

Deformation mechanism and forming properties of 6061Al alloys during compression in semi-solid state
SHANG Shu-zhen(������)1, LU Gui-min(·����)1, TANG Xiao-ling(��С��)1,
ZHAO Zu-xin(������)1, WU Cheng-ming(�����)2
1. Key Laboratory of Safety Science of Pressurized System, Ministry of Education,
East China University of Science and Technology, Shanghai 200237, China;
2. Zhejiang Geely Automobile Research Institute Co., Ltd., Linhai 317000, China
Received 13 May 2010; accepted 25 June 2010
Abstract:
The 6061 semi-solid aluminium alloy feedstocks prepared by near-liquidus casting were compressed in semi-solid state by means of Gleeble-3500 thermal-mechanical simulator. The relationship between the true stress and the true strain at different temperatures and strain rates was studied with the deformation degree of 70%. The microstructures during the deformation process were characterized. The deformation mechanism and thixo-forming properties of the semi-solid alloys were analyzed. The results show that the homogeneous and non-dendrite microstructures of semi-solid 6061Al alloy manufactured by near-liquidus casting technology could be transformed into semi-solid state with the microstructure suitable for thixo-forming which are composed of near-spherical grains and liquid phase with eutectic composition through reheating process. The deformation temperature and strain rate affect the peak stress significantly rather than steady flow stress. The resistance to deformation in semi-solid state decreases with the increase of the deformation temperature and decrease of the strain rate. At steady thixotropic deformation stage, the thixotropic property is uniform, and the main deformation mechanism is the rotating or sliding between the solid particles and the plastic deformation of the solid particles.
Key words:
semi-solid processing; 6061Al alloy; compression deformation; microstructural evolution; thixotropic property;
1 Introduction
Semi-solid metal (SSM) processing has been developed rapidly since 1970s, which is regarded as an advanced metal forming technology in 21st century. The key requirement of semisolid processing is the thixotropic slurry with non-dendritic morphologies of the un-melted phase[1-3]. Many different routes have been used to produce the required microstructure, including magnetohydrodynamic stirring (MHP), spray forming, strain induced melt activated (SIMA) recrystallisation and partial melting (RAP) etc[4-6]. The above methods require elaborate processing and/or special devices. Liquidus semi-continuous casting (LSC) is developed by Northeastern University in China. It is proved that the microstructures would be non-dendritic and equiaxed when the alloy melt is held closely near its liquidus temperature for a period of time, then cast semi-continuously[5].
SSM processing takes place between solidus and liquidus temperatures, combining the characteristics of casting and plastic deformation. At low solid volume fraction (lower than 50%-60%), the behavior of semi-solid metal shows rheological characteristic; at high solid volume fraction (higher than 50%-60%), the behavior of semi-solid metal presents rheological characteristic and shows mainly the viscoplasticity deformation characteristic of the solid skeleton composed of grain granules. The deforming mechanism of semi-solid metal in thixoforming process can be understood well only when the relationships between stress and strain are described. Many researchers have studied the relationship between the strain rate and stress during the thixotropic compression process[7-15]. Till now, since all of the above relevant researches have been performed, few of them have focused on the 6061Al alloy, which is a wrought aluminum alloy, has higher ductility and toughness than cast grade aluminum alloys such as A356 and A357, and is used to form the real automobile parts. So, there is still a great need to research the effects of variables such as deformation temperature and strain rate on deformation mechanism and forming properties of 6061Al alloy with high solid volume fraction.
In the present work, the semisolid billets of 6061Al alloy were prepared by liquidus semi-continuous casting. Study was focused on the microstructures and thixotropic deformation behaviors at high solid volume fraction during compression process.
2 Experimental
The experimental materials were the semi-solid 6061Al alloys with near-spherical grains fabricated by near-liquidus casting and conventionally as-cast 6061Al alloys with dendritic grains. Cylindrical samples (d12 mm��15 mm) were cut from the billets. In this study, the chemical composition of the 6061Al alloys is listed in Table 1.
Table 1 Chemical composition of 6061Al alloys (mass fraction, %)

The experiments were carried out on the Gleeble-3500 dynamic material testing machine. The samples were heated in the electric resistance furnace. The graphite slices were placed between the specimen and the compression heads for reducing the influence of the friction force.
The solidus of 6061Al alloys is 582 ��C, and the liquidus is 652 ��C. Therefore, the semi-solid deformation temperature period is 582-652 ��C. In order to study the characteristics of the deformation mechanism at high solid volume fraction of the alloy, the deformation temperatures were taken as 585, 595 and 605 ��C, respectively. According to the heating procedure shown in Fig.1, the initial heating rate was 5 ��C/s. When the sample reached 550 ��C, the heating rate was lowered down to 1 ��C/s. The holding time was 10 s after the above scheduled temperature was reached. Then, the semi-solid compression experiments were done under the strain rates of 0.01, 0.1, 1 and 10 s-1, respectively, in which the total strain was 0.7. The samples were taken immediately out for water quenching. The cross-sections of the samples were ground, polished and etched by standard metallographic techniques in order to observe the microstructure changes using Nikon E600POL optical microscope.

Fig.1 Experimental scheme of 6061Al alloy
3 Results and discussion
3.1 Microstructures of deformed and undeformed samples
The microstructures of conventionally as-cast 6061Al alloys with dendritic grains and the semi-solid sample fabricated by near-liquidus casting with near-spherical grains are given in Fig.2. Figs.3-5 show the deformed microstructures of semi-solid samples after thixotropic compression process at different temperatures and strain rates.
After the semi-solid 6061Al alloy was compressed by the large plastic deformation at 585 ��C and 595 ��C, its structure changed obviously as shown in Fig.3 and Fig.4. The regular globular grains were flatted under the relatively low strain rate of 0.01 s-1 as seen in Fig.3(a) and Fig.4(a). The higher the strain rate and the lower the deformation temperature, the more serious the changing degree of the microstructure, as seen in Fig.3(b) and Fig.4(b). Because of the high solid volume fraction at these temperatures, relatively few liquid phase in the semi-solid material ran basically off in the thixotropic compression deformation process, and the grains and the eutectic phase were deformed accordingly.

Fig.2 Microstructures of 6061Al alloy before compression process: (a) conventional as-cast sample; (b) Semi-solid sample fabricated by near-liquidus casting

Fig.3 Microstructures of semi-solid 6061Al alloy after compression process at 585 ��C: (a) 0.01 s-1; (b) 0.1 s-1
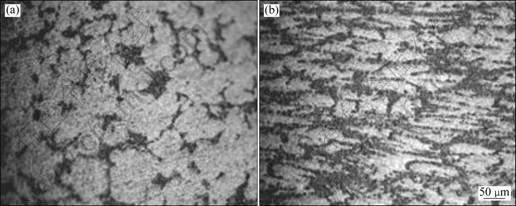
Fig.4 Microstructures of semi-solid 6061Al alloy after compression process at 595 ��C: (a) 0.01 s-1; (b) 10 s-1
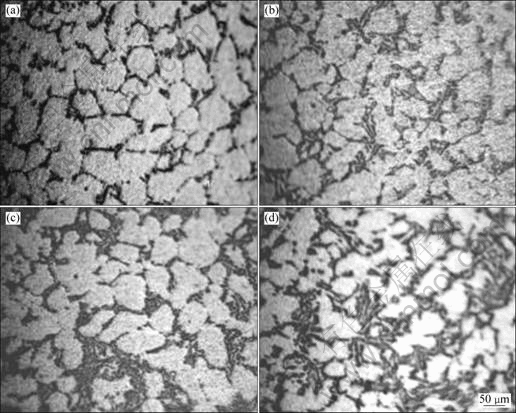
Fig.5 Microstructures of semi-solid 6061Al alloy after compression process at 605 ��C: (a) 0.01 s-1; (b) 0.1 s-1; (c) 1 s-1; (d) 10 s-1
It could be seen in Fig.5 that after the semi-solid 6061Al alloy was compressed by the large plastic deformation at 605 ��C, the structure did not change so obviously as that in Fig.3 and Fig.4. It should be noted that the distribution of the solid-liquid phase was homogenous and the solid grains were even more spherical than the preliminary semi-solid sample under the relatively low strain rate of 0.01 s-1 as seen in Fig.5(a). With the increase of the strain rate as seen in Fig.5(b)-(d), the liquid volume fraction increased, the distribution of the solid-liquid phase became more inhomogeneously and the changing degree of solid phase morphology increased. The liquid volume fraction increased at this temperature, so there was enough time for liquid phase to flow between the solid particles during the compression process under low strain rate. When the strain rate increased, more liquid phase entrapped within the center zone of the specimen and the solid particles deformed accordingly. One phenomenon could be seen that the dendrite occurred on cooling because the liquid phase congregated too much under high strain rates.
3.2 Relationships between stress and strain during compression process
The true stress-true strain curves of thixotropic compression at different temperatures and under various strain rates are shown in Fig.6. It could be seen that the developing trends resembled basically. At the beginning of the compression deformation, the stress increased rapidly with the increase of the strain. When the stress reached the peak value, the corresponding strain was around 0.1. The original stress value was large, because the solid particles contacted with each other in a very short time, leading to the plastic deformation and finally the rapid increase of the true stress. After the stress was almost unchanged for a short time with the increase of the strain, the particles of the solid phase skeleton slid and deformed gradually until it was destroyed thoroughly under pressure with the liquid paths forming at the same time. When the stress peak value platform was passed, the softening period corresponding to thixotropic flow appeared, during which the stress descended quickly with the increase of the strain. Then, the steady deformation stage began, the thixo-tropic property was uniform and the flow stress changed a little with the increase of the strain.
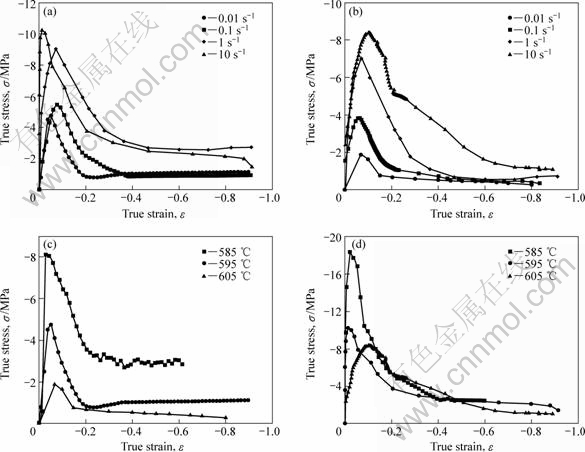
Fig.6 True stress-true strain curves of semi-solid 6061Al alloy during compression process at different temperatures and strain rates: (a) 595 ��C; (b) 605 ��C; (c) 0.01 s-1; (d) 10 s-1
The thixotropic flow depended on the strain rate in this way: with the increase of the strain rate, the peak stress increased while the change of steady stress was not so apparent as shown in Figs.6(a) and (b) at the same deformation temperature. As given in Figs.6(c) and (d) under the same strain rate condition, the higher the deformation temperature, the lower the deformation resistance, and the deformation resistance decreased obviously with the increase of the temperature. This was because the higher the deformation temperature, the thicker the film of liquid phase in grain boundary, and then the grain shape became nearly spherical, which made it slip and turn easily, so the deformation resistance decreased.
Under the relatively low strain rate of 0.01 s-1 as shown in Fig.6(c), the curves show that with the increase of the temperature, both the peak stress and steady stress decreased. As increasing the temperature resulted in the increase of the liquid volume fraction, there was a reduction in the content of interparticle contacts which reduced the peak stress. And there was enough time for liquid phase to flow among the solid particles during the compression process. Fig.6(d) shows the curves under the much higher strain rate of 10 s-1. It could be seen that the peak stress decreased with the increase of the temperature, but there was only a little difference between the steady stress. When the strain rate was relatively high, most liquid was squeezed out randomly by the strong shear stress. The steady stress did not give a clear rule with different solid contents of three curves.
In the thixotropic compression process of semi-solid 6061Al alloy, the deformation comprised four mechanism as follows: liquid flow, flow of liquid incorporating solid particles, sliding among solid particles and plastic deformation of solid particles. However, which mechanism was predominant during the deformation process depended on the deformation temperature and strain rate. With the increase of the deformation temperature, the solid volume fraction decreased accordingly, and the solid particles were surrounded by more liquid phase, which favored the deformation mechanism of liquid flow and flow of liquid incorporating solid particles. On the contrary, with the decrease of the deformation temperature, the function of sliding between solid particles and plastic deformation of solid particles increased because of the high solid volume fraction. At the same time, the lower the strain rate, the higher the function of liquid flow and flow of liquid incorporating solid particles mechanism at the same deformation temperature because of the enough time for liquid flow.
Under the circumstances of this experiment, the solid volume fraction was relatively high in thixotropic compression process for semi-solid 6061Al alloy especially at the deformation temperatures of 585 ��C and 595 ��C, the solid particles contacted with each other, and the deformation force was required to overcome the friction generated from the sliding among solid particles and also to overcome the restriction due to the spatial constraint imposed by the surrounding particles. So, the deformation mechanism of sliding among solid particles and plastic deformation of solid particles dominated the deformation process. When the deformation temperature was 605 ��C, although the deformation force was required mainly to overcome the rotating or sliding among solid particles and particle plastic deformation, the deformation mechanism of flow of liquid incorporating solid particles was more important than that for lower deformation temperature, especially under low strain rate, thus the deformation force was relatively small compared with the other two deformation temperatures.
4 Conclusions
1) Peak stress increased with the decrease of the deformation temperature and the increase of the strain rate. The change of the steady stress was not so obvious as for peak stress with the variety of the deformation temperature and the strain rate.
2) Under the circumstances of this experiment, the four deformation mechanisms of liquid flow, flow of liquid incorporating solid particles, sliding among solid particles and plastic deformation of solid particles coexisted during the thixotropic compression process of semi-solid 6061Al alloy. The deformation force was required mainly to overcome particle rotating or sliding and plastic deformation of the particles because of the high solid volume fraction. The deformation mechanism of the sliding among solid particles and plastic deformation of solid particles was dominant in the thixotropic compression process.
3) The flow of liquid incorporating solid particles deformation mechanism played a more important role at 605 ��C than at 585 ��C and 595 ��C.
References
[1] FLEMINGS M C. Behavior of metal alloys in the semi-solid state [J]. Metal Trans A, 1991, 22: 957-981.
[2] LASHKARI O, NAFISI S, GHOMASHCHI R. Microstructural characterization of rheo-cast billets prepared by variant pouring temperatures [J]. Mater Sci Eng A, 2006, 441: 49-59.
[3] WANG J G, LIN H Q, LI Y Q, JIANG Q C. Effect of initial as-cast microstructure on semisolid microstructure of AZ91D alloy during the strain-induced melt activation process [J]. J Alloys Compd, 2008, 457: 251-258.
[4] XIA K, TAUSIG G. Liquidus casting of a wrought aluminum alloy 2618 for thixoforming [J]. Mater Sci Eng A, 1998, 246: 1-10.
[5] DONG J, CUI J Z, LE Q C, LU G M. Liquidus semi-continuous casting, reheating and thixoforming of a wrought aluminum alloy 7075 [J]. Mater Sci Eng A, 2003, 345: 234-242.
[6] KLIAUGA A M, FERRANTE M. Liquid formation and microstructural evolution during re-heating and partial melting of an extruded A356 aluminium alloy [J]. Acta Mater, 2005, 53: 345-356.
[7] YAN H, ZHOU B F. Thixotropic deformation behavior of semi-solid AZ61 magnesium alloy during compression process [J]. Mater Sci Eng B, 2006, 132: 179-182.
[8] KIM W Y, KANG C G, KIM B M. Deformation behavior of wrought aluminum alloys in incremental compression with a closed die [J]. Mater Sci Eng A, 2005, 407: 196-200.
[9] SHAN W W, LUO S J. Mechanical behavior and microstructure during compression of semi-solid ZK60-RE magnesium alloy at high solid content [J]. Mater Sci Eng A, 2007, 465: 247-254.
[10] KIM W Y, KANG C G, KIM B M. The effect of the solid fraction on rheological behavior of wrought aluminum alloys in incremental compression experiments with a closed die [J]. Mater Sci Eng A, 2007, 447: 1-10.
[11] GEBELIN J C, SUERY M, FAVIER D. Characterisation of the rheological behaviour in the semi-solid state of grain-refined AZ91 magnesium alloys [J]. Mater Sci Eng A, 1999, 272: 134-144.
[12] CHO W G, KANG C G. Mechanical properties and their microstructure evaluation in the thixoforming process of semi-solid aluminum alloys [J]. Journal of Materials Processing Technology, 2000, 105: 269-277.
[13] KAPRANOS P, LIU T Y, ATKINSON H V, KIRKWOOD D H. Investigation into the rapid compression of semi-solid alloy slugs [J]. J Mater Process Technol, 2001, 111: 31-36.
[14] LIU T Y, ATKINSON H V, KAPRANOS P, KIRKWOOD D H, HOGG S C. Rapid compression of aluminium alloys and its relationship to thixoformability [J]. Metall Mater Trans A, 2003, 34: 1545-1554.
[15] KOPP R, CHOI J, NEUDENBERGER D. Simple compression test and simulation of an Sn-15% Pb alloy in the semi-solid state [J]. Journal of Materials Processing Technology, 2003, 135: 317-323.
(Edited by YANG Bing)
Foundation item: Project(50874049) supported by the National Natural Science Foundation of China; Project(2008DFB50020) supported by International Science and Technology Cooperation of Ministry of Science and Technology of China
Corresponding author: LU Gui-min; Tel: +86-21-64252170; E-mail: gmlu@ecust.edu.cn
DOI: 10.1016/S1003-6326(09)60365-4
