
���±�ţ�1004-0609(2012)1-0287-09
����ת¯������¯��ˮģ����
���¸գ���ΰ�죬����÷
(�����Ƽ���ѧ ұ������̬����ѧԺ������ұ���¼��������ص�ʵ���ң�����100083)
ժ Ҫ��
����1/4ˮ��ѧģ�������о�����ת¯�������ղ�����¯�ĸ���λ��������Ӱ�졣�������������ʱ���¯�������Ӱ�콦�����������������أ�����֮�����ȹ�ϵ���������ֲ���¯��ǶȺͳ�ʼ�۳����Ӱ��ϴ�¯��Ƕ���-10������-30����ʼ�۳����(h/D)��0.078����0.172ʱ����ڶ���Ľ�����������80%���罵Ϊ5%���ң������Ͷ�ǽ�潦������Ӧ�������߶�����¯��ǶȺͳ�ʼ�۳�������Ӷ����͡�����ģʽ��Ϊ�罦����ӿ�����߹��档��������ͨ������¯����ǣ�����ʵ�ֽϴ�Ľ��������;��ȵķֲ�����ҵ����������֤��ˮģ�͵��о���������ճ����������õ��˽����
�ؼ��ʣ�
��ת¯��������¯��ˮģ��������ģʽ���罦��
��ͼ����ţ�TF806.2���� ���ױ�־�룺A
Hydraulic simulation of slag splashing in nickel converter
MA De-gang, CHEN Wei-qing, CHE Xiao-mei
(State Key Laboratory of Advanced Metallurgy, School of Metallurgical and Ecological Engineering,
University of Science and Technology Beijing, Beijing 100083, China)
Abstract: The influences of operational conditions on slag splashing for the lining of nickel blowing converter were investigated with an 1/4 scale hydraulical model experiment. The results show that the time of gas blowing and the angle of furnace play a significant role in total amount of splashes in direct ratio. The distribution of splashes is largely decided by the furnace angle and the initial bath depth. Proportion of splashes on opposite side of tuyere line is dramatically reduced from 80% to 5% or so when the furnace angle or the initial bath depth (h/D) varies from -10�� to -30�� or 0.078 to 0.172, meanwhile those on side of the tuyere line and the side end are greatly increased; the height of splashing decreases with the tuyere and initial bath depth increasing. The mode of slag splashing can be defined as the injection slag splashing and surging slag splashing or two both. Large amount and even distribution on different walls are acquired by adjusting angle of furnace at definite bath depth. The industrial test agrees well with the results in the model, and the problems such as heavy accretion on tuyere line are also resolved.
Key words: nickel converter; slag splashing; water modeling; splashing mode; injection
��Slag freeze lining��[1-4]ָͨ����ұ��¯Ҥ�ͻ��ڳı������γ�ճ��������ﵽ����ש�ı��塢���¯Ҥ������һ�ּ�����Ŀǰ���ü����ѹ㷺Ӧ����п����¯��ilmenite����¯��Hall-Heroult¯������¯������ת¯�ȣ����У�������ת¯������¯��ҵʵ����Ϊ�ɹ���ת¯�����ɼ���¯���������¯��������¯������Ҫ������������������¯���罦��¯���ϣ��γɾ����ͻ�ȸߡ��ֿ���ʴ��ǿ�Ľ������Եֿ����������ƻ����á�
����ת¯��һ����ʽת¯�����õײ��������ʽ����紵����ұ���߱�����¯��һֱ���ߡ�Ŀǰ�������ֳ��в������¯��ķ�����Ľ��ͻ���ʡ��Ż������ƶȼ�ҡ¯�����ȶԸ�����ʽת¯�������µ�״̬���ñȽ����ޡ�������ֽ�����¯�ļ���������躵�[5]�ڽ���ת¯�н��н�����¯�Ĺ�ҵ���飬����óɹ���¯������200��¯�Ρ���ҵ�����ڼ䷢�֣���ͬ¯�μ佦��Ч������ϴ���ijЩ¯��¯���ϲ�ͬ��λ�Ľ������ֲ������ȣ����ճ����࣬Ϊ���������������㡣Ϊ�����ѵĽ�����¯Ч��������ˮ��ѧģ��ķ����о����������Խ���Ч����Ӱ����б�Ҫ��
������ʽת¯��������۳����õĶ��Է���������һ���о�[6-8]��¯���罦ͨ������Ϊ��һ���쳣����LIOW��GRAY[9]����ˮģ�������������������������罦����ӿ����������ٽ�����������Ϊ��ڽ�û��Ⱥ��۳����Ӱ��ϴ���δ���罦�����ж�����붨���о���
����ת¯��ˮģ�����о����б�����CHATTERJEE��BRADSHAW[10]��PUAL��GHOSH[11]��MAHAPATRA��[12]�ֱ�����ˮ�ۻ������ռ������������շ���������������о������������ڼ��۳ص��罦����KENT[13]��������ģ��ķ���ģ��������ת¯���������µ���Һ�����ã��佫67���ռ��й̶���ת¯¯ǽ��ͨ������ʵ����ռ����ڽ��ʵ����������˽��������Խ�������Ӱ�졣���Ϸ�����Ҫ����۳ؽ���罦����С�ͽ�������Ϊ����������������������罦�������о�����һ���Ľ����ֵ��
��������ͨ������1/4ˮģ�ͣ��������պ������ϵķ����о���������������ת¯����Ч����Ӱ�죬���Խ���ģʽ�������۷������Ա��Ż�����ת¯�Ľ�����������ָ���ֳ�������ͬʱ�ù���Ҳ���ḻ����ת¯��Һ���õ�����о���
1 ʵ��
1.1 ���ۻ���
Ϊ�˱�֤ˮģ�ͼ������ƣ�ģ�ͺ�ԭ�Ϳ�����������α���(ʽ(1)��(5))��ȡ����У���ɢ�ʱ����ķ�������۳صĽ����������۳ر����ͷ�ڽ�û����Ϊ�۳���Ⱥͷ����ȵļ��α���������λ�ã���ڼ������������������ֲ�������ҪӰ�졣
��ɢ��=![]() (1)
(1)
�۳ر���=![]() (2)
(2)
��ڽ�û����=![]() (3)
(3)
��ڼ�����=![]() (4)
(4)
�����߶ȱ���=![]() (5)
(5)
ʽ�У�NΪ���������d0Ϊ����ھ���DΪת¯�ھ���LΪת¯���ȣ�hΪ�۳���ȣ�h1Ϊ��ڽ�û��ȣ�d1Ϊ��ڼ�ࣻh2Ϊ�����߶ȡ�
Ϊ�˱�֤����ѧ���ƣ�Ӧ��֤��������α���(ʽ(6))��ȡ�
�������͵���![]() (6)
(6)
ʽ�У���g�ͦ�l�ֱ�Ϊ�����Һ���ܶ�; u0Ϊ���ǰ�����ٶȡ�
���͵���Fr�����������۳ص�����������������ı��ʣ��������͵���Fr����������ܶ��������� ���ܶȲ���ʺͷ��ǰ���룬�����۳��˶�״̬Ӱ��������������Է������γɳ�����Ĵ�С���۳��ڲ��ͱ��������(���������˶��켣���罦�γ� �������ݲ��γɼ����γߴ��)[14-15]��ͨ�����ý���ˮģ������������ʵ�����������͵�����ȹ�ϵ����ȷ��ˮģ���������紵��Ҫ�IJ�������ʽ((7)��(11))��ʾ������������������������1���С�
![]() (7)
(7)
![]() ��
��![]() ��
��![]() (8)
(8)
![]()
![]() (9)
(9)
 ��
��![]() ��
�� ��
��![]() (10)
(10)
Qm=0.016 70 Qp (11)
ʽ�У�um��dm����m��Qm��up��dp����p��Qp�ֱ�Ϊģ�ͺ�ʵ�͵������ٶȡ����ֱ�����ܶȺ�������
��1 ģ����ԭ������α����Ա�
Table 1 Comparison of model and industrial dimensionless numbers

1.2 ʵ���豸������
ˮģ������װ���ɿ���ѹ������������ƺ͵���ϵͳ��ת¯�����Լ����������ռ�ϵͳ��ɡ�����ѹ�����������ѹ��1 MPa�����������3.0 m3/min��ˮģ�ͱ������80 t����ת¯����Ϊ1:4����ͼ1��ʾ��¯���ھ�Ϊ0.638 m���ں�Ϊ10 mm��10֧��ǹ��¯��ײ�����ˮƽ���룬ģ����ԭ�ͼ��β����Աȼ���2�����������ռ����ɺ�����ռ�����ɣ���������к������������彦��Ľ��ʣ������ں����дﱥ�ͺ�����������ռ����ڣ�ͼ2��ʾΪ�ռ����ṹ�ͳߴ硣ʵ�������ͨ�������ռ����ڵĽ��������������۽��������ռ�������ת¯ģ�����������治ͬ�߶ȵ��಼����¯���ϣ�������51�������ڶԳƹ�ϵ���ɸ���51���ռ������ռ����ʽ�������������¯���ϵĽ�������ѡȡ��ˮ(W)�������Ϊ1:1�ĸ���-ˮ��Һ(G-W)��ģ�ⲻͬ�ܶȺ��ȵĽ������ʡ���������ѡ��ѹ��������
��2 ģ����ԭ�ͼ��β����Ա�
Table 2 Comparison of model and industrial parameters

����Ľ���Ч��Ҫ�����㽦�����������ǰ���£�Ӧ���㽦������¯�ĸ���(����桢��ڶ��漰��ǽ��)�ֲ����ȣ������������������ı�ת¯������״�������߶�Ӧ�������������ڼ��۳����߶ȡ�Ϊ��ȷ��������������Ӱ�����أ�ѡȡL16(45)������ʵ�飬��������ѡȡˮ������ˮƽ�����3���С�Ϊ��̽���������ʵ����ʶԽ���Ч�������û������ֱ�ѡȡˮ(W)�������Ϊ1:1�ĸ���-ˮ(G-W)��Ϊ���ʣ������ʼ�۳���ȡ�����ʱ�䡢¯��Ƕȼ������Խ���Ч����Ӱ�졣��ʼ�۳�������ֳ�������̵����������㣬¯��Ƕ����������һ���Ķ�Ӧ��ϵ��������ʵ��Ļ����������£���ʼ�۳����Ϊ75��100 mm������ʱ��Ϊ10 min��¯�����Ϊ-20�㣬����Ϊ120 m3/h��ʵ����ѡȡ����α������۳ر���h/D����ڽ�û����h1/D�������߶ȱ���h2/D������������ ��������Ч��ѡȡ�������ͽ������ֲ���Ϊ����ָ�꣬������Ϊ�ռ��������ʵ��������ܶȵı�ֵ(m/��)������ˮ���ܶ�Ϊ1 g/cm3������-ˮ���ܶ�Ϊ1.13 g/cm3���������ֲ���Ҫ�������桢��ڶ��漰��ǽ��Ľ�������������������¯�崹ֱ����ı仯���ɡ�
��3 ����ʵ�����غ�ˮƽ��
Table 3 Levels and factors in orthogonal experiments

2 ���������
2.1 ���������������ط���
ѡȡ��������Ϊ����ָ�꣬���÷��������������ʵ������ȡ����ˮƽa=0.05���۳����Fd =5.551������ʱ��Ft=16.747��¯�����Fa=14.050������Fr= 0.966���ٽ�ֵFc=9.280���������������ʱ���¯��ǶȶԽ�����Ӱ�������������Խ�����Ӱ���С�����ֱ�۷���������Կ��������������Ž���ʱ�������������ӣ�¯��Ƕ���0��ʱ������ƫС������¯����������������������ơ�HASANZADEH��ASKRI[7]����1/8ˮģ�������о�������¯����Ǵ���0��ʱ���۳ز����罦������Ϊ�������ȴ����ٽ�ֵ��¯�����Ϊ0��ʱ���۳ر�������Ŷ��������������罦�������С�����о��в�ͬ�۳���������£���¯��Ƕȴ��ڻ����0��ʱ�����ڿ�������ǿ��С���۳��ڲ�������δ�ﵽ�ٽ���ȣ��۳ر���Һ�����ķ������������ٶȲ�������¯�����γɳ�ֵĽ����㡣��ˣ������ص����۷�ڽ�û(¯�����С��0��)�����½�������Һ���������ɡ�

ͼ1 1/4ģ�͵�ʾ��ͼ
Fig. 1 Schematic of 1/4 scale model (Side A: Tuyere line; Side B: Opposite tuyere line; Side C: End side)

ͼ2 �ռ���װ��
Fig. 2 Apparatus of collecting box (unit: mm)
2.2 �������ղ����Խ���Ч����Ӱ��
2.2.1 ����ʱ��Խ���Ч����Ӱ��
ͼ3(a)��(b)�ֱ�Ϊ����ʱ��Խ���������ֲ���Ӱ�졣��ͼ3(a)��֪��ѡȡ��ʼ�۳ر���h/D= 0.16������120 m3/h��¯�����-20�㡢����ʱ��5~20 minʱ�����Ž���ʱ���ӳ����������������ӣ��������۳���Ȳ����½������������ӵķ����������١���ͼ3(b)��֪���潦��ʱ���ӳ��������Ľ��������٣���ڶ���Ͷ�ǽ��Ľ����������ӡ�ͬ�������ڲ�ͬ��¯��ǶȺͳ�ʼ�۳ر������������Ž���ʱ��仯�������仯�ܴ��Խ������ֲ�Ӱ���С�������������֪��Ϊ�˻���㹻�Ľ�������Ӧ�ʵ��ӳ�����ʱ�䣬�������Ľ������������ת¯�����������ࡣ��ˣ�����ʱ��һ�������10~15 min��

ͼ3 ����ʱ��Խ���������ֲ���Ӱ��
Fig. 3 Effects of blowing time on amount and distribution of splashes: (a) Amount of splashes; (b) Distribution of splashes
2.2.2 ¯����ǶԽ���Ч����Ӱ��
ͼ4��ʾΪ¯����ǶԽ���������ֲ���Ӱ�졣��ͼ4(a)��֪����¯�������-5��������-10��ʱ���������������ͣ�����¯�������-10��������-30��ʱ������������¯��Ƕ���������������ӵ����ơ�
��ͼ4(b)��֪����¯��������ӣ������Ľ��������������ӣ�����ڶ���Ľ���������Ӧ���٣����������Ŵ�ֱ�߶����Ӷ������½�����һ������ ��֪��
1) ¯�����Ϊ-5��ʱ����������Ҫ�����ڷ�ڶ��棬����ԼΪ82.6%���������ֲ���Χ��¯��h2/D= 0.87������潦����������С���Ҽ����ھ�¯��h2/D= 0.39��������LIOW��GRAY[9]�о����֣�����ڽ�û����h1/D=0.027(h/D=0.30)ʱ�����ǰ�γ�������ܵ�ЧӦ���ڱ����������£�h1/D=0.013 8���۳��˶�����Ϊ�����������ڹķ��������������ȫ��ת��Ϊ�������������������۳ص�����С������ʱ��̣���ˣ��伫�����۳ر����γ���������[16]�������������£�����Һ�ε����ڶ��沢���ռ������գ���ˣ��������·�ڶ���Ľ����������

ͼ4 ¯����ǶԽ���������ֲ���Ӱ��
Fig. 4 Effects of furnace angle on amount and distribution of splashes: (a) Amount of splashes; (b) Distribution of splashes
2) ¯�����Ϊ-10��ʱ����ڶ��潦�������������½�������潦���������������ӣ��ҷ�ڶ��桢����漰��ǽ�����������൱����ڶ��漰����潦������Ҫ�����ھ�¯��h2/D=0.53���������ڸ������£�h1/D=0.042 9�����ǰ���Dz�Ӻ������������������ͣ��۳ر����Ⱥ������ӿ����������������Һ�������ϳ�ʱ���ڴ��ڷ����ͷ�ڶ���֮�䣬Һ�β���������ijһ¯ǽ���ֽӴ�����˽������� ��������Ľ������ֲ��൱��
3) ¯�������-20��ʱ����������Ҫ�����ڷ����Ͷ�ǽ�棬�ֱ�ռ58.7%��36.8%������潦����������h2/D=0.53��������ڶ���ֻ����h2/D= 0.25����������������������ʱh1/D=0.092 3����ڽ�û��һ�������۳ر���������Ե���ӿ�������Ŵ���Һ���ڽ���ڼ�������������������������������Ҫ�����ڷ���档
4) ¯�����Ϊ-30��ʱ������潦������¯�����Ϊ-20��ʱ���������ӣ�������λ�����仯���Ȳ���ʱ����ڽ�û��ȹ�����ӿ�����Ϊͻ�����۳����������������ǰ����
���ڽ�ûʽ�വת¯��˵��������������������ˢ��Ӱ�켫����[17-18]����ˣ�Ӧ�������㹻�Ĵ�Ƕȡ�����ӿ��ʽʹ������γ����ܵĽ����㡣ͬʱ��������ʽת¯��������ǿ�Ƚϵͣ�����漰��ǽ�����������ת¯��Ƕ�ʵ�ֽ�������ˣ�����������¯��Ƕ�Ӧ��-5����-20������仯���ڸ��ǶȵĽ���ʱ�����һ��ͨ���Ż�������ֳ���֤��ͬ�ƶ���
2.2.3 ��ʼ�۳���ȶԽ���Ч����Ӱ��
ͼ5��ʾΪ�۳ر����Խ��������ͷֲ���Ӱ�졣��ͼ5(a)��ʾ�������۳ر��������ӣ��������������������ƣ��ر��ǵ�h/D��0.110ʱ��������������������ͼ5(b)�ɿ�����
1) ��ʼ�۳ر���h/D=0.078ʱ����������Ҫ�ֲ��ڷ�ڶ��棬��ռ����Ϊ83.05%���ҽ����������ڴ�ֱ�߶�h2/D=0.87����������������Һ������������������������������һ��ʱ����λ������Һ�λ�õĽ���������ͬʱ�����ڷ����ˮƽ�����-20����ǣ�������ˮƽ�ʹ�ֱ���ٶ�(����)���ܴ���ˣ�Һ�ηɽ��Ĵ�ֱ�߶Ⱥ�ˮƽ������ϴ�
2) ��ʼ�۳ر���h/D=0.110ʱ����ڶ���Ľ�����������Ϊ47%����ʱ�����߶ȱ���h2/D=0.87(��ڶ���)��������潦��������������������ʱ�Ľ����߶ȱ���h2/D=0.53���������³�ʼ�۳ر�����������λ����Һ�ν��������½���ͬʱ����ڽ�û�������ӣ��������ڽ���ڲ��������ӿ�������������������Ž������У��۳ر����½�����ڽ�û������С����ӿ��ʧ����������������ڶ��潦��������������
3) ��ʼ�۳ر���h/D=0.141ʱ������潦��������������64%�������߶ȱ���h2/D=0.53����ڶ��潦������������½��������߶ȱ���Ҳ��һ�����͡��������������۳ر����ͷ�ڽ�û������һ��������ʱ�䷶Χ����Һ������ʼ��Ϊ���͵���ӿ����ˣ���������Ҫ�ֲ��ڷ����Ͷ�ǽ����ڶ��潦���� �١�
4) ��ʼ�۱���h/D=0.172ʱ������潦������������С�����ӣ�����ڶ��潦���������ͽ����߶ȱ������һ��С���½�����ǽ�潦�����������������
��ʼ�۳ر�����Ӧ�ڽ�����ʼ��������Ϊ�˻�ýϴ�Ľ�����ͬʱ����¯������(�����Ͷ�ǽ��)����ճ�ᣬ��ʼ�۳ر���һ�������0.141~0.172֮�䡣

ͼ5 ��ʼ�۳ر����Խ���������ֲ���Ӱ��
Fig. 5 Effects of initial bath depth on amount and distribution of splashes: (a) Amount of splashes; (b) Distribution of splashes
2.2.4 �����Խ���Ч����Ӱ��
����ʵ����������������С�Խ�����Ӱ�첻 ��ͼ6��ʾΪ��ͬ�۳ر��������·����Խ�������Ӱ�졣��ͼ6��֪����ˮ��Ϊ�������ʣ���ʼ�۳ر���h/D=0.118�������£�������70 m3/h����130 m3/hʱ���������仯��С������ʼ�۳ر���ȡh/D=0.157��������70 m3/h����110 m3/hʱ����������С���������ơ���������ʱ����ڶ��潦���������������٣������ͷ��Ȳ���һ����Ϊ������ΪӰ�콦�������������أ���������������ӽ�����[19-20]�������о���������ͬ��ʼ�۳���������£������Խ���Ч��Ӱ��������ԣ���ԭ�����ڽ��������У��۳�������ڽ�û��ȵı仯�ϴ�����Ӱ��Զ���ڷ����仯��Ӱ�졣��ˣ�����ʱ���õķ�����ʵ������ʱ����ͬ��
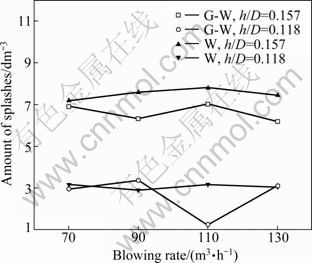
ͼ6 �����Խ�������Ӱ��
Fig. 6 Effect of blowing flow rate on amount of splashes
2.3 �������ʶԽ���Ч����Ӱ��
����ڽǶȽ�С���ʼ�۳���Ƚ�dzʱ���Ը� ��-ˮ��Ϊ��������ʱ�Ľ�������������ˮ��Ϊ���ʵĽ���������ʱ�������ٶȽϴ��������Ϊ������ ��-ˮճ�Ƚϴ����뺣��ճ������¯��ǶȻ��ʼ�۳�������ӣ��Ը���-ˮΪ���ʵĽ���������ˮ���ʣ���ԭ�����ڽ�������ͬʱ������ӿ���罦���ڵȹķ������������ܶȽϴ�ĸ���-ˮҺ���ٶ�С������佦������С������ڽǶȻ��ʼ�۳���ȼ�������ʱ����ӿΪ��Ҫ����ģʽ����-Һ�����������ڷ���棬����-ˮ������ճ�������������ڴ�ˮ���ɼ�����ͬ���������£��������ʶԽ������в�ͬ��Ӱ�졣�������ֲ��ͽ������������ƵĹ�ϵ��
��ͼ4(b)��5(b)���Կ�������¯�����һ��ʱ����ͬһ�߶�(h2/D)��������ķ������ڶ��棬�Ը���-ˮ��Ϊ���ʵĽ�����������ˮ���ʣ�����ʼ�۳����һ������ͬһ�߶�(h2/D)����棬��ˮ��Ϊ���ʵĽ����������ϸߣ�����ڶ����Ը���-ˮ��Ϊ���ʵı����Ըߡ����������а����Ŵ��������ɣ�¯��ճ�Ⱥ��ܶ���������[21]������任�����ǽ����Ĵ���ȿ��Ա�֤�����ͷ�ڶ�����Ƚ�����ͬʱ�ɱ�����������ճ����
2.4 ����ģʽ����
����Themelis�Ƶ��IJവʽ�������˶��켣�������Է����������ʱ��ˮƽ����ʹ�ֱ����ɷ�������ϵ������Һ���ɴ��۳������ĵ�����Խ���۳ر�����Ŷ���ԽС��SHENG��IRONS[22]��YONEZAWA��SCHWERDTFEGER[23]��CASTILLEJOS��BRIMACOMBE[24]�ֱ�����˷�ڽ�û��������Һ����������ǿ�Ⱥ���״������ͷ�ߴ磬������̬������פ������ͷ�ߴ����۳���ȡ���ڽ�û��ȼ����������������й�ϵ��
����Kelvin-Helmholtz���ۣ����о�ϵͳ���۳ر�����ڲ�ʼ�մ��ڷ���̬[14]��ʵ���й۲���ڽ����������۳ر�����ڲ�ͬ���ɶ��彦��ģʽ�ֱ�Ϊ���罦ʽ��������ӿʽ����������ͬʱ���ڡ��������ղ����IJ������˽���ģʽ������¯��������ڽ�û�����������صģ�����¯������൱�ڽ��ͷ�ڽ�û��ȣ���˿����÷�ڽ�û��ȱ���¯����ǵı仯[16]����ڽ�û��Ⱥͳ�ʼ�۳���ȶԽ���ģʽ������Ӱ�죬��ͼ7��ʾ����ͼ7���Կ���������ڽ�û����h1/D��0.013 8���۳ر���h/D��0.078ʱ���۳�Ϊ�罦ʽ����������[25-27]��Ϊ��ڽ�û����h1/D��0.052ʱ���۳ر����罦�������ԣ��뱾�о������һ�����죬��ԭ������DZ��о����۳���Ⱦ�Զ�������ױ������۳���ȡ�����ڽ�û���� h1/D��0.092 3���۳ر���h/D��0.141ʱ���۳ر��������ӿ��������

ͼ7 ���ղ������۳ؽ���ģʽ��Ӱ��
Fig. 7 Effect of parameters on splashing modes
��ͬ�Ľ���ģʽ�Խ���������ֲ����в�ͬ��Ӱ�졣���罦ʽ���������£���ڶ��潦�����ı����ϸߣ���߱�����80%���ϡ�����ӿʽ���������£�����漰��ǽ�潦�����ı����ϸߣ�����潦����������������60%���ϣ���ӿʽ�����Ľ������������罦ʽ�����ġ���ͬʱ������ӿ���罦ʽ����ʱ������桢��ڶ���Ͷ�ǽ��Ľ����������൱��
2.5 ���������Ż����ֳ���֤
����ʵ�������¯����ǶԽ���������ֲ�������Ӱ�죬���ֳ���������ʱͨ��ҡ��¯���������¯����ǣ���ˣ�ͨ�������������̵�¯����ǿ��Ի�ýϴ�Ľ������ͽϺõĽ������ֲ������������Ż�����ѡȡ�۳ر���h/D=0.157����������120 m3/h���ڽ������̶�ʱ�ı�¯����ǣ��ֱ���-20�㽦�� 5 min��-15�㽦��3 min��-12�㽦��7 min��-20�㽦�� 3 min���������������佦����Ϊ5.687 dm-3������ǰ�浥��������ƽ��ֵ4.496 dm-3����¯�IJ�ͬ��λ���������ֱ�Ϊ28.9%��35.6%��35.2%���������ֲ����ȡ�
��δ�Խ������ղ����Ż�֮ǰ���ֳ�������ƾ���۾��飬��������������Ч�����ȶ���¯�ı��潦���������٣�ֱ��Ӱ���˽�����ı��������Ҷ�������������������Ϊ�����ķ�ڴ�����ճ�����ɽ���ʱ��ڽ�û������潦����������ġ�����ˮģ���о����������ת¯������ҵ����ʱ����������Ϊ15 t/¯������ʱ��Ϊ15 min�������£��������̶�ʱ�ı�¯����ǣ��ֱ���-20�㽦��5 min��-15�㽦��2 min��-10�㽦��3 min��-20�㽦��5min�����ǶȽ���ʱ�����ʵ��¯�������������������С��Χ��������Ȼ�ֳ��䲻�߱�����¯�ĺ�ȵ��豸�������ݲ����ߺ�������Ա�۲⣬��������¯���Ͼ��ȷֲ���ͼ8��ʾΪ������ת¯������¯���ղ����Ż�ǰ��ķ����ճ���������ͼ8���Կ������������ղ�������ǰ���ճ�����ز����ֽ���(��ͼ8(a))�������Ż��������Ҳ�õ��ܺý��(��ͼ8(b))����ҵ����¯��ȡ������Ч����ת¯¯����360¯�����595¯��

ͼ8 ���������Ż�ǰ��ķ����ò
Fig. 8 Views of tuyere line before and after optimization for splashing operation: (a) Before optimization; (b) After optimization
3 ����
1) ����ʵ�������Ӱ�콦��������������Ϊ����ʱ���¯����ǣ��������������Խ�����Ӱ���С������������75 m3/h��130 m3/h�仯ʱ������������ֲ��仯����
2) ��¯�����Ϊ-5����-10��ʱ����������Ҫ�����ڷ�ڶ��棬������������82.6%����¯�����Ϊ-20����-30��ʱ����������Ҫ�ֲ��ڷ����Ͷ�ǽ�档
3) ��ʼ�۳���ȶԽ������ֲ���һ����Ӱ�죬����ʼ�۳ر���h/D��0.078��0.110��Χ�ڣ���������Ҫ�����ڷ�ڶ��棬��ʱ�������������Ϊ83.05%����ʼ�۳ر���h/D��0.141��0.172��Χ�ڣ������Ľ�����������ߡ�
4) ����ģʽ�����������۳ش����罦����ӿ��ʽ������ڽ�û��Ƚ�С���۳���Ƚ�dzʱ���۳ر�������罦ʽ�������������½�������Ҫ�����ڷ�ڶ��棻����ڽ�û������ӻ��۳���Ƚϴ�ʱ���۳ر������Ϊ��ӿʽ��������ʱ�����Ľ����������������ӡ�
5) �ڽ������̲��ϸı�¯����ǣ�������¯�IJ�ͬ�������ýϴ�Ľ������Լ����ȵķֲ���ˮģ�͵��о�����õ��˹�ҵ�������֤��
REFERENCES
[1] GUEVARA F J, IRONS G A. Simulation of slag freeze formation: Part I. Experimental study[J]. Metallurgical and Materials Transactions B, 2011, 42(4): 652-663.
[2] MIEKE C, EVQUENI J, BART B, PARTRIK W. Freeze-lining formation of a synthetic lead slag: Part I. Microstructure formation[J]. Metallurgical and Materials Transactions B, 2009, 40(5): 619-631.
[3] ������, �� ��, ����. AOD¯������¯��ǹǹλ�Զ�����ר��ϵͳ[J]. �����DZ��û�, 2008(6): 14-16.
LI Ming-yue, CAO Xi, JIANG Yan-hua. Automatic control expert system of spray height in slag splashing for AOD[J]. Electronic Instrumentation Customer, 2008(6): 14-16.
[4] MIEKE C, BART B PATRICK W. The importance of slag engineering in freezing-lining applications[J]. Metallurgical and Materials Transactions B, 2009, 40(10): 643-655.
[5] �����, ��ΰ��, ���¸�, ��ռȫ. һ����ͭұ��ת¯������¯�������й�, 200810113158.4[P]. 2008-05-28.
LIU Xin-tao, CHEN Wei-qing, MA De-gang, HAO Zhan-quan. Method for nickel and copper smelting converter slag splashing: China, 200810113158.4[P]. 2008-05-28.
[6] CHIBWE D K, AKDOGAN G, ALDRICH C, ERIC R C. CFD modeling of global mixing parameters in a Peirce-Smith converter with comparison to physical modeling[J]. Chemical Product and Process Modeling, 2011, 6(1): 1-28.
[7] HASANAZADEH A, ASKARI M. Investigation and modeling of splashing in the Peirce-Smith converter[J]. Chemical Product and Process Modeling, 2008, 3(1): 1-17.
[8] GULAWANI S S, DAHIKAR S K, JOSHI J B, SHAH M S, RAMAPRASAD C S, SHUKLA D S. CFD simulation of flow pattern and plume dimensions in submerged condensation and reactive gas jets into a liquid bath[J]. Chemical Engineering Science, 2008, 63(9): 2420-2435.
[9] LIOW J L, GARY N B. Slopping resulting from gas injection in a Peirce-Smith converter: Water modeling[J]. Metallurgical and Materials Transactions B, 1990, 21(12): 987-996.
[10] CHATTERJEE A, BRADSHAW A. Break-up of a liquid surface by an impinging gas jet[J]. Journal of Iron and Steel Institute, 1972, 210(33): 179-187.
[11] PAUL S, GHOSH D N. Model study of mixing and mass transfer rates of slag-metal in top and bottom blown converters[J]. Metallurgical and Materials Transactions B, 1986, 17(3): 461-469.
[12] MAHAPATRA P, MAJUMDAR S, SHRINRINIVAS R, DE T, VERMA S V, DEWANJEE P, MOHANTY S. Understanding slag splashing technology in BOF[J] SEAISI Quart, 2000, 29: 54-60.
[13] KENT D P. Physical modeling slag splashing in the BOF[J]. Steel and Iron Engineering, 1996, 73(11): 33-37.
[14] JONG L, GRAY N B. Experimental study of splash generation in a flash smelting furnace[J]. Metallurgical and Materials Transactions B, 1996, 27(8): 633-646.
[15] LIOW J L, GARY N B. Slopping resulting from gas injection in a Peirce-Smith converter: The period of the standing wave[J]. Metallurgical and Materials Transactions B, 1990, 21(12): 657-664.
[16] GUO D, IRONS G A. A water model and numerical study of the spout height in a gas-stirred vessel[J]. Metallurgical and Materials Transactions B, 2002, 33(6): 377-384.
[17] κ����, �����, �غͱ�, ������. �ඥ����AOD���������вവ���������ķ�������[J]. ���̹���ѧ��, 2010, 10(S1): 130-133.
WEI Ji-he, ZHU Hong-li, CHI He-bing, WANG Hai-jiang. Back-attack phenomenon of gas side blowing jets in combined side and top blowing AOD refining process[J]. The Chinese Journal of Process Engineering, 2010, 10(S1): 130-133.
[18] Ҧ����, ÷ ��, �κ��, �� ��, �����. ��ʽת¯¯���¶ȳ�����ֵģ��[J]. �й���ɫ����ѧ��, 2000, 10(4): 546-550.
YAO Jun-feng, MEI Chi, REN Hong-jiu, HU Jun, JIANG Jin-hong. Numerical simulation of temperature field in lining of horizontal converter[J]. The Chinese Journal of Nonferrous Metals, 2000, 10(4): 546-550.
[19] �ι㸮, �� ��, ���ǿ, �� ��, Ф���, �շ��. 210 t ������ת¯������¯ģ���о�[J]. ���̹���ѧ��, 2011, 11(1): 31-35.
LIAO Guang-fu, CHEN Min, LI Guang-qiang, ZHANG Hao, XIAO Zun-hu, SU Feng-guang. Simulation of slag splashing in a 210 t top-bottom combined blowling converter[J]. The Chinese Journal of Process Engineering, 2011, 11(1): 31-35.
[20] ��Ԫѧ, �����. ����ת¯������¯�����Ż�[J]. ����, 2009, 25(6): 22-25.
CHEN Yuan-xue, ZHANG Yi-cai. Optimization of the technology of furnace line protection by slag splashing in combined blown converter[J]. Steelmaking, 2009, 25(6): 22-25.
[21] ���¸�, ��ΰ��, ��ռȫ. ����ת¯������¯��̬ģ��[J]. �����Ƽ���ѧѧ��, 2011, 33(4): 486-490.
MA De-gang, CHEN Wei-qing, HAO Zhan-quan. Thermal simulation of slag splashing in a nickel converter[J]. Journal of University of Science and Technology Beijng, 2011, 33(4): 486- 490.
[22] SHENG Y Y, IRONS G A. Measurement and modeling of turbulence in the gas/liquid two-phase zone during gas injection[J]. Metallurgical and Materials Transactions B, 1993, 24(8): 695-705.
[23] YONEZAWA K, SCHWERDTFEGER S. Height of the spout of a gas plume discharging from a metal melt[J]. Metallurgical and Materials Transactions B, 1999, 30(8): 655-660.
[24] CASTILLEJOS A H, BRIMACOMBE J K. Measurement of physical characteristics of bubbles in gas-liquid plume: Part ��. Local properties of turbulent air-water plume in vertically injected jet[J]. Metallurgical and Materials Transactions B, 1987, 18(12): 659-671.
[25] VALENCIA A, PAREDES R, ROSALES M. Fluid dynamics of submerged gas injection into liquid in a model of copper converter[J]. International Communications in Heat and Mass Transfer, 2004, 31(1): 21-30.
[26] KUDZAI C D. Flow behavior, mixing and mass transfer in a Peirce-Smith converter using physical model and computational fluid dynamics[D]. Stellenbosch: University of Stellenbosch, 2011: 23-56.
[27] GULAWANI S S, DESHPANDE S S, JOSHI J B, SHAH M S, PRASAD C S R, SHUKLA D S. Submerged gas jet into a liquid bath: A review[J]. Industrial and Engineering Chemistry Research, 2007, 46(10): 3188-3218.
(�༭ ��ѧ��)
�ո����ڣ�2011-02-28�������ڣ�2011-10-17
ͨ�����ߣ����¸գ���ʿ�о������绰��010-62334444��E-mail: madegang02@yahoo.com.cn
ժ Ҫ������1/4ˮ��ѧģ�������о�����ת¯�������ղ�����¯�ĸ���λ��������Ӱ�졣�������������ʱ���¯�������Ӱ�콦�����������������أ�����֮�����ȹ�ϵ���������ֲ���¯��ǶȺͳ�ʼ�۳����Ӱ��ϴ�¯��Ƕ���-10������-30����ʼ�۳����(h/D)��0.078����0.172ʱ����ڶ���Ľ�����������80%���罵Ϊ5%���ң������Ͷ�ǽ�潦������Ӧ�������߶�����¯��ǶȺͳ�ʼ�۳�������Ӷ����͡�����ģʽ��Ϊ�罦����ӿ�����߹��档��������ͨ������¯����ǣ�����ʵ�ֽϴ�Ľ��������;��ȵķֲ�����ҵ����������֤��ˮģ�͵��о���������ճ����������õ��˽����
