
DOI��10.19476/j.ysxb.1004.0609.2017.05.023
��������������ˮ��������п����
�ſ�������־ǿ�������֣�����ϼ
(�㶫ʡϡ�н����о��� �㶫ʡϡ��������Ӧ���ص�ʵ���ң����� 510650)
ժ Ҫ��
�����������Σ���Լ�������״������������ص㣬���������-ˮ�������Ӻ����������л���п���������գ�ϵͳ�о����չ�������仯����Ӧ������ȷ����ѱ����������������ʱ�䡢�¶ȡ���Һ�ȶԽ�����Ӱ����ɡ������������650 �決��2 h����ʹ�����������ֽ⣬ͬʱZn��In�������ڽ�����ZnSO4��In2(SO4)3�������ѽ���Fe2O3��ʽ���ڡ��ڳ����£�����Һ�̱�5:1����ˮ������ɰ 0.5 h��Zn��In�����ʷֱ�Ϊ72.02%��78.73%��Fe�����ʽ�Ϊ4.42%����Ag��Pb�������и������ա�
�ؼ��ʣ�
������������������ˮ����Zn��In��
���±�ţ�1004-0609(2017)-05-1045-06���� ��ͼ����ţ�TF09���� ���ױ�־�룺A
������������п����Ѹ��������2010��п���ܳ���400��t������85%��п����ʪ��ұ�����գ�п��������������Ҫ�Ĺ���֮һ������Һ�г����Ĺ��գ���Ҫ�������������ͻƼ�(��)��������[1-4]���Ƽ�(��)�����������׳����������ܽ�ȵ͡������Ժá��Լ������ٺ������ɱ��͵��ŵ��Ӧ����㡣������Ҫȱ�����������м۽�����ʧ�϶ࡢ�ȶ��Բ�ͶѴ��Բ���[5-6]����ͳ�ƣ�ÿ����1 t Zn���������0.3 t��������������Ч����������ռ�ñ����������Դ����������м۽���In��Cu��Zn����Դ���˷ѣ������е�Pb��Cd��As���ؽ�������Ȼ�Ѵ������»���ܳ���Ⱦ����ˮ������[7]���ҹ��ؽ�����Ⱦ�ۺϷ��Ρ�ʮ���塱�滮�����Ǧпұ����ҵ��ʵʩ�ؽ������������볣����Ⱦ���������Ʋ��ٵ��������ƴ�ʩ����ˣ�пұ�����ļ����������ѿ̲��ݻ���
�����������Ĵ���������Ҫ�����������̶������ͻ����м۽��������档�����������̶������ɷ�Ϊ�����սᷨ����ԭ����-��ѡ��������ˮ�ⷨ���ܼ���������[8-11]���������е�����Դ�ֱ��Թ����Ρ������λ�Fe2O3����̬�����������������մɲ��ϡ����ϻĵ�����õ���ֵ���ã����ؽ���Ԫ����õ���Ч���ջ�̻���������������Ӫ�ɱ��ߣ���Щ���ն�δ�ƹ�Ӧ�á������м۽������棬��ҪӦ������������Zn��ϡɢ����In�Ļ��ա�����������ʱ������Һ�е���������ͬ�����ʽ��������������һ�������ڷ�����һ����á����»�ԭ�ӷ�������� D2EHPA����п���û���[12-15]�����������ȡ�û���[16]���ջ����������������ұ�������ø��»�ԭ�ӷ�������������In������ұ�������ø��»�ԭ�ӷ������������Zn��In���ù��մ��ڵ���Ҫ���������ܻ����ʵ͡��ܺĴ������ɱ��ߣ�ͬʱ�ӷ���������ĵ�Ũ��SO2 ����������Ⱦ�������Ժ��[16]����ֱ���������In����ȡ�û����գ��ù��̽����¶�Ϊ90 �棬��ȴ�150 g/L�������ɱ��ϸߡ���������[17]������ȼ���ֽ�����������ѡ�������Zn��In�����������ѡ�õ��������ȫʪ�����գ�����Ч����In��Zn���м۽���������Fe����NaOH�������ijɱ��ߡ�
����������֪�����еĺ���������ʪ�����������ձ���ڴ����ɱ��ߡ�������Ĵ�ȱˣ�ͬʱ�п����ڴ����������γɶ�����Ⱦ��Ч���������룬Ϊ�ˣ��б�Ҫ����һ�ֻ����Ѻá����̼��ɱ��������м۽��������ʸߵĺ���������ʪ���������գ�ʵ�ָ�Ч�����������е�In��Zn���м۽�����п��������Դ����ֵ���ã����������Ѵ��������Ļ�����Ⱦ�����������ڽ���������������ص�����ϣ����������-ˮ�������Ӻ����������л���Zn��In�����գ�ϵͳ�о����չ�������仯����Ӧ��������������������Ϊ����������������Դ�������ṩ�µĹ���˼·��������Ҫָ�����塣
1 ʵ��
1.1 ʵ���Լ���ԭ��
ʵ�����ú������������Թ���ij����п����ʪ����п������������Ҫ��ѧ��ɼ������������1��ͼ1��ʵ��������Ҫ��ѧ�Լ�Ũ����(���ݻ�ѧ�Լ���)��Ϊ��������ˮΪȥ����ˮ��
��1 ������������Ҫ��ѧ�ɷ�
Table 1 Main chemical components of ammonium jarosite residue bearing indium (mass fraction, %)


ͼ1 ������������XRD��
Fig. 1 XRD pattern of ammonium jarosite residue bearing indium
�ɱ�1��֪������������Ҫ��ѧ���ΪFe(26.4%)��Zn(6.10%)��Pb(2.88%)�����⣬����192 g/t In��194 g/t��Ag�м۽���������XRD��֪��ԭ���е�Fe������立�[(NH4)Fe3(SO4)2(OH)6]��̬���ڣ�����һ���ֳ�ZnFe2O4 �࣬���������е�Zn��ҪΪZnFe2O4������Һ�е���������������ʱ��Ҫ������ͬ�����ʽ��������������һ�������ڷ����С���������п�����������嶼������ȶ��ṹ������ֱ�ӽ���Zn��In��������ˣ�ѡ��ͨ���������ƻ��ȶ��ṹ�ٽ�����
1.2 ʵ��װ�ü���������
ʵ������Ҫ�����豸ΪSX2ϵ����ʽ����¯(�����н�Դ��¯��������˾����)���������Ľ�����Ӧ����Ϊ������ƿ������װ�ò���HH-1���Ժ���ˮԡ��(���ݰĻ���������˾����)������װ��ΪJJ-1A���������綯������(���ݰĻ���������˾����)�����˲���SHZ-95B��ѭ��ˮʽ������ձ�(�������軪�����������ι�˾����)��
����������ʵ���й�����ñ��������л�ѧ����������Һ���ν���Һ�Ļ�ѧ�ɷֲ��õ����ϵ����ӷ��������(Optimal5300DV, Perkin- ElmerInstruments)���вⶨ�����������������X����������(X'Pert Pro MPD��Cu K�����䣬40 kV��30 mA)��
1.3 ʵ�鷽��
ʵ������ͼ�ͽ���ʵ��װ����ͼ2��3��ʾ��
���գ�����״��Ʒĥϸ��ɹ�ʵ��ʹ�ã�ȡһ������Ʒ�ڴ������У�����������SX2ϵ����ʽ����¯�б��գ�ʵ���¶ȷ�ΧΪ350~850 �棬ÿ��50 �決��һ����Ʒ������ʱ��2 h��ȷ����ѱ����¶ȡ�
����������¶ȱ��պ�ı�ɰ��ͼ3���н���ʵ�飬���첻ͬ��Ũ�ȡ�Һ�̱ȡ���Ӧʱ�䡢��Ӧ�¶ȶԽ��������Ӱ�졣
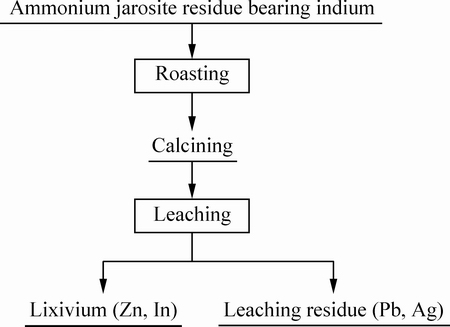
ͼ2 ʵ������ͼ
Fig. 2 Flow sheet of experiment

ͼ3 ����ʵ��װ��ͼ
Fig. 3 Leaching experiment device
2 ��������
2.1 ����
�����������ڲ�ͬ�¶��±���2 h���ȡ������������ʧ�ʡ��ֱ�ȡ��ɰһ������1 mol/L ������Һ��25 ���½���1 h���ⶨ��Ԫ�صĽ����ʡ���ͬ�����¶��µ�������ʧ��������Ԫ�ؽ�������ͼ4~6��ʾ��

ͼ4 �����������ڲ�ͬ�¶��±���2 h����ʧ��
Fig. 4 Mass roasting loss rate of ammonium jarosite residue bearing indium after roasting at various temperatures for 2 h
��ͼ4��֪����350~400 �決�պ�����������������ʧ���������ӣ���400~550 �決�պ�����������������ʧ�ʱ仯����550 �����ϱ��պ�����������������ʧ�������ӣ���600 �決�պ�����������������ʧ������������ѡȡ����350��400��650�Լ�850 �決ɰ��������࣬�о���ͬ�¶��±��յ�����仯����ͼ5��ʾ�����ͼ5���Կ�����������������350~400 �決�չ����У�(NH4)2(Fe/In)3(SO4)2(OH)6 ��XRD���������ɼ��Ƽ���������350~400 �決��ʧȥ�ᾧˮ���ṹ���ƻ�����400 �濪ʼ����(Fe/In)2(SO4)3��XRD�壬��650 �����ϱ���ʱ(NH4)2(Fe/In)3(SO4)2(OH)6 ��XRD������ȫ��ʧ��ͬʱ��ZnFe2O4��XRD����ʧ������ZnSO4 ��Fe2O3 ��ֵ�����¶ȼ������ߣ������ν�һ���ֽⲢ���������ȶ�������(Fe/In)2O3��ZnFe2O4 ��
��������ص㣬���չ����ڲ�ͬ�¶��µ���Ҫ��Ӧ���£�


 (1)
(1)
 (2)
(2)
 (3)
(3)
 (4)
(4)
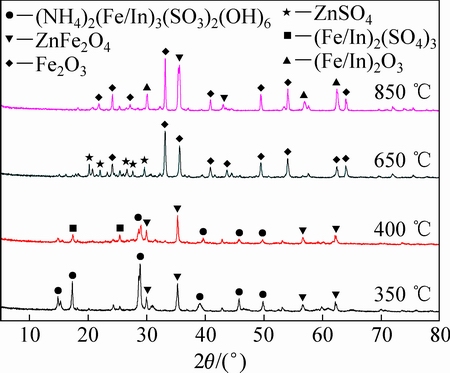
ͼ5 ������������ͬ�¶ȱ���2 h��XRD��
Fig. 5 XRD patterns of ammonium jarosite residue bearing indium after roasting at various temperatures for 2 h

ͼ6 �����������ڲ�ͬ�¶��±���2 h����1 mol/L H2SO4�еĽ�����
Fig. 6 Leaching rate of ammonium jarosite residue bearing indium in 1 mol/L H2SO4 after roasting at various temperatures for 2 h
��ͼ6�ɿ��������ű����¶ȵ����ߣ�Zn��In��Fe�Ľ����ʾ������������½������Ʊ仯����ϲ�ͬ�¶ȱ��չ��̷�Ӧ����ʽ����Ҫԭ�����£��ڿ�ʼ�Σ����ű����¶ȵ����ߣ���ʽ(1)�����������ֽ⣬�в���Fe2(SO4)3�����ɣ�ͬʱInҲ����In2(SO4)3������In��Fe����������������Zn������һֱ�ϵ͡����¶ȴﵽ500~650 �棬���ڷ�Ӧ(2)��Fe��������������п��Ӧ�������ѽ�����Fe2O3��ZnSO4������Fe�Ľ��������½����ӽ�0%��Zn�Ľ�����Ҳ���������ֵ��In����Ҫ��In2(SO4)3��ʽ���ڣ������ʱ仯��������¶ȼ������ߣ�Zn��In�������ν�һ������(3)��(4)��Ӧ���������ѽ�������������ʽ�������ʷ��������½���Ϊ�ˣ�ѡ��650 ����Ϊ��ѱ����¶ȡ��������������պ�����ˮ�ֺ�SO3�ų��������������仯����Ԫ�سɷֺ���Ҳ��Ӧ��ߡ���ɰ�ɷּ���2��
��2 ����������650 �決��2 h����Ҫ��ѧ�ɷ�
Table 2 Main chemical components of ammonium jarosite residue bearing indium after roasting at 650 �� for 2 h (mass fraction, %)

2.2 ����
2.2.1 ����Ũ�ȶԽ����ʵ�Ӱ��
����������650 �決��2 h���ñ�ɰ�����������Һ�̱�Ϊ5:1�������¶�25 �棬����ʱ��2 h����������Ũ�ȷֱ�Ϊ0(��ˮ)��0.5��1��1.5��2 mol/L���о���ͬ����Ũ�ȶԽ����ʵ�Ӱ�죬�����ͼ7��ʾ��
��ͼ7��֪������ȴ�0������2 mol/Lʱ��Zn��In�Ľ����ʱ仯�������ԣ����ֱ���70%��80%���ң�Fe�����ʾ��ϵͣ��ӽ�6%������Ҫԭ�������ڸ���ǰ�ĶԲ�ͬ�¶��±��յ���ͼ�仯�ͷ�Ӧʽ����֪��650 ���£�����2h�����������ֽ��In2(SO4)3��ZnSO4��Fe2O3��In2(SO4)3��ZnSO4��������ˮ��Ϊ�˲���Ҫ�����ᣬ�ô�ˮ���ɽ���������Һ��
�����ɵ�Fe2O3����ṹ�ȶ�����������Һ������ȶ���������ȱ仯��ά���ڽϵ�ˮƽ�����ڴ�ˮ�еĽ��������Ե���������Һ�У��ɻ�ý�����Ч�����ۺϿ��ǣ�ѡ�ô�ˮ��������Ϊ�ˡ�

ͼ7 ����Ũ�ȶԽ����ʵ�Ӱ��
Fig. 7 Influence of H2SO4 concentration on leaching rate
2.2.2 ����Һ�̱ȶԽ����ʵ�Ӱ��
����������650 �決��2 h���ñ�ɰ�ô�ˮ�����������¶�Ϊ25 �棬����ʱ��Ϊ2 h������Һ�̱ȷֱ�Ϊ4:1��5:1��6:1��7:1���о�Һ�̱ȶԽ����ʵ�Ӱ�죬������ͼ8��ʾ��

ͼ8 Һ�̱ȶԽ����ʵ�Ӱ��
Fig. 8 Influence of solid-liquid ratio on leaching rate
��ͼ8���Կ���������Һ�̱ȵ����ӣ�Zn��In�����ʳ�����������Һ�̱�5:1֮�����ʴﵽƽ�⣬��Һ�̱ȱ仯��������û��Ӱ�졣��Ҫԭ�������ڵ�Һ�̱�Ϊ4:1ʱ����ϵ�����������ѣ�ͬʱ���տ��������Һ֮�䲻�ܳ�ֽӴ�������Һ�н�������Ũ�ȹ��ߴ�ʹ��������Ӧ�Ӵ��������ޣ���Һ�̱ȳ�������ʱ��ʹ�ý������е�����Ũ�����Խ��ͣ������ں���������Ҳ�����豸��������ˣ�Һ�̱���5:1Ϊ�ˡ�
2.2.3 ����ʱ��Խ����ʵ�Ӱ��
����������650 �決��2 h���ñ�ɰ�ô�ˮ�����������¶�Ϊ25 �桢Һ�̱�5:1�����ƽ���ʱ��ֱ�Ϊ0.5��1��2��3 hʱ�о�����ʱ��Խ����ʵ�Ӱ����ͼ9��ʾ����ͼ9���Կ�����������Ӧ����ʱ��϶̣���0.5 h��In��Zn�������Ѵﵽƽ�⣬Ϊ��ѡ��0.5 h��Ϊ����ʱ�伴�ɡ�
2.2.4 �����¶ȶԽ����ʵ�Ӱ��
����������650 �決��2 h���ñ�ɰ�ô�ˮ����������ʱ��Ϊ0.5 h��Һ�̱�5:1���ֱ���ƽ����¶�Ϊ25��45��60��75��90 �棬�о������¶ȶԽ�����Ӱ�죬������ͼ10��ʾ��
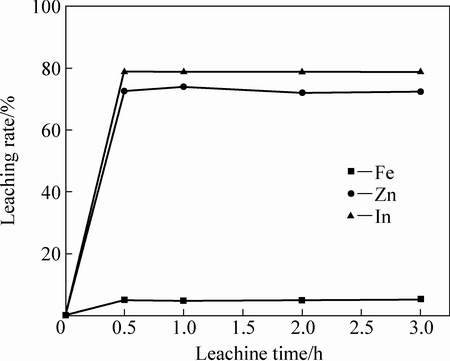
ͼ9 ����ʱ��Խ����ʵ�Ӱ��
Fig. 9 Influence of leaching time on leaching rate

ͼ10 �����¶ȶԽ����ʵ�Ӱ��
Fig. 10 Influence of leaching temperature on leaching rate
��ͼ10���Կ��������¶ȴ�25 ��������90 �棬In��Zn��Fe�Ľ����ʾ��������������仯ʮ�ֻ�������Ҫԭ�������ڱ�����������Ҫ�����ķ�Ӧ��In��Zn������������ˮ�Ĺ��̣������κ��������Ǻܸ��ҽ�������ˮ�������¶ȶ����ܽ����Ӱ�첢�������ɵ�Fe2O3����ṹ�ȶ�����������Һ������ȶ������߽����¶ȶԾ����ƻ����ò���ǿ����������Ȼ�����ڵ�ˮƽ�������Ա仯��
2.3 �ۺ�ʵ��
������������ʵ����ȷ�������������ȡ���պ��������150 g��������Ϊ��ˮ������ʱ��0.5 h�������¶�Ϊ25 �棬������Һ�̱�Ϊ5:1���������飬��Ӧ����ˣ�������Һ�ռ���1000 mL ����ƿ�ж��ݡ��ⶨ��Ԫ�سɷ����3��ʾ��Zn��In��ƽ��������Ϊ72.02%��78.73%����Fe�����ʽ�Ϊ4.42%��Pb��Agȫ���������и�����
��3 ����Һ�Ļ�ѧ�ɷּ��������
Table 3 Chemical components and leaching rate of lixivium

3 ����
1) ��650 �決��2 h����ʹ�����������ֽ⣬ͬʱZn��In�������ڽ�����ZnSO4��In2(SO4)3��Fe���ѽ�����Fe2O3��ʽ���ڡ�
2) �ڳ����£�����Һ�̱�5:1����ˮ������ɰ 0.5 h��Zn��In�����ʷֱ�Ϊ72.02%��78.73%��Fe�����ʽ�Ϊ4.42%����Ag��Pb��������������С�
3) ���������̶̣�ͬʱ���������в���ˮ������������δʹ���ᡢ��ɱ�������������
REFERENCES
[1] �����, �ź���. ʪ����пE.Z.�������������о�[J]. �й���ɫұ��, 2015(6): 68-70.
SUN Cheng-yu, ZHANG Hou-wen. Research of process of E.Z.goethite removing iron in zinc hydrometallurgy[J]. China Nonferrous Metallurgy, 2015(6): 68-70.
[2] �����, �����, �� ��. ʪ����п�����г������յĽ�չ[J]. ����ۺ�����, 2014(6): 6-9.
WU Ke-ming, SUN Da-lin, HU Jie. Progress of technology optimization of precipitation of iron in zinc hydrometallurgy[J]. Multipurpose Utilization of Mineral Resources, 2014(6): 6-9.
[3] �ų���, �� ��. �������������ʪ����п�����е�Ӧ��[J]. ������ɫ����, 2014, 30(2): 39-41.
ZHANG Cheng-song, ZHAO Ting. Applacation of the hematite process for removing iron in the zinc hydrometallurgical production[J]. Hunan Nonferrous Metalls, 2014, 30(2): 39-41.
[4] ɭ ά, �����, ������, �ִ�־, ���˳�, �����. пʪ��ұ�������г����������о���չ[J]. ��ұ, 2013, 22(3): 71-74.
SEN Wei, SUN Hong-yan, LI Zheng-yong, LIN Da-zhi, SONG Xing-cheng, YANG Ji-sheng. Progress of research on methods of removing iron from zinc hydrometallurgy process[J]. Mining & Metallurgy, 2013, 22(3): 71-74.
[5] Ѧ����, ���ٻ�, �����, ������. ����-�����Ƽ��������ж����м۽���[J].���̹���ѧ��, 2011, 11(1): 56-60.
XUE Pei-yi, JU Shao-hua, ZHANG Yi-fei, WANG Xin-wen. Recovery of valuable metals by leaching of roasted jarosite residue[J]. The Chinese Journal of Process Engineering, 2011, 11(1): 56-60.
[6] ����ΰ, ������, �� ɭ. �Ƽ���������ȷֽ���̼������[J]. ��ɫ����, 2009, 61(3): 72-75.
WU Wen-wei, LI Mei-mei, LIAO Sen. Products and kinetics of potassium jarosite thermal decomposition[J]. Nonferrous Metals, 2009, 61(3): 72-75.
[7] KENDALL D S. Toxicity characteristic leaching procedure and iron treatment of brass foundry waste[J]. Environ Sci Technol, 2003, 37(2): 361-371.
[8] ASOKAN P, SAXENA M, ASOLEKER S R. Hazardous jarosite use in developing non-hazardous product for engineering application[J]. Journal of Hazardous Materials, 2006, 137(3): 1589-1599.
[9] PAPPU A, SAXENA M, ASOLEKER S R. Hazardous jarosite use in developing non-hazardous product for engineering application[J]. J Hazard Mater, 2006, 137(3): 1589-1599.
[10] PAPPU A, SAXENA M, ASOLEKER S R. Jarosite characteristics and its utilization potentials[J]. Sci Total Environ, 2006, 359(2): 232-243.
[11] HAGE J L T, SCHUILING R D, VRIEND S P. Production of magnetite from sodium jarosite under reducing hydrothermal conditions: the reduction of Fe (III) to Fe (II) with cellulose[J]. Can Metall Q, 1999, 38(4): 267-276.
[12] RAY L F, DARIA L W, RACHAEL-ANNE W, ANTHONY M,WAYDE M. A thermogravimetric study of the alunites of sodium,potassium and ammonium[J]. Thermochemical Acta, 2006, 443(1): 56-61.
[13] RISTIC M, MUSIC S, OREHOVEC Z. Thermal decomposition of synthetic ammonium jarosite[J]. Journal of Molecular Structure, 2005, 744(3): 295-300.
[14] RAY L F, RACHAEL-ANNE W, THEO K J, WAYDE M.Thermal decomposition of ammonium jarosite (NH4)Fe3(SO4)2(OH)6[J]. Journal of Thermal Analysis and Calorimetry, 2006, 84(2): 489-496.
[15] RAY L F, LOCKE A J, MARTENS W. Thermal analysis of beaverite in comparison with plumb ojarosite[J]. Journal of Thermal Analysis and Calorimetry, 2008, 92(3): 887-892.
[16] �� ��, ����ϼ. ���������������������о�[J]. ����ұ��, 2014, 36(5): 31-34.
ZHAO Hong, HONG Yan-xia. Experimental research on recovery of indium from iron-vanadium slag[J]. Gansu Metallurgy, 2014, 36(5): 31-34.
[17] ������, ������, ������. NaOH�ֽ⺬���������¹���[J]. �й���ɫ����ѧ��, 2009, 19(7): 1322-1331.
CHEN Yong-ming, TANG Mo-tang, YANG Sheng-hai. Novel technique of decomposition of ammonium jarosite bearing indium in NaOH medium[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(7): 1322-1331.
Recovery of Zn and In from ammonium jarosite residue bearing indium by roasting - water leaching method
ZHANG Kui-fang, LIU Zhi-qiang, DAI Zi-lin, GAO Li-xia
(Guangdong Province Research Institute of Rare Metal, Guangdong Province Key Laboratory of Rare Earth Development and Application, Guangzhou 510650, China)
Abstract: Based on the perniciousness and dispose status of ammonium jarosite residue and its phase characteristics, a new process recovering Zn and In from ammonium jarosite residue bearing indium by roasting - water leaching method was put forward. The phase transformation and reaction mechanism of roasting process were investigated, and the best roasting conditions were determined. The effect laws of leaching time, temperature and solid-liquid ratio on leaching were investigated. The results show that, after roasting of jarosite at 650 �� for 2 h, ammonium jarosite bearing indium is decomposed into Fe2O3, ZnSO4 and In2(SO4)3. The roasted jarosite residue is leached by water at room temperature for 0.5 h. The leaching rate of Zn and In are 72.02% and 78.73%. The leaching rate of Fe is only 4.42%, Ag and Pb are enriched into the residue.
Key words: ammonium jarosite residue bearing indium; roasting; water leaching; Zn; In
Foundation item: Project(51404078) supported by the National Youth Science Foundation China; Project(2015A020215018) supported by the Science and Technology Plan of Guangdong Province, China
Received date: 2016-04-12; Accepted date: 2016-09-14
Corresponding author: LIU Zhi-qiang; Tel: +86-20-61086372; E-mail: Lzqgd168@126.com
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(51404078)���㶫ʡ�Ƽ��ƻ���Ŀ(2015A020215018)
�ո����ڣ�2016-04-12�������ڣ�2016-09-14
ͨ�����ߣ���־ǿ�����ڼ��߹����绰��020-61086372��E-mail��Lzqgd168@126.com
ժ Ҫ�������������Σ���Լ�������״������������ص㣬���������-ˮ�������Ӻ����������л���п���������գ�ϵͳ�о����չ�������仯����Ӧ������ȷ����ѱ����������������ʱ�䡢�¶ȡ���Һ�ȶԽ�����Ӱ����ɡ������������650 �決��2 h����ʹ�����������ֽ⣬ͬʱZn��In�������ڽ�����ZnSO4��In2(SO4)3�������ѽ���Fe2O3��ʽ���ڡ��ڳ����£�����Һ�̱�5:1����ˮ������ɰ 0.5 h��Zn��In�����ʷֱ�Ϊ72.02%��78.73%��Fe�����ʽ�Ϊ4.42%����Ag��Pb�������и������ա�
[1] �����, �ź���. ʪ����пE.Z.�������������о�[J]. �й���ɫұ��, 2015(6): 68-70.
[2] �����, �����, �� ��. ʪ����п�����г������յĽ�չ[J]. ����ۺ�����, 2014(6): 6-9.
[3] �ų���, �� ��. �������������ʪ����п�����е�Ӧ��[J]. ������ɫ����, 2014, 30(2): 39-41.
[5] Ѧ����, ���ٻ�, �����, ������. ����-�����Ƽ��������ж����м۽���[J].���̹���ѧ��, 2011, 11(1): 56-60.
[6] ����ΰ, ������, �� ɭ. �Ƽ���������ȷֽ���̼������[J]. ��ɫ����, 2009, 61(3): 72-75.
[16] �� ��, ����ϼ. ���������������������о�[J]. ����ұ��, 2014, 36(5): 31-34.
[17] ������, ������, ������. NaOH�ֽ⺬���������¹���[J]. �й���ɫ����ѧ��, 2009, 19(7): 1322-1331.
