
DOI: 10.11817/j.ysxb.1004.0609.2020-39572
�������5A06-6061���Ͻ����Ħ������ͷ����������Ӱ��
���⽡1���� ��1����̩��2���⽭��3
(1. �㽭��ҵ��ѧ ��е����ѧԺ������ 310023��
2. �������պ����ѧ ������ѧ�о��������� 100191��
3. ������ҵ����˾���� 212000)
ժ Ҫ��
����Ȼ��ȴ��ѹ������ǿ����ȴ�����£�����Ħ���ԽӺ���5A06-H112��6061-T651�������Ͻ𣬽����������졢����ѹ������۲��ֶΣ��о�������Խ�ͷ�������������Ӱ����ɣ���ʾ��Ӱ����ơ������������ת�ٺ��ٱ�(��)Ϊ1.5 r/mm(���������)ʱ���������������ϲ�����γ�S��ȱ�ݣ����½�ͷ�ش�ȱ���ں������������Զ��ѣ���ת�ٺ��ٱȴﵽ3.0 r/mm���������ϻ�ϳ�֣����Զ��Ѿ�������6061�����Ӱ�������������������ӣ����ѽǶ���41����С��3�㣬�����������ж϶����ݻ������϶��ѡ�����ѹ��Ӳ�ȷֲ���ʾ6061�����Ӱ����Ϊ��ͷ��������������Ŀ��Ⱥ����ֱ��Ӱ����ѽǶȡ��Ͽ�����ò��������������������������������ѽǶȣ�ʹ��ͷ���ж϶���Ϊ�����Ӷ���������������ѣ���߽�ͷ�Ķ����쳤�ʡ�
�ؼ��ʣ�
5A06���Ͻ���6061���Ͻ�������Ħ�����������������ѽǶ���
���±�ţ�1004-0609(2020)-09-2041-07���� ��ͼ����ţ�TG453.9���� ���ױ�־�룺A
5A06��һ�ֲ����ȴ���ǿ����Al-Mgϵ���Ͻ𣬾������õ���ʴ�Ժͽϸߵ�ǿ�ȣ�6061��һ�ֿ��ȴ���ǿ����Al-Mg-Siϵ���Ͻ𣬾������õ����Ժͽϸߵ�����ǿ�ȣ�ͨ�����Ӽ����������Ͻ�����ŵ���������㷺Ӧ���ں��պ��졢�����ͽ���������[1]������Ħ����(Friction stir welding, FSW)��Ϊһ�ֹ������Ӽ��������к��ӱ���С��������С���ŵ㣬�����Ͻ�������۵���������ӷ����ж������ƣ��������躸�϶����������ֲ��ϵĺ���[2]��
����Ħ������ʱѡ��ͬ���ӹ��ղ�����Ӱ�캸�ӽ�ͷ���������ѧ���ܣ����½�ͷ���ѷ�ʽ��������ELANGOVAN��[3]ϵͳ�о��˲�ͬת�١������ٶȺͽ���ͷ��״��6061���Ͻ�FSW��ͷ���Ѳ�λ�ķֲ������ָ����ͬ���Ӳ������½�ͷ���Ѳ�λ�IJ��졣FADAEIFARD��[4]�о�6061���Ͻ�FSW��ͷ����ʱ�������Ӳ���ͨ��Ӱ���ͷ���ϻ�ϳ̶Ⱥ������̶ȣ��Ӷ������˽�ͷ�����ڲ��ϻ�ϲ���ֵĺ� �����������������������ص�ijһ����Ӱ������BENAVIDES��[5]����FSW������ͨ����ȴ��ʩ��ʹ��ͷ���������ȱ�խ����ͷ������������ʱ���ֳ��˸��ߵ�ǿ�ȡ�PALANIVEL��[6]���о�5xxxϵ��6xxxϵ�������Ͻ�FSWʱѡȡ��ͬ�����ٶȵ��½�ͷ���Ѳ�λ�������𣬵�δ������������ϸ���͡�PENG��[7]��������ͼ�����(DIC)����������5A06��6061�Ľ���Ħ�����������ڵ�����������У����ӽ�ͷ������Ӧ�䳡�ݻ������յĶ��ѽǶȾ������������仯�����ڣ�PENG��[8]�����5A06-6061�������Ͻ����Ħ�������ֱ�����Ȼ��ȴ��ǿ����ȴ�������о���������Ժ��ӽ�ͷǿ�ȵ�Ӱ����ɼ����������������Խ�ͷ����������Ӱ�첢δ�������������
������5A06-H112��6061-T651���Ͻ���Ϊ���Ӳ��ϣ�ѡȡ��ͬת�١������ٶȺ���ȴ��ʽ�����������Ͻ����Ħ�����ӣ���������������ԡ�����ѹ����ԡ���ѧ������ɨ�����������ϵͳ��������������Խ�ͷ��ѧ���ܡ�������ѽǶȺͶ����쳤�ʵ�Ӱ����ɣ���ʾ��Ӱ����ơ�
1 ʵ��
����ѡ��5 mm���5A06-H112��6061-T651���ư����Ϊ����ĸ�ģ��������Ͻ�Ļ�ѧ�ɷ����1��ʾ������ĸ�ı��ӹ��ɳߴ�Ϊ155 mm��65 mm�ľ��ΰ�ģ�����Ħ������֮ǰ����ˮ�Ҵ���ϴ��ȥ���������ա�����������HT-JL10X12/2H�ͽ���Ħ�������豸(�Ϻ������豸�����ܳ�����˾)�Ͻ��С�ת��ѡ��300��600��900��1200 r/min�������ٶ�Ϊ100��200 mm/min��ѡȡ��ת�ٺ��ٱȦ�Ϊ1.5��3.0��4.5��6.0��9.0��12.0 r/min������ͷ��H-13ģ�߸��Ƴɣ����ֱ��Ϊ15 mm��������Ϊ�δ�����������״���ݾ�2 mm���˲�ֱ��3 mm���ײ�ֱ��6 mm����4.6 mm�����ӹ����У��������Ϊ2.8�㣬�����ѹ��Ϊ0.36 mm���ֱ�ѡ����Ȼ��ȴ(Nature cooling, NC)��ѹ������ǿ����ȴ(Forced air cooling, FAC)���н���Ħ�����ӣ�����FAC��ʽΪ���ӹ������ڽ���ͷ�������ѹ����������ǿ����ȴ��ѹ������ѹǿΪ0.5 MPa���������ھ����ͷ����Լ20 mm���ຸ�ı����Լ20 mm�����ߴ�Ϊ10 mm��2 mm�ľ��Σ�б�Ժ�������������(��ͼ1(a))��
������������������ѹ�������ش�ֱ�ں��ӷ����ȡ(��ͼ1(b))��������������ÿ��ȡ3��������MTS CMT4204����������Ͻ��У���������������ǰ���±����ȥ��1 mm����Ա�֤��������ƽ�������ⲿ������Ӧ�����С�����������2 mm/min�������ٶ��������½��С����ϵ�������Zeiss SIGMAɨ���������(SEM)�¹۲�Ͽ�����ò�����������ݻ������Ϊ�о����ӽ�ͷ��Ӳ�ȷֲ��;ֲ���ѧ���ܣ�����Agilent Nano Indenter G200����ѹ���ǽ�������ѹ�����顣������ò���ѹͷ�ں����������水480 ��m�ļ��ѹ��56��6�ľ���ѹ�۵㣬�Ա�����ͷ���������Ӳ�ȷֲ������ѹ����������У���Ư���ʿ����ڡ�0.05 nm/s��Χ�ڣ�ѹ���غ������Է�ʽ��30 s���ص�120 mN������10 s����30 s��ж�ص�0 mN��
2 ��������
2.1 ��������ǿ��������쳤��
ĸ�ĺͲ��ֺ��ӽ�ͷ���͵Ĺ���Ӧ��-Ӧ��������ͼ2��ʾ��5A06���Ͻ�ĸ�ĵ�ƽ������ǿ�ȡ�����ǿ�ȺͶ����쳤�ʷֱ�Ϊ307.87 MPa��125.78 MPa��22.13%��6061���Ͻ�ĸ�ĵ�ƽ������ǿ�ȡ�����ǿ�ȺͶ����쳤�ʷֱ�Ϊ277.67 MPa��236.17 MPa��13.08%������Ħ�����Ӻ��ͷ�Ŀ���ǿ�ȡ�����ǿ�ȺͶ����쳤�ʶ�����ĸ�ĵġ���ת��300 r/min�������ٶ�200 mm/min(���� =1.5 r/min)�µõ��ĺ��ӽ�ͷ���俹��ǿ�����(��Ϊ140.98 MPa)������ǰδ�۲쵽���Ե����������Ա��Σ����ڴ��Զ����ƻ����������ڴ˺��Ӳ����µ�������ͽ������ò��㣬�������IJ��������ͻ�ϲ���֣����º���������S��ȱ�ݣ����ս�ͷ�ں�������S�߶���(��ͼ2)������ת�ٺ��ٱȦõ���ߣ��������IJ��ϻ�ϳ�ֲ��γ���л������ӽ�ͷ�Ķ��Ѿ�������6061����Ӱ��������˵��6061����Ӱ������Ϊ���ӽ�ͷ������������ת�ٺ��ٱȦ�Ϊ3.0 r/mmʱ��������ͽ�����������ʹ���������ϳ�ֻ�����ӡ�
��1 5A06-H112��6061-T651���Ͻ�ѧ�ɷ�
Table 1 Chemical composition of base 5A06 and 6061 aluminum alloys

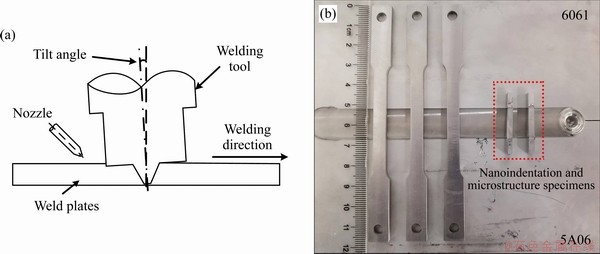
ͼ1 ���鷽���������ӹ�ͼ
Fig. 1 Schematic diagram of FAC (a) and processing diagram of specimens (b)

ͼ2 ��ͬ���Ӳ����º��������Ĺ���Ӧ��-Ӧ������
Fig. 2 Typical engineering stress-strain curves for joints welded using different welding parameters
ͼ3��ʾΪ����Ȼ��ȴ�¡���ת�ٺ��ٱ�Ϊ3.0 r/minʱ�����ӽ�ͷ�Ŀ���ǿ�����(Ϊ201.25 MPa)������ת�ٺ��ٱȵ����ӣ����ӽ�ͷ�Ŀ���ǿ�Ȼ������ͣ���ת�ٺ��ٱȦ�Ϊ12.0 r/mmʱ����ͷ����ǿ�Ƚ��͵�184.48 MPa������ѹ��������ȴ�õ��ĺ��ӽ�ͷ���俹��ǿ���ձ����Ȼ��ȴ�µĽ�ͷǿ�ȸ�10%���ҡ�������Ϊ6061���Ͻ����������кϽ�ת�ٺ��ٱ�(������)�����ӵ���6061����Ӱ����������Ӳ��״̬���ƻ�������������ǿ�����۽⣬�Ӷ�������ǿ�ȵ��½�[9]��ѹ��������ȴͨ�����ٺ�����������ȴ������6061���Ͻ���Ӱ�����ľ�������ͳ���ǿ�����۽⣬�Ӷ��������ӽ�ͷ�Ŀ���ǿ�ȡ�ͼ4��ʾ�˸����Ӳ�����������ȴ��ʽ�õ��Ľ�ͷ�����쳤�ʶԱ����������ת�ٺ��ٱȵ����ӣ���ͷ�����쳤��������½������ơ��Ҵ�ͼ2��֪��ȻFSW��ͷ�����쳤�ʵ���ĸ�ĵģ���ͼ4������ѹ������ǿ����ȴ������ͷ�����쳤�ʻ���˲������������ڽϵ͵�����������£���ͷ�ܵõ����ѵĶ����쳤�ʡ��������Ͻ����Ħ�����ӵ���ѧ�������ۻ������о��϶�[9-13]���˴����������������ط���������Ժ��ӽ�ͷ����������Ӱ�켰�������

ͼ3 ��ͬת�ٺ��ٱ������½���Ħ������ͷ�Ŀ���ǿ��
Fig. 3 Ultimate tensile strength of joints welded at different rotational speeds and welding speeds
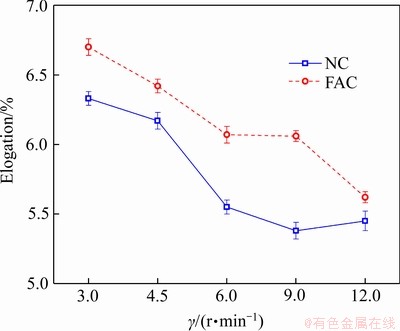
ͼ4 ��ͬת�ٺ��ٱ������½���Ħ������ͷ�Ķ����쳤��
Fig. 4 Fracture elongation of joints welded at different rotational speeds and welding speeds
2.2 ����������ѽǶ�
����ǰ���ᵽ����ת�ٺ��ٱȦ�Ϊ1.5 r/mm�Ľ�ͷ����S��ȱ�ݣ������ں������⣬�������Ӳ����¾������ȱ�ݵĽ�ͷ���Ҷ�������6061����Ӱ��������ͬ���Ӳ����½�ͷ���ѽǶ���ͼ5��ʾ����ͼ5��֪����������Ȼ��ȴ�������������£�����ת�ٺ��ٱȵ���ߣ�����������ѵĽǶ���֮��С��

ͼ5 ��ͬ���Ӳ����½���Ħ�����ӽ�ͷ�Ķ��ѽǶ�
Fig. 5 Fracture angle of FSW joints welded at different welding parameters
����Ȼ��ȴ״̬�£���ת�ٺ��ٱ�Ϊ3.0 r/mmʱ(��������)����ͷ���ѽǶ�Ϊ32�㣬�����䴦����ﵽ41��������ѽǡ���ת�ٺ��ٱ�Ϊ12.0 r/mmʱ(��������)����ͷ���ƴ�ֱ�����췽����ѣ����ѽǽ�Ϊ3�㡣��ͬת�ٺ��ٱ�����¾����䴦����ͷ���ѽǶȶ��õ����ӣ�ƽ������Լ7.5�㡣������ԣ���������������ӣ����ӽ�ͷ�ӽ���б45��������ݻ��ɽ��ƴ�ֱ���ѣ����ѽǶȴ�41���С��3�㡣����ԭ��Ϊ�����ӹ����У�������ı��˽�ͷ���������ľֲ���ѧ���ܺͷֲ������½�ͷ�ڲ�ͬ������ʱ���ֲ�ͬ��������ѽǶȡ������Ϻ��ӽ�ͷ���������ѹ��Ӳ�ȷֲ���ϸ������
2.3 ����ѹ��Ӳ�ȷֲ�
ͼ6��ʾ�˺��ӽ�ͷ������������ѹ��Ӳ�ȷֲ�����������ѽǶȶԱ���������ں��ӵ�ǰ��������˲�Ϊ�������Ͻ𣬽�ͷ����Ӳ�ȳ��ֲ��ԳƷֲ���5A06���Ͻ���Ӳ�������ֲ��䣬��Ҫ��Ϊ5A06�Dz����ȴ���ǿ�����Ͻ�����ѧ���ܶ��Ȳ����У�����Ħ�����ӹ��̲����ĸ��²�������Ӱ����Ӳ��ֵ��Ȼ����6061���Ͻ����Ӱ������Ӳ�ȳ��ּ����½���������Ϊ�����ƻ��˸��������ԭ�е�����Ӳ��״̬[14]��ͬʱ������ʹ�þ����ֻ���������Ӳ�����Ե������������[15]������ѹ��Ӳ�ȷֲ���ʾ6061���Ͻ�����Ӱ����Ϊ��ͷ������������Ҳֱ�۽�����Ϊʲô������Ѷ������ڸ����ԱȽ�ͷ����������ǶȺ�������ѽǶȣ��������߽�����ȡ���Ȼ��ȴ״̬�£���ת�ٺ��ٱ�Ϊ3.0 r/mmʱ����������Ŀ��Ƚ�խ����б�ǽϴ�ͷ���ֽϴ�Ķ��ѽǶȣ���ת�ٺ��ٱ����ӵ�12.0 r/mmʱ����������Ŀ����������ǶȽ��ƴ�ֱ�����췽��ͷ�Ķ��ѽ�Ҳ�ӽ�0�㡣�������䴦���������������������Ŀ��ȼ�С����б�Ƕ�����ͷ�Ķ��ѽǶ�Ҳ��֮������������������Ħ�����ӹ����е�������ͨ��Ӱ���ͷ��������Ŀ��Ⱥ���ǣ�����Ӱ���ͷ��������ѽǶȡ������Ӱ������������¡�
ͼ7(a)��ʾΪ��������ϵ�ʱ���ӽ�ͷ��������Ŀ���b��խ����ǦȽϴ�����С����ԭ�������ϵı��λ����������������������ڽ���(����������������ı߽�)����ˣ����ƿ������� �Ƕ������ⷽ����չ�������������У���ͷ�ܵ�����Ӧ��
�Ƕ������ⷽ����չ�������������У���ͷ�ܵ�����Ӧ�� �ɷֽ�Ϊ������������ļ�Ӧ������
�ɷֽ�Ϊ������������ļ�Ӧ������ �ʹ�ֱ�������������Ӧ������
�ʹ�ֱ�������������Ӧ������ ���������������խ����б�ǽϴ��ǽ�С����ʱ������������ļ�Ӧ������ռ���������������ڵIJ��Ͻ��ؼ�Ӧ�����������б��Σ�ֱ�����ѣ��Ӷ��γ���������������൱�Ķ��ѽǶȡ����ź��ӹ���������������ӣ���ͷ��������Ŀ���b���ӡ����
���������������խ����б�ǽϴ��ǽ�С����ʱ������������ļ�Ӧ������ռ���������������ڵIJ��Ͻ��ؼ�Ӧ�����������б��Σ�ֱ�����ѣ��Ӷ��γ���������������൱�Ķ��ѽǶȡ����ź��ӹ���������������ӣ���ͷ��������Ŀ���b���ӡ���� ��С�����ܵĶ��ѽ�����Ҳ��֮����ʱ������Ӧ������������ļ�Ӧ��������С����ֱ�������������Ӧ��������Ϊ������������С����ԭ������ͷ��������·��(����Ӧ������)������������ѣ������γ�������������൱��С���ѽǡ����⣬���ӽ�ͷ�Ķ�������Ҳ���ж�Ϊ���ݱ������Ϊ����
��С�����ܵĶ��ѽ�����Ҳ��֮����ʱ������Ӧ������������ļ�Ӧ��������С����ֱ�������������Ӧ��������Ϊ������������С����ԭ������ͷ��������·��(����Ӧ������)������������ѣ������γ�������������൱��С���ѽǡ����⣬���ӽ�ͷ�Ķ�������Ҳ���ж�Ϊ���ݱ������Ϊ����
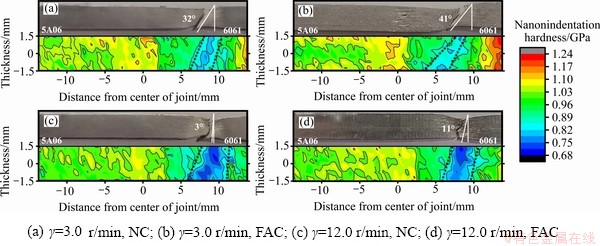
ͼ6 ����Ħ�����ӽ�ͷ����ѹ��Ӳ�ȷֲ��ͽ�ͷ���ѽǶȶԱ�ͼ
Fig. 6 Nanoindentation hardness distribution and fracture angle of FSW joints welded at different welding parameters
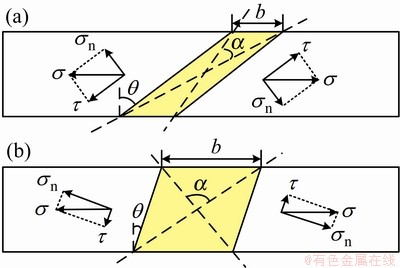
ͼ7 ����Ħ�����ӽ�ͷ���������ѽǶ�ʾ��ͼ
Fig. 7 Schematic diagrams of weakened area and fracture angle obtained at lower for FSW joints heat input(a) and higher heat input(b)
2.4 �Ͽ�����ò
Ϊ��һ���������ӽ�ͷ�Ķ������ԣ�ͼ8��ʾΪ��Ȼ��ȴ����½�ͷ�Ͽڱ����SEM�����жϿڱ�����۲쵽������֯��������ͷ�Ķ����������Զ��ѡ���ת�ٺ��ٱ�Ϊ3.0 r/mm(������ϵ�)ʱ��������ͬһ������б�ֲ�������������Ҫ�ɼ��б������𣬽��ͼ6��ͼ7������֪�����ڽϴ�Ķ��ѽǶȣ�ռ�����ļ���Ӧ��������ʹ�����ض������������෴�ķ����������ڶϿڱ����˺���γ�Ϊ�������ѡ���ת�ٺ��ٱ�Ϊ12.0 r/mm(������ϸ�)ʱ����ͷ�Ͽڱ���Ϊ�������ѣ�������ͷ����ʱ��Ҫ�ܵ���ֱ�ڶ�����ķ�����Ӧ�����÷������϶��ѣ�����2.3�ڵķ������Ǻϡ����⣬��ͼ4��֪����ת�ٺ��ٱ�(����������)�µõ��ĺ��ӽ�ͷ���и��õĶ����쳤�ʡ�������Ϊ�����϶��ѱȣ������ڼ���Ӧ���������ؽ���45�㷽���ж϶��ѣ����γɸ���ļ������ѣ����ֳ����õ������ԡ����Ϸ������ڽ���Ħ�����ӹ����н������������������Ӷ��ѽǶȣ���߶������ϵļ�������������ʹ��ͷӵ�и��õ��������ܡ�

ͼ8 ��Ȼ��ȴʱ��ͬת�ٺ��ٱ��½���Ħ�����ӽ�ͷ�Ͽڵ�SEM��
Fig. 8 SEM images of fracture surface of FSW specimens welded at 3.0 r/mm(a) and 12.0 r/mm(b) with nature cooling
3 ����
1) ��ת�ٺ��ٱ�Ϊ1.5 r/mm(���������)ʱ�����������ϻ�ϲ���֣����γ�S��ȱ�ݣ����º��ӽ�ͷ�ش�ȱ���ں������������Զ��ѣ���ת�ٺ��ٱȴﵽ3.0 r/mm���������ϻ�ϳ�ֲ��γ���л������Ѿ������ں��ӽ�ͷ����������(��6061�����Ӱ����)��
2) ����ѹ��Ӳ�ȷֲ���ʾ�������������ӣ���ͷ��������Ǽ�С�����������ӽ�ͷ�Ķ��ѽǶ���41����С��3�㣬���ѽǶ�����������Ǵ�С�൱�������������ж϶����ݻ������϶��ѡ�
3) ��ȱ�ݵĽ�ͷ�Ͽڱ��������������֯��������ͷΪ���Զ��ѡ����������룬�Ͽڱ����ɵ�������ת��Ϊ�������ѣ���������������������������ߺ��ӽ�ͷ�Ķ����쳤�ʡ�
REFERENCES
[1] GHARAVI F, MATORI K A, YUNUS R, OTHMAN N K, FADAEIFARD F. Corrosion evaluation of friction stir welded lap joints of AA6061-T6 aluminum alloy[J]. Transactions of Nonferrous Metals Society of China, 2016, 26(3): 672-681.
[2] ������, ��ϣ��, �� ��. 6082���Ͻ����Ħ�������ӹ����о���ȡ���ݻ�[J]. ���Ϲ���, 2018, 46(10): 55-59.
ZHANG Liang-liang, WANG Xi-jing, LIU Xiao. Crystal orientation evolution during friction stir welding of 6082 aluminum alloys[J]. Journal of Materials Engineering, 2018, 46(10): 55-59.
[3] ELANGOVAN K, BALASUBRAMANIAN V. Influences of tool pin profile and tool shoulder diameter on the formation of friction stir processing zone in AA6061 aluminium alloy[J]. International Journal of Advanced Manufacturing Technology, 2008, 29(2): 362-373.
[4] FADAEIFARD F, MATORI K A, AZIZ S A, .ZOLKARNAIN L, RAHIM M. Effect of the welding speed on the macrostructure, microstructure and mechanical properties of AA6061-T6 friction stir butt welds[J]. Metals, 2017, 7(2): 48-59.
[5] BENAVIDES S, LI Y, MURR L E, BROWN D, MCCLURE J C. Low-temperature friction-stir welding of 2024 aluminum[J]. Scripta Materialia, 1998, 41(8): 809-815.
[6] PALANIVEL R, KOSHY M P, DINAHARAN I, MURUGAN N. Mechanical and metallurgical properties of dissimilar friction stir welded AA5083-H111 and AA6351-T6 aluminum alloys[J]. Transactions of Nonferrous Metals Society of China, 2014, 24(1): 58-65.
[7] PENG G J, MA Y, HU J J, JIANG W F, HUAN Y, CHEN Z T, ZHANG T H. Nanoindentation hardness distribution and strain field and fracture evolution in dissimilar friction stir-welded AA 6061-AA 5A06 aluminum alloy joints[J]. Advances in Materials Science and Engineering, 2018, 2018: 1-11.
[8] PENG G J, YAN Q, HU J J, CHEN P J, CHEN Z T, ZHANG T H. Effect of forced air cooling on the microstructures, tensile strength, and hardness distribution of dissimilar friction stir welded AA5A06-AA6061 joints[J]. Metals, 2019, 9(3): 304-314.
[9] �� ��, ���ǧ, ���÷, ���ı�, �� ��. 6005A-T6���Ͻ����Ħ������ͷ��֯����ѧ��������[J]. ���Ϲ���, 2012(4): 27-31.
DONG Peng, SUN Da-qian, LI Hong-mei, GONG Wen-biao, LIU Jie. Microstructural and mechanical characteristics of friction stir welded 6005A-T6 aluminium alloy[J]. Journal of Materials Engineering, 2012(4): 27-31.
[10] BAHEMMAT P, HAGHPANAHI M, BESHARATI M K, BESHARATI M K, AHSANIZADEH S, REZAEU H. Study on mechanical, micro-, and macrostructural characteristics of dissimilar friction stir welding of AA6061-T6 and AA7075-T6[J]. Proceedings of the Institution of Mechanical Engineers Part B (Journal of Engineering Manufacture), 2010, 57(1): 1-12.
[11] HSIEH H T, CHEN J L. Influence of welding parameters on mechanical properties of friction stir welded 6061-T6 launch box[J]. Materials Transactions, 2008, 49(10): 2179-2184.
[12] MOSHWAN R, YUSOF F, HASSAN M A, RAHMAT S M. Effect of tool rotational speed on force generation, microstructure and mechanical properties of friction stir welded Al-Mg-Cr-Mn (AA 5052-O) alloy[J]. Materials & Design, 2015, 66: 118-128.
[13] TRONCI A, MCKENZIE R, LEAL R M, RODRIGUES D M. Microstructural and mechanical characterisation of 5XXX-H111 friction stir welded tailored blanks[J]. Science & Technology of Welding & Joining, 2013, 16(5): 433-439.
[14] PEEL M, STEUWER A, PREUSS M, WITHERS P J. Microstructure, mechanical properties and residual stresses as a function of welding speed in aluminium AA5083 friction stir welds[J]. Acta Materialia, 2003, 51(16): 4791-4801.
[15] ZHANG H J, LIU H J, YU L. Microstructural evolution and its effect on mechanical performance of joint in underwater friction stir welded 2219-T6 aluminium alloy[J]. Science and Technology of Welding and Joining, 2013, 16(5): 459-464.
Effect of heat input on fracture behavior of friction stir welded 5A06-6061 aluminum alloy joints
PENG Guang-jian1, YAN Qi1, ZHANG Tai-hua2, WU Jiang-jing3
(1. College of Mechanical Engineering, Zhejiang University of Technology, Hangzhou 310023, China;
2. Institute of Solid Mechanics, Beihang University, Beijing 100191, China;
3. Aleris Co., Ltd., Zhenjiang 212000, China)
Abstract: To investigate the influence of heat input on the fracture behavior of the joints, the 5A06-H112 and 6061-T651 aluminum alloys were friction stir welded in both nature cooling and forced air cooling. When the ratio of rotational speed to transverse speed is 1.5 r/mm, the materials in the nugget zone were insufficiently mixed to form a kissing bond, resulting in brittle fracture along this defect. As the ratio reaches 3.0 r/mm, the materials in the nugget zone were well mixed, and ductile fracture occurs in the heat affected zone of 6061 aluminum alloy. With the increase of heat input, the fracture angle gradually decreases from 41�� to 3��, and the fracture mechanism changes from shear fracture to normal fracture. The distribution of nanoindentation hardness of the FSW joints indicates that the heat affected zone of 6061 aluminum alloy is the weakest area, and the fracture angle of the joint is directly influenced by the width and angle of this weakened area. SEM images of the fracture surface reveal that supressing the heat input could increase the fracture angle and cause shear fracture, which is conducive to form more shear dimples on the fracture surfaces to improve the elongation of the joints.
Key words: 5A06 aluminum alloy; 6061 aluminum; friction stir welding; heat input; fracture angle
Foundation item: Projects(11772302, 11727803, 11672356) supported by the National Natural Science Foundation of China
Received date: 2019-09-05; Accepted date: 2019-12-05
Corresponding author: ZHANG Tai-hua; Tel: +86-18667102163; E-mail: zhangth66@buaa.edu.cn
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(11772302��11727803��11672356)
�ո����ڣ�2019-09-05�������ڣ�2019-12-05
ͨ�����ߣ���̩�����о�Ա���绰��18667102163��E-mail��zhangth66@buaa.edu.cn
ժ Ҫ������Ȼ��ȴ��ѹ������ǿ����ȴ�����£�����Ħ���ԽӺ���5A06-H112��6061-T651�������Ͻ𣬽����������졢����ѹ������۲��ֶΣ��о�������Խ�ͷ�������������Ӱ����ɣ���ʾ��Ӱ����ơ������������ת�ٺ��ٱ�(��)Ϊ1.5 r/mm(���������)ʱ���������������ϲ�����γ�S��ȱ�ݣ����½�ͷ�ش�ȱ���ں������������Զ��ѣ���ת�ٺ��ٱȴﵽ3.0 r/mm���������ϻ�ϳ�֣����Զ��Ѿ�������6061�����Ӱ�������������������ӣ����ѽǶ���41����С��3�㣬�����������ж϶����ݻ������϶��ѡ�����ѹ��Ӳ�ȷֲ���ʾ6061�����Ӱ����Ϊ��ͷ��������������Ŀ��Ⱥ����ֱ��Ӱ����ѽǶȡ��Ͽ�����ò��������������������������������ѽǶȣ�ʹ��ͷ���ж϶���Ϊ�����Ӷ���������������ѣ���߽�ͷ�Ķ����쳤�ʡ�
