.�����÷��Ѽв�ṹ�����칤��[J]. �������켼��, 2015(7): 94-98.
CHENG Wen-li, YUAN Chao, QIU Qi-yan, WANG Qing-ming, CHEN Jing. Honeycomb sandwich structure and manufacturing process in aviation industry[J]. Aeronautical Manufacturing Technology, 2015(7): 94-98.
[6] Τ�근, ����־, ������. ���ط��Ѽв�ṹ���߸��ϲ�����ѧ���ܼ��[J]. ����Ϲ���, 2007, 37(5): 43-47.
WEI Juan-fang, JI You-zhi, GONG Bo-an. Mechanical test for satellite antenna with composite honeycomb sandwich structure[J]. Aerospace Materials & Technology, 2007, 37(5): 43-47.
[7] �� ��, �����, ������. �г��Ÿ���-��������ճȱ�ݵĺ���������[J]. ���������, 2013, 43(2): 176-179.
ZHANG Yu, WANG Yu-guo, GONG Jun-jie. Detection of debonding defect between cover plate and aluminum honeycomb of train door with infrared thermographic[J]. Laser & Infrared, 2013, 43(2): 176-179.
[8] DAI W, XUE S B, LOU J Y, LOU Y B, WANG S Q. Torch brazing 3003 aluminum alloy with Zn-Al filler metal[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(1): 30-35.
[9] ����ϼ, �ϵ�ǿ, ������, ֣����, �뼪��. 5005���Ͻ���4J34�ɷ��Ͻ�����ǥ������[J]. �й���ɫ����ѧ��, 2015, 25(6): 1435-1440.
ZHANG Li-xia, MENG De-qiang, QI Jun-lei, ZHENG Wen-long, FENG Ji-cai. Process of vacuum brazing 5005 aluminum alloy to 4J34 Kovar alloy[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(6): 1435-1440.
[10] ������, �� ��, �� ��, �����, �� ��. ����ǥ����������ƽѹ���ܵ�Ӱ��[J]. ���ϵ���, 2006, 20: 471-472.
PENG Ming-jun, SUN Yong, SHEN Li, MENG Xiu-feng, ZHAO Lei. Influence of face panel on flat wise compression of brazed aluminum honeycomb panel[J]. Materials Review, 2006, 20: 471-472.
[11] ����ƽ, ���ı�, ������. ���Ѳ��ϵ����ǥ�����ռ�Ӧ��[J]. �����о���Ӧ��, 2008, 2(1): 71-74.
XU Wei-ping, BAI Wen-bin, QIU Wang-biao. The craft and application of vacuum brazing for honeycomb material[J]. Materials Research and Application, 2008, 2(1): 71-74.
[12] AFSHAR F N, de WIT J H W, TERRYN H, MOL J M C. The effect of brazing process on microstructure evolution and corrosion performance of a modified AA4XXX/AA3XXX brazing sheet[J]. Corrosion Science, 2012, 58: 242-250.
[13] ������, ׯ����. ǥ���ֲ�[M]. ����: ��е��ҵ������, 2007: 71-111.
HANG Qi-yun, ZHUANG Hong-shou. Brazing manual[M]. Beijing: China Machine Press, 2007: 71-111.
[14] ������, ������, �� ��. ��ǥ��������ǥ���Ľ��������Ϊ[J]. ����ѧ��, 1989, 25(4): 277-281.
ZHANG Qi-yun, LIU Shu-qi, LAN Tie. Interfacial activity behavior of flux during aluminum brazing[J]. Acta Metallurgica Sinica, 1989, 25(4): 277-281.
[15] DAI W, XUE S B, SUN B, LOU J, WANG S Q. Study on microstructure of 6061 aluminum alloy brazed with Al-Si-Zn filler metals bearing Sr and Ti[J]. Rare Metal Materials and Engineering, 2013, 42(12): 2442-2446.
[16] CHUANG T H, YEH M S, TSAO L C, TSAI T C, WU C S. Development of a low-melting-point filler metal for brazing aluminum alloys[J]. Metallurgical and Materials Transactions A, 2000, 31(9): 2239-2245.
[17] DAI W, XUE S B, LOU J Y, WANG S Q. Development of Al-Si-Zn-Sr filler metals for brazing 6061 aluminum alloy[J]. Materials and Design, 2012(42): 395-402.
[18] LEE H S, HONG S H, LEE J R, KIM Y K. Mechanical behavior and failure process during compressive and shear deformation of honeycomb composite at elevated temperature[J]. Journal of Materials Science, 2002, 27: 1265-1272.
Self-brazing process and properties of aluminum honeycomb panel
CHENG Fang-jie1, 2, QI Shu-mei2, ZHAO Huan2, HE Pei-long2
(1. Tianjin Key Laboratory of Advanced Joining Technology, Tianjin University, Tianjin 300072, China;
2. School of Materials Science and Engineering, Tianjin University, Tianjin 300072, China)
Abstract: Aluminum honeycombs prepared by molding method were bonded by self-brazing using the self-brazing CsF-AlF3 flux added with 4% ZnCl2 and 4% SnCl2 (mass fraction) under condition without filler metal. The influences of the brazing temperature and brazing time on the interface microstructure and the aluminum honeycomb properties were investigated. The interface microstructure, chemical compositions and defects of the self-brazing joints were observed and analyzed by scanning electron microscopy and energy dispersive spectroscopy (EDS). The results show that, when the brazing temperature is 570 �� and the brazing time is 30 min, the self-brazing can realize the bonding of aluminum honeycomb panels using brazing composite sheet as face panels. The joints are soundly bonded and no corrosions appear, the tensile-shear strength of the brazing joints of honeycomb core is 46-52 MPa, which doesn��t significantly decrease when tested under high temperature conditions��and the average compression strength of the aluminum honeycomb panels is 1.75 MPa.
Key words: self-brazing; aluminum honeycomb; tensile-shear strength; compression strength
Foundation item: Project (51275351) supported by the National Natural Science Foundation of China; Project (13JCZDJC33500) supported by the Tianjin Municipal Natured Science Foundation, China
Received date: 2015-09-16; Accepted date: 2016-01-24
Corresponding author: CHENG Fang-jie; Tel: +86-15802296723; E-mail: chfj@tju.edu.cn
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(51275351)���������Ȼ��ѧ�����ص���Ŀ(13JCZDJC33500)
�ո����ڣ�2015-09-16�������ڣ�2016-01-24
ͨ�����ߣ��̷��ܣ������ڣ���ʿ���绰��15802296723��E-mail��chfj@tju.edu.cn
ժ Ҫ���ڲ�����ǥ�ϵ�����£�ʹ������4%ZnCl2��4%SnCl2(��������)������CsF-AlF3�Է�Ӧǥ�����Գ��ͷ��Ʊ���������о���������Է�Ӧǥ�����ӡ�ͨ������ǥ���¶ȡ�����ʱ��Ȳ�����ȷ�������Ѱ���Է�Ӧǥ�����ա�ʹ�ù�ѧ������ɨ����������������Ƕ�ǥ����ͷ������֯�۲�ͳɷ���ȱ�ݷ���������ǥ����ͷ�ڲ�ͬ�����¶��µ�����ǿ���Լ����Ѱ��ƽѹǿ�ȡ����������ǥ���¶�Ϊ570 �桢����ʱ��30 minʱ�����Ʊ�������������Ѱ壬��ǥ����ͷ�������ã�δ������ʴȱ�ݣ�����о��ͷ������ǿ��Ϊ46~52 MPa����25~150 �淶Χ�ڣ�����ǿ���������½����Է�Ӧǥ���Ʊ��������Ѱ�ƽѹǿ�ȿɴ�1.75 MPa��
[1] �����, �� ��, ������. �����Ѹ��ϰ�ķ�չ�����ƶ�[J]. �й����ĿƼ�, 2010(5): 22-24.
[4] �Ϻ���, ������, л����. ���̻����ͷ��Ѽв�ṹȱ�ݷ��������ոĽ�[J]. �������켼��, 2014(15): 106-109.
[5] ������, Ԭ ��, ������, ������, �¾�.�����÷��Ѽв�ṹ�����칤��[J]. �������켼��, 2015(7): 94-98.
[6] Τ�근, ����־, ������. ���ط��Ѽв�ṹ���߸��ϲ�����ѧ���ܼ��[J]. ����Ϲ���, 2007, 37(5): 43-47.
[7] �� ��, �����, ������. �г��Ÿ���-��������ճȱ�ݵĺ���������[J]. ���������, 2013, 43(2): 176-179.
[10] ������, �� ��, �� ��, �����, �� ��. ����ǥ����������ƽѹ���ܵ�Ӱ��[J]. ���ϵ���, 2006, 20: 471-472.
[11] ����ƽ, ���ı�, ������. ���Ѳ��ϵ����ǥ�����ռ�Ӧ��[J]. �����о���Ӧ��, 2008, 2(1): 71-74.
[13] ������, ׯ����. ǥ���ֲ�[M]. ����: ��е��ҵ������, 2007: 71-111.
HANG Qi-yun, ZHUANG Hong-shou. Brazing manual[M]. Beijing: China Machine Press, 2007: 71-111.
[14] ������, ������, �� ��. ��ǥ��������ǥ���Ľ��������Ϊ[J]. ����ѧ��, 1989, 25(4): 277-281.
