

Using friction stir processing to produce ultrafine-grained microstructure in AZ61 magnesium alloy
DU Xing-hao(������), WU Bao-lin(�䱣��)
Department of Materials Engineering, Shenyang Institute of Aeronautical Engineering, Shenyang 110034, China
Received 15 March 2007; accepted 13 November 2007
Abstract:
In order to obtain fine-microstructure magnesium alloys with superior mechanical properties, AZ61 alloy was processed by friction stir processing(FSP) combined with rapid heat sink. It is found that ultrafine-grained microstructure with average size less than 300 nm is observed in the resultant AZ61 alloy. The mean microhardness of the ultra-fine region reaches Hv120-130, two times higher than that of AZ61 substrate. All these results demonstrate clearly that under a cooling rate high enough, ultra-fine structure in AZ61 alloy with superior mechanical properties can be produced by one pass FSP via dynamic recrystallization.
Key words:
magnesium based alloys; AZ61 alloy; friction stir processing; ultrafine-grained microstructure;
1 Introduction
With a density (1.7 g/cm3) only slightly higher than that of some polymers, magnesium based alloys have been regarded as the lightest structural material, and this makes these materials very attractive for the transportation industry[1-2]. Despite this exceptional advantage, their applications are rather limited due to relatively low absolute strength and ductility values from the symmetry of the hexagonal close-packed(hcp) crystal structure[3]. Therefore, the need of a cost-effective processing route capable of producing Mg alloys with very fine grain sizes is currently one of the driving forces for research into this kind of materials. Reducing the grain size to the ultrafine (100 nm��d��500 nm) or the nano (d��100 nm) scales would make these alloys competitive in terms of strength to other heavier materials, such as aluminum alloys. Additionally, small grain sizes often allow superplasticity at the appropriate temperatures and strain rates[4-5].
Of many techniques used for processing ultrafine materials directly in bulk form, severe plastic deformation(SPD) is the most promising process[6]. However, hard-to-deform and low-ductility metals and alloys at room temperature are difficult to process by SPD methods, as the magnesium alloys do. So few studies have been successfully completed to refine the grains of magnesium alloys to ultrafine scale by SPD[7-9]. Recently, the problem can be resolved by employing a new processing technique, friction stir processing(FSP), in which localized heating is produced by friction between the rotating tool and workpiece. During this process, the material undergoes intense plastic deformation at elevated temperature, resulting in significant grain refinement[10-15]. In this work, the efficiency of FSP to produce a fine-grained microstructure in AZ61 alloy is investigated.
2 Experimental
A tool with shoulder diameter, pin tool diameter and length of 18, 4 and 6 mm, respectively, was used to perform the FSP. The material was commercial AZ61 Mg alloy with the chemical composition of Mg-6Al-1.01Zn (mass fraction, %). The as-received billet of 178 mm in diameter and 300 mm in length possessed nearly equiaxed grains of around 75 ��m in size. All FSP passages were about 10 cm-long with the rotation speed of 1200 r/min and the advancing speed ranging from 25 to 30 mm/min and 1.5? tilt. In order to obtain rapid heat sink during FSP, a new efficient cooling system was designed, as shown in Fig.1. In order to transfer the heat generation of the samples from FSP quickly, it is necessary to shorten the barrier between the samples and the liquid nitrogen. So two tunnels were machined beneath the surface for the copper mould, where the liquid nitrogen can be immerged. The working temperature was measured by the K-type thermocouple under the plates in T1 place, as depicted in Fig.1. During FSP, the temperature history is continuously recorded.
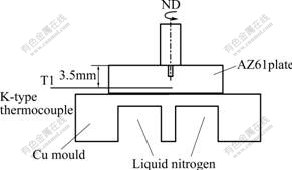
Fig.1 Schematic drawing of newly designed cooling system
The Vickers hardness tests were conducted on the cross-sectional plane, using a Vickers indenter with a 1.96 kN load for 10 s. The grain structures of etched specimens were examined by optical microscopy and scanning electron microscopy(SEM).
3 Results and discussion
The degree of refinement and the extent of homogeneity of the final microstructure are two aspects that are most noticeable in the material prepared by the FSP process. Microstructural characterization in this work is focused on the bottom of nugget zone, where the billet experiences the highest cooling rate. Figs.2 and 3 show the microstructures of the resultant samples after FSP with the advancing velocity of 30 mm/min and 25 mm/min, respectively. These different magnification SEM graphs all show that fine equiaxed grains from the recrystallization process distribute homogenously in the nugget region. Fig.4 depicts the characteristics of the recrystallized microstructures (DRX) of the billet after FSP at the advancing velocity of 30 mm/min. DRX grains with average size of 230 nm are homogeneously distributed, as depicted in Fig.4(a). Based on the statistic numbers of different-scale grains, the corresponding distribution percentage is charted as Fig.4(b), which shows that more than 80% of the grains are within 300 nm. From these results, it is concluded that the grains are refined effectively to less than 300 nm by FSP in this work, though the ultra-fine grains only exist in the bottom of the stirred zone.
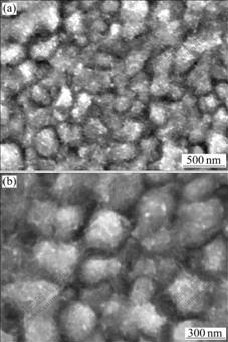
Fig.2 SEM images for pure AZ61 alloy plate FSPed by one pass with liquid N2 cooling under different magnifications (Advancing velocity of 30 mm/min)
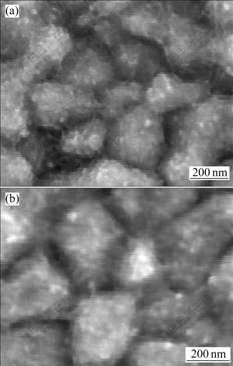
Fig.3 SEM images for pure AZ61 alloy plate FSPed by one pass with liquid N2 cooling under different magnifications (Advancing velocity of 25 mm/min)
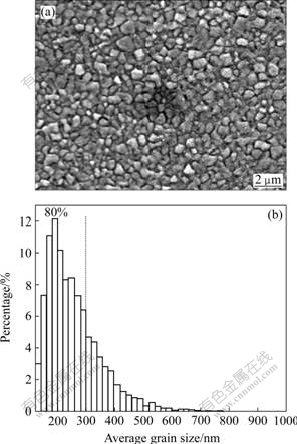
Fig.4 Micrograph of typical microstructure at low magnification(a) and corresponding grain size distribution(b)
These ultra-fine grains are also proved by microhardness tests. The typical microhardness reading, Hv, corresponding to the ultra-fine zone of the FSP specimens are depicted in Fig.5. The mean hardness value approaches Hv120-130, which is significantly higher than that of FSP AZ61 based alloys[16-18]. It isconsidered that the ultra-fine microstructure as well as the high density dislocations results in the superior mechanical property for the AZ61 alloy fabricated by FSP.
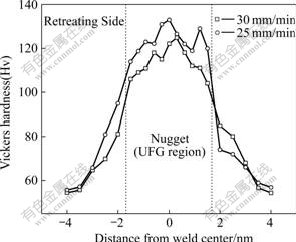
Fig.5 Microhardness profile of nugget of section in as-received AZ61 alloy
Previous works have demonstrated the inability to prepare ultra-fine grained microstructure in pure or Mg alloys with low content of alloying elements by SPD, such as ECAP[7-9]. This is reasonable from the physical point of view. Since the lattice and grain boundary diffusion rates of Mg at the working temperatures, for example, 300 ��, are 4.7��10-17 m2/s and 2��10-20�� m3/s, respectively[19] (where �� is the grain boundary width), are much higher than the values of 1.8��10-17 m2/s and 1.1��10-21�� m3/s for Al[19], the faster diffusion rate in the Mg alloys results in much faster grain growth rate during dynamic recrystallization process. However, based on the foregoing observations, it is sure the ultrafine structure in AZ61 Mg alloy has been produced by FSP combined with rapid heat sink in this work. Because the �� precipitates may be dissolved in the matrix during FSP, the heterogeneous nucleation of recrystallization process becomes very difficult. In order to make clear the mechanism for the formation of ultra-fine grain, the relationship between Zener- Hollomon parameter and the average recrystallized grain size can be used because recrystallization process occurs during the course of FSP[20]. First the strain rate and working temperature of the nugget region need to be determined based on the current conditions of FSP.
The material flow during FSP is driven by the rotating pin. The flow rate may be compatible to or lower than the rotation speed of the pin, since there would usually be a certain level of rotation lagging effect. By a simple linear assumption so that the average material flow rate, Rm, is about half of the pin rotational speed, Rp, the material flow strain rate, ![]() , during FSP may be derived by the torsion typed deformation as
, during FSP may be derived by the torsion typed deformation as
![]() (1)
(1)
where re and Le are the effective (or average) radius and depth of the dynamically recrystallized zone. It is noted that all materials within the dynamically recrystallized zone would undergo the plastic flow, and such a zone appears to be onion-like in shape. An effective radius, re, that can represent the average radius for all parts of the materials inside this zone, is assumed to equal about 0.78 (or ��/4[21]) of the observed zone boundary radius, rb. Similar discussion can also be applied to L. For a given Rp of 1200 r/min (or 13.3 r/s) with rb of about 3.5 mm and Lb of about 6 mm, then ![]() can be calculated to be about 40 s-1.
can be calculated to be about 40 s-1.
The working temperature measured at the bottom of nugget zone due to the rapid heat sink during FSP is about 480 K in this work. And the keeping time at that temperature is very short. It is the recrystallization temperature for AZ61 alloy in the study. It is known that dynamic recrystallization is generally acknowledged to happen within temperature ranges from 0.5-0.6Tm to 0.9-0.98Tm. For pure Mg, 0.5Tm corresponds to 470 K; the DRX temperature for AZ61, therefore, could be even lower than this temperature. Moreover, KAIBYSHEV and SITDIKOV[22] claimed that DRX occurred at room temperature, which corresponds to 0.3Tm in pure Mg when the strain is quite high. The average strain, ln(R) is approximate as high as 2.0 according to the model proposed by ARBEGAST[23] in the current FSP conditions. So it is reasonable that recrystallization process occurs at about 480 K for AZ61 alloy during the course of FSP.
WATANABE et al[24] reported that the grain size after DRX was dependent on the initial grain size. They proposed that initial grain size and the Z-parameter of Mg alloys could be related by the following empirical equation:
(drec/dini)=103��Z![]() =103��
=103��![]() (2)
(2)
where Z is the Z-parameter, ![]() is the strain rate, Q is the activation energy (=135 kJ/mol)[24], R is the gas constant and T is the temperature��drec is the attained grain size after DRX and dini is the initial grain size (75 mm). Therefore, the attained grain size after DRX process would be easily predicted by the combination of Eqn.(2). In this case, drec is calculated to be about 200 nm. Here, precipitates that are often helpful to stabilizing the microstructure (Zener pining) are not available because Mg17Al12 precipitates in AZ61 alloy dissolve into the matrix above 473 K[25]. So the low temperature in the current test is the critical factor to produce the ultra-fine microstructure for AZ61 alloy. In fact, the study of YANG and GHOSH[26] has shown that grain growth kinetics could be characterized by (dD/dt)��1/D5 for AZ61 alloy at 523 K, which demonstrates the low grain growth rate for AZ61 alloy when the working temperature is not very high[26].
is the strain rate, Q is the activation energy (=135 kJ/mol)[24], R is the gas constant and T is the temperature��drec is the attained grain size after DRX and dini is the initial grain size (75 mm). Therefore, the attained grain size after DRX process would be easily predicted by the combination of Eqn.(2). In this case, drec is calculated to be about 200 nm. Here, precipitates that are often helpful to stabilizing the microstructure (Zener pining) are not available because Mg17Al12 precipitates in AZ61 alloy dissolve into the matrix above 473 K[25]. So the low temperature in the current test is the critical factor to produce the ultra-fine microstructure for AZ61 alloy. In fact, the study of YANG and GHOSH[26] has shown that grain growth kinetics could be characterized by (dD/dt)��1/D5 for AZ61 alloy at 523 K, which demonstrates the low grain growth rate for AZ61 alloy when the working temperature is not very high[26].
4 Conclusions
1) Friction stir processing combined with rapid heat sink can produce an ultra-fine grained structure for AZ61 alloy. The mean grains can be refined to less than 300 nm.
2) Friction stir processing drastically increases the microhardness of AZ61 substrate. The mean value of Hv120-130 is almost three times higher than that of the AZ61 substrate.
References
[1] MORDIKE B L, EBERT T. Magnesium: Properties-applications- potential [J] Mater Sci Eng, 2001, 302 A: 37-45.
[2] KAINER K U. Magnesium alloys and technologies [M]. Weinheim: WILEY-VCH, Verlag GmbH & Co., 2003.
[3] PATRIDGE P G. Magnesium alloys and its applications [J]. Met Rev, 1967, 118: 169-178.
[4] MIYAHARA Y C, HORITA Z J, LANGDON T G. Exceptional superplasticity in an AZ61 magnesium alloy processed by extrusion and ECAP[J]. Mater Sci & Eng A, 2006, 420: 240-244.
[5] KIM W J, CHUNG S W, CHUNG C S, KUM D. Superplasticity in thin magnesium alloy sheets and deformation mechanism maps for magnesium alloys at elevated temperatures [J]. Acta Mater, 2001, 49: 3337-3345.
[6] LOWE T C, VALIEV R Z. Investigations and applications of severe plastic deformation[M]. Dordrecht: Kluwer Academic Publishers. 2000. 1-136.
[7] SOMEKAWA H, MUKAI T. Fracture toughness in Mg-Al-Zn alloy processed by equal-channel-angular extrusion[J]. Scripta Materialia, 2006, 54: 633-638.
[8] CHUVILDEEV V N, NIEH T G, GRYAZNOV M Y, SYSOEV A N, KOPYLOV I. Low-temperature superplasticity and internal friction in microcrystalline Mg alloys processed by ECAP [J]. Scripta Mater, 2004, 50: 861-865.
[9] YAMASHITA A, HORITA Z, LANGDON T G. Improving the mechanical properties of magnesium and a magnesium alloy through severe plastic deformation[J]. Mater Sci Eng, 2001, 300A: 142-147.
[10] MISHRA R S, MAHONEY M W. Friction stir processing: A new grain refinement technique to achieve high strain rate superplasticity in commercial alloys [J]. Mater Sci Forum, 2001, 357/3: 507-512.
[11] MISHRA R S, MAHONEY M W, MCFADDEN S X, MARA N A, MUKHERJEE A K. High strain rate superplasticity in a friction stir processed 7075 Al alloy[J]. Scripta Mater, 2000, 42: 163-168.
[12] BENAVIDES S, LI Y, MURR L E, MISHRA R S. Ultrafine grained materials[C]// The Minerals, Metals and Materials Society, 2000: 155.
[13] SAITO N, SHIGEMATSU I, KOMAYA T, TAMAKI T, YAMAUCHI G, NAKAMURA M. Grain refinement of 1050 aluminum alloy by friction stir processing [J]. J Mater Sci Lett, 2001, 20: 1913-1915.
[14] KWON Y J, SAITO N, SHIGEMATSU I. Friction stir process as a new manufacturing technique of ultrafine grained aluminum alloy [J]. J Mater Sci Lett, 2002, 21: 1473-1476.
[15] ZHAO Y H, LIN S B, WU L. Influence of pin size on welding shape and mechanical properties of friction stir welded 2014 Al alloy [J] Trans Nonferrous Met Soc China, 2005, 15(1): 92-96.
[16] MICHAEL M V, HUGH B. Magnesium and magnesium alloys, ASM Specialty Handbook [M]. Ohio: ASM Press, 1999: 17.
[17] MINO T, ASAKAWA M, LEE D, FUJIWARA T, MATSUZAKI K, KOBAYASHI M. Twin-roll strip casting of AZ61 magnesium alloy and improvement of formability by structure-control rolling [J]. Journal of Materials Processing Technology, 2006, 177: 534-538.
[18] MORISADA Y, FUJII H, NAGAOKA. Effect of friction stir processing with SiC particles on microstructure and hardness of AZ31 [J]. Mater Sci & Eng A, 2006, 433(1/2): 50-54.
[19] YAMASHITA A, HORITA Z, LANGDON T G. Influence of pressing temperature on microstructural development in equal-channel angular pressing [J]. Mater Sci Eng, 2000, 287A: 100-106.
[20] FORST H J, ASHBY M F. Deformation��mechanism maps [M]. Oxford: Pergamon Press, 1982: 21.
[21] GALIYEV A, SITDIKOV O, KAIBYSHEV R. Deformation behavior and controlling mechanisms for plastic flow of magnesium and magnesium alloy [J]. Mater Trans, 2003, 44(4): 426-435.
[22] KAIBYSHEV R, SITDIKOV O. Dynamic recrystallization in pure magnesium [J]. Mater Trans, 2001, 42(9): 1928-1937.
[23] ARBEGAST W J. Hot deformation of aluminum alloys III [C]// San Diego: TMS 2003, 2003: 313-345.
[24] WATANABE H, TSUTSUI H, MUKAI T, ISHIKAWA H. Grain size control of commercial wrought Mg-Al-Zn alloys utilizing dynamic recrystallization [J]. Mater Trans, 2001, 42: 1200-1205.
[25] MASSALSKI T B, OKAMOTO H, SUBRAMANIAN P R, KACPRZAK L. Binary alloy phase diagrams[M]. Ohio: ASM International, Materials Park, 1990: 2444-2465.
[26] YANG Q, GHOSH A K. Production of ultrafine-grain microstructure in Mg alloy by alternate biaxial reverse corrugation [J]. Acta Mater, 2006, 54: 5147-5158.
Foundation item: Project(50771067) supported by the National Natural Science Foundation of China
Corresponding author: WU Bao-lin; Tel: +86-24-89723976; E-mail:wubaolin@syiae.edu.cn; wubaolin02@yahoo.com.cn
[2] KAINER K U. Magnesium alloys and technologies [M]. Weinheim: WILEY-VCH, Verlag GmbH & Co., 2003.
[3] PATRIDGE P G. Magnesium alloys and its applications [J]. Met Rev, 1967, 118: 169-178.
[20] FORST H J, ASHBY M F. Deformation��mechanism maps [M]. Oxford: Pergamon Press, 1982: 21.
[23] ARBEGAST W J. Hot deformation of aluminum alloys III [C]// San Diego: TMS 2003, 2003: 313-345.
