
DOI: 10.11817/j.ysxb.1004.0609.2020-35925
Ta-WͿ��/�ѺϽ���ϵ�����������弤����ʴ��Ϊ
��С��1���� ��1����ƽƽ1��������1���칢��1��������1���ij���2
(1. ���Ϲ���ѧԺ ��е����ѧԺ����̶ 411101��
2. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410083)
ժ Ҫ��
���õ绡���Ӷ�(AIP)��Ti-6.48Al-0.99Mo-0.91Fe(����������%) �ѺϽ�����Ʊ�Ta-10W(����������%)Ϳ�㡣ͨ�����弤���������ģ���ҩ������ʴ��������������Ԫ�¶ȳ���ֵģ�⡢X����������� (XRD)��ɨ��羵(SEM)������(EDS)�����ȷ������о�Ta-WͿ��/�ѺϽ���ϵ��������ѭ���ȼ�����ʴ��Ϊ��������������弤����ȹ����У����۵㡢���ȵ���(��ȴ���)Ta-WͿ�����ա������������ѺϽ����������ϱ������ã���10~40 s���ȣ�Ta-WͿ��ʹ����������ȴ���Ϳ������190~250 ��m���Լ�����125~180 ��m���Ǽ�����ƽ���¶ȴ���Ϳ������350~900 ����������250~500 �档���ڼ�������Ե�¶ȵ͡��²�����������Բ���ڿ������۵�AlԪ�ظ��������γɣ���ѭ����Ӧ�������£��������׳�Ϊ���������������Ʋ�Դ�ء��ѺϽ������Ⱥ��ۻ���ɷ�ƫ�����أ��γɸ�Al������Mo��Fe������ѭ����Ӧ�������£���Al����Ϊ����������ƵIJ�Դ�أ�Ta-WͿ���������Ⱥ��γ��ۻ��㡢�ۺϲ㡢��ɢ����ɵ�����֯����ʱ���ӳ����ߴ���С��Ta-WͿ�����ɢ�����ۻ��㵼��Ϳ��Ԫ�ظ����ڴ˶������������á�����Ϳ�������Ԫ�ػ���ɢ���ۺϲ��γɿ�(��)����ѭ����Ӧ�������£���(��)Ϊ��Դ�ڱ����������Ե�Ľ����������Ƶ���չ�ṩ���·�����������ʱ��(�������)�����ӣ����Ƴߴ������ɵ��¸�Ta-WԪ�ز�İ����ʧЧ�����ۻ���ѭ����Ӧ��ΪTa-WͿ��/�ѺϽ���ϵ�����������弤����ʴʧЧ����Ҫ���ء�
�ؼ��ʣ�
Ta-WͿ�����ѺϽ������弤���������ʴ��Ϊ��ѭ����Ӧ����
���±�ţ�1004-0609(2020)-09-2059-16���� ��ͼ����ţ�TB43���� ���ױ�־�룺A
���ź��պ��췢�������رȵIJ�����ߡ��㲿�������Լ������гɱ�������װ�������������������ܺ������ȵ�Ӧ������ij��֣����������������������������ս�����[1]���������ֹؼ��㲿������ȼ���ֻ�ҶƬ��ǹ�����ܵȣ�������¶�ڸ��¡�����ʴ���塢����ˢ�Ը��ٹ��������������������������ʴ�����С������ѺϽ�(����Ti-Al�������仯����)��������ı�ǿ�Ⱥ����õĸ������ܼ���������ܣ�����Ϊ�Ǽ���Ӧ��ǰ���������½ṹ����֮һ[2-3]�����ѺϽ�����ʴ����ĥ�����ܲ��ѵ��ص㣬�������������������Ӧ��[3-4]��
���CrͿ����ϵ��Ӧ���ڸֻ�ǹ�����ܼ���������ѹ���������棬����ʴ����ˢ����[5]�������Cr�����Ʊ���ʹ�����ײ������ƣ����Ʊ����̲���������CrΪ����Ⱦ������[6]�������������(PVD)Ta��W��Ta-W�ȸ���Ϳ�㱻��Ϊ�ǵ��Cr������������[4, 7-10]�������ڹ��ڱ����Ʊ���Ta�㣬��ʵ�����Ա��ֳ����������ʴ����[7-8]����Ta������(W)Ԫ��������һ�����TaͿ�������ʴ����ˢ���ܣ���Ta��W��Ti��Al�����Խ����仯�����γɶ�Ӱ��Ϳ��/������ϵ������[1, 4, 11]��Ta-WͿ���ʺ��Ѽ���Ͻ�ĸ��·�����
���弤����������ģ�ⲻͬ����(������������������������������)��ǹ�ڷ���ʱ�Źܱ��漫��ʱ����(5~10 ms)������������Ȼ����������ɱ�ݵ�������������ʴ���ܺ�ʧЧ����[12]��SHIN��[13]��DENG��[14]��Ϊ���弤������ܽϺõ�ģ��Ϳ��ѭ���ȼ���ʵ�ʹ�����COTE��[15]�о�������CrͿ��/�ڸֲ�����ϵ�����弤����Ⱥɹ۲쵽����ʵ�ʻ�ҩ������ʴ����������ƻ��������ܽϺõ�ģ��ʵ�ʹ�����
ǰ���о�������Ta-WͿ��/�ѺϽ���ϵ�߱����õĿ���������[4]�����漰Ԫ���ȶ�����[1]������δ����Ta��Ϳ��(Ta-WͿ��)/�ѺϽ���ϵӦ����ʵ����ʴ�����չ����ı����������������õ绡���Ӷ���ij�����ѺϽ�����Ʊ���Ta-WͿ�㣬�������弤�����ģ���ҩ������ʴ���������SYSWELD�����¶ȳ���ֵģ�⣬�о���Ta-WͿ��/�ѺϽ���ϵ�������������弤����ʴ��Ϊ��ʧЧ������ΪTa-WͿ�����ѺϽ������·�����Ӧ�ü���������ʴ���ܵ������ṩ����ָ����
1 ʵ��
1.1 ���ϼ�Ϳ���Ʊ�
ѡ���ɱ��Ѽ������Ƶ�ij��+�������ѺϽ�ѹ������Ϊ��������(����ɷ�Ti-6.48Al-0.99Mo-0.91Fe (����������%))�������ӹ��ɳߴ�Ϊd 35 mm��3 mm��ԲƬ�����õ绡���Ӷ�(AIP)�����ںϽ�������Ta-10W(����ɷ�(����������%))Ϳ�㣬Ta-W�в�ֱ��Ϊ100 mm������������ǰ������Ϳ��������ղ����ɲο�����[1, 4]����������Ta-10WͿ�㼰δ����Ϳ��Ļ���ԲƬ�����и��10 mm��10 mm��3 mm��Ƭ���Ա���к������顣
1.2 ���弤�����
�����人���켤��(����)�ɷ�����˾������JHM-1GXY-500�Ͷ�ܼ���ӹ�����Ta-WͿ��/�ѺϽ���ϵ���м�����ģ����ʴ������(���ҩ�����)��ѭ�������á����ڴ�ͳ���»�ҩ�ƽ���ÿ������ʱ��Ϊ5 ms��������ԼΪ1 J/mm2[12]����ˣ�����200 MW/m2����ʺ�5 ms���������ģ��ÿ��������Ȼ������յ�������ԼΪ1 J/mm2������ʱ��Ϊ5 ms�����ȹ��ֱ��Ϊ3 mm������Ƶ��Ϊ5 Hz������ʱ��Ϊ10��20��30��40 s����Ӧѭ�����ȴ���Ϊ50��100��150��200�Ρ��ڼ�����ƽ��¼���������仯����ƽ��������Ϊ0.1 mg��
1.3 ���弤������¶ȳ���ֵģ��
����SYSWELD���������弤����ȹ����¶ȳ�����ģ�⡣�������弤�����������ʵ�ʳߴ�(10 mm��10 mm��3 mm)��������Ԫģ�ͣ�������Դ�������ڽϴ��¶��ݶȣ���Bell Curve(��������)�ֲ���ʽ�ڳ��ȺͿ��ȷ������ڵ��м��������裬�����Էֲ���ʽ�ڸ߶ȷ������ڵ��������裬��ͼ1(a)��(b)��ʾ��ѡ��SYSWELD���⺸��ģ����ά��˹��Դģ�ͣ���Դֱ��Ϊ3 mm������Ƶ��Ϊ5 Hz���������Ϊ5 ms���������������ܲ�����ѡ����ͼ1(c)��ʾ��
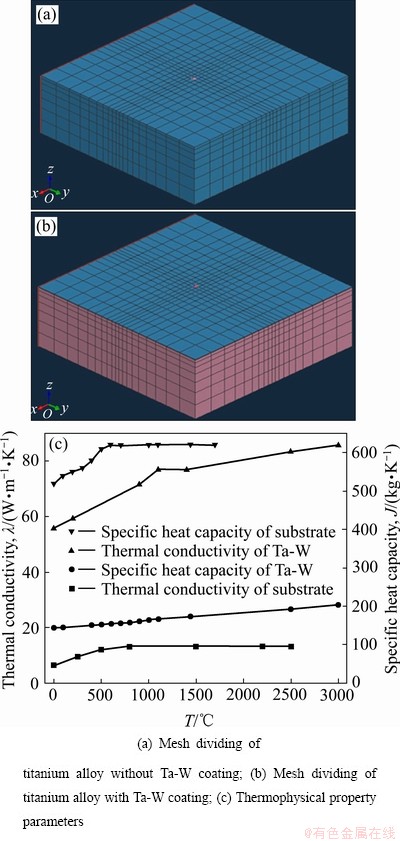
ͼ1 SYSWELD����Ԫ�������ּ���������������
Fig. 1 Mesh dividing and thermophysical properties parameters of SYSWELD finite element analysis
1.4 ������
����Rigaku D/Max 2500��X���������Ƕ���������ɽ��з�����ʹ��Cu ��K��1���ߣ�����0.154056 nm�����ٵ�ѹ36 kV������30 mA��ɨ������4 (��)/min������0.02�㣻����Sirion200������ɨ��羵(SEM)�۲���������ò����ʹ�����Դ���GENESIS60E������(EDS)��������Ԫ�طֲ������
2 ���������
2.1 �¶ȳ���ֵģ����
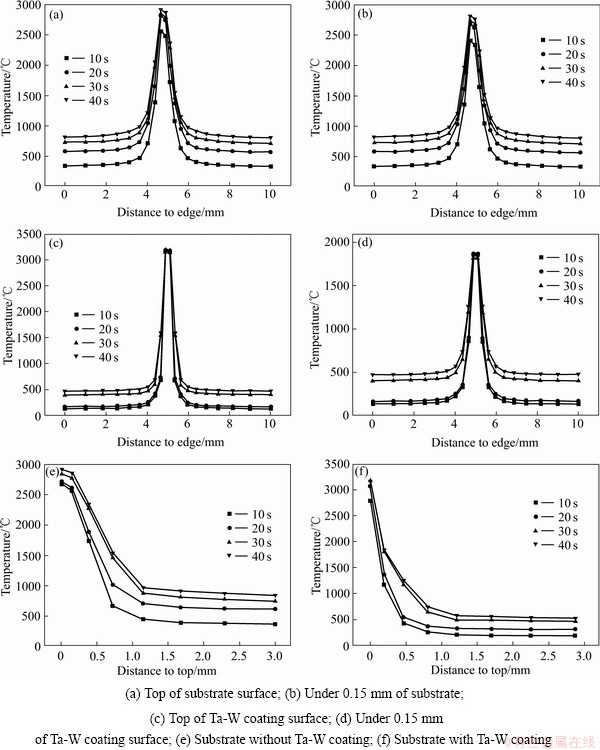
ͼ2 �ѺϽ�����Ta-WͿ���������弤����Ȳ�ͬʱ���ͬλ���¶�����
Fig. 2 Temperate distribution curves of different positions of Ti alloy substrate and Ta-W coating samples after laser pulse heating for different time
ͼ2��ʾΪ�ѺϽ�����Ta-WͿ���������弤������¶ȳ���ͬʱ���ͬλ�����ߡ���ͼ2(a)��֪���ѺϽ�����¶ȷ��ϸ�˹�ֲ����ɣ��ɼ�������Ե�����ļ������������ֵ��������������Լ3 mmֱ���������ڣ����������¶�ά���ڽϵ�ֵ�����ż���ʱ����ӳ�����������������������¶ȡ��Ǽ����������¶Ⱦ����ӣ���������¶ȷֱ�Ϊ2554.3 ��(10 s)��2826.7 ��(20 s)��2843.2 ��(30 s)��2920.2 ��(40 s)����ͼ3(a)~(d)��֪������Ǽ���������ƽ���¶ȷֱ�Ϊ350��580��800��900 �档����������������150 ��m��¶ȷֲ���������ƣ�����¶���2405.9~2816.7 ��䣬���ͬһ����ʱ������¶ȵ�Լ100~150 �棬��ͼ2(b)��ʾ�����Դ����۵�(1670 ��[2])Ϊ�ο�������ʱ��Ϊ10 s��20 sʱ�������������190 ��m��¶Ƚ��������۵�����(Լ1300 ��)��30 s��40 sʱ��������250 ��m��¶Ƚ��������۵����£���ͼ2(e)��ʾ��
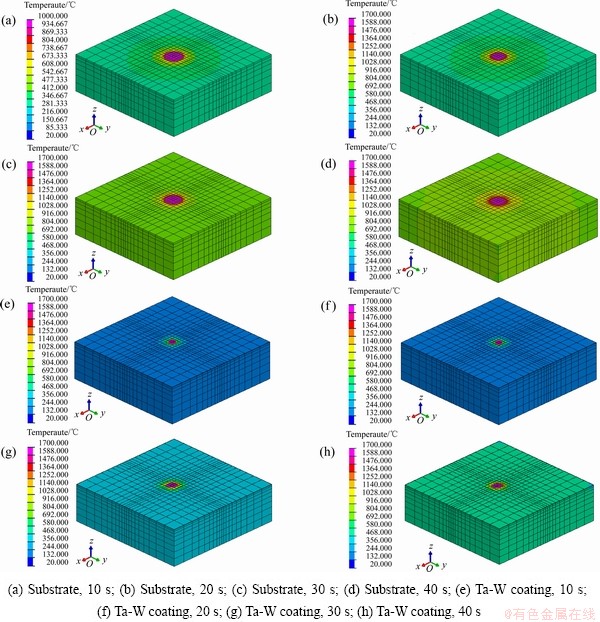
ͼ3 �ѺϽ�����Ta-WͿ��������ͬʱ�����弤������¶ȳ�����Ԫ�������
Fig. 3 SYSWELD finite element analysis results of temperate field after laser pulse heating for different time of Ti alloy substrate and Ta-W coating samples
����Ta-WͿ�����������¶ȷֲ���������ƣ���ͼ2(c)��ʾ����Ϳ�����������¶ȷֲ��������ص㣺1) ����¶����Ը�����Ϳ���������¶ȣ��ֱ�Ϊ3158.6 ��(10 s)��3176.5 ��(20 s)��3179.7 ��(30 s)��3150.9 ��(40 s)���������ʱ���ӳ������Ա仯��2) �¶ȷֲ������У�����1000 �������¶ȼ����ڼ�����������ΧԼ0.97 mm(10 s)��1.31 mm(20 s)��1.60 mm(30 s)��2.02 mm(40 s)�ڣ���Ϳ������������Լ0.2 mm(10 s)��0.2 mm(20 s)��0.68 mm(30 s)��0.68 mm(40 s)�ڣ�3) �Ǽ������¶ȱȻ����������Խ��ͣ�������ƽ���¶�ԼΪ250 ��(10 s��20 s����ͼ3(e)��(f))��500 ��(30 s��40 s����ͼ3(g)��(h))��Ta-WͿ��ɴ�����ͻ����¶ȣ�Ϳ��������������150 ��m�����¶���1817.5~1867.3 ��䣬�Ȼ����������¶Ƚ���1300 �����ң���ͼ2(d)��ʾ����ˣ�Ϳ�������ļ�������ȱȻ������������Լ�С������10 s��20 sʱ�������Ϊ125 ��m������30 s��40 sʱ�������Ϊ180 ��m����ͼ2(f)��ʾ��
Ta-10W�Ͻ�߱����۵�(3080 ��)���ϸ��ȵ���(25 �棬��Ta Ϊ54 W/(m��K)����TiΪ 15 W/(m��K))������[16]��ʹ���ȹ���������������Ϳ�㣬����Ϳ���������¶����ߣ������ֲ����Ӽ��У��Ӷ����ͻ����¶������ϡ����ö���С��������ȡ�
2.2 ��ʴ����ѧ
ͼ4��ʾΪ�ѺϽ����ͳ���Ta-WͿ���������弤�������ʴ����ѧ����(mg/cm2~s)����ͼ4(a)�ɿ���������10 s��20 sʱ����������������ֱ�߱仯������30 s��40 sʱ�����������������Լ�С�������ȶ��ڡ����ױ����������ѺϽ���900 �����������ѭ������ʱ���Ͻ���澭15������ѭ�����γɺ�����Ĥ��֮������Ĥ���ذ�����������Լ�С[4]����ͼ4(b)��ʾ��TC4�ѺϽ�900 �澲̬�����������ӣ��������ӿɴ�76.2 mg/cm2(��ͼ4(c)[17])�����о����ѺϽ��������¶ȿɴ�2920.2 �棬�������������ӽ�Ϊ0.1121 mg/cm2����������������(��ͼ5(a)~(d))����ͼ5(a)~(d)��֪������30 s�����������ڲ���ʼ�ʽ���������40 s������������ԣ��Ǽ�������ʱ����ӳ���������ɫ����Ĥ���ɫ��������ɣ�����������Ե�������䡣��ˣ����������弤�����ʱ����ʴ��Ϊ��Ҫ����Ϊ���������ۻ��ͷǼ����������������Ϳ�����������仯������������ƣ�����������С�ڻ�������������40 sʱ�������ӽ�Ϊ0.0132 mg/cm2��ԼΪ�����1/10�������ʱ����ӳ�����������Ta-WͿ���ۻ����������ԣ����Ǽ����������ò�����Ա仯����ͼ5(e)~(h)��ʾ���������˵�����������弤�����ʱ�伫�̣��������������̵Ľ��кͺ�����Ĥ���γɣ���������Ϊ����ҪʧЧ��ʽ��Ta-WͿ���ڴ����������弤����ȹ����б��ֳ����õĿ��������ܺͶԻ���ķ������á�
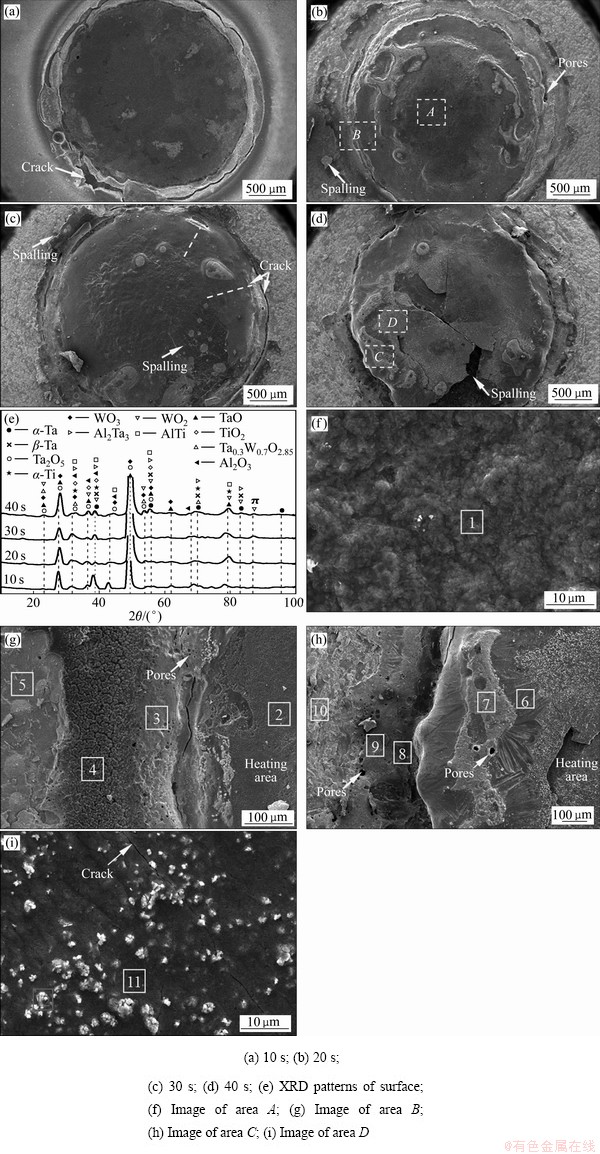
2.3 �ѺϽ��������������弤����ʴ����֯��ò
ͼ6��ʾΪ�ѺϽ�������弤����Ⱥ��������ò��XRD�ס���10 s���弤����Ⱥ������ֲڶ����ӣ������Եļ�����ʴ(��ʴ)״̬�������γ���״���ƣ����ִӼ�������Ե���м�����ĺ�������(��ɫ����)�����Ǽ�����������ò�����Ա仯����������Ե������γ������������ƣ���ͼ6(a)��ʾ�������ʱ����ӳ���������������״���Ƽ���Ե��������(�ߴ������)���ӣ���������Ե�������ְ��䣬��ͼ6(b)��(c)��ʾ������40 sʱ�����ű����ۻ��Ľ��У����������ij����Եġ�̨��״����������Ե�γ��˼����ᴩ������ĺ������ƣ���ͼ6(d)��ʾ����ͼ6(e)��XRD�����֪��Ti-6.48Al-0.99Mo-0.91Fe�Ͻ��ɦ�-Ti��������-Ti��ɣ����������ռ���10~40 s�Ͻ�����Ҫ�ɦ�-Ti����-Ti����ɣ�������TiO2��Al2O3�࣬�����γɵ�TiO2��Al2O3�������Ĥ�ϱ���EDS����ɽ�һ��˵������Ĥ��TiO2��Al2O3��������(��1λ��1Ԫ�غ���)������Ĥ����״�����ɶ��״(��ͼ6(f)��ͷ��ʾ)���ѺϽ�������ɶ�Ļ������Ĥ�Ի���ķ���Ч���dz�����[4]����Ϊ��ʴ�����յ���ʴ�ṩ����ݡ�ͨ�������ڼ�������Ե�¶�Զ�������������������������Բ���µ��۵�AlԪ���ڴ�����(��1��2��3��4��Al�����ֱ�ߴ�45.9%��40%��11.1%(��������))��ͬʱ���ڿ����γ���ۼ������γɿ�(��)����ͼ6(g)��ʾ���ں������弤������У���ѭ����Ӧ�������£�AlԪ�ظ���������(��)���׳�Ϊ���ƵIJ�Դ�أ��Ӷ��ڼ�������Ե������γ���������(��ͷ��ʾ)����Դ�ڸ������Ϳ�(��)���ɼ�������Ե���м�����ĺ������ơ�
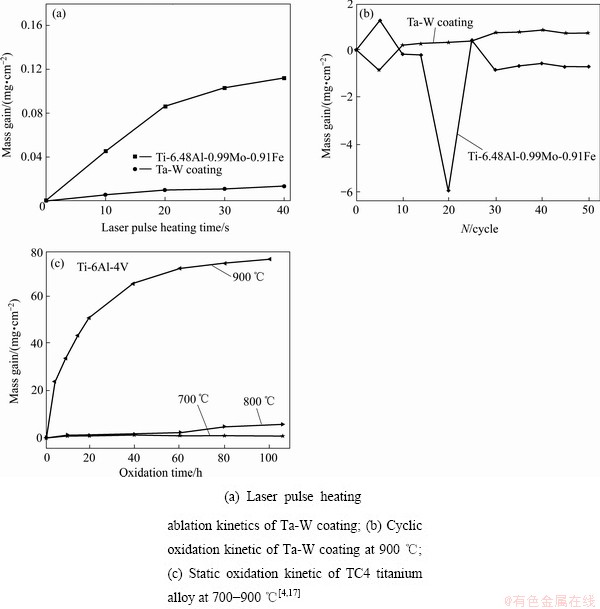
ͼ4 �ѺϽ�����Ta-WͿ�����弤�������ʴ����ѧ����
Fig. 4 Laser ablation kinetics of substrate and Ta-W coating
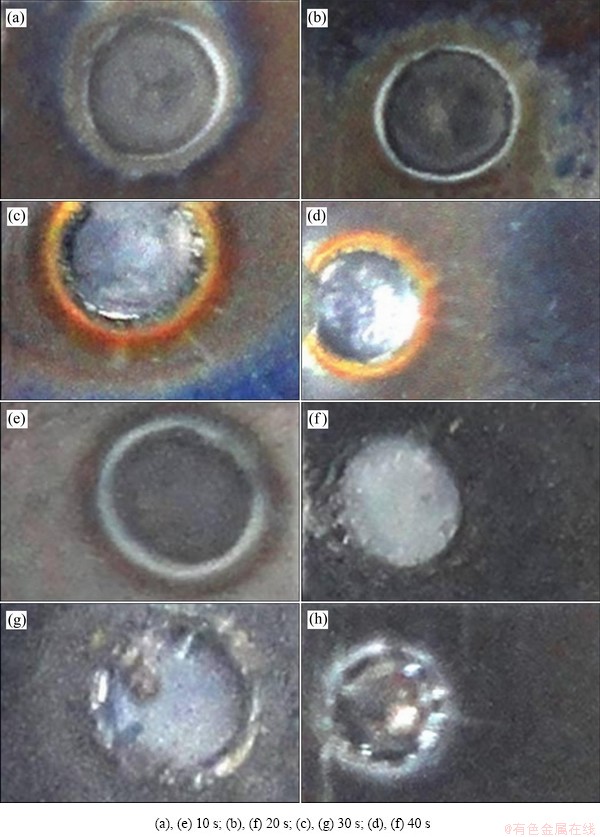
ͼ5 �ѺϽ�����Ta-WͿ�����弤�������ʴ�����ò
Fig. 5 Macrostructures of Ti alloy substrate((a)-(d)) and Ta-W coating((e)-(h))
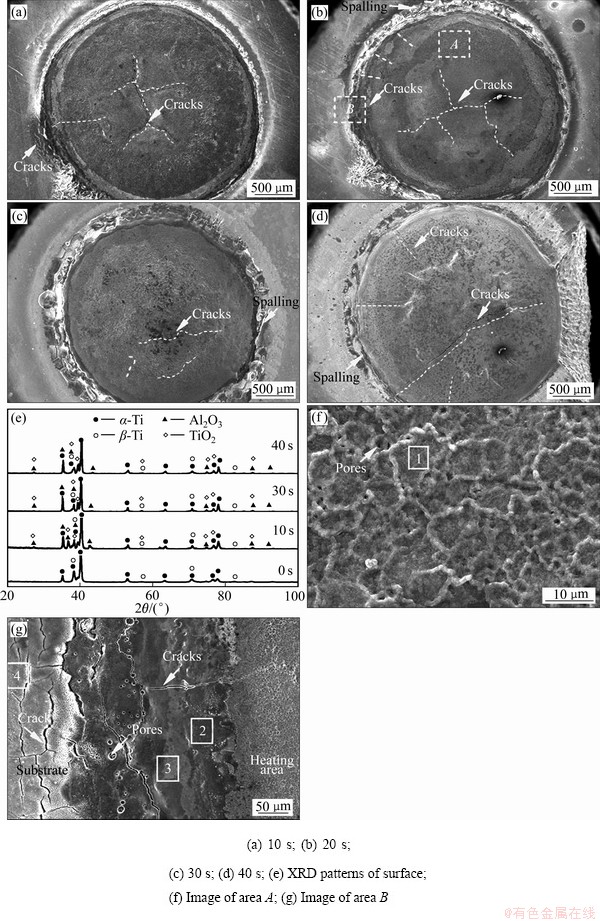
ͼ6 �ѺϽ�������弤����ȱ�������ò��XRD��
Fig. 6 Surface microstructures and XRD patterns of titanium alloy after laser pulse heating for different time
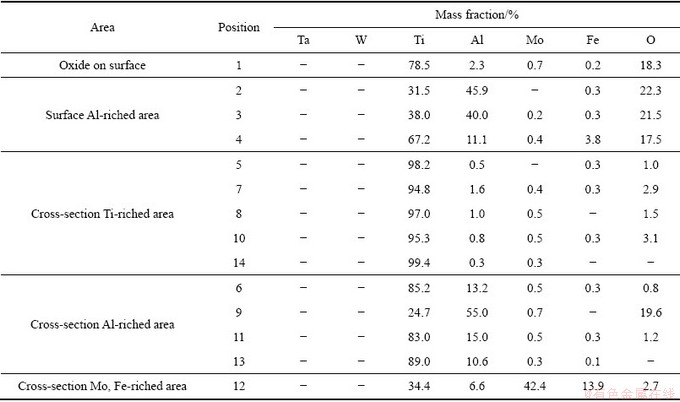
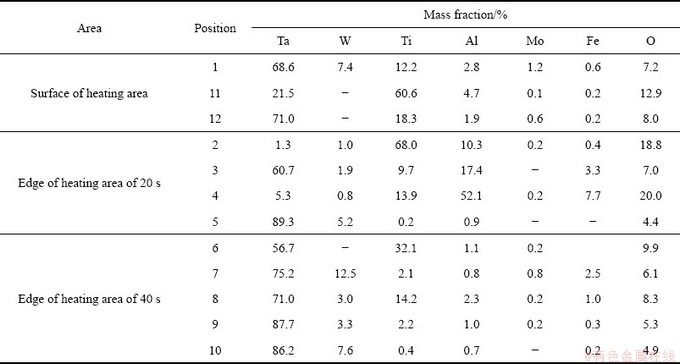
ͼ7��ʾΪ�ѺϽ�������弤����Ⱥ��������ò����ͼ7(a)~(c)��֪�����弤����Ⱥ��ڻ�������γɱ�Ե�����м����Ҷ��״��������(��ɫ������ʾ)������������һ��������£�������������Ҫ�ɼ���ʾ���[18]����ˣ���������������ʱ����ӳ��仯�����ԣ�����ʱ��Ϊ10��20��30 sʱ���ȷֱ�ԼΪ190��180��220 ��m�����¶ȳ�ģ�����Ǻϡ�����10 s��������ۻ������̺��γɡ���ɫ��������(ͼ7(a)��ͷ��ʾ����1λ��6��������12.1%(��������))�������ʱ���ӳ���20 s�����������۳ɸ�����(ͼ7(b)��ͷ��ʾ����1λ��9��������55.0%(��������))������30 sʱ������������֯������(ͼ7(c)��ͷ��ʾ����1λ��11��������45.5%(��������))����ѭ����Ӧ�������£����۵㸻����(��)�׳�Ϊ���ƵIJ�Դ�أ��ٽ��������������Ƶ��γɡ���ˣ������ڼ���10 s��㿪ʼ����Դ�ڸ����������������չ�ĺ�������(ͼ7(a)��Լ110 ��m)�������ʱ���ӳ���20 s��30 sʱ���������������Ƴߴ�������120 ��m(��ͼ7(b))��220 ��m(��ͼ7(c))����������������3�������֯�����Ϊ�ۻ��㣬�ɱ�����֦���ͽ��ִ���״����ɣ����Ϊ����֯�仯�����������۳أ��¶Ƚϸߣ���֯���ؽᾧ��������(�����ͷ��ʾ)�����Ϊ��Ӱ�������������֯��ѭ����Ӱ����ִֻ�������ͼ7(e)��ʾ���ۻ�������ɵ�����֦����ɣ���֦����֯�ڼ���10 sʱԼ30 ��m��(��ͼ7(a)��ɫ����)���ڼ���20 sʱ��Լ39 ��m���ڼ���30 sʱ����67 ��m�����ڼ�����ټ��ȡ���ȴ����֦����֯�ɷ�ƫ�����ԣ�֦���������̸��۵�TiԪ�ظ���(����1λ��5��7��8��10��14���Ѻ���ƫ��)��������۵�AlԪ�ظ���(��1λ��6��9��11��13������������ƫ��)�����ȹ����пɳ��ָ�Mo��Fe����(��ͼ7(h)�С���ɫ����������1λ��12����������ֱ�Ϊ42.4%��13.9% (��������))�����Ⱥ������O����Ϊ20.0%����(����1��1~4λ��)���ڲ�O������4.0%����(����1��7~14λ��)����ˣ����ڼ����������ʵ������ʱ��̣������������Ľ��У�������Ϊ�����ڻ�����档��������Ϊ�ѺϽ�����ڴ����������弤����ʴ�еķ���ҪʧЧ���ء�
ͼ7 �ѺϽ�������弤����Ƚ�������ò
Fig. 7 Cross-section microstructures of titanium alloy after laser pulse heating for different time
��1 ͼ7���ѺϽ�������弤���������Ԫ�ط������
Table 1 Elements contents of titanium alloy laser pulse heating in Fig. 7
2.4 Ta-WͿ��/�ѺϽ���ϵ�����������弤����ʴ����֯��ò
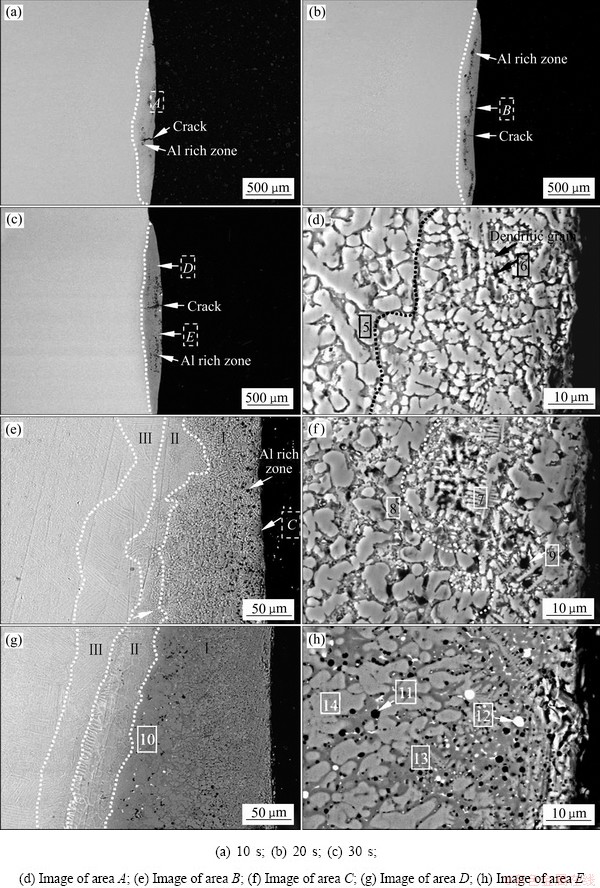
ͼ8��ʾΪTa-WͿ��/�ѺϽ�������弤����ȱ�������ò��XRD�ס���ͼ8(a)~(d)��֪�������������ͬ��Ϳ���������弤����ȳ��ڣ�����������Ĥ������δ�������ơ����ż���ʱ���ӳ���30 sʱ������ѭ����Ӧ������ʱ�����ӣ���������Ե������Ĥ��ʼ�������Ʋ��������伣��40 sʱ��������Ե������Ĥ�������ز���������չ����ͼ8(e)��EDS���(��2��λ��1 ��Ta��W�����ֱ�Ϊ68.6%��7.4% (��������))��֪������Ĥ��Ҫ�ɦ�-Ta2O5��WO3��WO2��Ta0.3W0.7O2.85��[TaO]������TiO2��Al2O3��������ɣ�����Ĥ���ܡ�����������Ч�赲O����ʴ�Գɷ���ɢ[19]���Ի�������Ч����������ȹ��̵Ľ��У�Ϳ���������漤����ʴ(��ʴ)��ò�����ԣ����������ijʡ�̨��״(��ͼ8(b)��(d)������)��������ִ�ߴ硰δ�ۡ���Ta-WͿ��Ԫ����֯(��ͼ8(b)~(d))�������ʱ����ӳ�����δ�ۡ�Ϳ����֯�ߴ��С���ʿ���״(��2��12λ�ã�Ta����Ϊ71%)���ֲ��ڸ�Ti��Al(��2��11λ�ã�Ti��Al�����ֱ�Ϊ60.6%��4.7%(��������))�ѺϽ������(Ϳ���������Ⱥ����XRD���ܼ��ѺϽ�������-Ti�ͦ�-Ti����ͼ8(e)��ʾ)����ͼ8(i)��ʾ��������������ƣ�Ϳ�������ڼ��ȳ��ڣ����ڼ�������Ǽ������²���ڼ�������Ե��ʼ�γ��������ƣ����ż���ʱ����ӳ�������������Ϳ����䡢��(��)(ͼ8(g)��ͷ��ʾ)�����۵�AlԪ�ظ�����(��2��2��3��4��Al�����ֱ�Ϊ10.3%��17.4%��52.1%(��������))��������������Ϳ��Ԫ��Ϊ��(��2��6~10��λ��Ta����Ϊ56%(��������)����)���������ơ�������Al���׳�Ϊ�������ƵIJ�Դ�أ��ٽ�����������Ƶ��γɣ���ͼ8(c)��ʾ��Ϳ���������Ⱥ����XRD���Ժ�Ϳ���-Ta�࣬˵��Ϳ������Ч����ͼ8(e)��ʾ��
ͼ8 Ta-WͿ��/�ѺϽ�������弤����ȱ�������ò��XRD��
Fig. 8 Surface microstructures and XRD patterns of Ta-W coated titanium alloy after laser pulse heating for different time
��2 ͼ8��Ta-WͿ��/�ѺϽ�������弤���������Ԫ��EDS�������
Table 2 Elements contents of Ta-W coating after laser pulse heating of positions shown in Fig. 8
ͼ9��ʾΪTa-WͿ��/�ѺϽ�������弤����Ƚ�������ò����ͼ9(a)��(c)��(e)��(g)��֪�������弤����Ⱥ����������γɱ�Ե�����м����Ҷ��״��������ȷֱ�ԼΪ218 ��m(10 s)��248 ��m(20 s)��227 ��m(30 s)��294 ��m(40 s)���������������Աȣ�Ϳ������������ò�����²�ͬ��1) ���ȳ���(10 s��20 s)�������������Ժ��������γɣ�˵���������߱����õĿ��������ܣ�2) �������������洦�γ�Ϳ�������Ԫ�ػ���ɢ�㣻3) ���ھ��ҵ�Ԫ�ػ���ɢ���ڼ������������洦���γɿ�(��)(��ͼ9(c)��(e)��(g)��ͷ��ʾ)��4) ��(��)�ɳ�Ϊ���Ʒ�չ�ġ���ݡ�;�����������������������Ե�������ơ���������Al���IJ�Դ�£��ٳɽ����������Ƶ��γɣ������¼���30 s��ʼ����ʼ�ڼ�������Ե���ؿ�(��)��չ�Ľ�����������(��ͼ9(e)��ͷ��ʾ)������40 s������������ᴩ����������(��ͼ9(g))����ͼ9(b)��(d)��(f)��(h)��֪��Ta-WͿ���������Ⱥ��γ�3��������֯�㣺���Ϊ�ۻ��㣬���ۻ���Ϳ���������ϻ�ϲ㣻���Ϊ�ۺϲ�(��)������̬�������۳ؽ����������ڸ������¶Ƚϸߣ������ʳ������ƣ����Ϊ��ɢ�㣬��Ϳ��ͻ���Ԫ�ؾ��ۺ�������ɢ���γɡ��ۻ����ȷֱ�ԼΪ145 ��m(10 s)��123 ��m(20 s)��190 ��m(30 s)��171 ��m(40 s)�����¶ȳ�ģ��ֲ������Ǻ�(����10 s��20 sʱ�����ڻ����۵������ԼΪ125 ��m������30 s��40 sʱԼΪ180 ��m)���������۵�Ta-WͿ�����������ۻ�������Ч�������弤��Ի������ʴ����ͼ10��֪���ۻ�����Ta-WͿ��ͻ���Ԫ����ɣ�����Ta��WԪ�ظ����ڴˣ������С�δ�ۻ����Ĵ�ߴ�Ϳ�����(��ͼ9(b)��(d)��(f)��(h)�С���ɫ��������֯)�������ʱ����ӳ���Ϳ��������ۻ����ߴ��С����ɢ�����ۻ���(��ͼ9(h))�����ȹ����У����۵㡢���ܶ�AlԪ�����ۻ��������̣����ۻ������γɸ�Al��(��)����ͼ9(d)��(f)��ʾ����ɫ������״��֯���ۺ���λ���۳��������洦���¶ȵ��ڻ�������۵㣬�����������֯�ʳ�������(��ͼ9(h))��Ԫ�ؾ���������ɢ���γɿ�(��)(��ͼ9(d))���ۺ����γɵĿ�(��)��ѭ����Ӧ�������¿�Ϊ�ô�������չ�ṩ����ݡ�;�����Ӷ����ٽ����������Ƶ��γ�(��ͼ9(e))��������ѭ����Ӧ������ʱ����ӳ����������ƿ���չ�����������������(��ͼ8(h))����Ӱ����Ϊ��Ta��WԪ����ɢ�㣬���ȹ�����Ϳ��Ԫ������巽����ɢ�����������¶ȸ����ѺϽ���� �� ��ת���¶�[1]��������Ԫ�ص���ɢ��
�� ��ת���¶�[1]��������Ԫ�ص���ɢ��
2.5 Ta-WͿ��/�ѺϽ���ϵ�����������弤����ʴ��Ϊ
Ta-W�Ͻ�ĸ��۵�(3080 ��)���ϸ��ȴ�����(54 W/(m��K)���Աȴ����ȵ���15 W/(m��K))������[16]��ʹͿ���ڼ��ȹ��������ա����������������ϡ����ö��������塣��ˣ����¶ȳ�����Ԫ���������֪���ڼ��ȹ����У�Ϳ�������ı�������¶ȸ�����Ϳ�����ģ���Ϳ���������¶ȷֲ������У���Ǽ�����ƽ���¶ȱ���Ϳ����������Ĵ������(���� 40 sʱ���Ǽ����������¶���߿ɽ���400 ��)������ȴ���Ϳ������Լ190~250 ��m��С��Ϳ��������125~180 ��m��
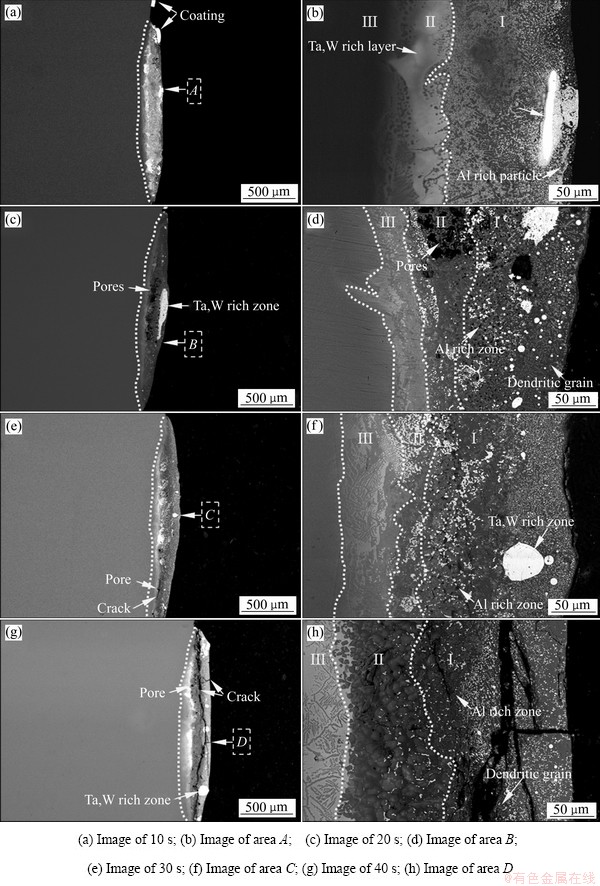
ͼ9 Ta-WͿ��/�ѺϽ���弤��������Ƚ�������ò
Fig. 9 Cross-section microstructures of Ta-W coated titanium alloy after laser pulse heating
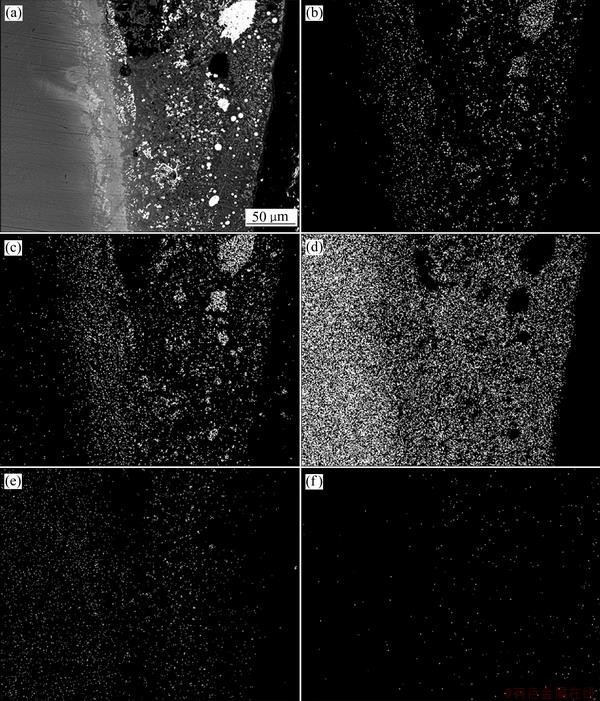
ͼ10 Ta-WͿ��/�ѺϽ�������弤����Ƚ�������ò��Ԫ�طֲ�
Fig. 10 Cross-section microstructure (a) and element section-distributions of Ta (b), W (c), Ti (d), Al (e) and O (f) after 20 s laser pulse heating
��Ȼ�ѺϽ�������弤����Ⱥ��潫�γɱ�������Ƿ�ѵ���״�����ɶ��TiO2��Al2O3�������Ĥ�������ڼ���ʱ��̡����ºͽ����ٶȿ죬������O����ɢ�������Ľ��У���������������������棬��������ʧЧΪ�������弤�������ʴ�ķ���ҪʧЧ���ء���������Ե�¶���Խϵͣ����������Բ�����ڻ�����γɸ�Al���Ϳ�(��)�����ڼ�������Ե�¶Ȳ������ڽ��¹����г��ܽϴ����Ӧ�����γ��������ƣ���ͼ6(g)��ʾ����Al���Ϳ�(��)�׳�Ϊ�������������չ���ƵIJ�Դ�أ��ٳɱ���������Ƶ��γɣ���ͼ6(a)~(d)��ʾ���������鼤��ʱ��ֲ��䣬�����������������ʱ��ı仯�����ԣ���Ҫ���ۻ��㡢����֯�仯�㡢��Ӱ�����ɡ��ѺϽ��ȵ��ʵ͡����������ܶȸߡ����������µ�����������ۻ�����ȣ����ڴִ���״�����γ�[20]���ۺ��������۳ض��¶Ƚϸߣ�����֯�г��ֻ������ơ��ۻ���Ԫ��ƫ���������ԣ������̵���֦����Ti��ƶAl��֦���主Al�����ܾۼ��ɸ�Al�������������γɸ�Mo��Fe��֯����ѭ����Ӧ�������£����۵㸻Al���ɳ�Ϊ���Ʋ�Դ�أ��ٳɽ����������(�������������״����)���γɡ����������Ƶ��γɿ�Ϊ��ʴ�������ṩ����ݡ�·��[5-6, 12]����Ԥ���ѺϽ���岢���߱�ֱ�ӱ�¶��������ʴ�������е�������
�����弤����Ⱥ�Ta-WͿ�����������¶����ߣ����¶ȷֲ����Ӽ��У��Ǽ������¶ȴ�����ͣ��ۻ��������Լ�С��Ϳ���ڼ��ȹ������������ϡ����ö�����������ϡ�Ϳ���������Ⱥ����γ����ܡ���������Ĥ������Ĥ�Ը�Ϳ��Ԫ��������Ϊ��������Ч�赲O�������ɢ��ʹ����������Ϊ���ޡ�Ϳ�����������������Ե�γɵĸ�Al���������ɳ�Ϊ�������������ƵIJ�Դ�أ������ٳɸ������������Ƶ��γɡ�������10~30 s��Ϳ����ֳ����õĿ��������ܣ�����������δ�γ��������ƣ�������40 s������������������ӣ���Դ�ڱ����������Ե��������Al�����������ƿ�����չ������Ĥ�������ԡ�Ϳ���������Ⱥ�����γ�3�������ۻ������ۺ�������Ӱ���������۵�Ta-WͿ���ڶ�ʱ���ڼ���δ��ȫ�ۻ����γɡ�δ�ۻ�����ߴ�Ta-WͿ������ֲ����ۻ��㣬�������ʱ����ӳ���Ϳ��������ۻ���С��ɢ�����ۻ��㡣����Ta��WͿ��Ԫ�ظ������ۻ��㣬����Ϊ���۵�Ϳ��Ԫ����Ȼ���������á�Ϳ���������Ⱥ����ۻ������γɸ�Al��(��)���ۺ���������֯�ʳ������ƣ��ڴ�����Ϳ�������Ԫ�ػ���ɢ���γɿ�����ȻTi��Ta��������ϵ��������Ta��WԪ���ۻ�����Ǽ������ѺϽ������²�Ӷ�����ѭ����Ӧ���Ĵ��ڡ�������ѭ����Ӧ�������£������������ƿ���Դ��Ϳ�����������������Ե�ĸ�Al���������������������ƣ������ۺ�����������չ���ɵ����������㲿�ְ��䡣
Ta-WͿ��/�ѺϽ���ϵ�����������弤�������ʴ��Ϊ��ͼ11��ʾ��
3 ����
1) �����弤�����ʱ���10 s������40 s���ѺϽ��������¶��ڴ�2554.3 ��������2920.2 �棬�Ǽ������¶ȴ�350 ��������900 �棬���������ԼΪ190~250 ��m��Ta-WͿ���������¶�������3150 �����ң����Ǽ������¶�ȴ���������250~ 500 �棬��������Լ�����125~180 ��m�����۵�Ta-WͿ��߱� �����ϡ����ñ������á�
2) �����������弤����Ⱥ��ѺϽ��������γ����ɶ����״TiO2��Al2O3�������Ĥ����Ta-WͿ�������γ����ܡ��������Ԧ�-Ta2O5��������Ϊ���ĸ�Ta��W����Ĥ�������ۼƼ���ʱ��̣����弰Ϳ���������طֱ��Ϊ0.1121 mg/cm2��0.0132 mg/cm2��������̬��������������������Ϊ����Ԫ�ؽ������������棬������������ҪʧЧ���ء�
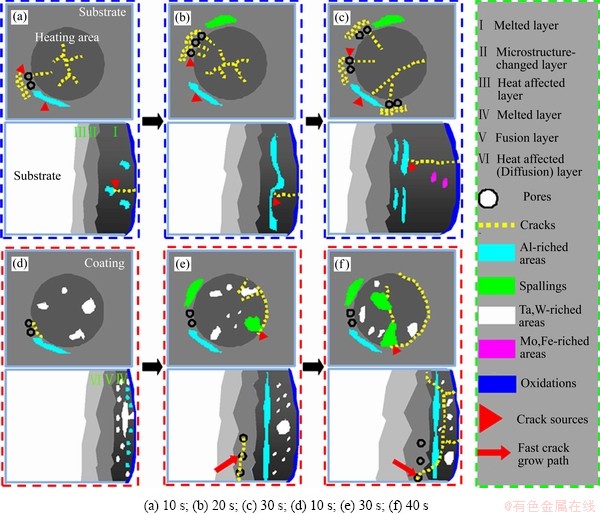
ͼ11 Ta-WͿ��/�ѺϽ������ϵ���弤�������ʴʾ��ͼ
Fig. 11 Schematic diagram of ablation behavior under pulse laser heating of titanium alloy((a)-(c)) and Ta-W coating((d)-(f)) for different time
3) Ta-WͿ���ܶ��ѺϽ��������Ч�������ã����弤������ۻ����ȴӻ����Լ190 ��m (10 s)��180 ��m (20 s)��220��m (30 s) ������Ϳ��������Լ145 ��m (10 s)��123 ��m (20 s)��190 ��m (30 s)��171 ��m (40 s)��ѭ����Ӧ�������£����������������Ե�γɵĸ�Al������(��)���ۻ����γɵĸ�Al��Ϊ���Ʋ�Դ�أ��״ٳɺ�����������Ƶ��γɣ����ɵ���������İ��䣻����Ta��WͿ��Ԫ����δ�ۿ���״�������ۻ���������������ã����ۻ���ѭ����Ӧ��Ϊ�������弤����ʴʧЧ����Ҫ���ء�
REFERENCES
[1] ��С��, ������, ��С��, �ⰲ��, �ij���. ���ȱ�¶��Ta-WͿ��/�ѺϽ���ϵ�ȶ���[J]. �й���ɫ����ѧ��, 2019, 29(6): 1198-1209.
PENG Xiao-min, DONG Li-jun, SUN Xiao-gang, WU An-ru, XIA Chang-qing. Stability of Ta-W coating/titanium alloy under pure thermal exposure[J]. The Chinese Journal of Nonferrous Metals, 2019, 29(6): 1198-1209.
[2] LEYENS C, PETERS M. Titanium and titanium alloys: Fundamentals and applications[M]. Weinheim: Wiley-VCH, 2006.
[3] ����Ⱥ, �Ʋ���, ��Ծ��, ����ũ. TiAl���Ͻ�Ŀ������Լ������[J]. ϡ�н��������빤��, 1999, 28(2): 93-96.
PENG Chao-qun, HUANG Bai-yun, HE Yue-hui, WANG Jian-nong. Oxidation resistance and its improvement of the Ti-Al based alloys[J]. Rare Metal Materials and Engineering, 1999, 28(2): 93-96.
[4] ��С��, �ij���, �ⰲ��, ������, ���, ̷����. �ѺϽ����Ta-WͿ����Ʊ���ѭ��������Ϊ[J]. �й���ɫ����ѧ��, 2015, 25(6): 1567-1578.
PENG Xiao-min, XIA Chang-qing, WU An-ru, DONG Li-jun, LI Dong-feng, TAN Ji-qiu. Preparation of Ta-W coating on titanium alloy and its oxidation behavior[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(6): 1567-1578.
[5] UNDERWOOD J H, VIGILANTE G N, MULLIGAN C P, TODARO M E. Thermomechanically controlled erosion in army cannons: A review[J]. Journal of Pressure Vessel Technology, Transactions of the ASME, 2006, 128(2): 168-172.
[6] UNDERWOOD J H, VIGILANTE G N, MULLIGAN C P. Review of thermo-mechanical cracking and wear mechanisms in large caliber guns[J]. Wear, 2007, 263(7/12): 1616-1621.
[7] LEE S L, WINDOVER D, AUDINO M. MATSON D W, MCCLANAHAN E D. High-rate sputter deposited tantalum coating on steel for wear and erosion mitigation[J]. Surface Coatings and Technology, 2002, 149(1): 62-69.
[8] LEE S L, CIPOLLO M, WINDOVER D, RICKARD C. Analysis of magnetron-sputtered tantalum coatings versus electrochemically deposited tantalum from molten salt[J]. Surface Coatings and Technology, 1999, 120/121: 44-52.
[9] COLIN J J, ABADIAS G, MICHEL A, JAOUEN C. On the origin of the metastable ��-Ta phase stabilization in tantalum sputtered thin films[J]. Acta Materialia, 2017, 126: 481-493.
[10] NIU Y S, CHEN M H, WANG J L, YANG L X, GUO C, ZHU S L, WANG F H. Preparation and thermal shock performance of thick ��-Ta coatings by direct current magnetron sputtering (DCMS)[J]. Surface Coatings and Technology, 2017, 321: 19-25.
[11] ��С��, ������, �̺���, ֣ ��, κ ��. CVD Ta/W���ϲ��ϵ���ѧ���ܼ�Ӱ������[J]. ϡ�н��������빤��, 2016, 45(1): 197-200.
QI Xiao-hong, HU Chang-yi, CAI Hong-zhong, ZHENG Xu, WEI Yan. Mechanical properties of the Ta/W composite prepared by CVD and their influencing factors[J]. Rare Metal Materials and Engineering, 2016, 45(1): 197-201.
[12] COTE P J, TODARO M E, KENDALL G, WITHERELL M. Gun bore erosion mechanisms revisited with laser pulse heating[J]. Surface Coatings and Technology, 2003, 163/164: 478-483.
[13] SHIN H G, JEON S, CHOI Y, SONG J K, LEE H. Degradation behaviour of TiN and TiCNcoatings after laser ablation[J]. Surface Engineering, 2014, 30(2): 142-147.
[14] DENG J, LI S, XING Y, LI Y. Studies on thermal shock resistance of TiN and TiAlN coatings under pulsed laser irradiation[J]. Surface Engineering, 2014, 30(3): 195-203.
[15] COTE P J, KENDALL G, TODARO M E. Laser pulse heating of gun bore coatings[J]. Surface and Coatings Technology, 2001, 146/147: 65-69.
[16] SHABALIN I L. Ultra-high temperature materials ��[M]. Berlin: Springer-Verlag, 2014.
[17] ��С��, �ij���, �����, ��Өӱ, �� ��. TC4 �ѺϽ���� NiCrAlYͿ���������Ϊ[J]. �й���ɫ����ѧ��, 2008, 18(4): 601-607.
PENG Xiao-min, XIA Chang-qing, WANG Jin-hui, LIU Ying-ying, LIU Juan. Oxidation behavior of TC4 titanium alloy with NiCrAlY coating[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(4): 601-607.
[18] YILBAS B S, AL-DWEIK A Y, AL-AQEELI N, AL-QAHTANI H M. Laser Pulse Heating of Surfaces and Thermal Stress Analysis[M]. Berlin: Springer-Verlag, 2014.
[19] CHANELIERE C, AUTRAN J L, DEVINE R A B, BALLAND B. Tantalum pentoxide(Ta2O5) thin films for advanced dielectric applications[J]. Materials Science and Engineering R, 1998, 22: 269-322
[20] �ݺ轭, ������, �� ��, ������, �� ��. TC11��ǿ�ѺϽ⺸�ӽ�ͷ������֯����ѧ����[J]. �й���ɫ����ѧ��, 2015, 25(1): 1-8.
YU Hong- jiang, FAN Ru- yi, HUANG Jian, PAN Li -hua, WANG Yong. Microstructure and mechanical properties of high- strength TC11 titanium alloy joints welded by laser beam[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(1): 1-8.
Ablation behavior of Ta-W coating/titanium alloy under laser pulse heating in ambient atmosphere
PENG Xiao-min1, ZHOU Fan1, GAO Ping-ping1, WANG Jian-ming1, ZHU Geng-li1, PENG Hua-feng1, XIA Chang-qing2
(1. School of Mechanical Engineering, Hunan Institute of Engineering, Xiangtan 411101, China;
2. School of Materials Science and Engineering, Central South University, Changsha 410083, China)
Abstract: Ta-10W (mass fraction, %) coating was deposited on Ti-6.48Al-0.99Mo-0.91Fe (mass fraction, %) titanium alloy by arc ion plating (AIP). Laser pulse heating was used to simulate the heat input and duration in a gun barrel during firing. Finite element analysis of temperate field, XRD, SEM and EDS analysis were carried out to study the behavior of the Ta-W coating/titanium alloy system during laser pulse heating in atmosphere. The results show that Ta-W coating absorbs and gathers heat during heating process for high melting point and thermal conductivity (comparing with the substrate), Ta-W coating can work as thermal barrier to the substrate for absorbing and gathering heat. During 10-40 s heating, the fusion depth obviously decreases from 190-250 ��m of the substrate to 125-180 ��m of the coating in heated zone and the average temperature sharply drops from 350-900 �� of the substrate to 250-500 �� in unheated zone after depositing Ta-W coating. Porous and reticular TiO2 and Al2O3 mixed oxides film forms on the substrate surface, but integrated, compact, mainly consisted of ��-Ta2O5 and Ta, W-riched oxides film forms on the coated sample. Unlike the static and cyclic oxidation in atmosphere, there are no obviously spalling of the laser pulse heated oxides film for the short heating time. High temperature oxidation is not the main failure factor of laser pulse heated Ta-W coating/titanium alloy system. For lower temperature, large temperature difference and poor fusant fluidity at the edge of heating zone, pores and Al-riched zone, which may be the sources of the transverse and longitudinal cracks under thermal cycling stress, form easily in this zone. Composition segregation is obvious in melted layer of the substrate, which leads to the formation of Al-riched belt and Mo, Fe-riched zone. The Al-riched belt may become the source of the transverse cracks in the cross section under thermal cycling stress. The cross section of Ta-W coated sample is made up of melted layer, fusion layer and inter-diffusion layer after heating. Ta-W coating particles sizes decrease with the heating time increasing, intersperse in the melted layer. Then, the melted layer is rich in Ta and W elements, which maintains the protective effect of the coating during the heating. The pore belts, forming during the inter-diffusion of coating and substrate elements, provid convenient paths for the longitudinal cracks in the cross section under thermal cycling stress. The size of the cracks increases with the heating time, which leads to the spalling of the Ta, W-riched layer. Heat fusing and thermal cycling stress are the main failure factors of laser pulse heated Ta-W coating/titanium alloy system.
Key words: Ta-W coating; titanium alloy; laser pulse heating; ablation behavior; thermal cycling stress
Foundation item: Projects(51671085, 51101054) supported by National Natural Science Foundation of China; Projects (2020JJ5100, 14JJ3132) supported by the Hunan Provincial Natural Science Foundation of China; Project(16B058) supported by the Scientific Research Fund of the Hunan Provincial Education Department, China
Received date: 2020-04-03; Accepted date: 2020-06-18
Corresponding author: PENG Xiao-min; Tel: +86-731-58688521; E-mail: xmpeng@hnie.edu.cn
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(51671085��51101054)������ʡ��Ȼ��ѧ����������Ŀ(2020JJ5100��14JJ3132)������ʡ����������������Ŀ(16B058)
�ո����ڣ�2020-04-03�������ڣ�2020-06-18
ͨ�����ߣ���С���������ڣ���ʿ���绰��0731-58688521��E-mail��xmpeng@hnie.edu.cn
ժ Ҫ�����õ绡���Ӷ�(AIP)��Ti-6.48Al-0.99Mo-0.91Fe(����������%) �ѺϽ�����Ʊ�Ta-10W(����������%)Ϳ�㡣ͨ�����弤���������ģ���ҩ������ʴ��������������Ԫ�¶ȳ���ֵģ�⡢X����������� (XRD)��ɨ��羵(SEM)������(EDS)�����ȷ������о�Ta-WͿ��/�ѺϽ���ϵ��������ѭ���ȼ�����ʴ��Ϊ��������������弤����ȹ����У����۵㡢���ȵ���(��ȴ���)Ta-WͿ�����ա������������ѺϽ����������ϱ������ã���10~40 s���ȣ�Ta-WͿ��ʹ����������ȴ���Ϳ������190~250 ��m���Լ�����125~180 ��m���Ǽ�����ƽ���¶ȴ���Ϳ������350~900 ����������250~500 �档���ڼ�������Ե�¶ȵ͡��²�����������Բ���ڿ������۵�AlԪ�ظ��������γɣ���ѭ����Ӧ�������£��������׳�Ϊ���������������Ʋ�Դ�ء��ѺϽ������Ⱥ��ۻ���ɷ�ƫ�����أ��γɸ�Al������Mo��Fe������ѭ����Ӧ�������£���Al����Ϊ����������ƵIJ�Դ�أ�Ta-WͿ���������Ⱥ��γ��ۻ��㡢�ۺϲ㡢��ɢ����ɵ�����֯����ʱ���ӳ����ߴ���С��Ta-WͿ�����ɢ�����ۻ��㵼��Ϳ��Ԫ�ظ����ڴ˶������������á�����Ϳ�������Ԫ�ػ���ɢ���ۺϲ��γɿ�(��)����ѭ����Ӧ�������£���(��)Ϊ��Դ�ڱ����������Ե�Ľ����������Ƶ���չ�ṩ���·�����������ʱ��(�������)�����ӣ����Ƴߴ������ɵ��¸�Ta-WԪ�ز�İ����ʧЧ�����ۻ���ѭ����Ӧ��ΪTa-WͿ��/�ѺϽ���ϵ�����������弤����ʴʧЧ����Ҫ���ء�
