
���±�ţ�1004-0609(2010)06-1189-06
ǥ����ʱЧ�����л�ѧ��Ni-P��Sn-3.5Ag�Ľ��淴Ӧ
������1, 2���ض�÷1, 2
(1. ����������ѧ ���Ͽ�ѧ�빤��ѧԺ������ 116024��
2. ����������ѧ ����ʡ�Ƚ����Ӽ����ص�ʵ���ң����� 116024)
ժ Ҫ��
�о�����Ϊ6.5%(��������)�Ļ�ѧ��Ni-P��Ĥ��Sn-3.5Agǥ�ϺϽ�֮�����ʪ��Ϊ���Լ�Sn-3.5Ag/Ni-P������ǥ����ʱЧ�����еĽ��淴Ӧ�����������250 ��ʱ��ֱ��Ϊ(2.3��0.06) mm��Sn-3.5Ag�����ڻ�ѧ��Ni-6.5%P��Ĥ��ǥ����õ�����ʪ��ԼΪ44?����չ��ԼΪ67%�����������Ni3Sn4 IMC�㡢���ϱ���Ni-Sn-P���ɲ㹹��Ni3P�����㣻ǥ�������н���Ni3Sn4 IMC������������ǥ��ʱ��t1/3�����Թ�ϵ��ʱЧ�����н���Ni3Sn4 IMC����P�������������ʱЧʱ��t1/2�����Թ�ϵ��
�ؼ��ʣ�
��ѧ��Ni-P��Ĥ��Sn-3.5Agǥ�������淴Ӧ��ǥ����ʱЧ��
��ͼ����ţ�TQ153.2���� ���ױ�־�룺A
Interfacial reactions between Sn-3.5Ag solder and electroless Ni-P during soldering and aging
HUANG Ming-liang1, 2, BAI Dong-mei1, 2
(1. School of Materials Science and Engineering, Dalian University of Technology, Dalian 116024, China;
2. Key Laboratory of Liaoning Advanced Welding and Joining Technology,Dalian University of Technology, Dalian 116024, China)
Abstract: The wetting behavior of Sn-3.5Ag solder on the electroless Ni-P film with 6.5% P (mass fraction) during soldering and the interfacial reactions between Sn-3.5Ag solder and electroless Ni-6.5% P during soldering and aging were investigated. The results show that the wetting angle is about 44? and the spreading coefficient is about 67% using the solder balls with diameter of (2.3��0.06) mm at 25 ��. The soldering interface are composed of a Ni3Sn4 IMC layer, a thinner Ni-Sn-P layer and a Ni3P crystallization layer between Sn-3.5Ag solder and electroless Ni-P. The growth kinetics of the interfacial IMC Ni3Sn4 during soldering follows a linear relation with cubic root of soldering time. The growth kinetics of interfacial IMC Ni3Sn4 and P-enriched layer during aging obeys a linear relation with square root of aging time.
Key words: electroless Ni-P film; Sn-3.5Ag solder; interfacial reaction; soldering; aging
���ŵ��ӷ�װ�����ķ�չ�����Ӳ�Ʒ�ļ��ɶ�Խ��Խ�ߣ�����ߴ�Խ��ԽС��������Ϊ���������Ӳ��ϣ������Ż�е����·�����Լ��Ƚ������������ڷ��۹����еĿɿ���ҲԽ��Խ�ܵ���ע[1]�����ӻ����Ŀɿ��������ڶ������أ�����ǥ�ϺϽ�/����UBM(Under bump metallization)���淴Ӧ���γɵĽ����仯����(Intermetallic compound��IMC)�Ժ���ɿ��Ե�Ӱ����Ϊ��Ҫ[2]�������仯�������γ��ǹ��ɿɿ��Ի�е���ӵı�Ҫ�����������ڷ��۹����еĹ��������ή�ͺ������ƣ�������Ϳɿ���[3-4]��
Sn-3.5Ag�Ͻ�����������ѧ���ܣ�����ijЩ���Ӳ�Ʒ�л�ù㷺Ӧ�á�Sn-3.5Ag�����¶�Ϊ221 �棬Զ���ڴ�ͳSn-Pb�Ͻ��(183 ��)��ͬʱ��Sn-3.5Agǥ����Sn����ҲԶ���ڴ�ͳSn-Pbǥ���е�Sn�������ߵ�ǥ���¶Ⱥߵ�Sn����ʹSn-3.5Ag��ǥ�������н��淴Ӧ�ӿ죬���ɵĽ�������仯��������ࡢ��̬�������ٶ�Ҳ�кܴ�����ˣ���Sn������Sn-3.5Agǥ����ǥ���ͷ��۹����н��淴Ӧ����Ŀɿ��������Ϊ�о��߹�ע���ȵ㡣����������ѧ�� Ni-P��Ϊ�����ǥ���赲����ϣ������ӷ�װ��ҵ�еõ��㷺��Ӧ��[5-6]����ѧ��Ni-P��Ĥ�к���һ����PԪ�أ���ǥ���ͷ��۹����У�PԪ����Ni��SnԪ��֮�䲢��������ѧ��Ӧ�����½����ϸ�P������������⣬��ѧ��Ni-P�ǷǾ���Ĥ��Ni-P��Ĥ�ijɷֶԽ��淴Ӧ�����к������ṹ�仯������Ӱ��Ƚϸ���[7-9]�����ԣ��о���ѧ��Ni-P��Ĥ��Sn-3.5Ag�Ͻ�֮��Ľ��淴Ӧ����Ժ���ɿ���Ӱ�������Ҫ�����塣����������Ҫ�о���P����Ϊ6.5%(��������)�Ļ�ѧ��Ni-P��Ĥ��Sn-3.5Ag������ǥ����ʱЧ�����еĽ��淴Ӧ������IMC���������ɡ�
1 ʵ��
ʵ���н�L2��(w(Al)��99.60%��w(Cu)��0.05%��w(Mg)��0.03%��w(Mn)��0.03%��w(Fe)��0.35%��w(Si)��0.25%��w(Ti)��0.03%������������0.03%(��������)�и��2 mm��1 mm��1.5 mm��СƬ��Ԥĥ����л�ѧ��Ni-P��Ĥ�Ʊ�����ɨ��羵(SEM)���Ni-P�Ʋ���Լ6 ��m������(EDX)�ⶨ������Ϊ6.5%(��������)��������99.95%��Sn��99.9%��Ag˿��500 ������¯������4 h�õ�Sn-3.5Agǥ�ϺϽ���ȴ���и������Ϊ(48��1) mg��С�飬Ȼ���ۻ���ֱ��Ϊ(2.3��0.06) mm�ĺ���
��Sn-3.5Ag�������Ϳ��һ��RMAǥ���������ڻ�ѧ��Ni-P��Ĥ�ϣ�ͬʱ����Ԥ�ȼ��ȵ�250 ��ļ���¯�У������ڻ�ʱ��ʼ��ʱ����Ӧʱ��ֱ�Ϊ5��10��30 min����ǥ��5��30 min��������150 ��Ŀ�����ʱЧ��ʱЧʱ��ֱ�Ϊ50��100��150��200 h����ǥ����ʱЧ���������ֱ����ֱ��20 mm�����Ϲ��У��û�����֬��������Ƕ������Ƕ�õ���Ʒ����Ԥĥ�������92%�Ҵ�-5%����-3%�������Һ��ʴ����ɨ��羵�¹۲캸����������֯�����ɵĽ���IMC��������ò��
2 ��������
ǥ�������У�ǥ����ĸ�ı����ϵ���ʪ��������ǥ���ijɹ�����ؼ������á�������ʪ��Ϊ�ı�����ͨ�������ַ�����һ�Dz���ǥ�ϵ���ʪ�ǣ����Dz���ǥ�ϵ���չ���������չϵ����������
��ʪ�ǵĴ�С��Yung-Dupre��ʽ�õ���
![]()
ʽ�У���SF����IF�ͦ�LF�ֱ�Ϊ����/ǥ����IMC/ǥ�ϼ�ǥ��/ǥ��֮��ı�����������ʽ(1)���Կ���������SF��С���SF-��IF�ϴ�ʱ����Ӧ����ʪ�ǽ�С��С����ʪ��������ǥ�ϵ�ǥ�ӡ�
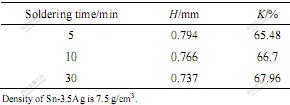
��Һ̬��ǥ���ڱ��������������£��ڻ�������ϻᷢ����������1����ΪSn-3.5Ag/Ni-P��250 ��ǥ����ͬʱ�����ʪ�ǡ��ɱ�1���Կ�������ʪ�ǵĴ�С����ǥ��ʱ����ӳ������м�С�������ϱ仯�������õ�����ʪ�ǽӽ�44?������MA��SUHLING��[10]ʹ��W2000A��������Cu���ϵõ�����ʪ�������
��1 Sn-3.5Ag��Ni-P��Ĥǥ������ʪ��
Table 1 Wetting angle between Sn-3.5Ag and Ni-P plating
![]()
������չϵ���IJⶨ��ͨ��GB/T 11364��2008�����鷽�����У�ͨ�����¹�ʽ����
![]()
ʽ�У�KΪ��չϵ����HΪǥ���ڻ��������չ��ĸ߶ȵ���ֵ(mm)��DΪ��ǥ�������ȵ������ֱ��(mm)��D=1.24V1/2��VΪʵ����ʹ�õ�ǥ�ϵ��������ܶȵı�ֵ��
��2����ΪSn-3.5Ag/Ni-6.5%(��������)P�� 250 ��ǥ����ͬʱ�����չϵ�����ɱ�2���Կ�������չϵ������ǥ��ʱ����ӳ���������ǥ��30 min�����չϵ����ǥ��5 minʱ����չϵ������2%��������仯������չϵ��ԼΪ67%��������ʪ�ǵIJ����������һ�¡�
��2 Sn-3.5Ag��Ni-P��ǥ������չϵ��
Table 2 Spreading coefficients between Sn-3.5Ag and Ni-P plating
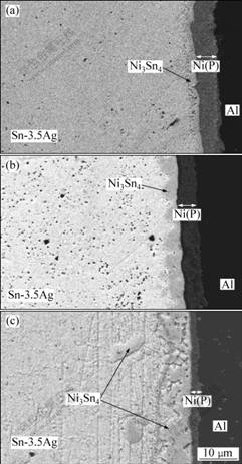
ͼ1��ʾΪSn-3.5Ag�����뻯ѧ��Ni-6.5P��Ĥ��250 ����ǥ����ͬʱ������Ni3Sn4 IMC��SEM��ͼ1���Կ�����ǥ��5 min��Ni3Sn4 IMC��Ҫ����С����״��ͬʱ�������ϴִ����״������ǥ��10 min��Ni3Sn4 IMCС�������ϴִ����״����Ҳ��ǥ��5 minʱ�࣬����Ni3Sn4 IMC���渽��һЩϸС������ͨ��EDXȷ��ΪAg3Sn���ӣ�ǥ��30 min�ִ������״������ΪNi3Sn4 IMC����Ҫ��ò����������Ni3Sn4 �����ߴ�ԼΪ6 ��m��ͬʱNi3Sn4 ���渽�ŵ�Ag3Sn����Ҳ�������ӣ��ֲ�Ag3Sn����ϸ��״���ɴ˿ɼ���ǥ�������У�����Ni3Sn4�����仯����ijߴ�����Һ̬ǥ����Ni-P��Ĥ��Ӧʱ���ӳ��������Ӧ�ľ���������١�KIM��TU[11]�о���Ϊ�����־����Ĵֻ��ܴ�UBM���������ɢ�������ھ������ʰ뾶��ͬ������컯�����ơ���ǥ��5~10 min����ò���Կ�����IMCs���������Ͼ����ֻ����ơ�HE��[12]�о���Ϊ������״Ni3Sn4 IMC�γɵ���Ҫԭ��������Ni3Sn4����ڽ����ܵĸ������ԡ��������״�������ɶ�����ھ�����ͬ�ᾧȡ��ľ����ֻ��γɡ��ڳ�ʱ���ǥ�������У�����Ni3Sn4 IMC�γ����߲㣬��UBM���������ɢ���ܵ����ƣ����컯��������Ni3Sn4 IMC����������ˣ��γ��˴�ľ�����ͬ�ᾧȡ��ľ����Ͳ�ͬ�ᾧȡ���С�����������ò������

ͼ1 Sn-3.5Ag/Ni-6.5P��250��ǥ����ͬʱ������Ni3Sn4 IMC��SEM��
Fig.1 SEM images of Ni3Sn4 IMC at interface of Sn-3.5Ag/Ni-6.5P soldering at 250 �� for different times: (a) 5 min; (b) 10 min; (c) 30 min
ͼ2��ʾΪSn-3.5Ag�����뻯ѧ��Ni-P��Ĥ��250 ��ǥ����ͬʱ��ĺ�����SEM��ɨ��羵��ò��������������IMC����Ҫ��Ni3Sn4 IMC��Ni3P�����㼰�ϱ���Ni-Sn-P���ɲ㹹�ɡ���Ni3Sn4 IMC����δ��PԪ�أ�ͨ����ΪPԪ�ز����뷴Ӧ����Ni-P���е�Ni���ģ���P�����γ�Ni3P������[7-9]������Ni3P���ж��ϸ���ṹ������Ӱ�쵽NiԪ��ͨ���˲����ɢ����ijЩ����Ni����ɢ�ϴ�����γɲ�ͬ��״�ͺ�ȵ�Ni3Sn4 IMC��[12]��ǥ��5 minʱ����Ni-P��Ĥ�����γ���������Ni3Sn4 IMC������ǥ��ʱ����ӳ�������Ni3Sn4 IMC����Ϊ����״����ǥ��30 minʱ��Ni3Sn4 IMC������һ�������γ�����״��
ͼ2 ��250��ǥ����ͬʱ���Sn-3.5Ag/Ni-6.5P������SEM��
Fig.2 SEM images of cross-section of Sn-3.5Ag/Ni-6.5P interface during soldering at 250 �� for different times: (a) 5 min; (b) 10 min; (c) 30 min
ͼ3��ʾΪǥ����ͬʱ����Ni3Sn4 IMCƽ�������ǥ��ʱ��(ts)�Ĺ�ϵ����ͼ3�ɼ���ǥ��5 min��IMCƽ�����Ϊ2.3 ��m��ǥ��10 min��IMCƽ�����Ϊ3.2 ��m����ǥ��30 min��IMCƽ����ȴﵽ3.8 ��m��ͨ����Ͽ�֪��Ni3Sn4 IMC�����ǥ��ʱ��ts1/3�����Թ�ϵ����������ǥ��ʱ����ӳ���IMC�ĺ�������ٶȼ�����
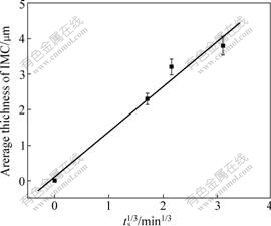
ͼ3 IMC�����ǥ��ʱ��ts1/3�Ĺ�ϵ
Fig.3 Thickness of IMC as function of cubic root of soldering time
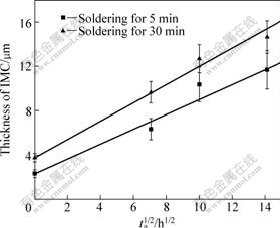
ͼ4��ʾ�ֱ�Ϊ250 ��ǥ��5 min��30 min��Sn-3.5Ag/Ni-6.5P������150 ����ʱЧ200 h�������SEM��ɨ��羵��ò��������������ʱЧ200 h��ǥ�����������Ni3Sn4 IMC��Ni3P�����㼰�ϱ���Ni-Sn-P���ɲ㹹�ɣ�ʱЧ����δ�ı亸��Ľ���ṹ������ʱЧ�����У�ǥ�Ϻ�Ni-P��֮�䷢��Ԫ�ص����ɢ��Ni3Sn4 IMC��Ni3P�����㼰�ϱ���Ni-Sn-P���ɲ����������������ͼ2���Կ�����ǥ��5 minʱδʱЧ�����н���IMC���ƽ�����ԼΪ2 ��m��С��Sn-3.5Ag/Cu��250 ����ǥ��5 min�����н���IMC���ƽ�����[13]������Ҫ�����������CuNi(P)����ɢ����Щ��ʹ��IMC����������[7-9]��ʱЧ100 h����Ni3Sn4 IMC��ƽ����ȴﵽ10 ��m��ʱЧ200 h����Ni3Sn4 IMC��ƽ����ȴﵽ11.7 ��m��IMC������������Ni3P�ľ����йأ���Ϊ��ʱЧ�����У�Ni3P�ĺ�Ȳ������ӣ���ʹIMC���γ���Ӧ������ʹNi3P���γ����ƻ����ڿ¿ϴ��ЧӦ����Ŀ�[7-9, 14]����Щȱ��ΪNi������һ����ɢ�γ�IMC�ṩ�˶�·��ɢ��;��������ǥ��30 min�ĺ���ʱЧ200 h��Ni3Sn4 IMC���ƽ����ȴﵽ14.6 ��m������IMC���ֽϴ�Ŀ�����ͼ5��ʾΪNi3Sn4 IMC������������ʱЧʱ��Ķ�Ӧ��ϵ��ͨ��������֪��IMC������������ta1/2�����Թ�ϵ����150 ����ʱЧʱ������Ni3Sn4 IMC��ǥ��5 min�ĺ����е���������Ϊ1.11��10-8 m/s1/2��������Ni3Sn4 IMC��ǥ��30 min�ĺ����е���������Ϊ1.37��10-8 m/s1/2����������������������Ҫ����ΪIMC����������Ԫ�ص���ɢ��Ϊ���Ƶġ�ǥ������IMC�ĺ������Ԫ�ص���ɢ·��������ͬ����ˣ��۲쵽��ӽ���Ni3Sn4 IMC�������ʡ����о���IMC������������HUANG��[15]�о�Sn-3.5Ag/Ni-Pǥ��30~60 s��ʱЧ�����н���IMC����������1.63��10-8 m/s1/2�ӽ���
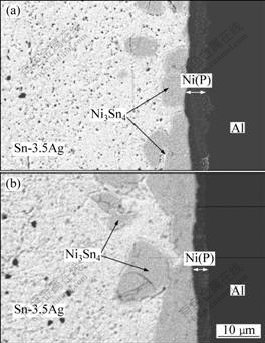
ͼ4 Sn-3.5Ag/Ni-6.5PʱЧ��ĺ�����SEM��
Fig.4 SEM images of cross-section of Sn-3.5Ag/Ni-6.5P interface after aging: (a) Soldering at 250 �� for 5 min, then aging at 150 �� for 200 h; (b) Soldering at 250 �� for 30 min then aging at 150 �� for 200 h
ͼ5 150 ��ʱNi3Sn4 IMC�����ʱЧʱ��ta1/2�Ĺ�ϵ
Fig.5 Relationship between thickness of Ni3Sn4 IMC and square root of aging time at 150 ��
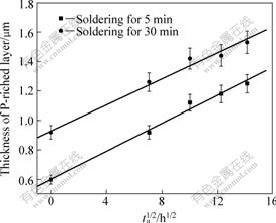
ͼ6��ʾΪ��250 ���·ֱ�ǥ��5��30 min����150 ����ʱЧ0~200 h���渻P���������ȡ���ͼ6���Կ�������150 ����ʱЧ��P��ĺ����ʱЧʱ��ta1/2�����Թ�ϵ��������P����������������߹���������ɢ���ơ�ǥ��5 min�ĺ����и�P����ʱЧ�����е���������Ϊ7.92��10-10 m/s1/2��ǥ��30 min�ĺ����и�P����ʱЧ�����е���������Ϊ7.36��10-10 m/s1/2��HUANG��[15]��Sn-3.5Ag/Ni-Pǥ��30~60 s��ʱЧ�����еõ��ĸ�P�����������Ϊ2.10��10-9 m/s1/2�����ȽϿ�֪���о��еõ��ĸ�P���������ʾ���HUANG�ȵõ��ĸ�P�����������С������Ҫ�����ڱ�ʵ����ǥ��ʱ�䳤(5~30 min)�����½���IMC����P��ĺ�Ⱦ�����HUANG��[15]ǥ��30~60 s�õ��Ľ���IMC����P��ĺ�ȣ���ʵ���нϺ�Ľ���IMC�ij���ʹʱЧ������Ni-P���е�Ni��Sn-3.5Agǥ������ɢ�����������¸�P����������ʽϵ͡�
ͼ6 150 ��ʱ��P������ʱЧʱ��Ĺ�ϵ
Fig.6 Relationship between thickness of P-riched layer as function of square root of aging time at 150 ��
3 ����
1) ֱ��Ϊ(2.3��0.06) mm��Sn-3.5Ag�����뻯ѧ��Ni-6.5%P��Ĥ��250 ��ǥ��5~30 min�õ�����ʪ��ԼΪ44?����չ��ԼΪ67%��
2) 250 ����ǥ��5~30 min��Sn-3.5Ag/ Ni-P�����н����ɳɷ�ΪNi3Sn4��IMC�㡢Ni3P�����㼰�ϱ���Ni-Sn-P���ɲ㹹�ɡ���ǥ��ʱ����ӳ���Ni3Sn4 IMC��������ǥ��5 minʱ��С����Ϊ����ǥ��30 min�����ֻ������ֳߴ�Լ6 ��m������״Ni3Sn4 IMC������Ni3Sn4 IMC����������ǥ��ʱ��ts1/3�����Թ�ϵ��ǥ��10 min��Ҳ�۲쵽��Ni3Sn4���渽��Ag3Sn�ࡣ
3) 250 ����ǥ��5��30 min��Sn-3.5Ag/ Ni-P������150 ����ʱЧ200 h���������Ni3Sn4 IMC�㡢Ni3P�����㼰�ϱ���Ni-Sn-P���ɲ㹹�ɡ�ʱЧ������Ni3Sn4 IMC��������ʱ��ta1/2�����Թ�ϵ������Ni3Sn4 IMC��ǥ��5 min�ĺ����е���������Ϊ1.11��10-8 m/s1/2������ǥ��30 min�ĺ����е���������Ϊ1.37��10-8 m/s1/2��
4) 250 ����ǥ��5��30 min��Sn-3.5Ag/Ni-P������150 ����ʱЧ�����У����渻P�������������ʱЧʱ��ta1/2�����Թ�ϵ��ǥ��5 min�ĺ����н��渻P�����������Ϊ7.92��10-10 m/s1/2��ǥ��30min�ĺ����н��渻P�����������Ϊ7.36��10-10 m/s1/2��
REFERENCES[1] �й�����ѧ����������ѧ�ֻ�����ί����. ���ӷ�װ����[M]. �Ϸ�: �й���ѧ������ѧ������, 2005.
Series Edit Committee of China Electronics Academy of Manufacture and Technology. Micro-electronics packaging technology[M]. Hefei: University of Science and Technology of China Press, 2005.
[2] ������. ��Ǧ����?���Ӽ��������빤�����[M]. ����: ���ӹ�ҵ������, 2005.
XUAN Da-rong. Lead-free welding?micro-welding technology analysis and technics design[M]. Beijing: Electronic Industry Press, 2005.
[3] �����, ��־ƽ, �� ��. ϵͳ��װ��������[M]. ����: ��ѧ������, 2006.
JIN Yu-feng, WANG Zhi-ping, CHEN Jin. Microsystem packaging technology[M]. Beijing: Science Press, 2006.
[4] MA H T, SUHLING J C. A review of mechanical properties of lead-free solders for electronic packaging [J]. Jounal of Materials Science, 2009, 44: 1141-1158.
[5] �� ��, ��ǿ, ���ı�. ��ѧ��Ni-P�Ͻ��ڵ��ӹ�ҵ�е�Ӧ��[J]. ����뾫��, 2006, 28(1): 30-34.
LIU Xi, GAO Jia-qiang, HU Wen-bin. Application of electroless Ni-P alloys in electronics industry[J]. Plating and Finishing, 2006, 28(1): 30-34.
[6] JANG J W, KIM P G, TU K N, FREAR D R, THOMPSONP. Solder reaction-assisted crystallization of electroless Ni-P under bump metallization in low cost flip chip technology[J]. Journal of Applied Physics, 1999, 85: 8456-8463.
[7] CHEN C J, LIN K L. The reaction between electoless Ni-Cu-P deposition and 63Sn-37Pb flip chip solder bumps during reflow[J]. Journal of Electronic Materials, 2000, 29: 1007-1014.
[8] HUNG K C, CHAN Y C, TANG C W. Correlation between Ni3Sn4 intermetallics and Ni3P due to solder reaction-assisted crystallization of electrolee Ni-P metallization in advanced packages[J]. Journal of Materials Research, 2000, 15: 2534-2539.
[9] HUNG K C, CHAN Y C. Study of Ni3P growth due to solder reaction-assisted crystallization of electroless Ni-P metallization[J]. Journal of Materials Science Letters, 2000, 19: 1755-1757.
[10] �� ��. ���ӷ�װ������ʪ�Ե��о�[D]. �人: ���пƼ���ѧ, 2006: 12.
LI Song. Wetting dynamics of solders in SMT[D]. Wuhan: Huazhong University of Science and Technology, 2006: 12.
[11] KIM H K, TU K N. Kinetic analysis of the soldering reaction between eutectic SnPb alloy and Cu accompanied by ripening[J]. Physical Review B, 1996, 53: 16027-16034.
[12] HE Min, LAU Wee-hua, QI Guo-jun, CHEN Zhong. Intermetallic compound formation between Sn-3.5Ag solder and Ni-based metallization during liquid state reaction[J]. Thin Solid Films, 2004, 462/463: 376-383.
[13] �ڴ�ȫ. ���ӷ�װ������Ǧǥ�ϼ�����������о�[D]. ����: ����������ѧ, 2004.
YU Da-quan. Development of lead free solder and its interfacial issues in electronics packaging[D]. Dalian: Dalian University of Technology, 2004.
[14] ZENG K, TU K N. Six cases of reliability study of Pb-free solder joints in electroic packing technology[J]. Materials Science and Engineering Report, 2002, 38(1): 55-105.
[15] HUANG M L, LOEHER T, MANESSIS D, BOETTCHER L, OSTMANN A, REICHL H. Morphology and growth kinetics of intermetallic compounds in solid-state interfacial reaction of electroless Ni-P with Sn-based lead-free solders[J]. Journal of Electronic Materials, 2006, 35: 181-188.
__________________________________
������Ŀ�����ҿƼ�֧�żƻ�������Ŀ(2006BAE03B02-2)��������Ȼ��ѧ����������Ŀ(U0734006��50811140338)����������У��ʿ�����������Ŀ(20070141062)
�ո����ڣ�2009-07-15�������ڣ�2010-01-05
ͨ�����ߣ������������ڣ���ʿ���绰��0411-84706595��E-mail��huang@dlut.edu.cn
