
Al10Zn2.9Mg1.7Cu����ǿ���Ͻ����������Ʊ��о�
������ɫ�����о���Ժ���ϲ�������,������ɫ�����о���Ժ���ϲ�������,������ɫ�����о���Ժ���ϲ�������,������ɫ�����о���Ժ���ϲ�������,������ɫ�����о���Ժ���ϲ�������,�����Ƽ���ѧ�½����ص�ʵ����,�����Ƽ���ѧ�½����ص�ʵ���� ����100088 ,����100088 ,����100088 ,����100088 ,����100088 ,����100081 ,����100081
ժ Ҫ��
����������μ����Ʊ���Al1 0 Zn2 .9Mg1 .7Cu��ǿ�������Ͻ�������� , �о�����������Ʊ������и����ղ����Գ��������ij����ԡ�����֯�����ܶȵ�Ӱ�� , ȷ�����ʵ��Ĺ��ղ��� , �о��˳����������ȼ�ѹ���ȴ������� , �Բ��ϵ���֯�����˷������Բ�ͬ״̬�IJ������ܽ����˱Ƚϡ��о�������� :��������ι��ղ�������ʱ , ���������������õij����������ܶ� , �������ȼ�ѹ������ , ͨ���ϵ͵ļ�ѹ�ȼ���ʹ���ϴﵽȫ���� ;ͨ���ԺϽ�����ʵ����ȴ��� , ���ϵļ�����ǿ�ȴﵽ 810MPa , ͬʱ�����ʱ����� 8%�� 11% , �ò�����һ����������ʸ�ǿ�ṹ���ϡ�
�ؼ��ʣ�
�������;Al10Zn2.9Mg1.7Cu�Ͻ�;����ǿ�������Ͻ�;��ѧ����;
��ͼ����ţ� TG146.2
�ո����ڣ�2003-05-29
�������ҡ�8 63�������ƻ��²�������ʮ�塱�ص���Ŀ ( 2 0 0 1AA3 3 2 0 3 0 );
Research on Ultra-High Strength Al10Zn2.9Mg1.7Cu Alloys from Spray Forming
Abstract��
Ultra high strength Al 10 Zn 2.9 Mg 1.7 Cu alloys was produced by spray forming technology. The effect of the process parameters on the shaping, microstructures and density were studied, and the hot extrusion process and the heat treatment were studied also. The microstructures and resulting mechanical properties were evaluated and compared. The research results show that under suitable conditions the as deposited alloys have good forming properties and high denseity and could be compacted completely with low hot extrusion rates. After heat treatment, the tensile strength of spray deposited products could get up to 810 MPa, and the elongation rate is 8%��11%.
Keyword��
spray forming technology; ultra high strength Al 10 Zn 2.9 Mg 1.7 Cu alloy; mechanical properties;
Received�� 2003-05-29
��Al-Zn-Mg-Cu (7xxx) ϵ�Ͻ�Ϊ�����ĸ�ǿ�������Ͻ���20����30�����Al-Zn-Mgϵ�Ͻ�Ļ�������չ������, �����ںϽ��кܸߵ�Ӧ����ʴ�����Զ�δ���ʵ��Ӧ�á� 20����40�������, ���ŷɻ�����ҵ�ķ�չ, ������ǰ�����ȹ��ҿ�ʼ���������µ�Al-Zn-Mg-Cuϵ��ǿ���Ͻ��������ڷɻ�����ҵ�й㷺ʹ�õĶ������� ��ҵ�������ͨ�������Ż��Ͻ�ɷ���ơ� �ı������Ԫ�ص��������༰������ �����Ͻ�������ȴ������յ�, ��̿�����7075, 7049, 7050, 7055, 7076, 7178, 7175, 7475, B95��B96�����ܸ��ߵĺϽ� ��϶Դ�ͳ���켰���μӹ��� �����ȴ������յIJ����Ż��Ľ�, ʹ�Ͻ�ļ�����ǿ�� (��b) ��Χ�����ڵ�500��580 MPa�����630��680 MPa, ͬʱ���ϵ����ԡ� �������Ժ���ʴ����Ҳ�õ������
����80����Ժ�, ��ʼ����RS/PM (Rapid solidification/ Powder metallurgy) �����Ʊ�7xxxϵ���Ͻ����, �ɹ�����ʵ�������Ʊ�������bΪ700 MPa���ϵij���ǿ���Ͻ�, �����Ͻ��ǿ������ָ�������˼��ߵ�ˮƽ�� �����ڴ�ͳRS/PM�������չ��̷����� ���豸Ҫ���, �����Ʊ���ߴ����������Ѻ������ɱ��߰�, ��˲��ô�ͳRS/PM���������ij���ǿ���Ͻ�δ�õ�ʵ��Ӧ�á�
90�������, ������������μ���Ϊ��������һ��RS/PM����������ģʵ��, ʹ����������ģ�Ʊ�����ʵ�û��ij���ǿ7xxxϵ���Ͻ���ϼ���Ʒ��Ϊ��ʵ�� ����������μ����Ʊ��IJ���, �������˾���ϸС�� ��֯���ȡ� �ܹ����ƺ�ۼ���ƫ���ȴ�ͳRS/PM�������߱����ŵ���, ���ڴӺϽ��������������ճ��ο�һ�����, �봫ͳRS/PM�������, �����˲����������Ʊ����չ����б������Ŀ�����, �������Ʊ�����, �����˳ɱ�, �������Ʊ���ߴ�������
�ڹ��ҡ�863�������ƻ���֧����, ���IJ���������η����Ʊ���Al10Zn2.9Mg1.7Cu0.1Zr��ǿ�������Ͻ�, ��������ι��ղ����������Ż�, �Գ����������ȼ�ѹ���ա� �ȴ������ս�����̽��, �Բ��ϵ���֯�� ���ܽ����˲��Է���, ϣ���ܹ���չ��һ�ֵͳɱ��� ��Ч�ʵ�Al-Zn-Mg-Cuϵ��ǿ�������Ͻ��������ա�
1 ʵ ��
�������ʵ���ڱ�����ɫ�����о���Ժ�������Ƶ�SF-200��������豸�Ͻ���, ѡ���������Ƶ�Al-Zn-Mg-Cuϵ��ǿ�������Ͻ�ԭ��, �ɷ����� (%, ��������) : 10Zn, 2.9Mg, 1.7Cu, 0.1Zr, ����ΪAl, ��������ΪN2�� �����������ι��ղ�������: �����¶�780��900 ��, ���վ���400��500 mm, б���20��30��, ��������ת�ٶ�30��60 r��min-1, �½��ٶ�1��3 mm��s-1, ����ѹ��Ϊ0.6��0.8 MPa, ͨ������������������е���������/�Ͻ�Һ���������ʱ� (G/M��) , ��������ɨ�跽ʽ�Ʊ�����ͬ����״̬�ij���������
������̬�Ͻ������Ƥ���ڲ�ͬ���¶ȡ� ��ѹ�������½����ȼ�ѹ, ��NEOPHOT-2�ͽ��������¹۲����̬�� ��ѹ̬��֯���, ��CAMBRIDGE-2��ɨ��羵�Ͻ�һ���۲�Ͻ��ȴ��������֯, �Ͻ����ѧ���ܲ�����MTS-810��������Ͻ��С�
2 ���������
2.1 �Ͻ�ɷ����˼·
ͨ��7XXXϵ���Ͻ��ǿ���� (Zn+Mg) ���������Ӷ����, ���ڲ��ô�ͳ���ս����Ʊ�ʱ, ���������������9%, ����ھ���������������״�ֲ��Ĵ��Ե��۵㹲����, ʹ�Ͻ��ڴ���״̬�� ��������μ������Ʊ��IJ��Ͼ���Ԫ�ع��ܶȴ� ����ϸС�� ��֯���ȡ� ��ۼ���ƫ���ܵ����Ƶȿ������̲��ϵ��ŵ�, ���ͻ���˴�ͳ7XXXϵ��ǿ���Ͻ�ijɷ��������, ��˽� (Zn+Mg) ����������13%�� CuԪ����7XXXϵ���Ͻ��д������� (MgZn2) ��T (Al2Mg3Zn3) ����, ������������, ��Cu�����Ĺ���ǿ��������, ����Ҫ��������ʱЧ���̵ij��ڼ�������������������, ���ں��ڱ�����������ȶ�����CuԪ��, Ҳ�ı��˺Ͻ�ij�����ṹ, ʹʱЧ��֯��Ϊ��ɢ����, �������ǿ��Ҳ����������, ͬʱҲ����߿�Ӧ����ʴ������ ������ZrԪ�ص���ҪĿ������ߺϽ���ٽᾧ�¶�, ͬʱ�γ��ȶ�������ɢ�ʵ���ڵĽ����仯����, ����Ч����ֹ��������, ��ϸ������, �����ȱ��μӹ����ȴ�����, ���ױ����ٽᾧ���ٽᾧ����ά״��֯, ����Ӧ����߲��ϵ�ǿ�ȺͿ�Ӧ����ʴ����, �������Zr��������, ���ᵼ���ڲ����Ʊ��������γɴִ��һ�γ�����Al3Zr, ������7XXXϵ���Ͻ��е�Fe��Si����һ��, �ԺϽ����ܲ���, ���Zr�ļ�����������0.1%��0.15%֮�䡣 ��������˼·, ��������������θ�ǿ�������Ͻ�ĺϽ�ɷ�ȷ��Ϊ (%, ��������) : 10Zn, 2.9Mg, 1.7Cu, 0.1Zr, ����ΪAl��
2.2 ��������Ʊ�����
���������һ�ֶ�ղ����ۺ����õĸ��ӹ��չ���, ����Ҫ�ɿع��ղ����������������¶ȡ� �����������ʡ� ��������ѹ���� ���������������ʡ� ���վ��롢 ƫ�ľࡢ ���ջ����½��ٶȵȡ� ��������μ����Ʊ��ij�����������������������Ҫ���������ԡ� ������ò���ߴ硢 ��֯�����ԡ� ���ܶȵȡ� ������ι��յĸ��ɿع��ղ������ۺ�Ϊ���������������������������������ʱ� (G/M��) , G/M�Ⱦ����������������������ʱ�Ĺ��ຬ��, ���������ຬ��ֱ�Ӿ�����������������֯״�������ܶȡ�
����������μ����Ʊ�Բ��ʱ, ����Һ��ֱ�ӳ��������������ı���, ���ܿ���������Ĺ�Һ�����������״̬�ȽϾ���, ���������������ʣ��Ĺ�Һ������������ٶ���ԱȽϻ���������������İ뾶�仯, �������̷�ʽ�ᵼ�³���������ֱ��������ۺͺ����֯�����仯, �ڳ��������������������ֽϴ�ľ�����������, ���ڳ�������������澧��ϸС, ��϶��ȴ���ӡ� ��������ɨ��ķ�ʽ����Ч�ظ���������������ľ�����, ��С�����������ĺ��ܱ߲�λɢ���ٶ��ϵIJ��, �Ӷ����Ƴ�������ֱ���������֯�����ԡ� ��˲��÷�����ʽ������������, ����2��3 Hz��Ƶ�ʽ���ɨ�衣
�ڽ���ϵͳ�����ղ���ȷ���������, G/M�Ƚ�С, ��ȴ�ٶ�����Խ�С, �������ε�����ջ���ʱҺ�ຬ��ƫ��, ������ɳ��������д��ڳߴ�ϴ������, ���ܶȵ͡� �෴, G/M�Ƚϴ�, ����Һ��ԽϸС, ��ȴ�ٶ�Խ��, �������ε����������ʱ���ຬ��ƫ��, �������֯ϸС�����������д��ڴ�����ϸС����, ���ܶȵ͡� ͬʱ, ���ڳ���������ճ��ϵ����С, ����յ����½���
ͼ1 (a) ΪAl-10Zn-2.9Mg-1.7Cu�Ͻ���̬ (����ģ����) ��ͼ1 (b��f) Ϊ��ͬ���������µ�������γ���̬����֯��Ƭ�� ���Կ���, ����������֯��Ҫ���� (֦����ͷֲ��ھ���ĵ��۵㹲�������, ������֯�dz��ִ� ��������γ�������������֯��ԱȽϾ���, ����ϸС�� ��G/MΪ3.0��4.0ʱ, �����ߴ��Լ��8��15 ��m����, ������һЩ������, ����G/M�ȵ�����, �����ߴ��С, ���������������, ����϶������, ����Ҫ������G/M�ȵ�����������Һ�ε��������������ʱ����ƽ�����ຬ������, �������������Һ����Բ���������������ɵ�, ��ЩϸС�Ŀն����������ȱ��μӹ�����ﵽ������ܻ���
2.3 �ȼ�ѹ����
����������Ʊ��ij����������ӹ���Ƥ�Ʊ��ɦ�125 mm��Բ��, ����800 t�ȼ�ѹ�����伷ѹ�ɰ���, ��ѹ�¶�Ϊ400��420 ��, ��ѹ�ȷֱ�ѡ��24��1��39��1�� ͼ2�Ǽ�ѹ̬����֯��Ƭ, �����̬���, ���ȼ�ѹ����������˿�, �Ҵﵽ��ȫ���ܻ�, ͬʱ���ϵ���������ϸС, 24����39���ļ�ѹ�ȶԲ��ϵ���֯Ӱ�첻�� ͼ3�Ǽ�ѹ̬���ĵ�SEM��, ���������д��ڴ���ֱ��1 ��m���ڵĵڶ������ (ͼ�а�) , ����������ΪAlZnMgCu�ࡣ
2.4 �ȴ�������
AlZnMgCuϵ�Ͻ��ǵ��͵�ʱЧǿ�����Ͻ�, Ϊȷ���������Ͳ��ϵ�ǿ�ȼ���ֵ, ����ѡ����T6��ʱЧ�ȴ�������, T6����Ϊ: 450 ��/3 h+485 ��/3 h���ܴ���+120 ��/24 h��ͼ4 (a) ��450 ���¹���3 h��SEM��, ��ʱһЩ��С�����������, �ϴ��������Բ��; (b) Ϊ485 ���¹���3 h��SEM��, ��ʱ��m���������������, ��ߴ����Ҳ��������, ֻʣ��һЩ�ߴ�ϴ���������ܡ�
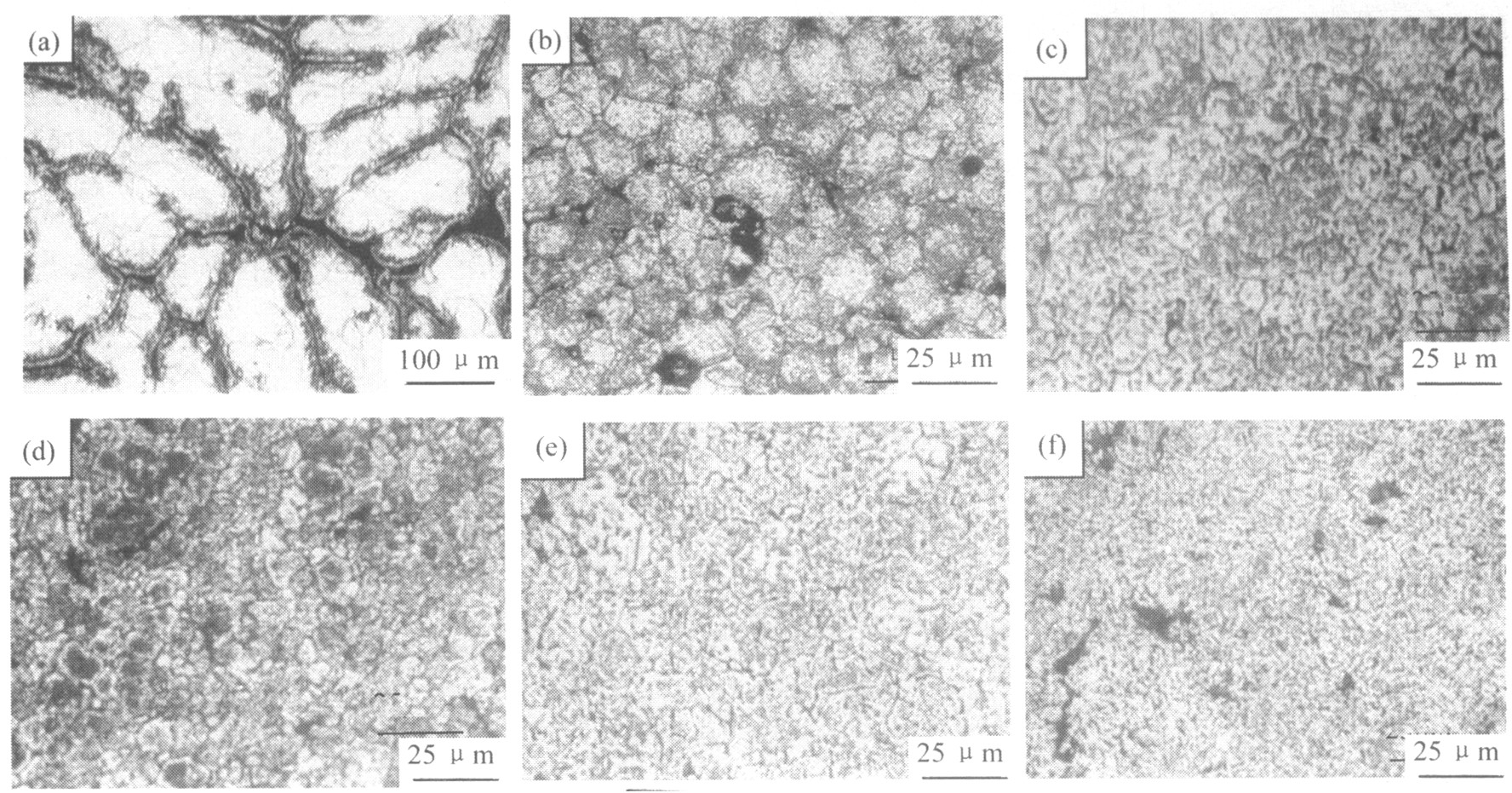
ͼ1 ��̬����ͬG/M�������³�����������֯�Ա�
Fig.1 Microstructures of as-casted and as-deposited sample with different G/M ratio
(a) ��̬; ����̬: (b) G/M=3.0; (c) G/M=3.5; (d) G/M=4.0; (e) G/M=4.5; (f) G/M=5.0
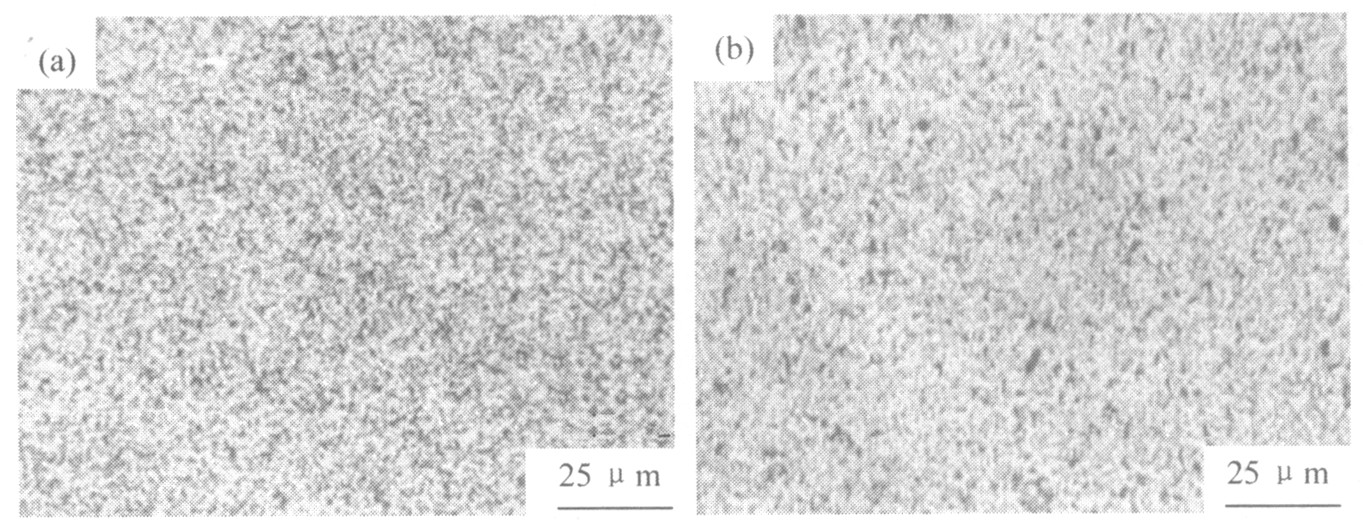
ͼ2 ��ͬ��ѹ������֯��Ƭ ��ѹ��: (a) 24�� 1; (b ) 39��1
Fig.2 Microstructures at different extruded ratio
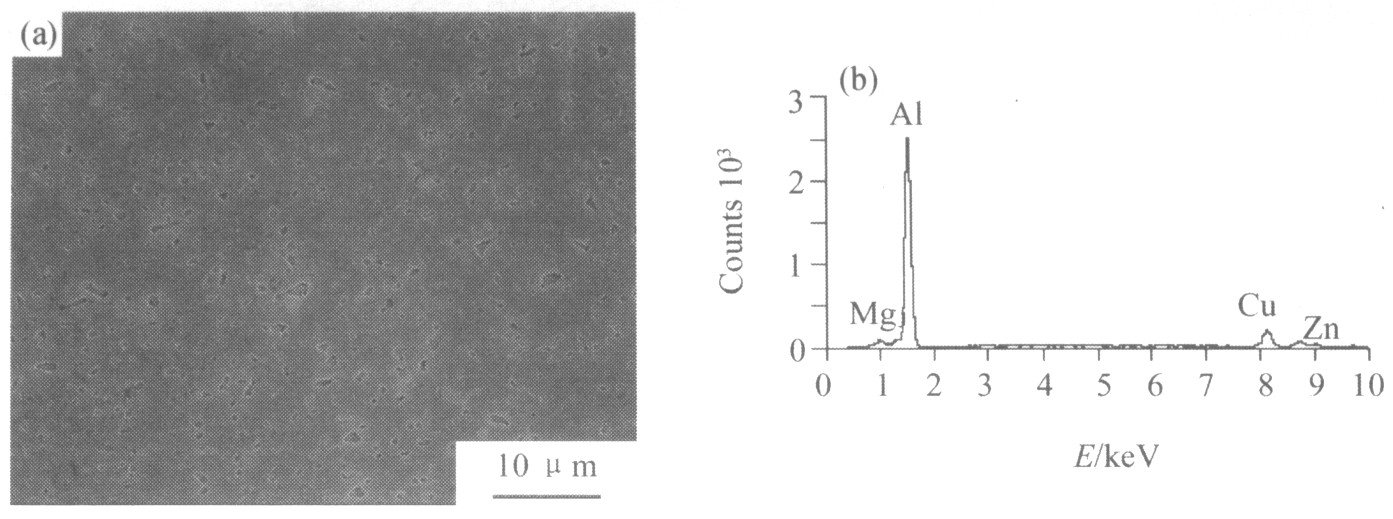
ͼ3 ��ѹ̬SEM�� (a) �������� (b)
Fig.3 SEM photograph and energy analysis of as-extruded sample
2.5 ��ѧ����
��1Ϊ����������ι����Ʊ���Al-10Zn-2.9Mg-1.7Cu�Ͻ�����ô�ͳ����������7075�Ͻ� ��ĩұ��7090�Ͻ�֮��������ѧ���ܵĶԱȡ� ���ѿ���, ������������ι��չ����в��ϵ���ȴ�����ٶ�����, ʹ�Ͻ������֯���������౻�����ϸ��, �Ͻ��еij���ǿ��ЧӦ���²���������ι����Ʊ���Al-10Zn-2.9Mg-1.7Cu�Ͻ�ĸ������ѧ����ҪԶ���ڲ��ô�ͳ����������7075�Ͻ�ͷ�ĩұ��PM7090�Ͻ� ͼ5Ϊ��������Ʊ���Al-10Zn-2.9Mg-1.7Cu�Ͻ���������Ͽڵ�ɨ��羵��Ƭ, ���Կ�������Ͽ�Ϊ���͵����Զ��ѡ�

ͼ4 ����̬���ϵ�SEM�� (a) 450 ��/3 h; (b) 485 ��/3 h
Fig.4 SEM photograph of as-solute sample
��1 ���ô�ͳ������������ι���������7000ϵ���Ͻ���ѧ���ܶԱ�
Table 1 Compare on mechanical properties from casting process and spray forming process
| �������� | �Ʊ����� | ��0.2/MPa | ��b/MPa | ��10/% | E/GPa |
7075[7] |
����+�ȼ�ѹ+T6 | 564 | 617 | 10 | 71 |
B96[7] |
����+�ȼ�ѹ+T6 | 623 | 651 | 7 | 72 |
PM7090[7] |
PM+�ȼ�ѹ+T6 | 641 | 669 | 11 | / |
Al-8.6Zn-2.6Mg-2.2Cu[8] |
�������+�ȼ�ѹ+T6 | 715 | 761 | 10 | 74 |
Al-10Zn-2.9Mg-1.7Cu |
�������+�ȼ�ѹ+T6 | 785 | 810 | 11 | 74 |
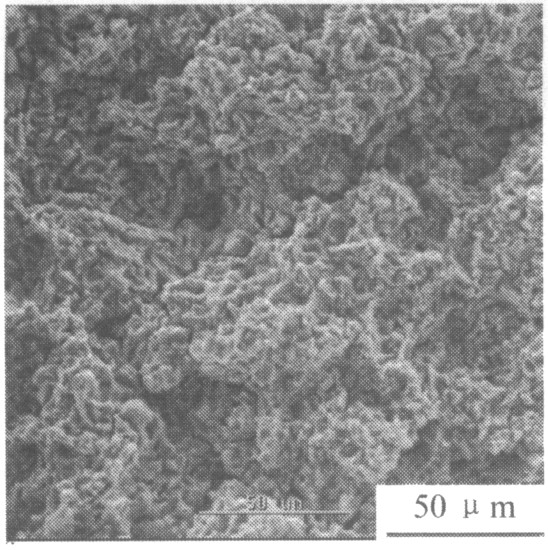
ͼ5 ��������Ͽ�SEM��
Fig.5 SEM photograph of tensile fracture
3 �� ��
1. ����������μ����Ʊ�������֯����, ����ϸС, �������ۺͺ��ƫ����Al10Zn2.9Mg1.7Cu�Ͻ�Բ��;
2. ͨ���ʵ����ȴ����ƶ�, ���ϵļ�����ǿ�ȴ�810 MPa, ͬʱ�����ʱ�����8%��11%, ����Ͽ�Ϊ���͵����Զ��ѡ�
3. �������Al-10Zn-2.9Mg-1.7Cu�Ͻ�ĸ������ѧ����ҪԶ���ڲ��ô�ͳ����������AlZn-MgCu��ǿ�������Ͻ�
�����
[7] ����ף��, �����.�����Ͻ���ӹ��ֲ�[M ].��ɳ:���ϴ�ѧ������, 2000.
