
���±�ţ�1004-0609(2012)10-2743-06
�������Ͻ������踴�Ϻ����ռ�����
�ص��������죬���������ٻ����� ��������
(���ϴ�ѧ �����ܸ�����������ص�ʵ���ң���ɳ 410083)
ժ Ҫ��
�ֱ���ó������踴�Ϻ�(USCW)�ͽ���Ħ����(FSW)�Ժ��Ϊ1.8 mm��2524-T3�������Ͻ𱡰���жԽӺ����飬�Աȷ���USCW��FSW��ͷ����ۡ����ܺ�����֯�����������USCW��ͷ�������ڽ���Ħ�����ģ������ȶ��Ա�FSW����ĺã�USCW��ʵ�ֽ���ȱ�ݺ��ӣ���FSW����ȱ���ʴ�50%���ϡ�����֯�������������USCW�����������Ͻ���Ħ��������ϸС�����ȣ�USCW�����Ȼ�Ӱ��������Ӱ������FSW��С��ͨ���Գ������踴�Ϻ��Ļ����������֣�����������ЧӦ�����ЧӦ��ǿ��ЧӦ�����в��������еײ�������ǿ����������������ϸ���;�����֯��Ч����
�ؼ��ʣ�
2524-T3���Ͻ����������踴�Ϻ�������Ħ�����������ȶ�����
��ͼ����ţ�TG453 ���� ���ױ�־�룺A
Technology and mechanism of
ultrasonic stir compound welding of aeronautical aluminum alloy
HE Di-qiu, PENG Jian-hong, YANG Kun-yu, XU Shao-hua, WANG Jian, HE Shu-jun
(State Key Laboratory of High Performance Complex Manufacturing, Central South University,
Changsha 410083, China)
Abstract: The joint appearance, properties and microstructure of 1.8 mm-thickness 2524-T3 aluminum alloy sheet in friction stirring welding and ultrasonic agitation compound welding were compared. The results show the joint quality and stability of USCW are better than those of the FSW. The USCW defect rate is nearly zero, while FSW defect rate is more than 50%. The microstructure analysis results show that the grain of USCW is smaller and more uniform than that of FSW. The heat-affected zone (HAZ) and thermo-mechanically-affected zone (TMAZ) of USCW is significantly reduced, compared to FSW. Through the mechanism analysis of USCW, the thermal effect, volume effect and strong vibration effect of ultrasonic wave can add the heat to the bottom of joint, strength metal plastic flow and refine, uniform organization.
Key words: 2524-T3 aluminum alloy; ultrasonic stir compound welding; friction stir welding; welding stability
������Ŀ�������ص�����о���չ�ƻ�������Ŀ(2010CB731704)
�ո����ڣ�2011-09-16�������ڣ�2012-02-10
ͨ�����ߣ��ص����ڣ��绰��15211106298��E-mail: pengjianhong520150@163.com
����Ħ����(Friction stir welding��FSW)��Ӣ�������о���������һ�ֹ������Ӽ���[1-3]������Ħ�����ں�������þ��ͭ�ȺϽ�����ж��ص���Խ�ԣ������������������о������߶��俪չ�˴������о��뿪�����������������Ͻ�ǿ�ȵIJ�����ߣ������Ѷ�������ȱ�������ӣ��ʺ����ղ������ڱ�խ������Ħ����ȱ�ݵIJ�����Ҫ�����ڲ�ͬ��λ�ĺ�����������˲�ͬ���Ȼ����̣������ϲ�ͬʱ�ܵ������������ǿ��Ħ���ͽ������ã��Ǻ������Ҫ��Դ���������²�ֻ�ܵ��������Ħ���������ã���������ԶС���ϲ��ģ���������Ҫ�Ⱥ�ɢ������һ���Ȼ��Ƶ��½�������Ϊ��ǿ����������ǿ�����Ͻ�ĸ���ǿ�Ƚϸߣ�����ʱ���������ϲ����ײ���������������䲻��ֶ�����ȱ��[4-6]��Ŀǰ���ƽ���Ħ�����ӹ����в���������Ϊ����Ҫ����Ϊ�Ż�����ͷ�ļ�����״����Ϻ��ӹ��ղ��������ƺ��������¶ȳ�������
�ܽ���Ħ��������ԭ�������ص����ޣ����Ϸ����Բ���������Ϊ�ĸ����������ޡ����ں������Ͻ𱡰庸�ӣ������ײ������ӱ��Σ�Ӱ�캸������������Ч��Ҳ��͡�
�������踴�Ϻ�(USCW)[7]�DZ��������ڽ���Ħ�����������з���һ�����ͺ��Ӽ������������踴�Ϻ����ڽ���Ħ�����Ļ������ں��ӹ��������볬��Ƶ���������ó�����Ƶ�������Ħ���ĸ���ЧӦ��ǿ���������²�����������Ϊ��ʵ�ָ��������Ͻ����ȱ�ݺ��ӡ��ص�����[8]���ó������踴�Ϻ������Ħ�����Ժ��Ϊ2.5 mm��2219���Ͻ�����˺��ӶԱ�ʵ�����������������������볬���Ժ��Ӳ����˻��������ã��������踴�Ϻ��ĺ�������ǿ�ȽϽ���Ħ�����ĺ���������ߣ�����֯�ṹҲ�����ܾ��ȡ���������δ�Գ������踴�Ϻ��ĺ����ȶ��Լ�������������ЧӦ�ͻ���������Ӧ���о���Ϊ�ˣ��������߲��ó������踴�Ϻ��ͽ���Ħ�����Ժ��Ϊ1.8 mm��2524-T3���Ͻ𱡰���к��ӹ��նԱ����飬�����������踴�Ϻ��ĺ����ȶ��ԡ���ͷ��֯������ǿ�ȣ�ͬʱ�Գ������踴�Ϻ��г����������û��������о���
1 ʵ��
1.1 ʵ��װ��
�������踴�Ϻ�ϵͳ�������ϴ�ѧ���ƵĽ���Ħ�����ӻ������ϣ�ͨ�������������Ƶij�������ģ����ɵġ���������ģ����Ҫ�ɳ�������Դ������������������ˡ�̼ˢ�����绷�ͳ������躸ͷ���[9-10]�����г���������������ѹ��ЧӦ������ת��������˵Ļ�е���ܡ���������Դ�������ǽ���Ƶ������ת��Ϊһ��������ʵij���Ƶ�����磬�Թ������߶���������������Ϊ�������ṩ�������롣������ǽ�����������˵ij�������Ŵ������㳬�����ӵ��� Ҫ[11-15]��ͼ1��ʾΪ�������踴�Ϻ�װ��ͼ���ں��ӹ����У�������������Դ����Ϊ�������踴�Ϻ����رճ�������Դ����Ϊ����Ħ������
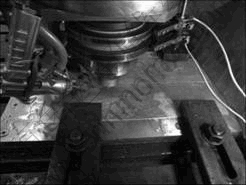
ͼ1 �������踴�Ϻ�װ��
Fig. 1 Install of ultrasonic stir compound welding
1.2 ʵ����Ϻͷ���
ʵ��ѡ�ò��Ϻ��Ϊ1.8mm��2524-T3���Ͻ����ư壬����ǿ��Ϊ439.4 MPa���쳤��Ϊ19%��2524-T3���Ͻ�Ļ�ѧ�ɷ����1���С�
��1 2524���Ͻ����Ҫ��ѧ�ɷ�
Table 1 Main chemical composition of 2524 aluminum alloy (mass fraction, %)
![]()
ʵ�鷽�����ڱ��ֶ���ѹ��������ͷ��ת�ٶȡ����ӽ����ٶȵȸ���ղ���һ�µ�ǰ���£��ֱ���ó������踴�Ϻ��ͽ���Ħ�������ֺ��ӷ�����2524���Ͻ𱡰���жԱȺ������顣���ӷ�ʽΪ�����ԽӺ������þ��Ż���Ľ���Ħ�������ղ���������������£�ת��Ϊ1 800 r/min������Ϊ100 mm/min����ȴˮѹΪ0.2 MPa��ʵ���ý���ͷ����Ϊ�����ֱ��Ϊ6 mm������ֱ��Ϊ1.8 mm������Ϊ1.6 mm������ʵ��ǰ���ȶԹ�������ͽ�������ȥ�۴���������ר�üо߽��������Թ̶��ڸְ��ϡ��������踴�Ϻ�����ʱ���ȿ�����������������������ͷ�����ز��������ڣ����˹�����ɺ���ȴװ�ã�ͬʱ����ͷ���Ž���߷�����ɺ��ӡ�ͼ2��ʾΪ�������踴�Ϻ��ͽ���Ħ����������۶Ա��Լ���ǰ��Ϊ����Ħ���������Ϊ�����˳������ij������踴�Ϻ�������ʱ�м䲻ͣ�٣����������Ӳ������䡣��ͼ2���Կ����������������������2����Ҫ�仯��1) �����ϱ����⻬��������ϸ�壬˵��������ʹ�������������õ���ǿ��2) ��ɫ������������̶ȼӴ�˵��������ʹ�������Լ�ǿ��������ЧӦ�Ը��ƺ�����������������ȱ���л������á�ǰ���������������ɿ����������������������ӡ�
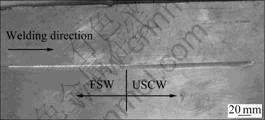
ͼ2 �������踴�Ϻ������Ħ������۶Ա�
Fig. 2 Comparison between photos by ultrasonic stir compound welding and friction stir welding
Ϊ�˸�����ط���ʵ�����������ֺ��ӷ����õ��ĺ����Լ�����ʹ��XD7600NT��X������ǶԺ���ȱ�ݽ���CT��⣬Ȼ���ں��Ӽ��ϴ�ֱ�ں��췽���ϣ���ȡ��������������������ʹ��Instron 8802�͵�Һ�ŷ���ѧʵ�����������ʵ�飻ʹ��Leica DMI LM EC3�����������к�����֯������
2 ��������
2.1 ����X����������
ͨ��X����⣬���ֽ���Ħ���������׳��������ԡ������ԡ���״����ȱ�ݣ����ָ��ʿɴ�50%���ϣ���CT��Ƭ��ͼ3��ʾ��Ӱ�캸��ȱ�ݵ������ܶ࣬��������ͷ�Ľṹ�ߴ硢���ӹ��ղ�������ȴ��ʽ��װ�й��ա��ԽӰ��϶�ͺ��Ӱ���ƥ��ȡ����ڱ������Ħ���������ں��Ӹ�������ά�ռ�ߴ��С������ҲС���������ײ��빤��ֱ̨�ӽӴ����ȣ��Ӵ����������䣬����������ʧҲ�����䣬���º��ӹ��������ȶ�������ȱ���ʸߡ����ڳ������踴�Ϻ��������з��֣��������Ħ������ͬ�Ĺ��ղ��������£���������ظ����飬X�����δ�����κ�ȱ�ݣ���ʵ�ֽ���ȱ�ݺ��ӡ�ͼ4��ʾΪ4�鳬������Ħ����������CT��Ƭ����ͼ4��֪���������պ���������֯���ܣ�˵������������������ȱ�ݾ���������Ч�����������������ɿ���������������������ЧӦʹ���������������ȶ�����������������ȱ���ʱȽ���Ħ�����Ĵ�����͡�
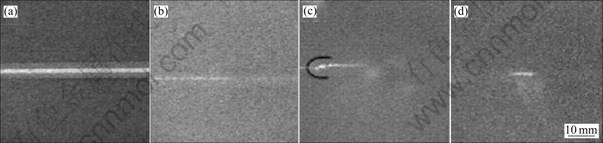
ͼ3 ����Ħ��������ȱ�ݵ�CT��Ƭ
Fig. 3 CT detection photos showing defects of friction stir welding: (a) Continuous defect; (b) Intermittent defect; (c) Starting point defect; (d) Spot defect
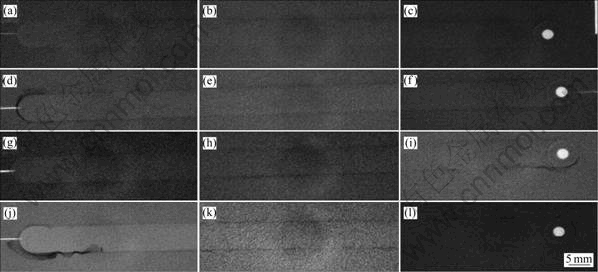
ͼ4 �������踴�Ϻ�����CT��Ƭ
Fig. 4 CT detection photos showing defects of ultrasonic stir compound welding: (a) Sample 1, initial segment; (b) Sample 1, middle segment; (c) Sample 1, end segment; (d) Sample 2, initial segment; (e) Sample 2, middle segment; (f) Sample 2, end segment; (g) Sample 3, initial segment; (h) Sample 3, middle segment; (i) Sample 3, end segment; (j) Sample 4, initial segment; (k) Sample 4, middle segment; (l) Sample 4, end segment
2.2 ���ӽ�ͷǿ��
�Ժ��Ϊ1.8 mm��2524���Ͻ����н���Ħ���ԽӺ��ͳ������踴�϶ԽӺ���ѡ����ȱ�ݵ�FSW�����볬�����踴�Ϻ�������������ǿ�ȶԱ����顣ĸ�ĵ�ǿ��Ϊ439.4 MPa��ƽ���쳤��Ϊ18.98%�����ֺ��ӷ����õ��ĺ��ӽ�ͷ�����������ݼ���2��3����2����Ϊ����Ħ������ͷ�����������ݣ���3����Ϊ�������踴�Ϻ���ͷ�����������ݡ��ɱ�2���Կ���������Ħ�����Ľ�ͷƽ��ǿ��Ϊ383.2 MPa��ƽ���쳤��4.33%�����ڴ˺����Լ��������ڳ����£�����10 d������ȻʱЧ��ǿ���������ߣ�ƽ������ǿ�ȴ�403.6 MPa��
��2 ����Ħ������ͷ�����������ݱ�
Table 2 Mechanics stretch experiment data of friction stir welding specimens

��3 �������踴�Ϻ���ͷ�����������ݱ�
Table 3 Mechanics stretch experiment data of fltrasonicstir compound welding specimens

�ɱ�3���Կ������������躸�Ľ�ͷƽ��ǿ��Ϊ393.4 MPa��ƽ���쳤��Ϊ6.91%�����Լ�������ȻʱЧ��ƽ������ǿ��411.7 MPa���Աȷ�����ʾ���������踴�Ϻ��ڱ�֤�����ȶ��Ե�ͬʱ��Ҳ�õ��ϸߵĺ���ǿ�ȣ����ͷǿ�ȴﵽĸ�ĵ�93.6%��
2.3 ���ӽ�ͷ��֯
ͼ5��ʾΪ����������֯������������(WNZ)���Ȼ�Ӱ����(TMAZ)����Ӱ����(HAZ)��ͼ5��AS��ʾǰ���ࣻRS��ʾ���زࡣͼ5(a)��ʾΪ����Ħ����������֯��ͼ5(b)��ʾΪ�������踴�Ϻ�������֯��
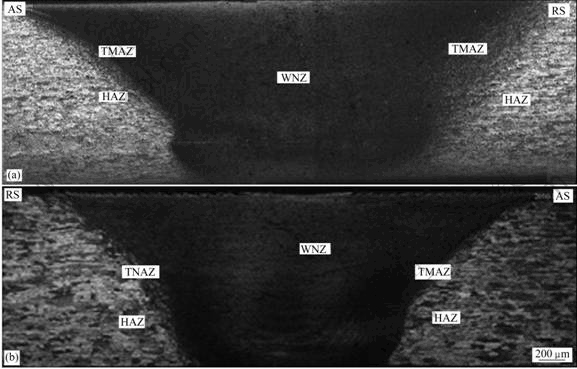
ͼ5 ����������֯
Fig. 5 Microstructures of complete plate joint: (a) FSW; (b) USCW
�Աȷ���ͼ5(a)��(b)���Կ������������躸�ĺ������Ƚ���Ħ����С���ҳ������Ե���л�������
ͼ6��ʾΪ����������֯����ͼ6���Կ���������������֯��ĸ�����Բ�ͬ�����ܽ���ͷֱ�����ã�����������Ϊ�dz�ϸС�ĵ����ٽᾧ������ͼ6(a)��ʾΪΪ����Ħ������������֯��ͼ6(b)��ʾΪ�������踴�Ϻ���������֯���Ա�ͼ6(a)��(b)���Կ������������踴�Ϻ������������Ͻ���Ħ�����������������Ӿ��ȡ����ܣ���FSW��֯���ж����ϳ��������ӱ߽硣������Ϊ�������躸�г����Ժ��쾧�����˾��ȡ�ϸ���ͺ�ʵ�����á�

ͼ6 ������������֯
Fig. 6 Microstructures of nugget zone: (a) FSW; (b) USCW
ͼ7��ʾΪ���췵�ز��Ȼ�Ӱ��������Ӱ����������֯��ͼ7(a)��ʾΪ����Ħ������֯��ͼ7(b)��ʾΪ�������踴�Ϻ���֯���Աȷ���ͼ7(a)��(b)���Կ�����USCW�Ȼ�Ӱ��������Ӱ������FSW��������С����˵���������踴�Ϻ��Ĺ����¶Ƚϵͣ���������Χ�����������������̡�
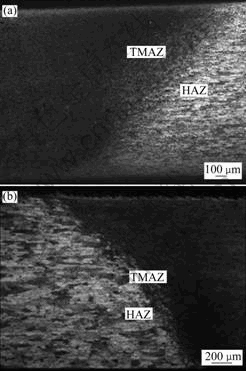
ͼ7 �Ȼ�Ӱ��������Ӱ����������֯
Fig. 7 Microstructures of thermo-mechanically-affected zone and heat-affected zone: (a) FSW; (b) USCW
3 USCW��������
�������Խ��ͺ���ȱ�ݵĻ�����Ҫ�dz���������ЧӦ�����ЧӦ��ǿ��ЧӦ����������ǿ��ЧӦ����ʹ���������ڳ������������·�����Ƶ��������ǿ���������ϵ���ɢ�������˶��ܼ���ǿ����һ���棬�������踴�Ϻ��ӹ����У������������ЧӦʹ���ʵ���Ӧ�����ӣ������ڲ��ʵ�����Ӧ�������·������б��Σ�ԭ���м�����ƣ����¾����λ���ƶ���λ���ƶ��ܹ�ǿ�����ϵ�����������������������ЧӦʹ��������һ�������������ܻ������ڶ�ʱ�����������£��庸�ӹ����еײ�����ɢʧ�ܿ죬�¶ȽϵͲ��ϵ���������������ɺ���ȱ�ݣ������������С�Ӳ��Ӳ�������ԣ��������Ӵ��Ľ���ԽӲ�������ܺ�ת��Ϊ���ܾ�Խ�࣬��ѡ���Բ����еײ����������á�������������Щ���ӱ����ش����ۿ��Կ˷�����Ħ�������ⷽ��ľ����ԡ�ͨ����������ǿ�����ЧӦ����ЧӦ������Ϊ�����ṩ�µ���Դ��ͬʱ��ǿ�˲��ϵ������ԣ���Ч������˺����������
�����Ժ��쾧�����˾��ȡ�ϸ���ͺ�ʵ�����ã�����Ҫ����Ϊ������������ǿ��˲ʱ������ٶȡ�ʵ���ó�����Ƶ��Ϊ20 kHz����������70 ��m�������н����ʵ��ڳ���������������Ƶ�����ٶȸߴ�1.12��104 g(gΪ�������ٶ�)������Ƶ���������ڽ���ʱ�������е��ʵ�Ҳ������ͬ��Ƶ�������Խ����ʵ��ܽ���ͷ�������õ�ͬʱ���ڸ�Ƶ�����Ĺ��������������������Ҿ���ͬ��ǿ���˲ʱ������ٶȣ������̿�������������ҵ���ײ��������������飬�Ӷ������ѽᾧϸ���ľ�����ǿ��ײ�������µõ���һ����ϸ�������ȣ���֯��ø������ܡ�
�������踴�Ϻ����Ȼ�Ӱ��������Ӱ�����Ͻ���Ħ������С���������Ҫ�dz����������ں�������������������ߵ���ֵ���ٶȺͷ�ֵӦ����ʹ�������������ƽ�������½��������������������������������α���Ħ������С��Ħ�������ȼ��٣��¶��½���
4 ����
1) ��USCW�е��볬������������������Ҫ�仯�������ϱ����⻬��������ϸ�壬˵��������ʹ�������������õ���ǿ����ɫ������������̶ȼӴ�˵��������ʹ�������Լ�ǿ��
2) �����Ų����£�����ظ������USCW������δ���κκ���ȱ�ݣ�����ȱ���ʴ�����ͣ���������FSW�����ģ�˵���������Խ��ͺ���ȱ�ݾ�������Ч����USCW�����ȶ��Խ�FSW������������
3) ������֯��ʾ��USCW�������������Ӿ��ȡ����ܣ����亸���Ȼ�Ӱ��������Ӱ������FSW��С��
REFERENCES
[1] THOMAS W M, NICHOLAS J C. Friction stir butt welding. International patent application. PCT/GB92/02203[P]. 1991-09-06.
[2] MISHRA R S, MAHONEY M W. Friction stir processing: A new grain refinement technique to achieve high strain rate superelasticity in commercial alloys[J]. Materials Science Forum, 2001, 357/359: 507-514.
[3] DAWES C J. An introduction to friction stir welding and its development[J]. Welding & metal fabrication, 1995(1): 12-16.
[4] FENG Z, GOULD J E, LIENERT T J. Hot deformation of aluminum alloys (��)[C]//The Minerals, Metals & Materials Society. Trodbridge, UK, 1998: 149-158.
[5] SONG M, KOVACEVIC R. Thermal modeling of friction stir welding in a moving coordinate system and its validation[J]. International Journal of Machine Tools and Manufacture, 2003, 43(6): 605-601.
[6] ����ľ, �� ��. ����Ħ���������¶���ֵģ�ͼ���Ӱ������[J]. ��е����ѧ��, 2006, 42(7): 47-50.
HU Li-mu, HU Bo. Numeric model of welding temperature in friction stir welding and affection factors[J]. Chinese Journal of Mechanical Engineering, 2006, 42(7): 47-50.
[7] �ص���, ������. �������躸�ӷ�������װ��. 200610004059.3[P]. 2006-09-27.
HE Di-qiu, LIANG Jian-zhang. Ultrasound stir welding methods and devices. 200610004059.3[P]. 2006-09-27.
[8] �ص���, �� ��. ���Ͻ������踴�Ϻ����о�[J]. ����ѧ��, 2011, 32(12): 70-73.
HE Di-qiu, LI Jian. Study on ultrasonic stir compound welding of aluminum alloy[J]. Welding Journal, 2011, 32(12): 70-73.
[9] Ӧ�縣. ����ѧ[M]. ����: ��ѧ������, 1990: 7-8.
YING Chong-fu. Ultrasound learn[M]. Beijing: Science Press, 1990: 7-8.
[10] ����. �����ӹ�[M]. ������: ��������ҵ��ѧ������, 1989: 3-4.
JIN Chang-shan. Ultrasonic machining[M]. Harbin: Harbin Industrial University Press, 1989: 3-4.
[11] GUO Z N, LEE T C, YUE T M. The design of ultrasonic polishing tool by the transfer-matrix method[J]. Material Processing Technology, 2000, 102: 122-127.
[12] ����ï. ��������˵�ԭ�������[M]. ����: ��ѧ������, 1987: 15-21.
LIN Zhong-mao. The principle of the ultrasonic horns stem and design[M]. Beijing: Science Press, 1987: 15-21.
[13] ������. ������������ԭ�������[M]. ����: ��ѧ������, 2004: 30-38.
LIN Shu-yu. Ultrasonic transducer of principle and design[M]. Beijing: Science Press, 2004: 30-38.
[14] ABRAMOV O V. Action of high intensity ultrasound on solidifying metals[J]. Ultrasonics, 1987, 25(3): 73-82.
[15] Ԭ��ȫ, ��˼��. ��������ԭ����Ӧ��[M]. �Ͼ�: �Ͼ���ѧ������, 1996: 7-19.
YUAN Yi-quan, CHEN Si-zhong. Modern ultrasonic principle and application[M]. Nanjing: Nanjing University Press, 1996: 7-19.
(�༭ ������)
ժ Ҫ���ֱ���ó������踴�Ϻ�(USCW)�ͽ���Ħ����(FSW)�Ժ��Ϊ1.8 mm��2524-T3�������Ͻ𱡰���жԽӺ����飬�Աȷ���USCW��FSW��ͷ����ۡ����ܺ�����֯�����������USCW��ͷ�������ڽ���Ħ�����ģ������ȶ��Ա�FSW����ĺã�USCW��ʵ�ֽ���ȱ�ݺ��ӣ���FSW����ȱ���ʴ�50%���ϡ�����֯�������������USCW�����������Ͻ���Ħ��������ϸС�����ȣ�USCW�����Ȼ�Ӱ��������Ӱ������FSW��С��ͨ���Գ������踴�Ϻ��Ļ����������֣�����������ЧӦ�����ЧӦ��ǿ��ЧӦ�����в��������еײ�������ǿ����������������ϸ���;�����֯��Ч����
