
DOI: 10.11817/j.ysxb.1004.0609.2021-36453
��������Ħ������2219���Ͻ�����֯����ѧ���ܵ�Ӱ��
���Ƿ�1��������1��������1���ź���2���� ��1��Ԭ ��1
(1. ������ҵ��ѧ �����ṹ�����Ƚ����켼�������������о����ģ����� 100124��
2. ��������Դ�����ɷ�����˾������ 100176)
ժ Ҫ��
������������Ħ����������6 mm��AA2219���Ͻ������˲�ͬ���������С�ĶԽӺ�ʵ�飬�о����ӽ�ͷ����֯��ò����ѧ���ܣ���϶Ͽں����ò����ͬ�����Ӳ�ȷֲ����ƣ���ʾ�����Խ�ͷ���ܵ�Ӱ�졣������������ŵ������ӣ����������ߣ�������̬�ٽᾧ�������࣬��ͷ����ǿ�ȺͶϺ��쳤�������������������Ѿ�������ǰ������������Ȼ�Ӱ�����Ľ��紦��ͨ���о��Ͽ��۽ṹ���֣�������ͷ���ѣ���ǿ�˽�ͷ�����Զ��ѡ��Ժ��ӽ�ͷ�����Ӳ�Ƚ����о�����Ӳ�ȱ仯���Ƴ��֡�V���ֲ���������Ӳ����ߡ������в�ͬ�����ܽ��������ú������ֲ������ͬ�����º�����������ֲ���ͬ��Ӱ���˽�ͷӲ�ȣ������˺��ӽ�ͷ��ѧ���ܡ�
�ؼ��ʣ�
2219���Ͻ�����������Ħ����������֯����ѧ������
���±�ţ�1004-0609(2021)-03-0556-10���� ��ͼ����ţ�TG456.9���� ���ױ�־�룺A
���ĸ�ʽ�����Ƿ�, ������, ������, ��. ��������Ħ������2219���Ͻ�����֯����ѧ���ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2021, 31(3): 556-565. DOI: 10.11817/j.ysxb.1004.0609.2021-36453
BAI Ya-feng, JIANG Xiao-qing, CHEN Shu-jun, et al. Effect of electrically assisted friction stir welding on microstructure and mechanical properties of 2219 aluminium alloy[J]. The Chinese Journal of Nonferrous Metals, 2021, 31(3): 556-565. DOI: 10.11817/j.ysxb.1004.0609.2021-36453
AA2219���Ͻ���Ϊ��������ĵ���Al-Cu-Mn�Ͻ𣬾������õĺ����ԡ��߱�ǿ�ȺͿ�Ӧ����ʴ�ԣ������������ռ����������Ӧ�ù㷺�����ƽ��ṹ���������淢���˲�����������ã���AA2219��Ϊԭ���ϵĺ������䣬�Ѿ�������Ħ��������Ϊ�ؼ����칤��[1-2]������Ħ�����Ӽ���(Friction stir weld, FSW)����Ӣ�������о���(The welding institute, TWI)��1991�귢����һ�������ຸ�Ӽ����������в����Ρ�����Ӧ��С����϶�����ܻ������ŵ㣬�ڵ��۵���ɫ���������Ź㷺��Ӧ�ã�������̼�֡��ѺϽ�ȸ��۵�Ͻ���˵�������������������һ���ķ�չ[3-4]��Ϊ�˽�������⣬�о�ѧ�������Ӧ���˸�����Դ����Ħ�����ĸ��Ϻ��ӷ��������õ����ӻ������⡢��Ӧ�Ⱥ͵����ȵ���Ϊ������Դ[5-6]�����У���������Ħ������(Electric current aided friction stir weld, EFSW)��Ϊһ���µĺ��ӷ�����������Խ��Խ��Ĺ�ע��ּ�ڲ�������������룬���ƺ��ӽ�ͷ�����ܣ���С����ͷ��ĥ�𣬲��������Ħ������Ӧ�÷�Χ��
����[7]�з��˵�����������Ħ�����������ֱ��Խ���ͷ�����˲���Ϊ�����缫��ʹ�������������ڲ����������ȣ��õ����Ⱥͽ���Ħ�����γɸ�����Դ���ڸ�����Դ��ͬ�����½���ͷ�ڽ�����IJ������ȱ����ﵽ���ܻ�״̬����������Ķ�����������ʵ�ֹ���֮��Ĺ������ӡ���������[8-12]�Ե�����������Ħ������������ֵģ�⣬����˽��蹤�ߣ��о��˽���ͷ��ĥ�𣬲�������þ�����ֵĽ�ͷ��֯����ѧ���ܣ����ֵ����������������ĵ�����ϸ����þ�Ͻ���������֯�����������Ӳ�ȣ���ǿ�����Ա��Ρ����������Ͻ𣬺���������Ӱ�����ľ����ߴ����ŵ����ܶȵ�����������ӡ����[13]���õ�����������Ħ���������ɹ�ʵ����þ�Ͻ���ĵ��浥���ԽӺ����������˽�ͷ����֯����ѧ���ܡ�SANTOS��[14-15]�Ľ��˵�����������Ħ���������ڽ���ͷ����������һ��ͭо�����ڱ����������Ӧ������һ��ͭ����ʹ�����ڹ����еķֲ����Ӽ��У�����˳������Ħ�������ڵײ����Ȳ��������δ���ȸ���ȱ�ݣ���ͨ���˷���������Al/NiTi���ϲ��ϵ���ѧ���ܡ�LIU��[16]�з�����������ֱ��ʩ���ڹ����ϵĵ缫���γ�һ�������ͷ�ƶ��ĵ�������������������(���ܶȵ�������Ľ�������)�����Դﵽ�������ͺ����غɵ�Ŀ�ģ�����������ӵ�������-�ֽ�ͷ�ĺ������Լ����ӽ�������仯������Ӱ�졣
���о��������������AA2219���Ͻ�����˲�ͬ����ֵ�µĽ���Ħ�����������˺��ӽ�ͷ����ò������֯����ѧ���ܵȣ��볣�����Ħ���������˶Աȣ�ּ�����ø���������ߺ��ӹ����е������룬���ƺ��ӽ�ͷ����ѧ���ܡ�
1 ʵ��
ʵ��ѡ���к��AA2219-T87���Ͻ��ģ�ĸ�ijߴ�Ϊ180 mm��100 mm��6 mm���仯ѧ�ɷ����±�1��ʾ��ĸ�ĵĿ���ǿ����445MPa���Ϻ��쳤����13%������Ħ������ʵ���ڱ���CFSW ��������˾�豸FSW-TS-S08�Ͻ��У�����ƽ̨��ͼ1�����Ӳ������£�ת��Ϊ800 r/min�������ٶ�Ϊ160 mm/min������ͷ���Ϊ1.5�㡣����ͷ����ΪH13�֣����ֱ��Ϊ15 mm�����������ֱ��6 mm���˲�ֱ��3 mm���볤5.8 mm��SANTOS��������Ͻ�Ե��������У���Ҫ��������������������Ͻ���������Ħ������Ч�������Ա���ѡȡ������ֱ������ƽ��ֵΪ0��400��600 A������Ƶ��Ϊ30 Hz������ռ�ձ�Ϊ50%���������غ���������и���и��Ƴɽ�����������ĥ�����Keller�Լ�(1.0%HF+1.5%HCl+2.5%HNO3+95.0%H2O)�Խ����������и�ʴ������OLYMPUS LEXT 3100����۽������۲����������������֯����FEI Quanta200��ɨ��羵�����������Ͽڽ��й۲졣��GB/T 2649��1989�����ӽ�ͷ��е��������ȡ���������� GB/T 228��2002�����������������������������ش�ֱ���췽����ȡ������������ͼ2��ʾ����CSS-1110�͵������������������������ʵ�飬��������Ϊ2 mm/min����DHV-1000��ά��Ӳ�ȼƽ�����Ӳ�Ȳ��ԣ����0.5 mmȡ�㣬������Ϊ0.98 N���غ�ʱ��Ϊ15 s��
��1 AA2219-T87���Ͻ�Ļ�ѧ�ɷֱ�
Table 1 Chemical compositions and mechanical properties of AA2219-T87 Al alloy (mass fraction, %)

ͼ1 ��������ƽ̨
Fig. 1 Current-carrying friction stir welding platform

ͼ2 ��������ʾ��ͼ
Fig. 2 Schematic diagram of tensile specimens (Unit: mm)
2 ���������
2.1 ��������Խ�ͷ���������ò��Ӱ��
ͬ�������Ħ��������ͬ��������������Ħ�����ӽ�ͷҲ��Ϊ4����������(WNZ)���Ȼ�Ӱ����(TMAZ)����Ӱ����(HAZ)��ĸ����(BMZ)����ʵ�����ݵ�֪���������ܵ���������Ӱ��仯�����Ȼ�Ӱ��������Ӱ������������Ӱ��ϴ���Ϊ���������С�仯���������ӹ��������������ӳ̶Ȳ�ͬ�����¸�����Χ���ֲ�ͬ�̶ȱ��
ͼ3��ʾΪ��ͬ������������Ħ�����ӽ�ͷ�����ò������3�ֽ�ͷλ��ǰ����ĺ��������Ȼ�Ӱ�������ֽ��߶��������������˲���������߲����ԣ��������������������̬�йء������趨����ʵ���У�����������������������ǰ���࣬�����ֿ�ǻ���ɽ�����ǰ��������������ͬʱ���ܺ����ٶ�Ӱ�죬ǰ�������Ҳ���������������ڣ�����ǰ�����������������ͬ�������˲�������������Ϊ���ӣ��ɴ�ǰ����������Էֽ��ߡ�ͬʱ���ܽ�����������ת���ã������������������ٶȽϿ죬�Ȼ�Ӱ���������ܽ��������ý�������������������ٶȽ���������������������γ��ٶ��ݶȣ���������ɲ����ȣ�����Ӧ����������ͷ��������������ǰ������������Ȼ�Ӱ�����Ľ��紦Ҳ֤������һ�۵㡣
�ܲ�ͬ���Ӳ�����Ӱ�죬���Ͻ����Ħ�����ӽ�ͷ�����ò������仯����Ҫ�����ڽ�ͷ��������֯��̬�������ͬ����ͼ3(b)��(c)�п��Կ������������400 A��600 A��ͷ���Ȼ�Ӱ��������Ӱ����������Ա������������������������ӣ��������ӵĵ����ȵ��¸��ӵ���������ǿ���������ԣ������¶ȵ����������������ٽᾧ�������ӣ��ɴ��Ȼ�Ӱ��������Ӱ����������

ͼ3 ��ͬ������������Ħ�����ӽ�ͷ�����ò
Fig. 3 Macroscopic morphologies of friction stir welding joints with different pulse currents
2.2 ��������Խ�ͷ����֯��Ӱ��
��ͬ��������Ӱ���ͷ�ڲ�������ò�ͷֲ����ڴ�ͳ����Ħ�����ӹ����У�������һ������Դ�ڽ���ͷ�빤��֮��Ħ������������������һ������Դ���ܻ��������ϼ����������������������¶ȴﵽ�����ٽᾧ���¶�ʱ�������ڲ���ʼ�γɾ��ˣ�������ʼ�����ڽ�������̬�ٽᾧ�����У��������������㱻��������飬�γ�ϸС�ĵ��ᾧ����λ���Ȼ�Ӱ�����������ԱȽ��������ܽ���ͷ��е�������ý�С���侧���ߴ�ϴ�������Ӱ�����������ͷ��Զ�����ܽ�����Ļ�е�������ã������ڶ�̬�ٽᾧ�����У����ᱻ���飬���־����ֻ�������ĸ����ȣ����������������������Ķ�����ϸ������״��
���������Բ����ܽ�����������ã�����������̬Ӱ����������ǰ����ͺ��˲�ֲ������ͬʱͬһ���ӽ�ͷ�����ϡ��С��²�����֯�ֲ����Ҳ����ͬ��ͼ4��ʾΪ��Ч����Ϊ400 A������������Ħ�����ӽ�ͷ���������Ȼ�Ӱ����������������֯�Ա�ͼ�����п��Կ���λ���ϡ��в����������ڼ���������(Al2Cu)�����ڽ�����ײ�������ֽ϶���࣬ͬʱ���֦���ۼ�����ͼ5��ʾΪ��Ч����Ϊ600 A������������Ħ�����ӽ�ͷ���������Ȼ�Ӱ�����������������֯�Ա�ͼ���������ͼ4��ͬ�ķֲ��������ͼ5(d)�еĦ����ͼ4(d)�еĦ�����״������������������ڽ��������ϡ��С��²�ͬ�����ܽ������������Բ����������ò�ͬ��ͬʱ����ͷ�ܵ���С��ͬ���������Ӱ�죬600 A�����������£���������ߣ���������ֻ��������״��С��ͬ[17]��ͬʱ����ͼ�о��ܷ��ֽ��������ϵ��µľ����ߴ���С���ϲ��ܽ���ͷ������ã��������������̬�ٽᾧ�����У��ܵ�����������࣬ʹ�þ������
�ڴ�ͳ����Ħ�����ӹ����У����Ӱ����(SAZ)λ�ڽ������϶�,����ͷ����²࣬������еĦ�����ã�����֯��ϸС���ᾧ���ɡ�������Դ�ֲ��������ĸ�ģ��²����������״̬����������ת�����Ӱ���������˶��ٶȲ�ͬ�������ٶ��ݶȣ����Ӱ����������̬����ٽᾧ����ͬʱ�ܵ����ϴ�����¶�ѹ�����������ٽᾧ�����������������γ�ϸС���ᾧ����
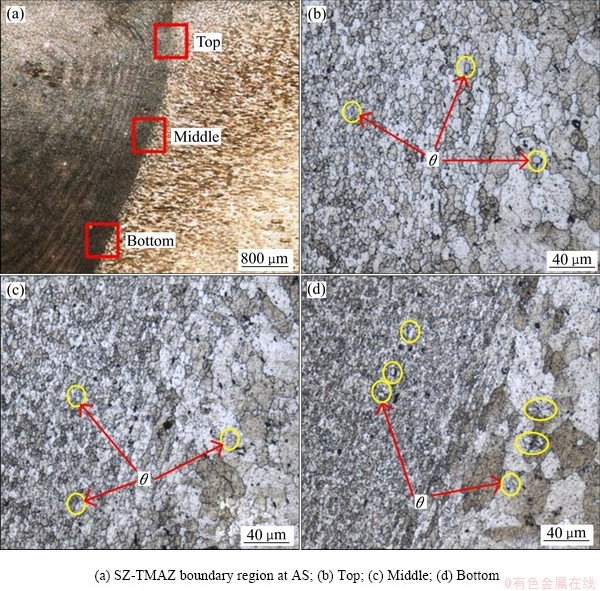
ͼ4 400 A������������Ħ�����ӽ�ͷ���������Ȼ�Ӱ��������������֯
Fig. 4 Microstructures of transition between SZ and TMAZ 400 A pulsed current-carrying friction stir welding joint

ͼ5 600 A������������Ħ�����ӽ�ͷ���������Ȼ�Ӱ��������������֯
Fig. 5 Microstructures of transition between SZ and TMAZ 600 A pulsed current-carrying friction stir welding joint
����ͼ6��ʾ400 A���Ӱ�����������ӽ���ͷ�������������������У������Ͻ�SAZ�����������۽϶࣬�侧���ߴ�Ϊ(10.23��0.92) ��m������ͼ7��ʾ600 A������������Ħ�����ӹ����У�SAZ��������̬�ٽᾧ��ϸС���ᾧ�϶࣬�侧���ߴ�Ϊ(7.64��1.17) ��m������ϸ�����600 A��ͷ���ܸ������졣
2.3 ��������Խ�ͷ��ѧ���ܵ�Ӱ��
2.3.1 �����������Ӳ�ȷֲ���Ӱ��
���Ӳ���Ӱ�캸�ӹ��������룬Ӱ���ͷ����֯�γɺͷֲ����ڽ���Ħ�����ӹ����У�������Ϊ�Σ�ͬʱ�м�ӹ����ƣ���ɺ��ӽ�ͷ�ں�ȷ����ܽ���ͷ��������ͬ�����н�ͷ���ܺ��ӹ����е���ѭ�����ã�����Ӳ�ȱ�ĸ�ĵ͡���ͼ8������������Ħ�����ӽ�ͷӲ�ȷֲ�Ϊ��V����״����ǰ����Ϻ��˲�Ӳ��������������֮ǰ�о��ij����ֱ����������Ħ�����ӽ�ͷ���ֵ�Ӳ�ȷֲ���ͬ[18]���������ͷ�ڽ�����Ӳ�Ȼ��������������ڽ�ͷ��ȷ����ϵײ�Ӳ�Ⱦ����϶˺��м�λ��Ӳ�ȴ�����Ӳ�ȷֲ�������֯�ķ�ӳ���������ܽ��������÷�����̬�ٽᾧ������λ���²�ľ����ܵ�������������ø�ǿ����̬�ٽᾧ�ľ�����û���ü����ͱ���������飬�γ�ϸС���ᾧ��[19]������в��Ͷ�����������ϸС������λ�ڵײ�����Ӳ�����
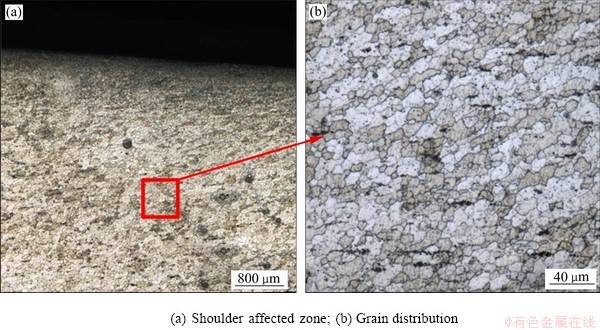
ͼ6 400 A������������Ħ�����ӽ�ͷ���Ӱ����������֯
Fig. 6 Microstructures of SAZ with 400 A pulsed current-carrying friction stir welding joint

ͼ7 600 A������������Ħ�����ӽ�ͷ���Ӱ����������֯
Fig. 7 Microstructures of SAZ with 600 A pulsed current-carrying friction stir welding joint

ͼ8 ��ͬ������������Ħ�����ӽ�ͷ��Ӳ�ȷֲ�
Fig. 8 Microhardness distribution profile of welding joint with different pulse currents
2.3.2 ��������Խ�ͷ����ǿ�ȵ�Ӱ��
��ͳ����Ħ�����ӽ�ͷ����ǿ��Ϊ279.2 MPa���ﵽĸ�Ŀ���ǿ��445 MPa��62.74%�����ͷ�Ϻ��쳤��Ϊ4.35%��ĸ�ĶϺ��쳤��Ϊ13%����2��ʾΪ��ͬ��С������������������Ŀ���ǿ�ȺͶϺ��쳤�ʡ��ɱ�2���Կ�����������������Ϻ���Ч����Ϊ400 A�ĺ��ӽ�ͷ����ǿ��Ϊ338.5 MPa���Ϻ��쳤��Ϊ5.1%���ȴ�ͳ����Ħ�����ӽ�ͷ�Ŀ���ǿ�ȺͶϺ��쳤�ʷֱ������59.3 MPa��0.75%�����ͷ����ǿ�ȴﵽĸ�ĵ�76.07%���������������600 A�����ӽ�ͷ����ǿ��Ϊ359.73 MPa���Ϻ��쳤��Ϊ5.1%���ȴ�ͳ����Ħ�����ӽ�ͷ�Ŀ���ǿ�ȺͶϺ��쳤�ʷֱ������80.53 MPa��0.75%�����ͷ����ǿ�ȴﵽĸ�ĵ�80.84%����������600 Aʱ����������������Ը��ã��������ľ����ߴ��С������ϸ��ǿ�������ã�ͬʱ����������Ҳ����ϸС������һ��������ǿ��Ч����ǿ[20]��
��������Ħ�����ڴ�ͳ����Ħ�����Ļ����������˵����ȣ�������Դ�����ӣ���ǿ�������룬�ı��˺��Ӳ��ϵ������ԡ�������ͬ���Ӳ���������Ч��������ʱ����ͷ�������ڽ�����Ľ��������£����ܱ�֤������ֱ����Χ�ڲ��ϵ������Ժã����ڽ�ͷ���������ܽ������ã�������Ͻ����������٣������¶��ݶȣ���ɲ��������ٶȲ�ͬ������Ӱ����������Ȼ�Ӱ��������֯�����仯��
��2 ��ͬ������������Ħ�����ӽ�ͷ��������
Table 2 Tensile properties of friction stir welding joints with different pulse current carrying capacity

2.3.3 ������������������Ͽ���ò��Ӱ��
��ͷ����λ���뾧����С����Ӳ���йأ�ͨ���Խ���Ħ�����ӽ�ͷ���������Ͽڷ������õ���ͷ����λ�úͶ���ģʽ����ͼ9��ʾ���Ͽڳ���45��Ƕȶ��ѣ�������������Ħ�����ӽ�ͷ����λ��λ��ǰ������������Ȼ�Ӱ�������紦��������������ͨ���ǽ�ͷ�����������Ƚ�ϸС���ں����¶��£��������ڽ����������±����飬���ȵķֲ��ڽ���������������Զ���Ȼ�Ӱ�������ܵ���е�������ý��٣����ڸ��������¾����Ͻ����������ߴ���ͷ���������Ȼ�Ӱ��������Ӱ���������ߴ���ɽ�ͻأ������֯���ɲ��ȳƣ����ײ���Ӧ������������ɴ�λ����ѧ���ܲ���������ֵ�ṩ���ߵ������룬��ֱ����������Ħ�����ӽ�ͷ������ϸ������������ϸ�ܣ���ǿ������Ӳ�ȡ�
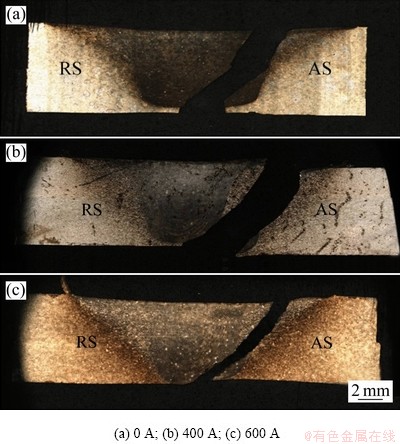
ͼ9 ��ͬ������������Ħ�����ӽ�ͷ�Ͽں����ò
Fig. 9 Fracture appearances of welding joint with different pulse currents
ֱ����������Ħ�����ӽ�ͷ���ڽ�������˵��������Ӳ����ͣ�Ҳ˵����������������Ħ�����ӽ�ͷ���ܸ������졣
ͨ������Ч����ֵΪ400 A��600 A������������Ħ�����ӽ�ͷ�Ͽڽ���ɨ�裬ͨ���۲�ͼ10���ֶϿ������ѷֲ��������Ϊ���Զ��ѡ�
����ͼ10(b)��(c) 400 A��ͷ�Ͽ��п���������״�ϴӽ������С���ѷֲ����١�ͼ10(d)��(e) 600 A��ͷ�Ͽ��п������Էֲ���˺���⣬�ڴ�������Χ��˺�����ϻ��ֲ��е���״С���ѣ���Щ�����������ڿռ����������ϳ������ٶ���ͬ�������γ�Բ�εĵ�������[21]������ͷ���ͽ�����Ľ������ã�������µĶ�ѹ����ʹ�������顢ϸ�����γɵĵ��ᾧ��֯����ֲ�����ϸ�ܣ�ʹ��ͷ�����Ժ�һ���ԽϺã�����Ӧ������¶Ͽڳ��ֵ������ѡ��Ͻ���ǿ�������γ����ѵ���Ҫԭ���������������£������γ��Ϳ���Ȼ����������Ͼۼ��������¿�������¹�������[22]������������Ч��������ߣ��Ͽ��г��ֵ�С���Ѹ����ܼ�����400 A�Ĵ������ѽ϶��ϸ����������̬��Ϊ600 A���ؾ����ѵ�Բ�ε������ѣ��������ֵ�����ϸߣ�������϶࣬������϶࣬������ת�Ľ����룬�����������н������飬���������ֲ����Ӿ��ȣ����²����������ѽ϶࣬�����˺��ӽ�ͷ����ѧ���ܡ�

ͼ10 ��ͬ������������Ħ�����ӶԶϿ����ѷֲ�
Fig. 10 SEM micrographs showing fracture surface characteristics of tensile specimens machined at different currents
3 ����
1) ��������Ħ�����������˺�������������������ͬʱ����������ŵ�����ֵ�ı������������Ӱ��������������ԡ������������Ħ�����ӣ���ǿ��ԭ���Ӳ����������룬�ı���ԭ���������Ȼ�Ӱ��������Ӱ�����ľ�����ò�ͷֲ���
2) �������ͷ����ǿ�ȺͶϺ��쳤�ʽ���������ƽ��������600 A����ʵ���У����ͷ����ǿ��������28.84%��359.73 MPa���ں��ӹ����У������ṩ������Դ�������˴�ͳ����Ħ�����ӽ�ͷ����ѧ���ܡ�������ͷ���������Ӳ���������������̶����ε�����Ӳ������ֲ�Ϊ��V���Σ��ں�����Ӳ�������������ں���ײ�λ�ã�Ӳ������Ч����Ϊ������
3) ��ͳ����Ħ�����Ӷ���λ��Ϊǰ����WNZ��TMAZ�Ľ��紦������������ͷ����λ����Ȼ��ǰ����WNZ��TMAZλ�ã���Ȼ����ǿ�Ⱥ�Ӳ�����������˴�Ӧ���������ԣ����ྦྷ���仯�������Թ���״̬�����¶���λ�÷�����ǰ����WNZ��TMAZλ�á��������룬ʹ�ô�������Χ�ֲ�����ĵ���С���ѣ�����ϸС�������ѷֲ����ȣ��ܼ��̶ȸ��ߡ�
REFERENCES
[1] WANG G Q, ZHAO Y H, HAO Y F. Friction stir welding of high-strength aerospace aluminum alloy and application in rocket tank manufacturing[J]. Journal of Materials Science & Technology, 2018, 34(1): 73-91.
[2] KAYODE O, AKINLABI E T. An overview on joining of aluminium and magnesium alloys using friction stir welding (FSW) for automotive lightweight applications[J]. Materials Research Express, 2019, 6(11): 112005.
[3] LI K, LIU X M, ZHAO Y. Research status and prospect of friction stir processing technology[J]. Coatings, 2019, 9(2): 129.
[4] PADHY G K, WU C S, GAO S. Friction stir based welding and processing technologies-processes, parameters, microstructures and applications: A review[J]. Journal of Materials Science & Technology, 2018, 34(1): 1-38.
[5] ����, �� ��, �� ��, ��. ���������������Ħ�����������о���չ[J]. �ȼӹ�����, 2018, 47(5): 15-20.
SUN Jin-rui, ZHU Hai, SUN Long, et al. Latest research progress of energy assisted friction stir welding[J]. Hot Working Technology, 2018, 47(5): 15-20.
[6] PADHY G K, WU C S, GAO S. Auxiliary energy assisted friction stir welding-status review[J]. Science and Technology of Welding and Joining, 2015, 20(8): 631-649.
[7] �� ��, �� ӱ. ����-����Ħ��������Դ���ӷ������豸. CN101323054[P]. 2018-12-17.
LUO Jian, WANG Ying. Method and equipment of resistance-friction stir welding heat source. CN101323054[P]. 2018-12-17.
[8] LUO J, CHEN W, FU G. Hybrid-heat effects on electrical-current aided friction stir welding of steel, and Al and Mg alloys[J]. Journal of Materials Processing Technology, 2014, 214(2): 3003-3012.
[9] LUO J, LI F, CHEN W. Experimental researches on resistance heat aided friction stir welding of Mg alloy[J]. Quarterly Journal of the Japan Welding Society, 2013, 31(4): s65-s68.
[10] �� ��. ��������Ħ�����������������ֵģ��[D]. ����: �����ѧ, 2014.
FU Gen, Multiphysics field coupled model on electronic current aided friction stir welding process[D]. Chongqing: Chongqing University, 2014.
[11] ������. ����-����Ħ�������蹤�ߵ�������췽����ĥ������[D]. ����: �����ѧ, 2014.
LI Long-fei. Method on design, manufacturing and wear property of electronic current aided friction stir welding tool[D]. Chongqing: Chongqing University, 2014.
[12] �� ΰ. ����-����Ħ����������������ЧӦ������ͷĥ����Ϊ���о�[D]. ����: �����ѧ, 2015.
CHEN Wei. Study on resistance heating effects and tool wear behavior in electric current aided friction stir welding[D]. Chongqing University, 2015.
[13] �� �, ������. þ�Ͻ�����������Ħ������ͷ����֯����ѧ����[J]. �纸��, 2015, 45(6): 95-99.
CHEN Zheng, LI Kun-hong. Research on the microstructure and mechanical properties of magnesium alloy plank by electronic current aided friction stir welding[J]. Electric Welding Machine, 2015, 45(6): 95-99.
[14] SANTOS T G, MIRANDA R M, VILACA P. Friction stir welding assisted by electrical joule effect[J]. Journal of Materials Processing Technology, 2014, 214(10): 2127-2133.
[15] OLIVEIRA J P, DUARTE J F, INACIO P. Production of Al/NiTi composites by friction stir welding assisted by electrical current[J]. Materials and Design, 2017, 113: 311-318.
[16] LIU X, LAN S H, NI J. Electrically assisted friction stir welding for joining Al 6061 to TRIP780steel[J]. Journal of Materials Processing Technology, 2015, 219: 112-123.
[17] LI G H, ZHOU L, LUO S F. Microstructure and mechanical properties of self-reacting friction stir welded AA2219-T87 aluminium alloy[J]. Science and Technology of Welding and Joining, 2019, 25(2): 142-149.
[18] CHEN S J, ZHANG H W, JIANG X Q. Mechanical properties of electric assisted friction stir welded 2219 aluminum alloy[J]. Journal of Manufacturing Processes, 2019, 44: 197-206.
[19] �� ��, ���ͬ, �� ��, ��. 2219���Ͻ����Ħ������ͷ��ʴ��Ϊ[J]. ����ѧ��, 2014, 35(7): 39-42.
ZHANG Hua, SUN Da-tong, ZHANG He, et al. Corrosion behavior of friction stir welded 2219 aluminum alloy[J]. Transactions of the China Welding Institution, 2014, 35(7): 39-42.
[20] �� ��, ¬����, �� ��, ��. �������ն�2219���Ͻ���֯����ѧ���ܵ�Ӱ��[J]. �����ȴ���, 2018, 43(10): 98-103.
WANG Jian, LU Ya-lin, ZHOU Gang, et al. Effect of hot rolling on microstructure and mechanical properties of 2219 aluminum alloy[J]. Heat Treatment of Metals, 2018, 43(10): 98-103.
[21] ��ѧ��. ��Ӳ���ױ�Ĥ�����ṹ������������ܵ�Ӱ��[D]. �人: �人������ѧ, 2003.
XIONG Xue-hui. Microstructural characteristics and influence on the mechanical properties of superhard nano-scale thin films[D]. Wuhan: Wuhan University of Technology, 2003.
[22] �� ��. þ�Ͻ�����-����Ħ�����ӹ���������о�[D]. ����: �����ѧ, 2016.
WANG Hong. Process and mechanism of electric current aided friction stir welded Mg alloy[D]. Chongqing: Chongqing University, 2016.
Effect of electrically assisted friction stir welding on microstructure and mechanical properties of 2219 aluminium alloy
BAI Ya-feng1, JIANG Xiao-qing1, CHEN Shu-jun1, ZHANG Hong-wei2, HAN Yang1, YUAN Tao1
(1. Beijing University of Technology, Advanced Manufacturing Technology of Automobile Structural Components Engineering Research Center of Ministry of Education, Beijing 100124, China;
2. Beijing New Energy Automobile Co., LTD., Beijing 100176, China)
Abstract: The butt welding experiments of 6mm thick AA2219 aluminum alloy plates were carried out by friction stir welding with different pulse currents. Mechanical properties, microstructure, fracture macroscopic morphology and hardness distribution trend of the welded joints were studied. The effect of current on the performance of the joint was revealed. The results show that the dynamic recrystallization region, the tensile strength and elongation of the joint increase with increasing the current value and the heat input. The tensile samples fracture at the junction of weld nugget zone and thermo-mechanically affected zone at the advancing side. Through the study of fracture microstructure, it is found that the electrically assisted joints are better and the ductile fracture of the joints has enhanced. The cross section hardness of the welded joint was studied. The hardness change trend has a ��V�� shape distribution, and the hardness of weld nugget zone increases. The effect of pin on different areas of the weld is distinct with different heat distribution, resulting in different distributions of precipitates in the weld, which affects the hardness of the joints and improves the mechanical properties of the welded joint.
Key words: 2219 aluminum alloy; electrically assisted friction stir welding; microstructure; mechanical property
Foundation item: Project(51604015) supported by the National Natural Science Foundation of China
Received date: 2019-10-10; Accepted date: 2020-11-26
Corresponding author: CHEN Shu-jun; Tel: +86-10-67392667; E-mail: sjchen@bjut.edu.cn
(�༭ ��ѧ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(51604015)
�ո����ڣ�2019-10-10�������ڣ�2020-11-26
ͨ�����ߣ������������ڣ���ʿ���绰��010-67392667��E-mail��sjchen@bjut.edu.cn
ժ Ҫ��������������Ħ����������6 mm��AA2219���Ͻ������˲�ͬ���������С�ĶԽӺ�ʵ�飬�о����ӽ�ͷ����֯��ò����ѧ���ܣ���϶Ͽں����ò����ͬ�����Ӳ�ȷֲ����ƣ���ʾ�����Խ�ͷ���ܵ�Ӱ�졣������������ŵ������ӣ����������ߣ�������̬�ٽᾧ�������࣬��ͷ����ǿ�ȺͶϺ��쳤�������������������Ѿ�������ǰ������������Ȼ�Ӱ�����Ľ��紦��ͨ���о��Ͽ��۽ṹ���֣�������ͷ���ѣ���ǿ�˽�ͷ�����Զ��ѡ��Ժ��ӽ�ͷ�����Ӳ�Ƚ����о�����Ӳ�ȱ仯���Ƴ��֡�V���ֲ���������Ӳ����ߡ������в�ͬ�����ܽ��������ú������ֲ������ͬ�����º�����������ֲ���ͬ��Ӱ���˽�ͷӲ�ȣ������˺��ӽ�ͷ��ѧ���ܡ�
[5] ����, �� ��, �� ��, ��. ���������������Ħ�����������о���չ[J]. �ȼӹ�����, 2018, 47(5): 15-20.
[7] �� ��, �� ӱ. ����-����Ħ��������Դ���ӷ������豸. CN101323054[P]. 2018-12-17.
[10] �� ��. ��������Ħ�����������������ֵģ��[D]. ����: �����ѧ, 2014.
[11] ������. ����-����Ħ�������蹤�ߵ�������췽����ĥ������[D]. ����: �����ѧ, 2014.
[12] �� ΰ. ����-����Ħ����������������ЧӦ������ͷĥ����Ϊ���о�[D]. ����: �����ѧ, 2015.
[13] �� �, ������. þ�Ͻ�����������Ħ������ͷ����֯����ѧ����[J]. �纸��, 2015, 45(6): 95-99.
[19] �� ��, ���ͬ, �� ��, ��. 2219���Ͻ����Ħ������ͷ��ʴ��Ϊ[J]. ����ѧ��, 2014, 35(7): 39-42.
[21] ��ѧ��. ��Ӳ���ױ�Ĥ�����ṹ������������ܵ�Ӱ��[D]. �人: �人������ѧ, 2003.
[22] �� ��. þ�Ͻ�����-����Ħ�����ӹ���������о�[D]. ����: �����ѧ, 2016.
