
DOI�� 10.11817/j.issn.1672-7207.2019.11.008
5052���Ͻ�����������Ӧ����ʵ������������о�
����Ȩ1,����ΰ1,������1, 2, 3,������1,��־��3
��1. ��̶��ѧ ���ӻ�������Ӧ�ü�������ʡ�ص�ʵ���ң����� ��̶��411105��
2. ���пƼ���ѧ ���ϳ�����ģ���������ص�ʵ���ң����� �人��430074��
3. �ձ�᪸���ѧ ��е��ϵͳ����ϵ���ձ� ᪸���501-1193��
ժ Ҫ��
on3369���������������5052���Ͻ�����������ʵ�飬�о��úϽ��ڱ����¶�Ϊ523��723 K��Ӧ������Ϊ0.001��0.100 s-1�����µ�����Ӧ����Ϊ����ʵ�������������ֵ���������������ʵ�������жԱȡ��о����������5052���Ͻ������Ӧ�����¶����߶����ͣ���Ӧ�����������������Zener-Hollomon������Arrhenius˫�����ҹ�ϵ�������úϽ��������Ӧ����Ϊ������μ�����Ϊ162.72 kJ/mol���������챾�����̿���ȷ����������������̵�����������673 Kʱʵ�����������������á�
�ؼ���:5052���Ͻ𣻸������죻������ϵ������죻��ֵ����
��ͼ�����:TG314.4 ���ױ�־��:A ���±��:1672-7207��2019��11-2695-08
Research on heat-tensile flow stress and solid boss plate forging for 5052 aluminum alloy
LIN��Qiquan1, WANG��Xiaowei1, DONG��Wenzheng1, 2, 3, LI��Yantao1, WANG��Zhigang3
(1. Hunan Key Laboratory of Welding Robots and Applied Technologies, Xiangtan University,Xiangtan 411105, China��
2. State Key Laboratory of Material Forming and Mould Technology,Huazhong University of Science and Technology, Wuhan 430074, China��
3. Department of Mechanical and Systems Engineering, Gifu University, Gifu 501-1193, Japan)
Abstract: The flow stress behavior of 5052 aluminum alloy during hot tensile deformation was studied by thermal simulation test at the deformation temperature of 523-723 K and the strain rate of 0.001-0.100 s-1 on the Instron3369 universal testing machine. The numerical simulation results of the solid boss caused by plate forging was compared with those of the experiment of sheet forging. The results show that the flow stress of 5052 aluminum alloy decreases with the increase of temperature and increases with the increase of strain rate. The flow stress can be represented by a Zener-Hollomon parameter in the hyperbolic sine equation, with the hot deformation activation energy being 162.72 kJ/mol. The constitutive equation can accurately describe the characteristics of the solid boss caused by plate forging, and the forming property of the solid boss plate forging is the best at 673 K.
Key words: 5052 aluminum alloy; high temperature tensile; constitutive model; plate forging; numerical simulation
���Ͻ���Ϊһ���ܶȵ͡���ǿ�ȸߵ���Ͻ���ϱ��㷺Ӧ�����������졢���캽�յȹ�ҵ����Ȼ�������Ͻ������������Եͣ��������ܲ��ˣ��俪����Ӧ���ܵ��˺ܴ���Լ�������һ���⣬�����ʺ����Ͻ��ȳ��ι�������������о��ߵĹ㷺�о�[1-4]�����Ͻ������ڶ࣬���ȴ�����״̬Ҳ������ͬ��Ҫͨ�����ȳ��μ����������Ͻ��ĵij������ܣ������Ͻ���ϵ�ѡ����Ϊ��Ҫ�����������ܹ�ΰ��[5-8]��7075��7151�ȸ�ǿ���Ͻ�����������ܡ�����֯��������Ϊ�Ƚ��������ȳ��μ����о�����7������ϵ���Ͻ������ɱ��ߣ���Ҫ���ں��캽������ѡ�������ɱ���Խϵͺͳ����������õ�5000ϵ���Ͻ��Ľ����³��μ����о�������Ҫ��ʵ�����塣5052���Ͻ�����Al-Mgϵ�Ͻ���ʴ�Ժͼӹ��Ժã��������е�ǿ�ȣ���Ҫ��������ɻ����䡢�ܡ������ӽ���Լ�װ�μ����мܡ�í���ȡ��Խ�����ı������̵��о�һֱ�ǽ������Գ����о����ص㣬Ŀǰ������5052���Ͻ���о���Ӧ������Ҫ�����ںϽ��ƣ�����ܡ���֯���ܼ����Ͻ��Ͳĵ����ȼ�ѹ���κͰ�ĵij��³����ϡ���������[9-10]ѡ��5052���Ͻ���������չ���¶�Ϊ573��723 K��Ӧ������Ϊ0.001��10.00 s-1��ѹ�����飬������Zener-Hollmon����ģ�͵õ��˱������̣�TIAN��[11-12]�о���Ӧ�����ʶ�5A02-O���Ͻ����¶�̬��ѧ��Ϊ����֯�ݱ��Ӱ�졣Ŀǰ���й�5052���Ͻ�������������Ӧ���о���δ���������������ι��������ϻ��߰��Ʒë���ڲ�ͬ�¶��½�������ߡ������ȴ�ͳ�İ�ij��ι�����ģ�͡���֡���ѹ�ȴ�ͳ��������ι������ϵĸ��ϳ��ι��գ�Ŀǰ���������μ������ձ����¹��ȹ�ҵ������ҵõ��˴����ƹ㣬�������˴����İ����������[13-14]����MERKLEIN��[15]���ڰ������μ������Ժ��Ϊ2 mm��C40��Ϊ���ϣ������ԲͲ���ְ����һ�廯���η���������˴�ͳ���ӹ������ɱ��ߡ�Ч�ʵ͵����⡣KO��[16]��������漷�������ι��գ����δ�2��������������������ۣ������˴�ͳ���ι��գ�����С�������������WANG��[17-18]���°�ͳ��Ρ������ij��ν������о�������˴�ͳ�ӹ��пձ��������������ʹ��Ҫ��ͼӹ��Ѷȴ�����⡣LIN��[19-20]�Ժ�巭�ߺͱ��������ذ���ϳ��ι��ա�Ͳ�μ�ʵ����������ι��ռ������������о�������������5052���Ͻ���Ϊ�о�����������Instron3369�����������������������ʵ�飬��ò�ͬ�¶Ⱥ�Ӧ�������µĵ�Ӧ��Ӧ�����ߣ�����Hollomenģ�ͽ����������ȱ��������µ�5052���Ͻ𱾹����̡�����õı������̵���DEFORM�����У��Դ�����ṹ��Ͳ�μ����а������³�������Ԫ��ֵģ�Ⲣ������а������³���ʵ�飬̽�ֲ�ͬ���ղ�����ģ�߽ṹ������ʵ����ij����ԣ�ͨ���������μ���߶ȡ��ײ��������Լ���ȵ�ʵ��ֵ��ģ��ֵ����֤�ñ������̵�ȷ�Ժ���Ч�ԡ�
1 5052���Ͻ��������ʵ��
1.1��ʵ�����
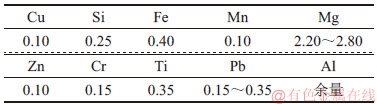
�³��μ�����ָ������ë��ͨ������װ�ü��ȵ�һ�������¶ȣ���֤�����ڸ��¶��¾��нϺõ���չ�ԣ�Ȼ�����Ⱥ��ë��������ģ���н��г��Σ��Ӷ���þ�����ȴص���С���ṹ���ӵ��㲿�����չ��̡�Ϊ�˵õ����������ȳ�������Ԫ��ֵ���������Ӧ��ģ�ͣ�����Բ��Ͻ���������������顣ʵ�����Ϊ5052-H32���Ͻ��ģ��仯ѧ�ɷ����1��ʾ��ʵ������������״���ݹ���GB/T 228.1��2010��ƣ���ͼ1��ʾ����ʵ������У�����������Instron3369��������������ļ���װ���м��ȵ��趨�¶ȣ�������3 min��ʹ�������¶Ⱦ��ȣ�Ȼ����λ�Ƽ���ֱ�����ѡ������¶�Ϊ523��723 K��Ӧ������Ϊ0.001��0.100 s-1���¶Ⱥ�Ӧ�������ɼ����ϵͳ�Զ����ơ�
��1��5052-H32���Ͻ�ѧ�ɷ�(��������)
Table 1��Chemical compositions of 5052-H32 aluminum alloy%
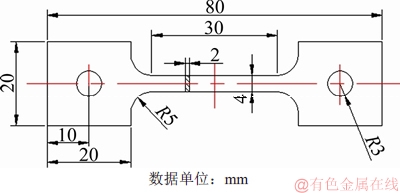
ͼ1���������������������γߴ�
Fig. 1��Geometrical dimensions of specimen for high temperature tensile test
1.2����Ӧ��-Ӧ������
ͨ���ڲ�ͬӦ�����ʺ��¶��µĽ���������ʵ�飬���5052���Ͻ����Ӧ��-Ӧ��������ͼ2��ʾ����ͼ2�ɿ���������Ӧ�䲻��������Ӧ����Ѹ���������ߵ�����ǿ�Ⱥ�Ӧ����������Ʊ仺����Ӧ�䳬��һ��ֵ��Ӧ��ά�ֲ���������½�ֱ�����ѷ������ڵ��Խ�ʱ�����ϵĵ���ģ���������ֲ��䣬�������Ա��η���ʱ���Ͻ���ϵ���֯�ܵ�Ӱ�죬���¶�Խ�ߣ�����ǿ��Խ�ͣ�����ǿ��ҲԽ�͡�
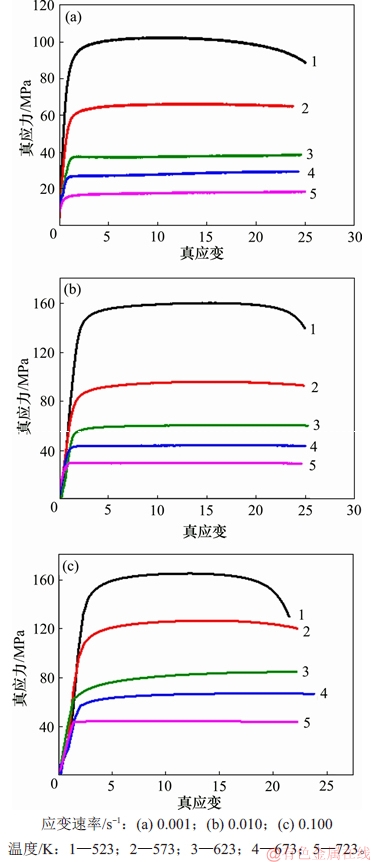
ͼ2��5052���Ͻ��ڲ�ͬ�¶Ⱥ�Ӧ�������µ���Ӧ��-��Ӧ������
Fig. 2��True stress-true strain curves of 5052 aluminum alloy at different temperatures and strain rates
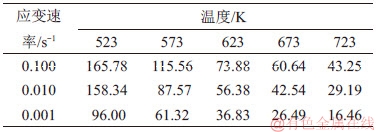
ͼ2�в�ͬ���������µķ�ֵӦ������2���ӱ�2�ɼ�����һ��Ӧ�������£������¶����ߣ���ֵӦ������ʸ�������ԣ���Ӧ������Ϊ0.01 s-1���¶ȴ�523 K���ߵ�723 Kʱ����Ӧ�ķ�ֵӦ����158.34 MPa���ٵ�29.19 MPa������һ�������¶��£�����Ӧ����������ֵӦ�����ֳ�������ԣ��統�¶�Ϊ673 K��Ӧ�����ʴ�0.001 s-1����0.100 s-1ʱ����ֵӦ����26.49 MPa����60.64 MPa��
��2����ͬ���������µķ�ֵӦ��
Table 2��Peak stress of alloy under different deformation conditions MPa
1.3��5052���Ͻ𱾹����̵Ľ���
�������ȱ��ι����У����ϵ�����Ӧ����Ϊ������¶ȡ�Ӧ���ʺ�Ӧ��֮�������Ϲ�ϵ���Բ��������ȳ��ι��յ���ֵģ���������Ҫ���塣�κ�Ӧ�����̬�µĸ�������Ӧ��



�����������£�

ʽ�У�A1��A2��A��n1��n���ºͦ���Ϊ������A��A1��A2Ϊ�ṹ���ӣ�QΪ���μ����ܣ�TΪ����ѧ�¶ȣ�RΪ���峣����
���⣬SELLARS��[21]ͨ��ʵ����֤���ȱ��ε�������ͨ���¶Ȳ���Ӧ����������Zener-Hollomon����Z��������

��ʽ(1)��ʽ(2)ȡ�����ã�


��ʽ(3)����ȡ������ƫ�ֵõ��ȱ��μ�����Q��

��ʽ(4)����ȡ������

����������ʽ��Ӱ�����ؽ������Իع鴦���õ�5052���Ͻ��ֵӦ�����Ӱ���������Իع鴦����ϵ���ߣ���ͼ3��ʾ����ͼ3�����A=3.14��1014��n=5.055����=0.0211��Q =162.72 kJ/mol�����ԣ�5052���Ͻ��ȱ��εIJ��ϱ�������Ϊ

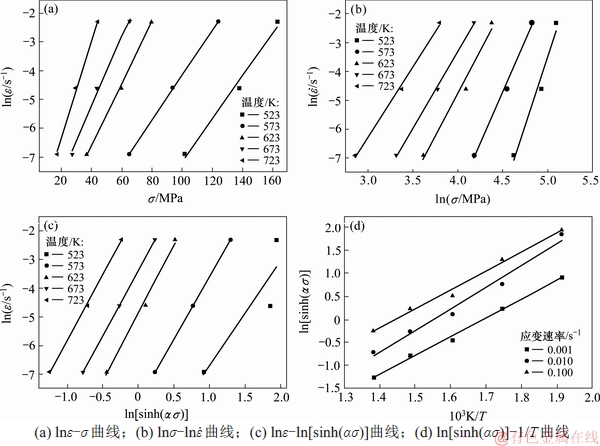
ͼ3��5052���Ͻ��ֵӦ�����Ӱ���������Իع鴦����ϵ����
Fig. 3��Linear fitting curves of peak stress and influence factors of 5052 aluminum alloy
1.4��ģ�ͼ�������ʵ��Ƚ�
������õĸ�ϵ�����ص�����Ӧ�������У���������Ӧ����ͼ4��ʾΪ��ͬӦ�䡢Ӧ�����ʡ��¶���Ӧ����ʵ��ֵ�����ֵ�Աȡ���ͼ4�ɼ���Ӧ���������ߺ�ʵ�����ߵı仯���ƺ���ֵ���Ͻӽ������ƫ��Ϊ5.64%����ˣ���ģ�Ϳ��Ժܺõ�����5052���Ͻ��ȱ�������Ӧ����Ϊ����������5052���Ͻ���ȱ�������Ӧ����Ԥ�����ֵģ�⡣
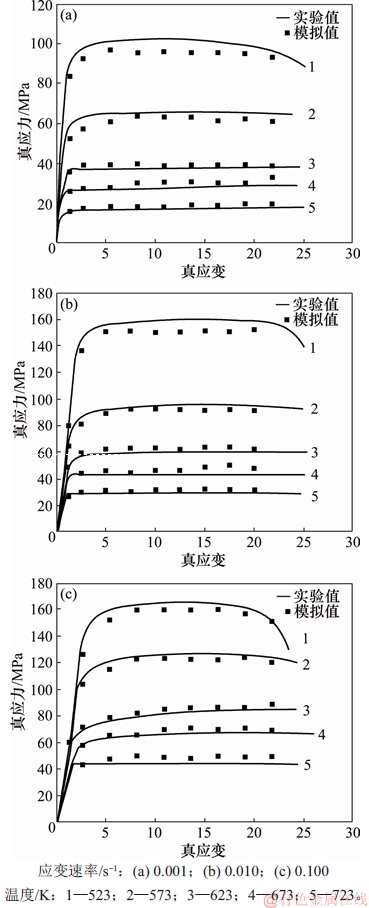
ͼ4������Ӧ��ʵ��ֵ�����ֵ�Ա�
Fig. 4��Comparisons between experiment and fitted flow stress
2 ʵ������������Ԫ����Ӧ�ü�ʵ����֤
2.1����������ʵ��������Ԫ����ģ��
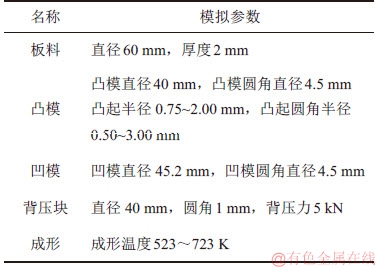
���ð������ι��ն����Ĵ�ʵ�����ԲͲ�μ����е��³��Σ���ͼ5��ʾ���ڳ��ι����м��а��ϳ��Σ�����������Σ��������������ϸ��ӣ�Ϊ�ˣ�������õ�5052���Ͻ�����������Ӧ��ģ�͵���DEFORM�����У�������ι��̽�������Ԫ��ֵģ�⣬����YP32-315�������Ƽ�ѹ����ϳ���������Ͻ��а�ͳ���ʵ�飬̽�ֲ�ͬ���ղ�����ģ�߽ṹ������ʵ����ij����ԣ�����һ����֤����Ӧ��ģ�͵�ȷ�ԡ��������������Գ��ԣ��ʲ���DEFORM-2D������г���ģ�⡣������Ԫģ���У������Ϊ�������⣬��������Ϊ�����壬��ѹ�顢��ģ��ѹ��Ȧ�����֮���Ħ��������Ϊ0.06��ģ�����֮���Ħ������Ϊ0.03��0.15�������ٶ�Ϊ2 mm/s��������ع��ղ������3��ʾ��
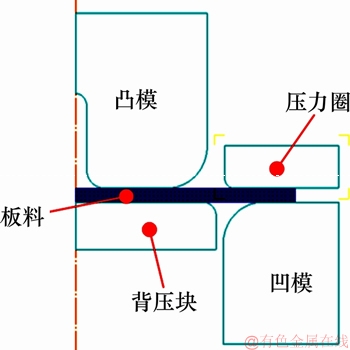
ͼ5��ʵ���������������Ԫģ��
Fig. 5��Finite element model of solid boss plate forging
��3�����ղ���
Table 3��Process parameters
����ͨ�����[23]������������ij����������䶨��Ϊ

���У���sΪ���ϵ�����ǿ�ȣ�PΪ�������������е�λ˲�䱳ѹ�غɣ�VbΪ��ṹ�����VpΪ���뼷ѹ���β��ֵĵײ��������(�ײ��ϱ����)����ͼ6��ʾ��
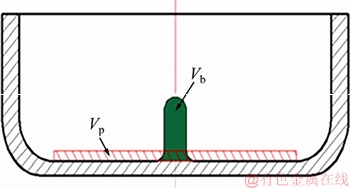
ͼ6����ȼ���ʾ��ͼ
Fig. 6��Schematic diagram of boss ability
�������Ϊʵ����������ι����г������ܵĺ��������Բ�ͬ����Բ�ǰ뾶����뾶���������µ���Ƚ���̽�֡��о�������������������¶ȡ�ģ�߽ṹ������Ħ������������أ��ڲ�ͬ�¶��£����������Բ�ǰ뾶����뾶�ı仯���仯����ͼ7��ʾ��������Բ�ǰ뾶���������������Բ�ǰ뾶һ��ʱ�������¶����ߣ������������673 Kʱ��������ͼ7(a)��ʾ��������뾶��������������ߣ������¶����ߣ�����Ȳ����ߣ�����673 Kʱ��������ͼ7(b)��ʾ������ģ����ϵĿ���Ħ��������������������ߣ���������¶����߲������ӣ���673 Kʱ�ﵽ���ֵ����ͼ7(c)��ʾ�����������������523��723 K��Χ�У��������¶�Ϊ673 Kʱ����������ʵ�����������á�
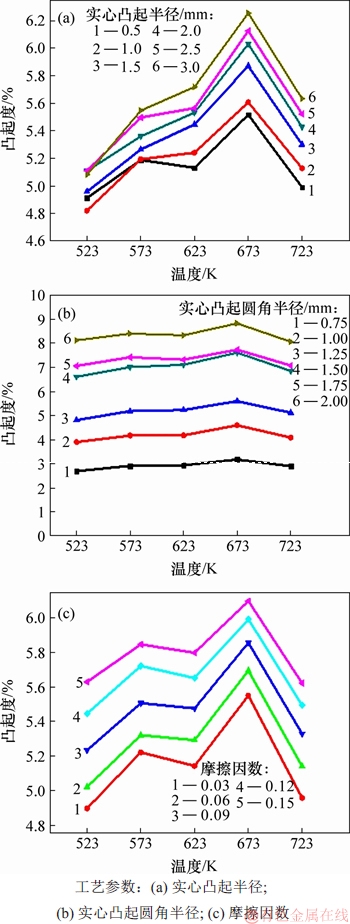
ͼ7�����ղ�����������ʵ����������ܵ�Ӱ��
Fig. 7��Effect of process parameters on forming performance of solid boss in plate forging
2.2����������ʵ����ʵ����֤
��YP32-315�����ؼ�ѹ����ϳ���������Ͻ���ʵ��������������飬����������Ԫģ��������ʵ����֤������ʵ�����������ʵ��ʱ������ֱ��Ϊ60 mm�����Ϊ2 mm��5052-H32���Ͻ��ġ���ṹѡ����Բ�ǰ뾶Ϊ1.00 mm����뾶Ϊ1.25 mm��ģ�������¶���523��723 K�½���ʵ����������³������顣
ͨ��ʵ��������������飬��������������λ�ø����������жԱȣ���ͼ 8(a) ��ʾ����ͼ8(a)���Կ�����ʵ����ε�Ͳ�μ�Ͳ�ڸ߶ȡ���߶ȺͰ��ϵײ����������Ԫ�����������Ǻϣ�����ʵ���������߶Ⱥͳ��κ���ϵײ���ȣ��������������ʵ����ʵ�����ȣ������������ʵ��������Ԫģ�����Ƚ��жԱȣ�ʵ����������Ԫģ���������Ǻϣ���ͼ 8(b)��ʾ����������������������챾�����̲�������ȷ������������������̵����������ҿ�����Ч������ 5052 ���Ͻ��ȳ������ܵķ���Ҫ��
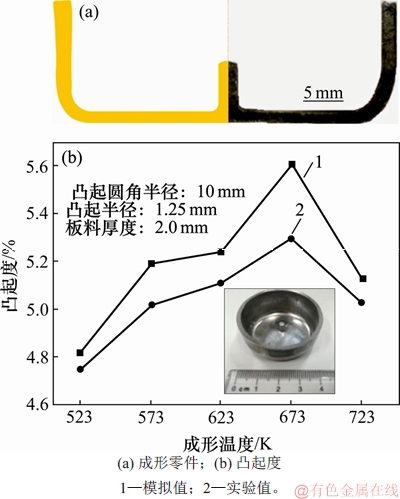
ͼ8��ʵ����ģ�����Ա�
Fig. 8��Comparison of experimental and simulation results of forming part and boss ability
3 ����
1) 5052���Ͻ�����������ι����У�����Ӧ����Ӧ���������Ӷ����ߣ�����Ӧ�����ű����¶����߶����͡�5052���Ͻ����¶�Ϊ523��723 K��Ӧ������Ϊ0.001��0.100 s-1���������µIJ��ϱ�������Ϊ
�ȼ�����Q=162.72kJ/mol��
2) �������5052���Ͻ�����Ӧ��ģ�����ڰ���������ֵ���棬ͨ����ʵ�������жԱȣ����ָ������챾��ģ���ܹ�ȷ������������������̵ij�����������5052���Ͻ���673 Kʱ��������ʵ�������������á�
�ο����ף�
[1] WANG Hui, LUO Yingbing, FRIEDMAN P, et al. Warm forming behavior of high strength aluminum alloy AA7075[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(1): 1-7.
[2] ZHAO Kunmin, REN Daxin, WANG Bin, et al. Investigation of the interfacial heat transfer coefficient of sheet aluminum alloy 5083 in warm stamping process[J]. International Journal of Heat and Mass Transfer, 2019, 132: 293-300.
[3] PALUMBO G, PICCININNI A, GUGLIELMI P, et al. Warm forming of an AA5754 component for railway vehicle applications[J]. Procedia Engineering, 2017, 183: 351-356.
[4] ZHENG Kailun, DONG Yangchun, ZHENG Dengqi, et al. An experimental investigation on the deformation and post-formed strength of heat-treatable aluminium alloys using different elevated temperature forming processes[J]. Journal of Materials Processing Technology, 2019, 268: 87-96.
[5] �ܹ�ΰ, �����, ��ӱ��. 7075-T6��ǿ�����Ͻ����������µ������������[J]. �Ϻ���ͨ��ѧѧ��, 2012, 46(9): 1482-1486.
ZHOU Guowei, LI Dayong, PENG Yinghong. Deep drawability of 7075-T6 high strength aluminum alloy at warm condition[J]. Journal of Shanghai Jiao Tong University, 2012, 46(9): 1482-1486.
[6] FU Jinlong, JIANG Hongjun, WANG Kaikun. Influence of processing parameters on microstructural evolution and tensile properties for 7075 Al alloy prepared by an ECAP-based SIMA process[J]. Acta Metallurgica Sinica(English Letters), 2018, 31(4): 337-350.
[7] SRIVATSAN T S, GURUPRASAD G, VASUDEVAN V K. The quasi static deformation and fracture behavior of aluminum alloy 7150[J]. Materials & Design, 2008, 29(4): 742-751.
[8] DENG Ying, YIN Zhimin, HUANG Jiwu. Hot deformation behavior and microstructural evolution of homogenized 7050 aluminum alloy during compression at elevated temperature[J]. Materials Science and Engineering: A, 2011, 528(3): 1780-1786.
[9] ������, �ľŰ�, �ؿ���, ��. 5052���Ͻ��ȈR��������ϵ������ֵģ��[J]. �����ȴ���ѧ��, 2017, 38(12): 121-128.
LIU Yangyang, WEN Jiuba, HE Junguang, et al. Constitutive relation of hot compression of 5052 aluminum alloy and its numerical simulation[J]. Transactions of Materials and Heat Treatment, 2017, 38(12): 121-128.
[10] ֣����, ���ľ�, ���Ĵ�, ��. 5052���Ͻ���ѹ����������Ӧ��[J]. ���ӹ�, 2007(2): 17-20, 24.
ZHENG Yulin, CHEN Wenjing, REN Wenda, et al. Flow stress behavior of 5052 aluminum alloy under hot compression deformation[J]. Aluminium Fabrication, 2007(2): 17-20, 24.
[11] TIAN Yi, HUANG Liang, MA Huijuan, et al. Establishment and comparison of four constitutive models of 5A02 aluminium alloy in high-velocity forming process[J]. Materials & Design, 2014, 54: 587-597.
[12] MA Huijuan, HUANG Liang, TIAN Yi, et al. Effects of strain rate on dynamic mechanical behavior and microstructure evolution of 5A02-O aluminum alloy[J]. Materials Science and Engineering: A, 2014, 606: 233-239.
[13] NAKANO T. Compound technology of sheet metal forming and cold forming[J]. Journal of the Japan Society for Technology of Plasticity, 2001, 42(5): 22-26.
[14] IMURA T. Forming examples of FCF method and points of utilization[J]. Press Working, 2008, 46(1): 28-33.
[15] MERKLEIN M, ALLWOOD J M, BEHRENS B A, et al. Bulk forming of sheet metal[J]. CIRP Annals, 2012, 61(2): 725-745.
[16] KO D C, CHOI H S, JANG W S, et al. Progressive process design of door lock striker with double bosses by the wall-thickening process[J]. The International Journal of Advanced Manufacturing Technology, 2013, 66(5/6/7/8): 1191-1199.
[17] WANG Xinyun, JIN Junsong, DENG Lei. State of the art of stamping forging process with sheet metal blank[J]. Journal of Harbin Institute of Technology(New Series), 2017, 24(3): 1-16.
[18] JIN Junsong, WANG Xinyun, DENG Lei, et al. A single-step hot stamping-forging process for aluminum alloy shell parts with nonuniform thickness[J]. Journal of Materials Processing Technology, 2016, 228: 170-178.
[19] LIN Qiquan, DONG Wenzheng, WANG Zhigang, et al. A new hole-flanging method for thick plate by upsetting process[J]. Transactions of Nonferrous Metals Society of China, 2014, 24(7): 2387-2392.
[20] ������, �Ŵ�, ����Ȩ, ��. ���Ͻ�ʵ����ṹ�������ι���[J]. �й���ɫ����ѧ��, 2017, 27(11): 2221-2227.
DONG Wenzheng, ZHANG Cunyuan, LIN Qiquan, et al. Solid boss forming process of plate forging aluminium alloy[J]. The Chinese Journal of Nonferrous Metals, 2017, 27(11): 2221-2227.
[21] SELLARS C M, MCTEGART W J. On the mechanism of hot deformation[J]. Acta Metallurgica, 1966, 14(9): 1136-1138.
[22] MCQUEEN H J, RYAN N D. Constitutive analysis in hot working[J]. Materials Science & Engineering A (Structural Materials, Properties, Microstructure and Processing), 2002, 322(1/2): 43-63.
[23] ������. ��������εij�������Գ��ι��ռ�������о�[D]. ��̶: ��̶��ѧ��е����ѧԺ, 2012: 18-19.
DONG Wenzheng. Mechanisms of boss forming process for sheet metal based on press-forging technology[D]. Xiangtan: Xiangtan University. School of Mechanical Engineering, 2012: 18-19.
���༭ �²ӻ���
�ո����ڣ� 2019 -03 -29; �����ڣ� 2019 -05 -22
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(51575467, 51605408)�����ϳ�����ģ���������ص�ʵ���ҿ��ſ����о�����������Ŀ(P2018-010)������ʡ��Ȼ��ѧ����������Ŀ(2019JJ50604)(Projects(51575467, 51605408) supported by the National Natural Science Foundation of China;Project(P2018-010) supported by the Open Foundation of the State Key Laboratory of Material Forming and Mould Technology; Project(2019JJ50604) supported by the Natural Science Foundation of Hunan Province)
ͨ�����ߣ�����������ʿ�������ڣ��������Լӹ�Ħ�������о���E-mail: wzdong@xtu.edu.cn
ժҪ:����Instron3369���������������5052���Ͻ�����������ʵ�飬�о��úϽ��ڱ����¶�Ϊ523��723 K��Ӧ������Ϊ0.001��0.100 s-1�����µ�����Ӧ����Ϊ����ʵ�������������ֵ���������������ʵ�������жԱȡ��о����������5052���Ͻ������Ӧ�����¶����߶����ͣ���Ӧ�����������������Zener-Hollomon������Arrhenius˫�����ҹ�ϵ�������úϽ��������Ӧ����Ϊ������μ�����Ϊ162.72 kJ/mol���������챾�����̿���ȷ����������������̵�����������673 Kʱʵ�����������������á�
