

Effect of temperature on vacuum hot bulge forming of BT20 titanium alloy cylindrical workpiece
WANG Ming-wei(����ΰ)1, 2, ZHANG Li-wen(������)1, 2, PEI Ji-bin(��̱�)1, 2,
LI Chen-hui(���)3, ZHANG Fan-yun(�ŷ���)3
1. State Key Laboratory for Materials Modification by Laser, Ion and Electron Beams,Dalian University of Technology, Dalian 116085, China;
2. School of Materials Science and Engineering, Dalian University of Technology, Dalian 116085, China;
3. Shenyang Liming Aero-Engine Group Corporation, Shenyang 110043, China
Received 28 December 2006; accepted 24 April 2007
Abstract:
Temperature is one of the key parameters for BT20 titanium alloy cylindrical workpiece manufactured by vacuum hot bulge forming. A two-dimensional nonlinear thermo-mechanical coupled FE model was established. Numerical simulation of vacuum hot bulge forming process of titanium alloy cylindrical workpiece was carried out using FE analysis software MSC Marc. The effects of temperature on vacuum hot bulge forming of BT20 titanium alloy cylindrical workpiece were analyzed by numerical simulation. The simulated results show that the Y-direction displacement and the equivalent plastic strain of the workpiece increase with increasing bulge temperature. The residual stress decreases with increasing bulge temperature. The optimal temperature range of BT20 titanium alloy during vacuum hot bulge forming is 750-850 ��. The corresponding experiments were carried out. The simulated results agreed well with the experimental results.
Key words:
BT20 titanium alloy; vacuum hot bulge forming; temperature effects; numerical simulation;
1 Introduction
BT20 alloy is widely used in aerospace industries due to its high specific mechanical strength, creep resistance, corrosion resistance and excellent welding property[1]. Because thin wall of cylindrical workpiece is made up of sheet of BT20 alloy by welding, which has big spring-back and is easy to crack when formed at room temperature, hot bulge forming method is usually used for the formation of workpiece of titanium alloy[2].
Vacuum hot bulge forming is an innovative manufacturing method, in which components can be shaped using different expansion coefficients between the workpiece and the die. Vacuum hot bulge forming is referred to a combined mechanical and vacuum heat treatment process, which takes place in the cylindrical workpiece of titanium alloy. Different from other metal forming technique[3-7], the elastic-plastic deformation of material is dominant, the ��vacuum hot bulge forming�� deformation takes place at low stress levels and the amount of plastic deformation is directly related to holding time and temperature during vacuum heat treatment[8].
Due to the complexity of the vacuum hot bulge forming process, theoretical studies to date have produced a relatively limited understanding of the process. XIONG and LIN[9] experimentally established the theoretical rule of hot sizing of titanium alloy plates and also discussed the effects of various technical parameters on the sizing. ZHOU et al[10] reported experiments on aging-stress relaxation sizing of 2024 and LY2 aluminium alloy plates and studied the relationships among the sizing ability, sizing temperature, time and predeformation. LIN et al[11-13] developed a new set of physically based unified aging-creep constidutive equations to predict stress relaxation and springback in age forming. Very few finite element simulation studies were found on vacuum hot bulge forming of titanium alloy cylindrical workpiece. In particular, the temperature effect on vacuum hot bulge forming of titanium alloy cylindrical workpiece has not been simulated yet. Therefore, in this study, a two-dimensional nonlinear thermo-mechanical coupled FE model was established to simulate the process of vacuum hot bulge forming of titanium alloy cylindrical workpiece, and the temperature effect on vacuum hot bulge forming of titanium alloy cylindrical workpiece was investigated by numerical simulation using FE analysis software MSC Marc. The simulated results provide scientific basis for designing technological scheme correctly and selecting process parameters reasonably.
2 Principle of vacuum hot bulge forming
Vacuum hot bulge forming utilizes difference of coefficient of linear thermal expansion between the workpiece and the die. Fig.1 shows the principle of vacuum hot bulge forming. The die can freely put in the cylindrical workpiece at room temperature. In vacuum heat treatment process, the workpiece and the die are expanded with increasing temperature. Because coefficient of linear thermal expansion of the die is larger than that of the titanium alloy at the same temperature, the workpiece can fit the die fully and have high dimensional accuracy at high temperature. Once the thermal expansion force of the die goes beyond the yield limit of the titanium alloy at the corresponding temperature, the expected bulging forming can be obtained due to the plastic deformation of the workpiece. During cooling, the die is regained the initial stage and the plastic deformation of the workpiece is kept at room temperature.
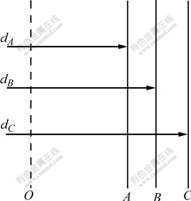
Fig.1 Principle of vacuum hot bulge forming process: dA Outside diameter of die at 20 ��; dB Internal diameter of workpiece at 20 ��; dC Internal diameter of workpiece and outer diameter of die at high temperature
3 Finite element analysis model
A 2-D thermo-mechanical coupled model of vacuum hot bulge forming process was established by finite element software MSC Marc. The nonlinear factors, radiative heat transfer and material property parameters (thermal physical and mechanical property parameters) were considered in the model. Simulations were carried out to bulge the BT20 alloy cylindrical workpiece of 1.5 mm in wall thickness, 1 070.6 mm in upper diameter, 1 080.2 mm in bottom diameter and 342 mm in height. The material of the die is 1Cr18Ni9Ti stainless steel. The heating equipment is model V6072 of vacuum heat treatment furnace. By taking advantage of axis-symmetry, it is possible to model half of the problem for FEA. Fig.2 shows the finite element model. Point 1 is indicated for further discussion. Non-uniform mesh is divided in the model in order to ensure the calculation accuracy and save the computing time. The vacuum furnace, the die and the workpiece were modeled by using 4-node axis-symmetric quadrilateral element. A total of 4 237 elements described the model.
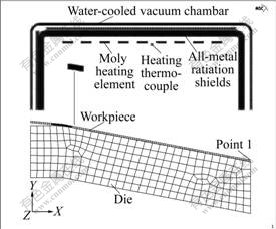
Fig.2 Model of FEM simulation
3.1 Material property
The major simplifications and assumptions of the model are given as follows: 1) The material is isotropic and continuous; 2) The workpiece and the die are modeled by using a piecewise linear elastic-plastic material model; 3) The total strain is composed of elastic, plastic and thermal strain; 4) The effect of loading platen and retainer on temperature is neglected; 5) The workpiece and the die are treated as a deformable body; 6) The hardening effect on the material behavior is included; 7) The flow stress of BT20 alloy is ��=0.001 44��-0.163exp(13 162T -1)[14]; 8) The temperature dependency of the material stress-strain behavior has been taken into account by means of linear interpolation. The criterion used for this study is the Von Mises criterion. The emissivity of BT20 alloy is taken as 0.6 during vacuum hot bulge forming process[15]. Mechanical properties and thermal expansion coefficient of materials are measured by experiment. Thermo- physical properties of BT20 alloy dependant on temperature are shown in Fig.3[15].
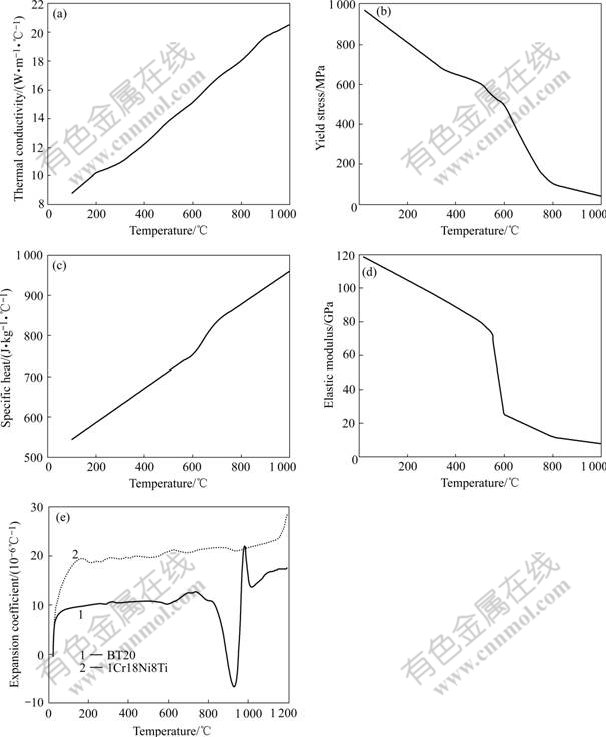
Fig.3 Thermal and mechanical properties of BT20 alloy with temperature: (a) Thermal conductivity; (b) Yield stress; (c) Specific heat; (d) Elastic modulus; (e) Expansion coefficient
3.2 Boundary condition
The heat transfer of the workpiece heating and holding is a single radiation heat transfer process in the vacuum heat treatment furnace. The body heat flux was utilized to define the boundary condition of heating element. By controlling the heating rate of heating elements using the user subroutine function of MSC Marc, intelligent control PID of the furnace temperature can be realized. The Monte Carlo method was used to calculate the radiation view factors. This calculation was made at the initialization of the thermo-mechanical simulation. Then finite element analysis automatically read view factors. The boundary condition is fixed constraint on one side of the workpiece and the die and other sides are displacement free.
The initial temperature of the workpiece, the die and the corresponding temperature was 20 ��. The initial stress of the workpiece and the die was zero.
4 Results and analysis of numerical simula- tion
This paper utilized numerical simulation to research the effect of temperature on vacuum hot bulge forming of titanium alloy cylindrical workpiece. Fig.4 shows a chart of the vacuum hot bulge forming cycle. Holding temperatures are 700, 720, 750, 800, 850, 880 and 900 ��, respectively. Fig.5 shows the relationship between displacement of Y-direction and temperature. Fig.6 shows the relationship between equivalent plastic strain and temperature. It can be seen that Y-direction displacement and equivalent plastic strain linearly increase with increasing temperature. The curve at temperature range from 750 ��to 850�� is approximately smooth. The expansion force of the die producing on the workpiece increases, because the coefficients of linear expansion of the workpiece and the die increase with increasing temperature, but the coefficient of linear expansion of the die is greater than that of the workpiece. The general deformation of the workpiece is constant, so the higher the temperature, the larger the thermal expansion force of the die on the workpiece, displacement of Y-direction and equivalent plastic strain of the workpiece.
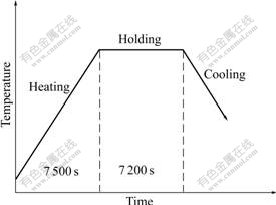
Fig.4 Vacuum hot bulge forming process
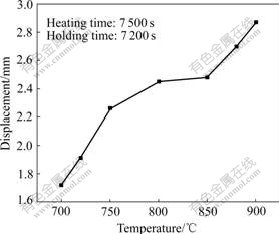
Fig.5 Relationship between displacement of Y-direction and temperature
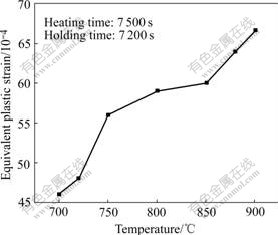
Fig.6 Relationship between equivalent plastic strain and temperature
Fig.7 shows the relationship between residual stress and temperature. It can be seen that residual stress of the workpiece linearly decreases with increasing temperature. But residual stress is changed small at 750-850 ��. According to high temperature softening of materials and principle of stress relaxation[8-10], yield stress of material decreases with increasing temperature. When temperature is higher, residual stress of the workpiece is observed smaller after unloading. Therefore, the spring-back is smaller due to the workpiece plastic deformed. Forming quality of the workpiece is higher.
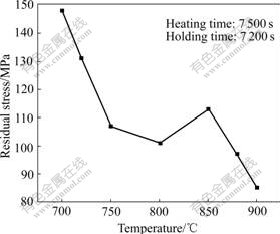
Fig.7 Relationship between residual stress and temperature
Because BT20 alloy is a near-�� titanium alloy, the temperature of phase transformation is 995 ��. When holding temperature during hot bulge forming process approaches the temperature of phase transformation, ������ phase transforms quickly, and the properties of alloy are change. Aging treatment almost does not affect the strength and plasticity of BT20 alloy at 800-850 ��, but effective forming of the workpiece is difficult to achieve below 750 �� in Ref.[16]. Therefore, the optimal temperature range for vacuum hot bulge forming of BT20 alloy is 750-850 ��.
5 Experimental study
In order to verify the validity of simulated results, the corresponding experiments were done. Vacuum hot bulge forming process is that: the heating rate is 6��/min, the holding time at 750 �� is about 120 min. The cooling is done in the furnace. Comparison of simulated results and experimental results at the same temperature shows in Fig.8. Simulated value of displacement of point 1 is 2.26 mm. Experimental value is 2.42 mm. The initial value of radius of point 1 is 509.4 mm. Radius of design demand is 511.8 mm after hot bulge forming. Error is ��0.2 mm. It can be seen that the simulated results agree well with the experimental results.
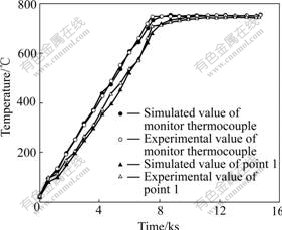
Fig.8 Comparison of simulated results and experimental results of temperature
Fig.9 shows the geometrical configuration of the workpiece and the die at different stages. It can be seen that the workpiece is completely separated with the die after hot bulge forming. The workpiece is deformed according to outside section of the die. The internal section of the workpiece is in good agreement with the outside section of the die.
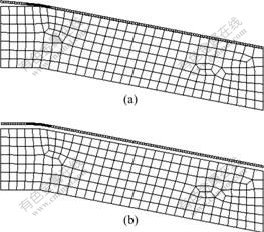
Fig.9 Geometrical configuration of workpiece and die at different stages: (a) Before hot bulge forming; (b) After hot bulge forming
6 Conclusions
1) A two-dimensional nonlinear thermo-mechanical coupled finite element model is established for the vacuum hot bulge forming of BT20 alloy cylindrical workpiece. The temperature and deformation fields of the vacuum hot bulge forming of BT20 alloy cylindrical workpiece are calculated. The validity of the present model is verified by experimental method. The simulated results are in agreement with the experimental results.
2) Effect of temperature on vacuum hot bulge forming of BT20 alloy cylindrical workpiece was simulated and analyzed. With increasing the temperature, the volume of bulge forming and plastic strain increase and the residual stress decreases under the same technological condition. The optimal temperature range for vacuum hot bulge forming of BT20 alloy cylindrical workpiece is from 750 �� to 850 ��.
References
[1] LIU Xue-song, JI Shu-de, FANG Hong-yuan. Numerical simulation and welding stress and distortion control of titanium alloy thin plate [J]. Trans Nonferrous Met Soc China, 2005, 15(4): 101-104.
[2] LIU Yong, YIN Zhong-da, ZHU Jing-chuan. Effects of temperature, stress and grain size on stress relaxation in the alloy TC4 [J]. Rare Metal Materials and Engineering, 2003, 32(8): 643-646. (in Chinese)
[3] AHMED M, HASHMI M S J. Three-dimensional finite-element simulation of bulge forming [J]. Journal of Materials and Technology, 2001, 119: 387-392.
[4] LIN Jun-feng, YUAN Shi-jian. Numerical simulation of hydroforming hollow crankshaft [J]. Trans Nonferrous Met Soc China, 2005, 15(S2): 138-141.
[5] TISZA M. Numerical modeling and simulation in sheet metal forming [J]. Journal of Materials Processing Technology, 2004, 151: 57-62.
[6] GIRARD C, GRENIER Y J, MAC DONALD B J. Numerical simulation of axisymmetric tube bulging using a urethane rod [J]. Journal of Materials Processing Technology, 2006, 172: 346-355.
[7] HWANG Y M, LIN Y K. Analysis and finite element simulation of the tube bulge hydroforming process [J]. Journal of Materials Processing Technology, 2002, 125/126: 821-825.
[8] IDEM K, PEDDIESON J. Simulation of the age forming process [J]. Journal of Manufacturing Science and Engineering, 2005, 127(2): 165-172.
[9] XIONG Zhi-qing, LIN Zhao-rong. A study on the principle of hot sizing [J]. Chinese Journal of Mechanical Engineering, 1992, 28(1): 53-58. (in Chinese)
[10] ZHOU Xian-bin, CHANG He-sheng, DAI Mei-yun. Principle of the aging-stress relaxation sizing and its application to the skin fabrication [J]. Journal of Beijing University of Aeronautics and Astronautics, 1992(2): 65-71. (in Chinese)
[11] HO K C, LIN J, DEAN T A. Modeling of springback in creep forming thick aluminum sheets [J]. International Journal of Plasticity, 2004, 20: 733-751.
[12] LIN J, HO K C, DEAN T A. An integrated process for modeling of precipitation hardening and springback in creep age-forming [J]. International Journal of Machine Tools & Manufacture, 2006, 46: 1266-1270.
[13] JEUNECHAMPS P P, HO K C, LIN J, PONTHOT J P, DEAN T A. A closed form technique to predict springback in creep age-forming [J]. International Journal of Mechanical Sciences, 2006, 48: 621-629.
[14] SHU Ying, ZHENG Wei-dong, ZHOU Jun, ZHOU Yi-gang, ZHOU Lian. A study of hot deformation behavior for BT20 alloy [J]. Materials Science & Technology, 2005, 13(1): 66-69. (in Chinese)
[15] HUO Li-xing, CHEN Fu-rong, ZHANG Yu-feng, ZHANG Li, LIU Fang-jun, CHENG Gang. 3D Finite element numerical simulation of residual stresses on electron beam welded BT20 plates [J]. Journal Material Science and Technology, 2004, 20(1): 117-120.
[16] ZHANG Jing-yu, YANG Yan-qing, CHEN Yan, WEN Li, ZHOU Yi-gang. Effect of annealing on the structure and properties of TA15 titanium alloy [J]. Heat Treatment of Metal, 2003, 28(3): 46-48. (in Chinese)
Corresponding author: WANG Ming-wei; Tel: +86-411-84706087; E-mail: commat@student.dlut.edu.cn
