
DOI��10.19476/j.ysxb.1004.0609.2018.07.03
��ѹ�¶ȶ�6005A���Ͻ���������֯����ѧ���ܵ�Ӱ��
Ѧ��ƽ���ƶ��У���׳׳�������£��� �ϣ��� ��
(���ɹŹ�ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ�����ͺ��� 010051)
ժ Ҫ��
��Է���ģ��ѹ���ϲ�λ�Ľ�����ģ��������ȡ�����з���������˷���������֯���ܵļ���ģ�ߣ����õ��ӱ�ɢ���������(EBSD)���������飬�о���ѹ�¶ȶ�6005A���Ͻ�ѹ������֯���ܵ�Ӱ�졣�����������ѹ�¶�Ϊ500~580 �� ʱ��6005A���Ͻ���֯��ƽ�������ߴ���ȼ�С����������ƣ����ڼ�ѹ�¶�Ϊ540 ��ʱ��������֯ƽ�������ߴ���С��ԼΪ52 ��m���Ҵ�ʱ�ľ����ߴ���ȳ̶���ѡ�������֯��С�ǶȾ�����ռ�����϶࣬�����ż�ѹ�¶ȵ���ߣ�С�ǶȾ�������Ƶ�ʶ�������65%���ҡ����ϲ�λ������ǿ�ȺͿ���ǿ�����ż�ѹ�¶ȵ����߳����������½������ƣ�����ѹ�¶�Ϊ540 ��ʱ��������֯����ѧ������ã�����ǿ��Ϊ 68.56 MPa������ǿ��Ϊ119.87 MPa��
�ؼ��ʣ�
6005A���Ͻ�������ģ��ѹ����ѹ�¶�����������������֯����ѧ������
���±�ţ�1004-0609(2018)-07-1291-08���� ��ͼ����ţ�TG379���� ���ױ�־�룺A
���ź��պ��졢�������������������ȸ߾��⼼����������Ͻ�����Ͳ���������ӣ���������������ϸ��Ҫ��[1]������ģ��ѹ�����Ͻ�����Ͳĺܲĵ���Ҫ�ӹ���ʽ�������Ƿ���ģ��ѹ�����е���ӹ���[2-3]���ڷ���ģ��ѹ�����У��������������������ں�������ģ���·�������һ�����Ϲ��̣��Ӷ����Ͳĺ���������º���[4]���亸������ֱ��Ӱ�����Ͳĵij�������[5-6]����ˣ�̽����������֯�ݱ估���������Ƿ���ģ��ѹ�о����ȵ�����֮һ��
����ģ��ѹ���ڸ��¡���ѹ����Ħ�������£��ڼ����ܱյĿռ�(ģ�׳���)����ɣ�������ģǻ�ṹ���ӣ���ѹ�����ں������ں��ϲ�λ�Ľ���������ȡ������˺��Ѷ��亸�ϲ�λ����֯���ܽ����� ��[7]��Ŀǰ��ͨ��������ֵģ�⼼��ͨ���������ڵľ�ˮӦ����С��Ԥ�⺸����������Ϊ�侲ˮӦ�����ڼ�ѹ�¶�������ǿ�ȵ�5���������㺸��Ҫ��[8]�����ڱ�����ɫ�����о�Ժ���Ϻ���ͨ��ѧ��[9-10]ģ������˺����Ҹ߶ȶԾ�ˮӦ����Ӱ�죬Ԥ���˺��������� ��[11]�о��˿������Ͳļ�ѹ���;�ˮӦ���Ժ������������״��Ӱ�졣�����������ڿ�����[12-13]ģ����������ιܲġ����Ӷ���������Ͳĵĺ��ϳ��ι��̡�����������������Ԫ��ֵģ�⼼���ķ�չ�����Ա������̵Ľ�һ�����ƣ�������ͼ���ö�̬��֯ģ��ķ�����Ԥ�����ģ��ѹ������֯�ݱ䣬��������֯�ݱ�ģ�������ڸ��ӣ���δ�õ��㷺Ӧ�á�
��[11]�о��˿������Ͳļ�ѹ���;�ˮӦ���Ժ������������״��Ӱ�졣�����������ڿ�����[12-13]ģ����������ιܲġ����Ӷ���������Ͳĵĺ��ϳ��ι��̡�����������������Ԫ��ֵģ�⼼���ķ�չ�����Ա������̵Ľ�һ�����ƣ�������ͼ���ö�̬��֯ģ��ķ�����Ԥ�����ģ��ѹ������֯�ݱ䣬��������֯�ݱ�ģ�������ڸ��ӣ���δ�õ��㷺Ӧ�á�
Ϊ�˽�ʾ��������ı�����������Ҫ�Ժ���������֯�ݱ���̼�����Ľ��ǿ�Ƚ����о������ڸù��������ڶ�̬�Ĺ�̬ѹ�����ӹ��̣�Ϊ�˱��������������ȥ�������̺ͼ������̣������������ҵļɲ��ģ�ߣ��о��˼�ѹ�¶�Ϊ500~580 ��ʱ���������������֯�ݱ估�������ѧ���ܣ�Ϊ̽�����ϻ����ṩ���ۻ�����
1 ʵ��
1.1 ��ѹģ�����
ͼ1��ʾΪ��ʵ�������ü�ѹģ�߽ṹʾ��ͼ��ģ�߲���ѡ��H13ģ�߸֡���ͼ1��֪��Ϊ�˷���ȡ���ϣ���ģ����Ƴ�������Բ�Σ�����������Բ��ģ��װ��һ����Ͳ�ڣ���Բģ����Բб��Ϊ5�㣬��Ͳ��ԲҲ��Ƴ�б��Ϊ5�㣬ͨ������ģ��б�����ʹ������Բģ���ܵ�ѹ������ʱ��ԽѹԽ�����Ӷ����⼷ѹ������������Բģ�߷�϶�������ɱߡ�

ͼ1 ��ѹģ�߽ṹʾ��ͼ
Fig. 1 Schematic diagram of die structure
1.2 ʵ������뷽��
��ʵ���������õIJ���Ϊ6005A���Ͻ��仯ѧ�ɷ����1��ʾ��ʵ����������ߴ�Ϊd 21 mm��65 mm��d 21 mm��80 mm��Բ������
��1 6005A���Ͻ�Ļ�ѧ�ɷ�
Table 1 Chemical compositions of 6005A Al-alloy (mass fraction, %)

��ѹ��������ʽ��ѹ���Ͻ��У���ѹ�ٶ�Ϊ30 mm/min����ѹ�¶ȷֱ�Ϊ500��520��540��560��580 �棬��ȴ��ʽΪ���䡣ͼ2��ʾΪ��ѹʵ��ǰ�������ʵ��Ա�ͼ��
ͼ3��ʾΪ���������ߴ缰��EBSD��������ȡλ��ʾ��ͼ������ѹ�����������м䲿λ��ȡƬ״�����ӹ��ɱ���������������CMT-5105�͵�������������Ͻ�����ѧ���ܲ��ԣ���������Ϊ3 mm/min���ں���������ȡEBSD����������������е��ĥ�����-20 ����ʹ��5%HCLO4+95%C2H5OH(�������)���Һ���е���⣬����ѹΪ30 V��֮�������䱸HKL Channel 5 EBSD ϵͳ��ɨ��羵����Ʒ����EBSD������
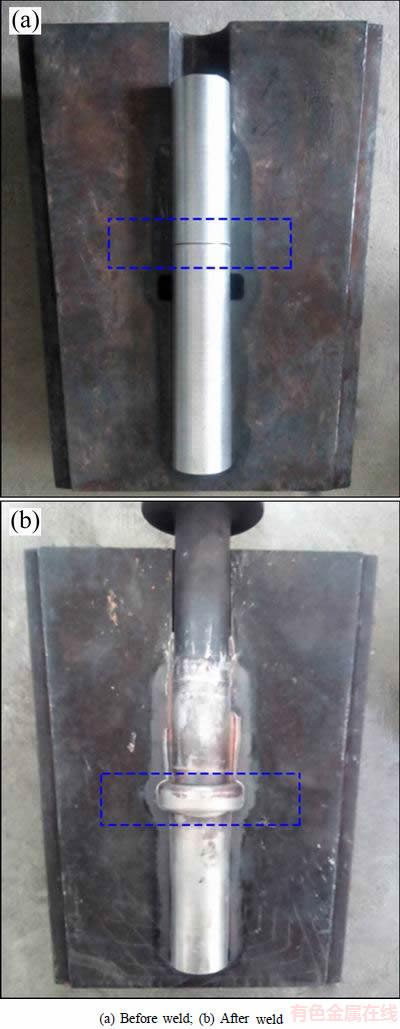
ͼ2 ��ѹʵ��ǰ��������״
Fig. 2 State and shape of billets

ͼ3 ����������ȡλ�ü��ߴ�ʾ��ͼ
Fig. 3 Size and cutting position of sample
2 ��������
2.1 ����ԭʼ��֯��ò
��ѹǰ����ԭʼ������֯��ò�;����ߴ�ֲ���ͼ4��ʾ����ͼ4(a)���Կ�����ԭʼ���ϵ�����֯Ϊ���ᾧ����ͼ4(b)��֪��ԭʼ���ϵľ����ߴ�ֲ���5~385 ��m֮�䣬ƽ�������ߴ�Ϊ85.36 ��m��
2.2 ��ѹ�¶ȶԺ��ϲ�λ��֯��ò��Ӱ��
ͼ5��ʾΪ��ͬ��ѹ�¶��º��ϲ�λ��Ʒ������֯��ò��ͼ�д�ǶȾ���(��15��)�Դ��߱�ʾ, С�ǶȾ���(2��~15��)��ϸ�߱�ʾ���ۺ�ͼ5(a)~(e)��֪����ѹ���Ϻ���Ʒ������֯��Ҫ�ɵ��ᾧ�����غ��췽��ij���״������ɡ����г���״�����ڱ��κϽ��кܳ�������ԭʼ��֯�дִ��������������ģ����ֱ�����֯����������ԭ���DZ�����С������¶ȵ͵��ºϽ�û���㹻�ı��δ����������ٽᾧ[14]���ھ����ڲ������˽϶��Ǿ��磬������Ϊ���Ͻ�IJ���ܸߣ����������˶�̬�ظ����ھ���߽紦��ϸС�ĵ��ᾧ��֯��˵���Ͻ��ں��Ϲ��̷����˶�̬�ٽᾧ������ѹ�¶�Ϊ500 ��ʱ��������֯��ò��ԭʼ��֯��Ϊ���ƣ���Ҫ�Խϴ�ߴ�ĵ��ᾧ��Ϊ�����������ֲ���ò����ȣ��ھ��紦��ɢ������ϸС�ĵ��ᾧ�������ż�ѹ�¶ȵ����ߣ���ߴ���ᾧ�����٣��غ��췽�������ij���״������ϸС�ĵ��ᾧ��֯�����ӣ����ڼ�ѹ�¶�Ϊ540 ��ʱ�����ߴ���Ȼ��̶���ã�������������ѹ�¶�ʱ���������ľ����ߴ��ֿ�ʼ������С�ߴ���ᾧ���������٣���ߴ���ᾧ���غ��췽��ij���״���������࣬��ԭ�����ɺ������ĸ��º;�ˮӦ���Ĺ�ͬ���ö��γ� ��[15-16]��

ͼ4 ԭʼ���ϵ�����֯��ò�;����ߴ�ֲ�
Fig. 4 Microstructure and grain size of original material

ͼ5 ��ͬ��ѹ�¶��º��ϲ�λ��Ʒ��EBSD������òͼ
Fig. 5 EBSD images showing grain morphology of welding zone at different extrusion temperatures
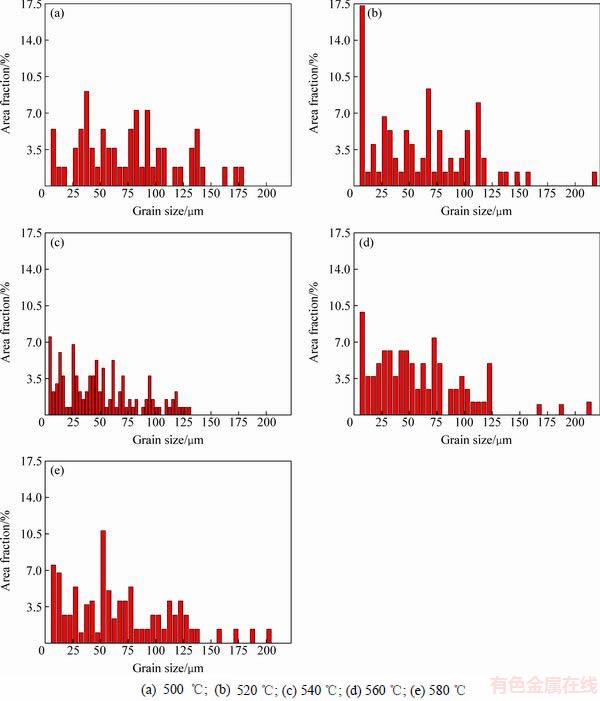
ͼ6 ��ͬ��ѹ�¶���6005A���Ͻ�ľ���ֱ��ռ��Ʒ����ķ���
Fig. 6 Area fraction of grain size of 6005A extruded at different extrusion temperatures
ͼ6��ʾΪ��ͬ��ѹ�¶��º��������ľ����ߴ�ֲ�ͼ����ͼ6��֪����ԭʼ���ϵľ�����ȣ����Ϻ���Ʒ�ľ����ߴ��С������ѹ�¶�Ϊ500 ��ʱ���侧���ߴ���Ҫ�ֲ���7.5~177.5 ��m֮�䣬����20 ��m���µ�С�ߴ羧����ռ�������٣���Ϊ9%����100 ��m���ϵĴ�ߴ羧����ռ�����϶࣬ԼΪ27%(��ͼ6(a))������ѹ�¶�Ϊ520 ��ʱ��20 ��m���µ�С�ߴ羧����ռ�������ӣ�100 ��m���ϵĴ�ߴ羧����ռ��������(��ͼ6(b))������ѹ�¶�Ϊ540 ��ʱ��20 ��m���µ�С�ߴ羧����ռ�����������ӣ�100 ��m���ϵĴ�ߴ羧����ռ�����������٣���ʱ20 ��m���µ�С�ߴ羧����ռ����ԼΪ23%��100 ��m���ϵĴ�ߴ羧����ռ����ԼΪ14%(��ͼ6(c))������ѹ�¶ȼ�������ʱ��20 ��m���µ�С�ߴ羧����ռ������ʼ���٣�100 ��m���ϵĴ�ߴ羧����ռ������ʼ������(��ͼ6(d)��(e))��ͼ7��ʾΪԭʼ���Ϻͺ��Ϻ���Ʒ��ƽ�������ߴ�仯�����Կ������Ϻ��ƽ�������ߴ����Լ�С������ѹ�¶�Ϊ500~580 ��ʱ�����ż�ѹ�¶ȵ����ߣ���ƽ�������ߴ��ȼ�С��������ѹ�¶�Ϊ500 ��ʱ��ƽ�������ߴ����ԼΪ76 ��m���ڼ�ѹ�¶�Ϊ540 ��ʱƽ�������ߴ���С��ԼΪ52 ��m��˵��ѡ������ļ�ѹ�¶ȿ��Կ��ƾ�����ϸ���̶ȡ�
ͼ8��ʾΪ��ͬ��ѹ�¶�����Ʒ�ľ���ȡ���ֲ�ͼ��f����ֵ����С�ǶȾ���(2��~15��)ռ�еı������ۺ�ͼ8(a)~(e)��֪���ڲ�ͬ��ѹ�¶��º��Ϻ���Ʒ������֯��С�ǶȾ�����ռ�����϶ࡣ˵�����Ϻ���Ʒ������֯�д��ڴ������α���֯���ھ������γɴ������ǽṹ�����ż�ѹ�¶ȵ����ߣ�С�ǶȾ�������Ƶ��������65%���ҡ�

ͼ7 ԭʼ���ϺͲ�ͬ��ѹ�¶�����Ʒ��ƽ�������ߴ�
Fig. 7 Grain size of initial sample and extruded sample at different extrusion temperatures

ͼ8 ��ͬ��ѹ�¶��µľ���ȡ���ֲ�
Fig. 8 Relative frequency of misorientation angle at different extrusion temperatures
2.3 ��ѹ�¶ȶԺ��ϲ�λ��ѧ���ܵ�Ӱ��
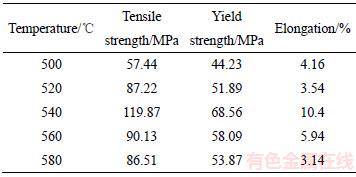
��ͬ��ѹ�¶Ⱥ��Ϻ��6005A���Ͻ����������������2��ʾ��������ǿ�ȺͿ���ǿ���漷ѹ�¶����ߵı仯������ͼ9��ʾ��������������ʾ�������Ķ���λ�þ������ں����洦��˵�������洦����ѧ��������ϱ�2��ͼ9��֪������ǿ�ȡ�����ǿ�����ż�ѹ�¶ȵ����߳������������½������ơ�����ѹ�¶�Ϊ500 ��ʱ������ǿ�ȺͿ���ǿ����ͣ��ֱ�Ϊ44.23��57.44 MPa�����ż�ѹ�¶ȵ����ߣ��Ͻ�ǿ��Ҳ�����ߣ�����ѹ�¶�Ϊ540 ��ʱ���ﵽ��ߣ�����ǿ��Ϊ68.56 MPa������ǿ��Ϊ119.87 MPa��ͬʱ�쳤��Ҳ�ﵽ���ֵ10.4%�����ż�ѹ�¶ȵĽ�һ����ߣ�����ǿ�ȺͿ���ǿ�ȿ�ʼ�½����쳤��Ҳ���͡���Ҫԭ�������ż�ѹ�¶ȵ����ߣ�����������֯�ľ���ϸ��Ч��Խ�ã������ڲ�λ�����࣬�������ľ���ϸ��ʹ�Ͻ����࣬�谭��λ�����˶���������λ���Ŀɶ��ԣ��Ӷ�����˺Ͻ��ǿ�ȣ�����Hall-Petch��ϵʽҲ����˵�����ž�����ϸ������ϵ�ǿ�����[17]��������ѹ�¶ȼ�������ʱ������ǿ�ȡ�����ǿ�Ⱦ���ʼ���½������뺸��������֯��ƽ�������仯������ͬ����һ��˵���˺Ͻ��ǿ���뾧����ϸ���̶��йء���ѹ�¶����ߣ�������Ʒ��ƽ�������ߴ������ߴ�IJ���������ߣ����¾�����ı���Э���Ա�������ʱ���������γɶ�ʹ����ǿ�Ƚ���[14]��
��2 6005A���Ͻ�ͬ�¶Ⱥ��Ϻ��������ѧ����
Table 2 Mechanical properties of welded A6005 alloys at different extrusion temperatures

ͼ9 ��ѹ�¶ȶ�6005A���Ͻ�����ǿ�ȺͿ���ǿ�ȵ�Ӱ��
Fig. 9 Effect of welding temperature on yield strength and tensile strength of 6005A Al-alloys
3 ����
1) �ڼ�ѹ�¶�Ϊ500~580 ��ʱ�����ż�ѹ�¶ȵ����ߣ���ƽ�������ߴ��ȼ�С��������ѹ�¶�Ϊ500 ��ʱ��ƽ�������ߴ����ԼΪ76 ��m��Ȼ�����ż�ѹ�¶ȵ����ߣ���ƽ�������ߴ��С������ѹ�¶�Ϊ540 ��ʱ��ƽ�������ߴ���С��ԼΪ52 ��m���Ҵ�ʱ�ľ����ߴ���ȳ̶���á������������ѹ�¶�ʱ��ƽ�������ߴ翪ʼ������
2) �ڲ�ͬ��ѹ�¶��º��Ϻ���Ʒ������֯��С�ǶȾ�����ռ�����϶ࡣ�����ż�ѹ�¶ȵ����ߣ�С�ǶȾ�������Ƶ��������65%���ҡ�
3) ���ϲ�λ���Ͻ������ǿ�ȺͿ���ǿ�����ż�ѹ�¶ȵ����߳������������½������ơ�����ѹ�¶�Ϊ540 ��ʱ����ѧ������ã�����ǿ��Ϊ68.56 MPa������ǿ��Ϊ119.87 MPa��
REFERENCES
[1] л����. ������ѹ�����ķ�չ��״������[J]. �й����Ͻ�չ, 2013, 32(5): 257-263.
XIE Jian-xin. Current situation and development trends of metals extrusion technology[J]. Materials China, 2013, 32(5): 257-263.
[2] �ƶ���, ����, ������, ��׳׳. ���Ӷ���������Ͳķ���ģ��ѹ���Ϲ��̽���������Ϊ����[J]. ���Ϲ���, 2014(9): 68-75.
HUANG Dong-nan, YU Yang, LI You-lai, ZUO Zhuang-zhuang. Metal flowing behavior during welding process of porthole extrusion for complicate Al-alloy profile[J]. Journal of Materials Engineering, 2014(9): 68-75.
[3] л����, ������. ������ѹ�����뼼��[M]. 2��. ����: ұ��ҵ������, 2012.
XIE Jian-xin, LIU Jing-an. Theory and technology for metal extrusion[M]. 2nd ed. Beijing: Metallurgical Industry Press, 2012.
[4] �� ��, ������, �� ��, ʷ�˿�, ����, �����. ���Ͻ�����Ͳļ�ѹ����������о���չ[J]. ���ϵ���, 2013, 27(19): 6-9.
FENG Di, ZHANG Xin-Ming, SUN Feng, SHI Xing-kuan, LI Fei-long. Research and progress in weld seams of aluminum alloy hollow profile extrusion[J]. Materials Review, 2013, 27(19): 6-9.
[5] DEN BAKKER A J, WERKHOVEN R J, SILLEKENS W H. The origin of weld seam defects related to metal flow in the hot extrusion of aluminum alloys EN AW-6060 and EN AW-6082[J]. Journal of Materials Processing Technology, 2014, 214(11): 2349-2358.
[6] YU J, ZHAO G, CHEN L. Investigation of interface evolution, microstructure and mechanical properties of solid-state bonding seams in hot extrusion process of aluminum alloy profiles[J]. Journal of Materials Processing Technology, 2016, 230: 153-166.
[7] �ƶ���, �� ��, �� ��, �� ��. ����ģ��ѹ�ǶԳƶ������Ͳ�����Ԫ��ֵģ�����[J]. ���Ϲ���, 2013(3): 32-37.
HUANG Dong-nan, YU Yang, NING Yu, MA Yu. FEM simulation of an Al-alloy profile with Non-symmetrical cross section during porthole extrusion[J]. Journal of Materials Engineering, 2013(3): 32-37.
[8] �ƶ���, ������, ��׳׳, �� ��. ���ιܲķ���ģ��ѹ���Ϲ��̽������估ģ��������ģ�����[J]. ���Ͽ�ѧ�빤��, 2015(2): 25-32.
HUANG Dong-nan, LI You-lai, ZUO Zhuang-zhuang, MA Yu. Simulation analysis of metal flowing behaviors and die stress distributions during porthole extrusion of a special pipe[J]. Materials Science ��Technology, 2015(2): 25-32.
[9] �� ��, лˮ��, �ƹ���, ���ŷ�. �����Ҹ߶ȶԷ������ģ��ѹ���ι��̵�Ӱ��[J]. ϡ�н���, 2008, 32(4): 442-446.
CHENG Lei, XIE Shui-sheng, HUANG Guo-jie, HE You-feng. Effects of height of welding chamber heights on extrusion forming process of porthole die[J]. Chinese Journal of Rare Metals, 2008, 32(4): 442-446.
[10] TANG D, ZHANG Q, LI D, PENG Y. A physical simulation of longitudinal seam welding in micro channel tube extrusion[J]. Journal of Materials Processing Technology, 2014, 214(11): 2777-2783.
[11] S, BOZACI A. Experimental and numerical study on the strength of aluminum extrusion welding[J]. Materials, 2015, 8(7): 4389-4399.
[12] �ƶ���, ��־��, ���, л����. ��������ȼ����ϽǶԷ��ιܷ���ģ��ѹ����������Ӱ��[J]. �й���ɫ����ѧ��, 2010, 20(5): 954-960.
HUANG Dong-nan, ZHANG Zhi-hao, LI Jing-yuan, XIE Jian-xin. Influences of welding chamber depth and welding angle on forming quality of extrusion of square tube by porthole die[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(5): 954-960.
[13] �ƶ���, ���, ��־��, л����. ���ιܷ���ģ˫��ѹ�����н�����������Ϊ[J]. �й���ɫ����ѧ��, 2010, 20(3): 488-495.
HUANG Dong-nan, LI Jing-yuan, ZHANG Zhi-hao, XIE Jian-xin. Metal flowing behaviors during diplopore extrusion of square tube with porthole die[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(3): 488-495.
[14] �Ӣ, �� ��, ����ʯ, �α��. �����¶ȶ�AZ31þ�Ͻ�������ѹ��֯�����ܵ�Ӱ��[J]. ��ѹ����, 2014, 39(5): 106-111.
YANG Jun-ying, GAO Fei, NING Hai-shi, SONG Bao-yun. Effect of heating temperature on microstructure and properties of AZ31 magnesium alloy in conform process[J]. Forging & Stamping Technology, 2014, 39(5): 106-111.
[15] YU J, ZHAO G, ZHANG C, CHEN L. Dynamic evolution of grain structure and micro-texture along a welding path of aluminum alloy profiles extruded by porthole dies[J]. Materials Science and Engineering: A, 2017, 682: 679-690.
[16] FAN X H, TANG D, FANG W L, LI D Y, PENG Y H. Microstructure development and texture evolution of aluminum multi-port extrusion tube during the porthole die extrusion[J]. Materials Characterization, 2016, 118: 468-480.
[17] �¿˻�, �� ΰ, ��˳��, Ѧ����, ����ϼ, ����Ƽ. ��ͨ��ת�Ǽ�ѹAl-Mg2Si�Ͻ����֯�������о�[J]. ϡ�н��������빤��, 2010(2): 352-356.
CHEN Ke-hua, LIANG Wei, WANG Shun-qi, XUE Jin-Bo, WANG Hong-xia, BIAN Li-ping. Microstructure and properties of Al-Mg2Si alloys after equal channel angular pressing[J]. Rare Metal Materials and Engineering, 2010(2): 352-356.
Influence of extrusion temperature on microstructure and mechanical properties of welding zone of 6005A aluminum alloy
XUE Jiang-ping, HUANG Dong-nan, ZUO Zhuang-zhuang, XUAN Dong-po, WU Nan, SUN Lei
(School of Materials Science and Engineering, Inner Mongolia University of Technology, Hohhot 010051, China)
Abstract: A new die was designed to solve the problem that the alloy was difficult to be taken out when it was welded by porthole die extrusion. The effect of the extrusion temperature on microstructure and mechanical properties of 6005A aluminum alloy was studied by electron backscattered diffraction (EBSD), combined with the mechanical tensile properties test. The results show that the average grain size of the welding zone will be reduced at first and then improved when the extrusion temperature is in the range of 500-580 ��, the average grain size is the smallest of about 52 ��m and the uniformity is the best at 540 ��. The percentage of the low angle boundaries of welding zone is the highest and the relative frequency of low angle boundaries keeps at 65% with the rise of extrusion temperature. The tensile strength and yield strength of the welding zone will be improved at first and then reduced with the increase of extrusion temperature. And the mechanical property of 6005A aluminum alloy is the best at 540 ��, the yield strength and tensile strength are 68.56 MPa and 119.87 MPa, respectively.
Key words: 6005A aluminum alloy; porthole die extrusion; extrusion temperature; welding zone; microstructure; mechanical property
Foundation item: Project(51364027) supported by the National Natural Science Foundation of China; Project (10381007) supported by the Middle and Young Aged Academic Key Project of Inner Mongolia University of Technology, China
Received date: 2017-05-23; Accepted date: 2017-07-20
Corresponding author: HUANG Dong-nan; Tel: +86-471-6577257; E-mail: dongnan_huang@163.com
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(51364027)�����ɹŹ�ҵ��ѧ������ѧ���Ǹ���Ŀ(10381007)
�ո����ڣ�2017-05-23�������ڣ�2017-07-20
ͨ�����ߣ��ƶ��У����ڣ���ʿ���绰��0471-6577257��E-mail��dongnan_huang@163.com
ժ Ҫ����Է���ģ��ѹ���ϲ�λ�Ľ�����ģ��������ȡ�����з���������˷���������֯���ܵļ���ģ�ߣ����õ��ӱ�ɢ���������(EBSD)���������飬�о���ѹ�¶ȶ�6005A���Ͻ�ѹ������֯���ܵ�Ӱ�졣�����������ѹ�¶�Ϊ500~580 �� ʱ��6005A���Ͻ���֯��ƽ�������ߴ���ȼ�С����������ƣ����ڼ�ѹ�¶�Ϊ540 ��ʱ��������֯ƽ�������ߴ���С��ԼΪ52 ��m���Ҵ�ʱ�ľ����ߴ���ȳ̶���ѡ�������֯��С�ǶȾ�����ռ�����϶࣬�����ż�ѹ�¶ȵ���ߣ�С�ǶȾ�������Ƶ�ʶ�������65%���ҡ����ϲ�λ������ǿ�ȺͿ���ǿ�����ż�ѹ�¶ȵ����߳����������½������ƣ�����ѹ�¶�Ϊ540 ��ʱ��������֯����ѧ������ã�����ǿ��Ϊ 68.56 MPa������ǿ��Ϊ119.87 MPa��
[1] л����. ������ѹ�����ķ�չ��״������[J]. �й����Ͻ�չ, 2013, 32(5): 257-263.
[3] л����, ������. ������ѹ�����뼼��[M]. 2��. ����: ұ��ҵ������, 2012.
[7] �ƶ���, �� ��, �� ��, �� ��. ����ģ��ѹ�ǶԳƶ������Ͳ�����Ԫ��ֵģ�����[J]. ���Ϲ���, 2013(3): 32-37.
[9] �� ��, лˮ��, �ƹ���, ���ŷ�. �����Ҹ߶ȶԷ������ģ��ѹ���ι��̵�Ӱ��[J]. ϡ�н���, 2008, 32(4): 442-446.
