
���±�ţ�1004-0609(2013)S1-s0226-05
������ͷ����������εĽ�����������
�� ������Ӣ�����������͢ѯ������ɭ
(������ɫ�����о�Ժ������ 710016)
ժ Ҫ��
��������������ͷ�ij���ԭ���ͳ��ι����н���������ɡ���ͷ���������ڻ��������������������������£���������ѹ���ͻ��������ĸ��ϱ��Ρ�����ѹ��ʹ���������������Σ������оͷ��Լ���£�ʹ������������ѹ�����������������Ρ�����������ƫ�ĵģ�ƫ��������֤����ܸ�������������ѹʱ�ں���������˳�������Բ�����ܱ���������������ʱ�ں����������Ϊ�˱�֤��ܸ������������������̺���ܱ��������������ι��̵�Э���Ժ������ԣ���ܸ���֮��Ľ�������س����Σ����ɱ�֤��ͷ�ıں�����ԡ��̰뾶��ͷ����������뾶ԽС����λ�����ڵ�����������������Խ����ͷ�����Ѷ�Խ��
�ؼ��ʣ�
��ͼ����ţ�TG 146.4���� ���ױ�־�룺A
Metal rheological characteristics of elbow made by expanding diameter and pushing bend
CHEN Jun, YANG Ying-li, YANG Hai-ying, WANG Ting-xun, DUAN Wen-sen
(Northwest Institute for Nonferrous Metal Research, Xi��an 710016, China)
Abstract: The forming theory of elbow made by expanding diameter and pushing bend was induced. The tube blank of elbow takes place combined deformation with compaction along axial direction and expanding diameter along circumferential direction under the action of expanding diameter force along circumferential direction and pushing force along axial direction. The compaction compression deformation along axial direction makes tube blank bend deformation under the restrained acting of ram��s mandrel. Finally, the belly metal of elbow becomes thicken after compaction, while the back metal of elbow does not take place deformation. The expanding diameter along circumference direction is eccentric because the eccentric expanding diameter along circumference direction ensures the incrassated thickness flowing favorably from elbow belly to elbow back, supplying the alleviated thickness of back elbow because of undergoing bending and tension. The shorter the relatively bending radius is, and the larger the bending and expanding diameter degree is, the larger the deformation difficulty of elbow is in the unit length.
Key words: elbow; diameter-expanding and pushing method; ram��s mandrel
��ͷ�ڹܵ��������Ӻı䷽������ã�ͬʱ��Ҳ�������չܵ�������Ӧ�������Ӧ�䡣��ͷ�ij��η��������������䷨��������ѹ����ģѹ��������ѹƬƴѹ���������ֹ�ѹ����Ϻ������ͷ�ͳ��ܳ��εȷ���[1-2]�����У�������ε���ͷ���������������䷨��������ѹ����ģѹ�������������ֹ�ѹ�����ɲ�����ܲļӹ���������ͷ����������εķ�������ѹƬƴѹ����Ϻ������ͷ�ͳ��ܳ��Σ����Ʊ�����ͷ���к��Ӻ��죬����Ĵ��ڽ����˹ܵ���ʴ���ܺ���ư�ȫϵ��������ô�ͳ��ѹƬƴ�����Ʊ�����ͷ��ȣ�������������̰뾶��ͷ�������������죻��Ϻ������ͷ��ȣ�û�л��κ��죬�����뾶�⻬������Һ��������������ͷ����˹�·ϵͳ�ĸ�ʴ���ܺ���ư�ȫϵ����ʹ�ù�·���������ܴ������ߡ�������ѹ����ģѹ������������ӹ��������ܵ���ѹ����ģѹ�豸�����ƣ����ʺ��ڼӹ�С��DN80�ľ������õ������������ͷ��ģѹ�����������ȼӹ����ʺϼӹ���ھ��ĺ����ͷ���������䷨��������ͷ���η�����ȣ��ɽ������ȼӹ���������ͬ���ʵıں���ȡ���ͬ�����뾶(R��D��1.5D��2~5D)������(t/T��0.015)����Ʒ����(Dn=20~1200)�Ķ�Ƕ���ͷ(30�㡢60�㡢90���180��)�����ҿ����������ι�(360��)�������ܣ�����Ч�ʸߣ�����֤��ͷ�⾶Բ�Ⱥͱں���ȣ��ʺ�����������[3]���ӹ�����ͷ�����֡��ѡ�ﯡ����������������ϵ���ͷ���ιܡ�
�ڴˣ��������߽�������������ͷ�ij���ԭ���ͳ��ι�����Ӧ��״̬�Լ���ͷ�����ֵ�Ӧ�䡢������������еĽ���������ɡ�
1 ��������ԭ��
����������ͷ�ǹ���������������о���ϣ�о�������ڹ̶��Ʒ��Ȼ����ϣ�о��ǰ�˺������оͷ����Ʒ��ƶ����ƻ������ƹܺ���˳о��ǰ�������չ��������оͷ�����������Ƴ������оͷ��Χ���ø�Ӧ����Ȧ�������оͷ���������������оͷ�����������Ļ��������������������Ա��ζ���Ϊ��ͷ���������䷨ʾ��ͼ��ͼ1��ʾ��
2 ���оͷ�ṹ
����ģ���оͷ��ʹ����������״��ֱ���仯����Ҫ��λ����ṹ������Ρ��������ζκ����ζ�3������ɣ���ͼ2��ʾ���������ָ�����ܲĽ���������IJ��֣��Թ�����֧�š���λ���������á��������ζ���ָʹ�������������������α�IJ��֣�����ͷ���εĹؼ���λ�����ζζ���ͷ���й�Բ��������״��ʹ��ͷ�⾶�������뾶����Ҫ���������оͷ������������F�����������оͷ��Ħ����f��������P�����оͷ���������M�����������оͷ��������P��������F�����������£������оͷ����������ѹ���ͻ����������Σ�ѹ�����κ��������γ̶������оͷ��״�ͳߴ��йء���ˣ����оͷ�ļ��β�����ƶ���ͷ�������������������ε������Ժ�Э���ԡ���ͷ�ں�����Ժ���״����������Ҫ�����á�����ģ���оͷ����ƺ������ĺ��IJ������������ζΣ��������ζε���Ʋ���������ʼ�����뾶OA�������ǶȦº�����������L1���������������ζ�����������Ӱ�����ذ�����ʼ�����뾶�������Ƕȡ�����ֱ������ͷֱ�����������Ͷ������߳����������뾶�������Ƕ���أ������뾶�������Ƕ�Խ�������߳���Խ����һ��������������ϸ�������ǿ�ȵ͡����Ժã��ȸ�������ǿ�ȸߡ����Բ�IJ��ϵ���ʼ�����뾶�������Ƕȵ�[4]��
�������ζ������Ƕ������������ߵij�����������IJ�����������ζδ�ͷ�⾶ΪD3�����ζ�Сͷ���ζ��⾶ΪD2���������ζγ���ΪL1�����ζγ����Ȧ�=(D3-D2)/L1����ô���������ζδ���һ����ѳ����Ȧ�0�����£���0ʱ���������оͷ�������ֵĻ�����������������ٶ�̫�죬�ڵ�λ��������������������������ģ�ߵ���ѹ��С�ڹ���Ħ��������ʹ����ѹ��С������������������ɹ������������¹���ʱ����������ɹ���˺�ѡ������£���0ʱ��һ��ɱ�֤��ͷ�ں�����ԣ����¹�С����ʹ���оͷ���ζγ��ȹ�����һ����ɼ���Ȧ�������ӣ����Ⱦ��������Ա�֤��������ɹ��������оͷ�Ӵ��������Ħ����������Ҫ��������������ɹ��������ܵ����������ߣ�����������ǿ�Ȳ��ܿ�������������ʱ����ɹ����۵������壬��ɳ��ι���ʧ��[5]��
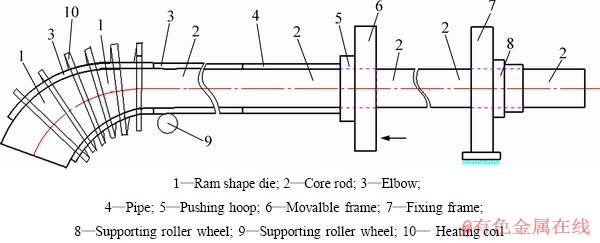
ͼ1 �������䷨ʾ��ͼ
Fig. 1 Diagrammatic sketch of elbow made by expanding diameter and pushing bend
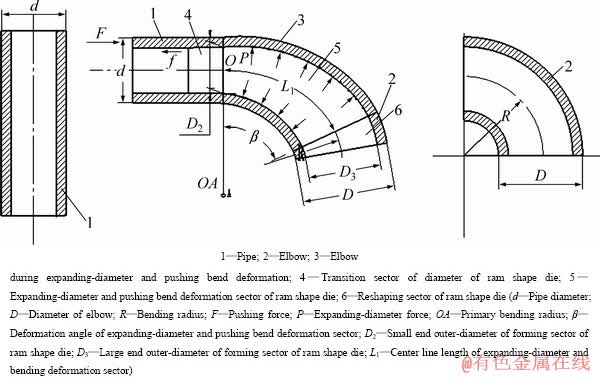
ͼ2 ���������ó���ģ���оͷ��������״̬
Fig. 2 Mould of ram��s core used by diameter-expanding and pushing method and stress of pipe
3 ����������ͷ�Ľ�����������
�������ϱ���ȷֳ�����С������ͷ��������������仯��ͼ3��ʾ���������ƺ���ͷ����������������䣬��˵����ͷ���Ľ���û�в�����Σ�����������仯����ң������������̣�����ѹ�����Σ�������������������������Σ�������ֵ�������״������ͷ��������������γ̶��Ӿ硣
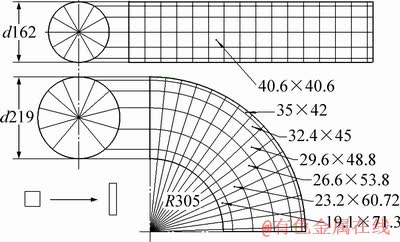
ͼ3 ����������̵�����仯[6]
Fig. 3 Gridding change during pushing bend by expanding diameter[6]
ͼ4��ʾΪ�������������Ӧ��ֲ�ʾ��ͼ��Ӧ��ֲ��������Ǹ�������С�����ơ�
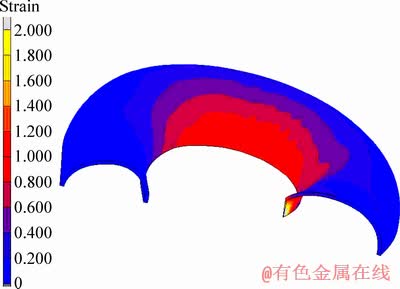
ͼ4 ��ͷ��������Ӧ��ֲ���ͼ
Fig. 4 Strain distribution of elbow made by expanding diameter and pushing bend
ͼ5��ʾΪ����������ͷ����ͼ���ܵ�����ѹӦ����z�ͻ�����Ӧ��������
��������Ǹ���ͬ�Եģ������ĺ���Ӧ���tΪ
 (1)
(1)
ʽ�У� Ϊ��ЧӦ�䣬
Ϊ��ЧӦ�䣬 ��
�� Ϊ��ЧӦ����
Ϊ��ЧӦ���� ��
�� Ϊ������Ӧ����
Ϊ������Ӧ����
�ɼ����� ��0ʱ������Ӧ���t��0������������Σ���ȱ䱡�����������������ѣ�����0ʱ������Ӧ���t��0��ѹ�����Σ����ϱ����һ������¿���ʧ�����壻����=0ʱ������Ӧ���t=0�������������Σ���ͷ��Ȳ��䡣Ҳ����˵���ڹ�����������ʱ����������˵����������ʣ��Ϳ�������ͷ�ڱ������䱡�����ֺ�Ȳ��䡣
��0ʱ������Ӧ���t��0������������Σ���ȱ䱡�����������������ѣ�����0ʱ������Ӧ���t��0��ѹ�����Σ����ϱ����һ������¿���ʧ�����壻����=0ʱ������Ӧ���t=0�������������Σ���ͷ��Ȳ��䡣Ҳ����˵���ڹ�����������ʱ����������˵����������ʣ��Ϳ�������ͷ�ڱ������䱡�����ֺ�Ȳ��䡣
������ͷ���ι��̣���ͷ���������ڻ��������������������������£���������ѹ���ͻ��������ĸ��ϱ��Ρ�����ѹ��ʹ���������������Σ������оͷ��Լ���£�ʹ������������ѹ�����������������Ρ�������������ƫ�ĵģ�ƫ��������֤����ܸ�������������ѹʱ�ں���������˳�������Բ�����ܱ���������������ʱ�ں����������������εĽ����Dz��ֵġ�ͼ6��ʾΪ��������������н�������ʾ��ͼ����������������ƫ������������ܳ��ι����б���һ���������Ϳɱ�֤�Ƴ��ں���ȵ���ͷ[6-8]��
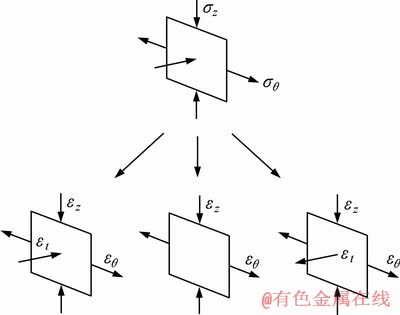
ͼ5 ����������ͷ����ͼ
Fig. 5 Stress of elbow during expanding diameter and pushing bend
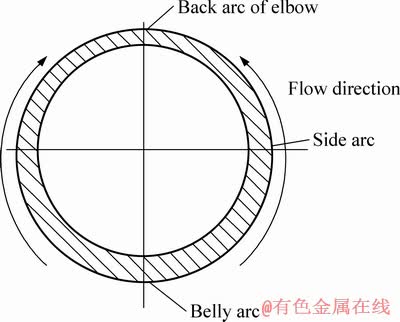
ͼ6 ������������н�������ʾ��ͼ
Fig. 6 Metal rheological characteristics of elbow made by expanding diameter and pushing bend
ƫ����������������ӹ�����������������Ӧ����������ܵı�������������֤����ܸ�������������ѹʱ�ں���������˳���������Բ�����ܱ���������������ʱ�ں�����������ɱ�֤�⾶��Բ�Ⱥͱں�ľ����ԡ������������ܹ���֮�������Ƴ��ں���ȵĵ�ǿ����ܵ����Գ��λ�������Ӧ�����������ֱ�������ֱͬ�������������û��оģ֧�ţ��ǹ�������������£��ֲ������������β�λ���⻡�ܱ������������ڻ��ܱ���ѹ�������ɵıں�������[9-10]��
4 ����
1) ����������ͷ�ǹ��������оͷ���������������������������εĹ��̣������ڻ��������������������������£�������������ѹ�����������������Σ�����������ƫ��������ƫ��������֤����ܸ�������������ѹʱ�ں���������˳�������Բ�����ܱ���������������ʱ�ں����������
2) ����������ƫ�ĵģ�ƫ��������֤����ܸ�������������ѹʱ�ں���������˳�������Բ�����ܱ���������������ʱ�ں����������Ϊ�˱�֤��ܸ������������������̺���ܱ��������������ι��̵�Э���Ժ������ԣ���ܸ���֮��Ľ�������س����Σ����ɱ�֤��ͷ�ıں�����ԡ�
3) ���ڶ̰뾶��ͷ���������������γ̶ȱȳ��뾶��ͷ�ı��γ̶ȴ���ˣ��̰뾶��ͷ��������������¶�Ҫ���ڳ��뾶��ͷ�ġ�
REFERENCES
[1] �� ��, ���, ����ɭ. ������ͷ�ij��ͼ���[J]. ϡ�н��������빤��, 2008, 37(Suppl.4): 555-560.
CHEN Jun, YANG Hai-ying, DUAN Wen-sen. The forming technology of metal elbow[J]. Rare Metal Materials and Engineering, 2008, 37(Suppl.4): 555-560.
[2] ��͢ѯ, �� ��, ���, ����ɭ. �ѺϽ���ͷ���μ���[J]. ʯ�ܹ���, 2011, 17(6): 1-6.
WANG Ting-xun, CHEN Jun, YANG Hai-ying, DUAN Wen-sen. The forming technology of titanium alloy elbow[J]. Oil Tuber Goods Engineering, 2011, 17(6): 1-6.
[3] CHEN Jun, DUAN Wen-sen, YANG Hai-ying. The forming technology and using of titanium alloy elbow made by diameter-expanding and pushing[C]//2nd International Conference on Electrical & Mechanical Engineering and Information Technology (EMEIT-2012). Paris: Atlantis Press: 992-996.
[4] �� ��, ���, ����ɭ. �ѺϽ����������е���Ҫ����[J]. �й���ɫ����ѧ��, 2010, 20(S1): s704-s708.
CHEN Jun, YANG Hai-ying, DUAN Wen-sen. The important technology parameters of elbow made by diameter-expanding and pushing[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(S1): s704-s708.
[5] ����ɭ. �Ѽ��ѺϽ���ͷ���ι��ոĽ�[J]. ����ѧ��, 2002, 38(sup.1): 422-424.
DUAN Wen-sen. Improvement of elbow forming technology of titanium and its alloys[J]. Acta Metallurgica Sinica, 2002, 38(Sup.1): 422-424.
[6] �� ��. ��Ƶ��������¹��ռ������о�[J]. ʩ������, 1994(2): 32-38.
LI Kui. New technique and experimental investigation of axis-thrust tube bending by inductive heating[J]. Construction Technology, 1994(2): 32-38.
[7] ¹����, ʷ����, ¹����. ����������ܳ��ι��̵�ʵ�������[J]. ��ѹ��е, 1997(4): 10-13.
LU Xiao-yang, SHI Bao-jun, LU Xiao-li. Experimental analytics for axis-thrust tube bending[J]. Metal Forming Machinery, 1997(4): 10-13.
[8] ¹����, ���ҵ�����־��ʷ����. ţ��о��������ܳ��ι������������ص�[J]. ��ѧ��ʵ��, 1998, 20(6): 15-17.
LU Xiao-yang, XU Bing-ye, CEN Zhang-zhi, SHI Bao-jun. The characteristics of force and deformtion in forming process of heated pushing curved tubes through ox-core[J]. Mechanics and Engineering, 1998, 20(6): 15-17.
[9] ������, ������, ���, ��ѧ��, �� ��, ��Ӣ��, �����. ��Ƶ��Ӧ���ȴ�����ܳ��ι����е�����Ԫģ��[J]. ��ѹ����, 2006, 31(6): 131-134.
LI Lin-tao, ZENG Wei-dong, YIN Jing-ou, ZHANG Xue-min, XU Bin, YANG Ying-li, ZHOU Yi-gang. Finite element simulation of pipe bending process of pure titanium using local induction heating[J]. Forging & Stamping Technology, 2006, 31(6): 131-134.
[10] ¹����, ���ҵ, �� ��. ��Ƶ����������ܵij��ι��̼����λ�����̽[J]. ��ѹ��е, 1994(7): 11-14, 25.
LU Xiao-yang, XU Bing-ye, LI Kui. The primary research of forming process and forming mechanics of elbow pipe made by medium frequency heating[J]. Forging and Stamping Technology, 1994(7): 11-14, 25.
(�༭ �� ��)
������Ŀ������ʡ�ص�Ƽ������Ŷ�(2012KCT-23)
�ո����ڣ�2013-07-28�������ڣ�2013-10-10
ͨ�����ߣ��� �������ڼ�������ʦ���绰��029-86231078��E-mail��christinchenjun@163.com
ժ Ҫ����������������ͷ�ij���ԭ���ͳ��ι����н���������ɡ���ͷ���������ڻ��������������������������£���������ѹ���ͻ��������ĸ��ϱ��Ρ�����ѹ��ʹ���������������Σ������оͷ��Լ���£�ʹ������������ѹ�����������������Ρ�����������ƫ�ĵģ�ƫ��������֤����ܸ�������������ѹʱ�ں���������˳�������Բ�����ܱ���������������ʱ�ں����������Ϊ�˱�֤��ܸ������������������̺���ܱ��������������ι��̵�Э���Ժ������ԣ���ܸ���֮��Ľ�������س����Σ����ɱ�֤��ͷ�ıں�����ԡ��̰뾶��ͷ����������뾶ԽС����λ�����ڵ�����������������Խ����ͷ�����Ѷ�Խ��
[1] �� ��, ���, ����ɭ. ������ͷ�ij��ͼ���[J]. ϡ�н��������빤��, 2008, 37(Suppl.4): 555-560.
[2] ��͢ѯ, �� ��, ���, ����ɭ. �ѺϽ���ͷ���μ���[J]. ʯ�ܹ���, 2011, 17(6): 1-6.
[4] �� ��, ���, ����ɭ. �ѺϽ����������е���Ҫ����[J]. �й���ɫ����ѧ��, 2010, 20(S1): s704-s708.
[5] ����ɭ. �Ѽ��ѺϽ���ͷ���ι��ոĽ�[J]. ����ѧ��, 2002, 38(sup.1): 422-424.
[6] �� ��. ��Ƶ��������¹��ռ������о�[J]. ʩ������, 1994(2): 32-38.
[7] ¹����, ʷ����, ¹����. ����������ܳ��ι��̵�ʵ�������[J]. ��ѹ��е, 1997(4): 10-13.
[8] ¹����, ���ҵ�����־��ʷ����. ţ��о��������ܳ��ι������������ص�[J]. ��ѧ��ʵ��, 1998, 20(6): 15-17.
[10] ¹����, ���ҵ, �� ��. ��Ƶ����������ܵij��ι��̼����λ�����̽[J]. ��ѹ��е, 1994(7): 11-14, 25.
