
���±�ţ�1004-0609(2009)12-2143-06
ϸ���ٺϽ���Ʊ��붯̬ʧЧ��Ϊ
���������� �ǣ��������� �Σ��Ʋ���
(���ϴ�ѧ ��ĩұ������ص�ʵ���ң���ɳ 410083)
ժ Ҫ��
������������-�Ȼ�ԭ�ķ����Ʊ�����93W-4.9Ni-2.1Fe���Ϸ�ĩ��������Ϊԭ���Ʊ�����0.03%Y2O3(��������)��ϸ���ٺϽ��о���ϡ�����Ӷ��ս����ܻ�������֯��Ӱ���Լ�93W-4.9Ni-2.1Fe�Ͻ��ڶ�̬ѹ��״̬�µ���ѧ��Ϊ������������������Ϸ�ĩ��1 380~1 410 ��֮��Һ���ս��ʵ�ֲ��ϵĽ�ȫ���ܻ�����ͬ�ֳɷֵĴ�ͳ�ٺϽ���ս��¶Ƚ�����120 �����ң��Ͻ������ܶȿɴ�99%���ϣ��ҺϽ�ľ����ߴ�Ϊ5 ?m���ҡ��봫ͳW-Ni-Fe�Ͻ���ȣ�ϸ��W-Ni-Fe�Ͻ��ڸ�Ӧ�����¾��и��ߵĺϽ�ǿ�Ⱥ����ԣ�ͬʱ���ڽϵ�Ӧ���������γɾֲ����ȼ��д�������������Y2O3�ܽ�һ�����ϸ��W-Ni-Fe�Ͻ�ľ��ȼ��������ԣ��������ڽϵ�Ӧ�������γɾ��ȼ��д���
�ؼ��ʣ�
Y2O3��ϸ����93W-4.9Ni-2.1Fe�Ͻ�����̬��ѧ���������ȼ��д���
��ͼ����ţ�TG 146.4 ���ױ�ʶ�룺 A
Fabrication of fine-grain tungsten heavy alloy and
its dynamic failure behavior
FAN Jing-lian, GONG Xing, QI Mei-gui, LIU Tao, HUANG Bai-yun
(State Key Laboratory for Powder Metallurgy, Central South University, Changsha 410083, China)
Abstract: Fine-grain (FG) 93W-4.9Ni-2.1Fe alloy containing 0.03%Y2O3(mass fraction) was obtained via liquid phase sintering of nano-composite powders prepared by spray drying, subsequent thermal reduction process. The influence of Y2O3 on sintering behavior and microstructure and the dynamic mechanical properties and dynamic failure were studied. The results show that the near full densification is realized and the finer spherical-shape tungsten grains with the size of about 5 mm in the alloy are obtained during liquid phase sintering in the range from 1 380 �� to 1 410 ��, which is 120 �� lower than that of the traditional tungsten heavy alloys, and the relative density of the alloy reaches over 99%. Compared with traditional tungsten heavy alloys, the fine-grain tungsten heavy alloy possesses higher yield strength and larger elongation at high strain rate, and promotes the tendency to adiabatic shear band (ASB) formation at lower strain rate. On the basis mentioned above, adding Y2O3 can further increase the sensitivity of ASB of fine-grain W-Ni-Fe alloy, which is more beneficial to form obvious ASB at lower strain rate.
Key words: Y2O3; fine-grain; 93W-4.9Ni-2.1Fe alloy; dynamic mechanical properties; adiabatic shear band
W-Ni-Fe�Ͻ����ھ����ܶȸߡ�����ǿ�ȸߡ����Ժõ�һϵ���������ѧ���ܣ��ں��캽�ա����������ȷ������Ź㷺��Ӧ��[1-2]����������������ʽ���ܴ�����о���Ϸ���[3]�������ܵ���������й����ߵ����ӡ�����W-Ni-Fe�Ͻ������ƶ�˵��ӽ��ĸ��ܶȺ����õ���ѧ�����Լ������Ѻõ��ŵ㣬�����ΪĿǰ���ƶ�˵�(DU)������IJ��ϡ�����ƶ�˵���ȣ��ٺϽ��ڴ������������γ�Ģ��ͷ�������γɺܺõľ��ȼ��д����䴩���������ܺ�DU����������Ϊ������ٺϽ�Ĵ��������ԣ� �������˴������о�[4-8]��BOSE��[4]�о��������ٺϽ�ľ���ϸ�������ڲ��ϸ��ټ����¾�����б��Σ����ֱ��λ����Ǵ��ײ�������ʵ�ַ�ʽ֮һ��WEI��[5]�о��������ٵľ�����б��Σ���һ����֤�˾�����ϸ�������ڲ��ϵij��ʧ�ȡ�BOSE��GERMAN[6]ͨ���������۽���Mo��Re��ϸ�����ϵ���֯��������������������ϡ��ϸ����֯����Ҳ���˴����Ĺ���[9-15]��PARK��[8]�о����֣�����ϡ��Y2O3������ϸ���ٺϽ�ľ�������߲��ϵĶ�̬��ѧ���ܣ��ر����ڲ��γɾ��ȼ��д��������²���������������˴���������
�������߲�����������-�Ȼ�ԭ�ķ����Ʊ�93W-4.9Ni- 2.1Fe���Ϸ�ĩ[10-11]���ڴ˻�����ͨ���ڷ�ĩ�Ʊ�������������ϡ��Ԫ��Y���о���ϡ�����Ӷ�93W-4.9Ni-2.1Fe���Ϸ�ĩ���ս������֯��Ӱ�죻�о�93W-4.9Ni-2.1Fe�Ͻ��ڶ�̬ѹ��״̬�µ���ѧ��Ϊ�������ٺϽ��ڸ�Ӧ����(��103 s-1)�µĶ�̬��ѧ���ܵ�Ӱ������Լ�ϸ��������ϡ�����Ӷ��ٺϽ�̬��ѧ���ܺ;��ȼ��д��γɵ�Ӱ�졣
1 ʵ��
��93W-4.9Ni-2.1Fe�Ļ�ѧ�ɷ����������李����������塢����������������������ǰ���彺����Һ������������Ƶ�(W��Ni��Fe)�����������ĩ��������������������ԭ���õ���ϸ/����W-Ni-Fe���Ϸ�ĩ������ϡ��Ԫ�������ܽ����������ʽ������������ǰ��ǰ����ĸҺ�У�ϡ��Y �ĺ���(��������)Ϊ0.03%�����ղ�RAM���Զ�ѹ���Ͻ���ģѹ��ѹ��ѹ��Ϊ300 MPa����GK-2B������ɢ¯�в�ͬ���¶���Ԥ��2 h����������Ϊ5 ��/min����Ԥ�պ��������1 380~1 410 ���ս�30 min���ս��ܶ��ھ���Ϊ10-4 g��BS210S���ӷ�����ƽ������ˮ���ⶨ����LJ-3000A �ͻ�еʽ����������ϲ����ս�������ǿ�ȣ�����Ӧ������Ϊ2 mm/min�����ղ�3014-2Z��X�����Զ������ǶԷ�ĩ�������������
���÷���ʽHopkinsonѹ��װ�ò��������Ķ�̬��ѧ���ܣ����ʱͨ���ı��ӵ��Ĵ����ѹ��ò�ͬӦ���ʣ���������ΪԲ���Σ��߶�Ϊ7 mm��ֱ��Ϊ7 mm��Ӧ���ʣ�103 s-1������Olympus PMG3�ͽ��������۲����������������֯������JEM-3010����羵������̬ѹ��������֯������
2 ���������
2.1 �������Ϸ�ĩ������
ͼ1��ʾΪ��������-�Ȼ�ԭ93W-4.9Ni-2.1Fe���Ϸ�ĩ��XRD�ס���ͼ1���Կ��������������Ȼ�ԭ�����ַ�ĩ��W�ͦ�-(Ni��Fe)������ɡ�����Scherrer��ʽ��L=k��/(��cos��)����XRD�������ݿ��Լ�������Ϸ�ĩ�ľ����ߴ�Ϊ40~50 nm��ͼ2��ʾΪ���Ϸ�ĩ��SEM��ͼ2�п��Կ�����ĩ�ʽ����Σ�����С��100 nm��ͬʱ���ڷ�ĩ�ߵı����ܣ���ĩ�������žۡ�
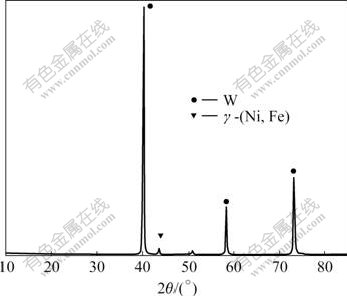
ͼ1 ��������-�Ȼ�ԭ��ĩ��XRD��
Fig.1 XRD pattern of 93W-4.9Ni-2.1Fe composite powders
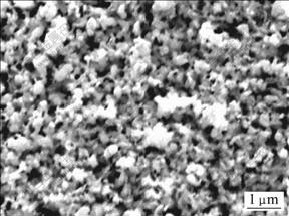
ͼ2 ��������-�Ȼ�ԭ��ĩ��SEM��
Fig.2 SEM image of 93W-4.9Ni-2.1Fe composite powders
2.2 ��Y2O3�ԺϽ����ܵ�Ӱ��
��1 ����Ϊ����ϸ���ٺϽ��ս��ܶȺ���ѧ���ܡ��ӱ�1���Կ�������������ϡ��Ԫ�ص�ϸ���ٺϽ���ս��ܶ��Ե���δ������ϡ��Ԫ�ص�ϸ���ٺϽ���˵������ϡ�����ӶԷ�ĩ����ս����ܻ����������ã���Ҫ�������գ�������ս��¶Ȼ��ӳ�����ʱ���������������ܶȡ�����ϡ��Ԫ�غ�����ϡ��Ԫ�ؼ�ϡ��������Ϊ����������ʣ�������ս����ܻ������л��������ٿ������棬�����ٿ����ı����ܡ�ϡ��Ԫ�����ٿ����������ή���ٿ�����Һ���е���ɢϵ�����ܽ�ȣ��Ӷ������ս����ܻ��Ľ��̣������ս��ܶȵĽ��ͣ��������²�������ǿ�ȵ��½���Ȼ�������ڲ��ϵ��쳤�ʶ��ԣ���������ϡ��Ԫ�صĺϽ��Ը���δ������ϡ��Ԫ�صĺϽ������������ϡ��Ԫ��Y��O��S��P������Ԫ���н�ǿ���������γ��ȶ��Ļ������������Щ����Ԫ����W-W��W-M���洦��ƫ�����������ٿ�����ճ������棬�Ӷ�������ٺϽ����չ���ܡ�
��1 ���ֺϽ��ս��ܶȺ���ѧ���ܵıȽ�
Table 1 Comparison of optimal density and tensile mechanical properties of two kinds of sintered specimens
2.3 ����֯
ͼ3��ʾΪ���Ʊ���3�ֺϽ������֯����ͼ3���Կ�����3���ٺϽ�����������֯���ٿ������ȷֲ���ճ�����У�����ϸ���ٺϽ���ԣ��پ����ߴ�Ϊ5 ��m����(ͼ3(a)��(b)), ԶԶС�ڴ�ͳ�ٺϽ�ľ����ߴ�(~30 ��m��ͼ3(c))����ͼ3��Ҳ���Է��֣�����ϡ��Ԫ�ص�ϸ���ٺϽ���ٿ�����δ����ϡ��Ԫ�ص�ϸ���ٺϽ���ٿ���Ҫϸ����Ҳ˵����ϡ��Ԫ�ض��پ�����һ����ϸ�����á�
2.4 ��̬ʧЧ��Ϊ
ͼ4��ʾΪϸ��93W-4.9Ni-2.1Fe�ʹ�ͳ93W-4.9Ni-2.1Fe�Ͻ���Ӧ����Ϊ1 900 s-1�µ�Ӧ��-Ӧ�����ߡ���ͼ4�п��Կ�����ϸ��93W-4.9Ni-2.1Fe�Ͻ���ֳ����ߵĺϽ�ǿ�ȣ������Ӧ��ֵԼ2.0 GPa������ͳ93W-4.9Ni-2.1Fe�Ͻ�ֻ��1.7 GPa���ң��ڸ��ټ��������£�ϸ��93W-4.9Ni-2.1Fe�Ͻ�ϴ�ͳ93W-4.9Ni-2.1Fe�Ͻ������Ҫ�ߡ�����Hall-Petchǿ�����ƣ�����ԽϸС���ٺϽ���ϵ�����ǿ��Խ�� �������ھ���ϸ��������������Ա����ܹ����ȵط��䵽ÿ�����������λ�������̶ȴ�ͣ����������ڵ�λ����Ҫ�ڸ������������²�����Ч�������ھ�����λ���Ŀ������Ӷ������߲��ϵ�����ǿ�ȡ�ͬʱ������ԽϸС��ճ�������ٿ���֮��ķֲ�Խ���ȣ�W-W���Ӷ�Ҳ��ͣ��Ӷ�ʹ���ٿ���֮���Э����������Խǿ���ڸ�Ӧ���ʼ����£�λ����Ѹ����ֳ������Ӧ�����У����������������Ľ����ϴ�(��W/W��W/M����)�κˡ����������������(W��)����չ�������ٿ����ߴ��С��������Ѹ�ٴ���������ճ�����С�ճ������λ��������������λ�������ܱ������еĸߣ�����������е����Ƶļ����չ�ܿ��Եõ���Ч�ͷţ����λ���Ŀ����뻬�ƽ�ά�����Ա��εļ������У��Ӷ����̬ѹ�������еĴ��Զ��ѡ����ǣ���Ӧ�����ʹ��ߣ�����������λ���������ճ�����е����ۼ����˶��ٶ�(�����е�����)ʱ�����ܳ����Ͼ����������������ṹ�Ħ�-(Ni, Fe)��IJ������Խϵͣ���չλ�����ȴ��������ͷ��������ƣ�����ڸ�Ӧ���ʼ�����ճ�����г������Ͼ�����Ҳ�����ڶ�̬ѹ�������Ե���ߡ����⣬�����ߴ�ϸ����(�ر���ϸ������ϸ/�����߶�ʱ)���ٿ��������Ա��ι����п��Է������Ե�ת�����Ӷ�Ҳ������������ԡ������������ڸ�Ӧ���ʼ����£��α����ʷdz��죬�������п���������ת������˾���ת���Բ������ԵĹ����ڶ�̬ѹ�����ε�������ǿ��Ժ��Եġ�
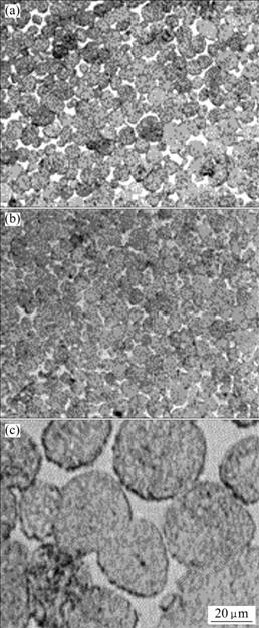
ͼ3 3�ֺϽ������֯
Fig.3 Microstructures of three kinds of alloys: (a) FG 93W-4.9Ni-2.1Fe alloy; (b) FG 93W-4.9Ni-2.1 Fe alloy with yttrium addition; (c) Traditional 93W-4.9Ni-2.1Fe
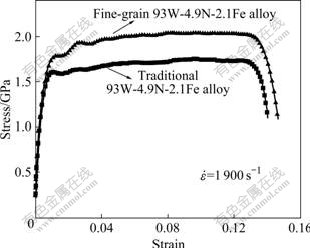
ͼ4 ϸ���ʹ�ͳ93W-4.9Ni-2.1Fe�Ͻ���Ӧ����Ϊ1 900 s-1�µ�Ӧ����Ӧ������
Fig.4 Stress��strain curves of fine-grain and traditional 93W-4.9Ni-2.1Fe alloys at strain rate of 1 900 s-1
ͼ5��ʾΪϸ��93W-4.9Ni-2.1Fe����ϡ������ϸ��93W-4.9Ni-2.1Fe�Ͻ���Ӧ����Ϊ1 200 s-1�µ�Ӧ����Ӧ�����ߡ���ͼ5���Կ���������ϡ��Ԫ��Y���ٺϽ��������Ӧ��ֵΪ1.9 GPa����û������ϡ��Ԫ��Y�ĺϽ��������Ӧ��Ϊ1.8 GPa��ͬʱ����ϡ��Ԫ��Y���ٺϽ���ֳ����õ����ԣ�˵��������ϡ��Ԫ������߲��ϵĶ�̬��ѧ���ܡ������������ϡ��Ԫ��Y�ںϽ����γ����ȶ��������մ�������(��Y2O3)�����ܶ�̬ѹ��ʱ�����Թ���ת�����Ȳ��������Ե�������ЧӦ������Щ�մ������ӵĴ�����Ȼ������ٺϽ�ĸ�����ѧ���ܡ�
�Ա�ͼ4��5���Կ�������Ӧ������1 200 s-1������1 900 s-1ʱ��ϸ���ٺϽ������Ӧ��������0.2 GPa(��1.8 GPa������2.0 GPa)����˵��ϸ���ٺϽ��Ӧ���ʲ����С����ǣ���ͳ�־��ٺϽ���ٶ�Ӧ���ʺ��¶�ʮ������(����Ҫ������������������λ���˶������Լ���ѧ���ܶ�����Ԫ���쳣���е������������)������ڸ�Ӧ���ʼ����±��ֳ�ǿ�ҵ�Ӧ����Ӳ��ЧӦ��ͨ������ϸ�����Խ���λ����������(λ���䵯��Ӧ�����Ľ�������)�Ͷ̳��谭(����λ���谭��λ��������ԭ�Ӽ�Ľ������õ�)������Ӧ���Ĺ���[16]���Ӷ���������Ӳ�����ƣ��ٽ������������������������;��ȼ��д����γɡ�
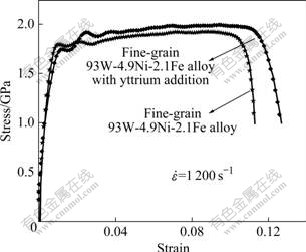
ͼ5 ��ϡ�����Ӷ�ϸ��93W-4.9Ni-2.1Fe��Ӧ����Ϊ 1 200 s-1�µ�Ӧ����Ӧ�����ߵ�Ӱ��
Fig.5 Effect of trace yttrium addition on stress��strain curves of fine-grain 93W-4.9Ni-2.1Fe alloy at strain rate of 1 200 s-1
ͼ6(a)��ʾΪ��̬ѹ�����ϸ��93W-4.9Ni-2.1Fe�Ͻ������֯���������ڶ�̬ѹ��ʱ��Ӧ����ԼΪ1 700 s-1����ͼ6(a)�п��Կ�������������Ӧ��45?������(��ͷ��ʾ)���ٿ��������˼��б��Σ����γ��˲�����IJ��������ƣ�����ԼΪ20 ��m�����ֳ����о�������ͼ6(b) ��ʾΪ��ͳ93W-4.9Ni-2.1Fe�Ͻ�̬ѹ���������֯��ƽ��Ӧ����ԼΪ2 200 s-1����ͼ6(b)�п��Կ������Ͻ��ڲ�ֻ�������ٿ������������ļ��б��κ������������ѣ������ֳ���������ʱ�����IJ����λ����ߡ����������������У���λ�������ڰ��������ʸ����3��{110}�����һ���ڻ��ƣ�������Ա��κ��们���߳����ֲ���״������������������(����)�IJ���ܸܺߣ������λ����չ�����խ���ڶ�̬ѹ�������У���λ������ά��չ�����Ƚ���λ��������������չ����һ������Ҫ����������������ͬ�ģ�ʹ���ƿ����ڶ����������ͬʱ���У��������ʵ�ֽ����ơ�������λ����ֳ����������ʹ�ý����ƺ��λ����ijЩ������ֹͣ�˶������γɡ���״����֯����ͼ6(c)��ʾ�����ǵ���̬ѹ�������л�������Ե���ЧӦ�����ִ����ھ��ȼ��д����پ����ڵİ�״����֯�п��ܾ�����̬-�ظ��ٽᾧ�����γ��ȶ����Ǿ�����֯������ȡ���ھ��������ij̶ȡ�
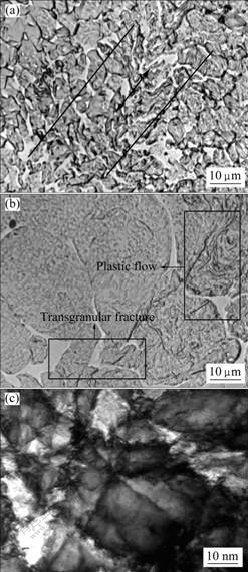
ͼ6 ��̬ѹ�����ٺϽ������֯
Fig.6 Microstructure characteristics in tungsten heavy alloys after dynamic compression tests: (a) Fine-grain alloy; (b) Traditional alloy; (c) TEM image showing some cell structures in tungsten phase
ͼ7��ʾΪ��ϡ������ϸ��93W-4.9Ni-2.1Fe�Ͻ���Ӧ����Ϊ1 900 s-1��̬ѹ���������֯����ͼ7�п��Կ����������ڲ����������Եľֲ����б��Σ����γ��˾��ȼ��д������ȴ�ԼΪ10 ��m���ڼ��д������ڵ��ٿ����������ر��Σ�������ά״֯�������ٿ���Խ�������д�����γ̶�Խ�Ա�ͼ6���Է��֣��ڽ�����ͬ��Ӧ���ʼ����£���������ϡ��Ԫ�ص�ϸ���ٺϽ�������ھ��ȼ��еķ���������ܹ������������ԭ��һ���棬����ϸ���ܽ���Ӧ���������Ժ�Ӧ��Ӳ��(�ӹ�Ӳ��)��ʹ�й�Ӳ�����Ƶõ��������Ӷ�������������ЧӦ�շ��ľ��ȼ���ʧЧ����һ���棬���ӵ�ϡ��Ԫ�����ս�̬�Ͻ��л��γ��մ�����ο���[17]��ɢ�ֲ��ںϽ������(��Y2O3)��ͨ���谭Һ���ս�����е��ܽ�-������ϸ�����������ã�����ɢǿ���Ͻ����ѧ���ܡ����ǣ�����Y2O3�����֮��Ľ�������������ʹ�ö�̬ѹ�������е�������ЧӦ��ʹ���߽��淢������ճ�����γɽ���ȱ�ݣ��յ����ȼ��д����κ�������[16]��
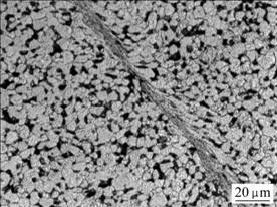
ͼ7 ��ϡ�����ӵ�ϸ��93W-4.9Ni-2.1Fe�Ͻ����γɵľ��ȼ��д�
Fig.7 Adiabatic shear band in fine-grain 93W-4.9Ni-2.1Fe alloy with trace yttrium addition
3 ����
1) ������������-�Ȼ�ԭ�ķ��������Ʊ��������ߴ�Ϊ40~50 nm��93W-4.9Ni-2.1Fe���Ϸ�ĩ��
2) �������Ϸ�ĩ��1 380~1 410 ��֮�� �ս��ʵ�ֲ��ϵĽ�ȫ���ܻ�����ͬ�ֳɷֵĴ�ͳ�ٺϽ���ս��¶Ƚ�����120 �����ң��Ͻ������ܶȿɴ�99%���ϣ���ϡ�����Ӷ��ս�����ܻ���һ�����������á�
3) ϸ���ٺϽ��ڸ�Ӧ���ʼ���������ڴ�ͳ�ٺϽ���и��ߵĺϽ�ǿ�Ⱥ����ԣ�ͬʱ��ϸ���ٺϽ����ڽϵ�Ӧ�����·������ȼ��У�����ϸ�����������W-Ni-Fe�Ͻ�ľ��ȼ��������ԡ�
4) ����ϡ��Ԫ��Y����������ٺϽ��ڸ�Ӧ���ʼ����µ����Ժ����Ӧ��ֵ��ͬʱ�����ھ��ȼ��д����γɺ���չ��ʹ�ٺϽ���Ͼ��и��ߵĶ�̬��ѧ���ܡ�
REFERENCES
[1] ������. �ٺϽ����Ʊ��¼���[M]. ����: ұ��ҵ������, 2006.
FAN Jing-lian. Tungsten heavy alloy and new fabricating technology[M]. Beijing: Metallurgy Industry Press, 2006.
[2] ������, ������, �� ��, �ɻᳯ. ϸ���ٺϽ�̬��ѧ��������֯�ṹ[J]. ϡ�н��������빤��, 2007, 36(4): 633-635.
FAN Jing-lian, QI Mei-gui, LIU Tao, CHENG Hui-chao. Dynamic mechanics properties and micro-structure for fine-grain tungsten heavy alloy[J]. Rare Metal Materials and Engineering, 2007, 36(4): 633-635.
[3] MAGNESS L. An overview of the penetration performances of tungsten and depleted uranium alloy penetrators: Ballistic performances and metallographic examinations[C]// 20th International Symposium on Ballistics, 2002: 23-27.
[4] BOSE A, COUQUE H, LANKFORD J. Critical developments in tungsten heavy alloys[C]// BOSE A, DOWDING R J eds. Proc Inter Conf on Tungsten and Tungsten Alloys. Princeton, NJ: MPIF, 1992: 291-292.
[5] WEI Q, RAMESH K T, MA E, KESCKES L J, DOWDING R J, KAZYKHANOV V U, VALIEV R Z. Plastic flow localization in bulk tungsten with ultrafine microstructure[J]. Appl Phys Lett, 2005, 86(10): 101907-101909.
[6] BOSE A, GERMAN R M. Microstructural refinement of W-Ni-Fe heavy alloys by alloying additions[J]. Metallurgical Transactions A, 1988, 19: 3100-3103.
[7] KIM D K, LEE S, RYU H J. Correlation of microstructure with dynamic deformation behavior and penetration performance of tungsten heavy alloys fabricated by mechanical alloying[J]. Metall Mater Trans A, 2000, 31: 2475-2489.
[8] PARK S H, KIM D K, LEE S, RYU H J, HONG S H. Dynamic deformation behavior of an oxide-dispersed tungsten heavy alloy fabricated by mechanical alloying[J]. Metall Mater Trans A, 2001, 32: 2011-2013.
[9] RYU H J, HONG S H. Fabrication and properties of mechanically alloyed oxide-dispersed tungsten heavy alloys[J]. Mater Sci Eng A, 2003, 363: 179-184.
[10] ������, ������, �� ��. ϸ���ٺϽ��Ʊ����յ��о�[J]. �������Ͽ�ѧ�빤��, 2006, 29(2): 1-5.
FAN Jing-lian, WANG Deng-long, LIU Tao. Preparing process of fine-grain tungsten heavy alloy with high mechanical properties[J]. Ordnance Material Science and Engineering, 2006, 29(2): 1-5.
[11] FAN J L. Preparation and sintering of nano-sized W-Ni-Fe powder by sol-spray drying process[J]. Materials Science Forum, 2007, 534/536: 1409-1412.
[12] ������, �Ʋ���, ������, �� ��, ������. ϡ��Ԫ���ƶ�����W-Ni-Fe ���Ϸ�ĩ�Ʊ���Ӱ��[J]. ϡ�н��������빤��, 2005, 34(7): 1135-1138.
MA Yun-zhu, HUANG Bai-yun, FAN Jing-lian, XIONG Xiang, WANG Deng-long. Effect of rare earth Y on preparation of nanometer W-Ni-Fe composite powder[J]. Rare Metal Materials and Engineering, 2005, 34(7): 1135-1138
[13] ��ʯ��, ������. ϡ�������ͻ�ԭ�¶ȶ��Ʊ���ϸ(W, Ni, Fe)���Ϸ�ĩ��Ӱ��[J]. ��ĩұ����Ͽ�ѧ�빤��, 2008, 13(2): 106-110.
PENG Shi-gao, FAN Jing-lian. The influence of rare earth content and reduction temperatures on W-Ni-Fe powder[J]. Materials Science and Engineering of Powder Metallurgy, 2008, 13(2): 106-110.
[14] HONG S H, RYU H J. Combination of mechanical alloying and two-stage sintering of a 93W-5.6Ni-1.4Fe tungsten heavy alloy[J]. Mater Sci Eng A, 2003, 344: 253-260.
[15] BOSE A, GERMAN R.M. Development of a new W-Ni-Fe heavy alloy[J]. Metall Trans A, 1988, 19: 2467-2469.
[16] Fan J L, Gong X, Huang BY, Song M, Liu T, Tian J M, Li S K. Dynamic Failure and adiabatic shearbands in fine-grain 93W-4.9Ni-2.1Fe alloy with Y2O3 addition under lower high-strain-rate (HSR) compression[J]. Mechanics of Materials, 2010, 42: 24-30.
[17] Fan J L, Gong X, Huang BY, Song M, Liu T, Tian J M. Densification behavior of nanocrystalline W-Ni-Fe composite powders prepared by sol-spray drying and hydrogen reduction process[J]. Journal of Alloys and Compounds, 2010, 489: 188- 194.
������Ŀ��������Ȼ��ѧ����������Ŀ(50674106)�����ҽܳ������ѧ����������Ŀ(50925416)��������Ȼ��ѧ�������о�Ⱥ���ѧ����������Ŀ(50721003)
�ո����ڣ�2008-09-08�������ڣ�2009-04-20
ͨѶ���ߣ������������ڣ���ʿ���绰��0731-88836652��E-mail: fjl@mail.csu.edu.cn
ժ Ҫ��������������-�Ȼ�ԭ�ķ����Ʊ�����93W-4.9Ni-2.1Fe���Ϸ�ĩ��������Ϊԭ���Ʊ�����0.03%Y2O3(��������)��ϸ���ٺϽ��о���ϡ�����Ӷ��ս����ܻ�������֯��Ӱ���Լ�93W-4.9Ni-2.1Fe�Ͻ��ڶ�̬ѹ��״̬�µ���ѧ��Ϊ������������������Ϸ�ĩ��1 380~1 410 ��֮��Һ���ս��ʵ�ֲ��ϵĽ�ȫ���ܻ�����ͬ�ֳɷֵĴ�ͳ�ٺϽ���ս��¶Ƚ�����120 �����ң��Ͻ������ܶȿɴ�99%���ϣ��ҺϽ�ľ����ߴ�Ϊ5 ?m���ҡ��봫ͳW-Ni-Fe�Ͻ���ȣ�ϸ��W-Ni-Fe�Ͻ��ڸ�Ӧ�����¾��и��ߵĺϽ�ǿ�Ⱥ����ԣ�ͬʱ���ڽϵ�Ӧ���������γɾֲ����ȼ��д�������������Y2O3�ܽ�һ�����ϸ��W-Ni-Fe�Ͻ�ľ��ȼ��������ԣ��������ڽϵ�Ӧ�������γɾ��ȼ��д���
