
DOI: 10.11817/j.ysxb.1004.0609.2020-39445
����������7136���Ͻ�ѹ�ͲĴ־�����Ӱ��
�� ӱ1���ڿ���1���� ��2����־��1
(1. �����Ƽ���ѧ �²��ϼ����о�Ժ �����Ƚ��Ʊ������������ص�ʵ���ң����� 100083��
2. ������Ͻ��������ι�˾��������150060)
ժ Ҫ��
�־������и�ǿ�����Ͻ�ѹ�Ͳij�������֯ȱ��֮һ����ʾ���Ͻ��ͲĵĴ־����γɹ��ɶ����ƶ������ļ�ѹ���ȴ����ƶȡ��������ƴ־������γɾ�����Ҫ���塣��7136���Ͻ�ѹ�Ͳ�����Ϊ�����о���ͬ���������������Ĵ־����γɹ��ɣ������ٽᾧ��֯����������ò�ֲ������ȷ�������־������γ�ԭ��������������Ĵ־����γ�����¶�Ϊ450 �棬��������¶ȵ���ߣ��־���������������¶�470 �汣��30 minʱ�־��������Ϊ63 mm���ڹ����¶�470 ����ʱ�����ű���ʱ����ӳ����־�������ȿ�ʼ���ӽϿ죬Ȼ��������60 min�����ӳ�����ʱ��־�����Ȼ������䡣�ڼ�ѹ�����У������߲��ٽᾧ�̶�ԼΪ�IJ���������ͬʱ�����ڱ߲�����Mg��Znƶ����������h��(MgZn2)���٣��Ծ���������������ý�������ˣ���ѹ�����ڹ��ܹ��������γɴ־�����
�ؼ��ʣ�
���±�ţ�1004-0609(2020)-02-0291-10���� ��ͼ����ţ�TG146.2���� ���ױ�־�룺A
�־�����Ϊһ����֯ȱ�ݣ��Լ�ѹ��Ʒ����ѧ���ܡ���ʴ���ܡ��������ԣ��Լ��ɻ��ӹ��Զ��и����Ӱ��[1]�����о��������־����Ĵ��ڻ�ʹ�����Ͻ�����ǿ�Ƚ���20%~30%������һ�����ϳȥ�Ͳı���ķ����������־�����Ȼ������С�����Ͳ��Լ����渴�ӵ��Ͳģ�ϳȥ�־����ѶȽϴ��Ҳ��ϵ��˷ѽ�Ϊ���ء�
�־����IJ�����Ӧ�䡢Ӧ�����ʺ��¶ȵȼӹ������Լ��Ͻ�ѧ�ɷֹ�ͬ���õĽ��[2]�����ݴ־��������Ļ������Խ��־�����Ϊ���ࣺ��һ��־������ڼ�ѹ�������γɵģ��ڶ���־������ڹ��ܴ��������γɵ�[3]��������ѧ�߶Դ־����IJ��������Ʒ����������о�����ʤ����[4]�����ͨ������ǰ�������������־����ķ�������[5]�Ӻ����ȴ������յĽǶȲ����˹��ܴ�����6082���Ͻ���Ĵ־�����Ӱ�죬��Ϊ�����¶ȶԴ־�����ȵ�Ӱ��Զ���ڱ���ʱ�䣻�ܽݵ�[6]��Ϊ��Ԥ��7000ϵ���Ͻ�־�������ѷ����ǵ����Ͻ��е�ﯺ�����ͨ�����Ȼ�������Al3Zr����ɢ�������Ӷ������ٽᾧ�;��������ָ��õ�[7]��Ϊ2024���Ͻ�־����γɵĸ���ԭ�����Ƕ�̬�ٽᾧ�������IJ��ȶ����ٽᾧ��֯��EIVANI��[8]��Ϊ�־������γ�ԭ���Ǿ�̬�ٽᾧ�������쳣����̬�ٽᾧ����ȡ���������֯����Ӷ������ٶȽ���������̬�ٽᾧ����ȡ���������֯���ϴ����ٶȽϿ�Ӷ��γɴ־�����EIVANI��[9]���Լ�ѹ���̽�����ģ�⣬Ԥ�ⲻͬ��ѹ�����µĴ־�����ȣ���Ϊ��ѹ�¶ȶԴ־�����ȵ�Ӱ��Զ���ڼ�ѹ���ʡ�Ȼ������ͬ���Ͻ�Ĵ־����γɻ���������ͬ��������Ҫ�о�����������7136���Ͻ�־�����Ӱ�첢��ʾ�־����γ�ԭ��
7136���Ͻ�����һ�����ͳ���ǿ��ʴ���Ͻ�����7055���Ͻ�Ļ�����ͨ������Zn������9.3%���Ż��Ͻ�Ԫ����������ƺϽ������֯[10]�������Ͻ���Ҫ���ڷɻ��ϻ����������ϻ�����Ƥ�������߷ɻ������Ȳ�Ʒ[11]���ԺϽ��ǿ�ȡ���ʴ��������˺ܸߵ�Ҫ��7136���Ͻ��ǿ����ʽ��Ҫ������ǿ������˼�ѹ����Ҫͨ������ʱЧ�γ�GP����h�����������ѧ����[12-13]��������ʵ�����֣����й��ܴ������������γɴ־�����
������7136���Ͻ�ѹ�Ͳ�����Ϊ�����о��˲�ͬ���������������Ĵ־����γɹ��ɣ������ٽᾧ��֯����������ò�ֲ������ȷ�������˴־������γ�ԭ��Ϊ�ƶ����������ƴ־����ļ�ѹ���ȴ����ƶ��ṩ�ο���
1 ʵ��
���������õ�7136���Ͻ������ɶ�����Ͻ��������ι�˾�ṩ����ʵ�⻯ѧ�ɷ����1��ʾ��
��1 7136���Ͻ�ĺϽ�ɷ�
Table 1 Measured composition of 7136 aluminum alloy (mass faction, %)
ȡ��L���Ͳ���Ϊ�о�����ѡȡ��̬7136���Ͻ���м�ѹ�����ϳߴ�Ϊֱ��39.6 mm��50 mm����ѹ��Ϊ16����ѹ�¶�Ϊ430 �棬��ѹ�ٶ�Ϊ10 mm/min��L�Ͳijߴ���ͼ1��ʾ��

ͼ1 L�Ͳĺ���漸����״���ߴ�(����A��B��CΪ����֯�۲�����)
Fig. 1 Geometry and size of L profile cross section (Where A, B and C are microstructure observation areas) (Unit: mm)
��7136���Ͻ�ѹ̬��������DSC���ԣ�ȷ�����۵㹲����������ۻ��¶ȣ��Ӷ�ȷ��7136���Ͻ���ʵĹ����¶ȣ��ڸ��¶��±��²�ͬʱ�䣬�о��־����ı仯������ڶ�������������ڲ�ͬ�¶��±�����ͬʱ�䣬�õ��־���������¶ȵĹ�ϵ���Ӷ��õ��־������γɹ��ɡ�
���Ͳļ�ѹ���̽���Deform-3Dģ�⣬�����ڼ�ѹ�������Ͳ��IJ��ͱ߲�Ӧ����Ӧ��״̬�����ݹ�����ѹ�������趨�����¶�430 �棬ģ���¶�430 �棬��ѹͲ�¶�430 �棬��ѹ�ٶ�10 mm/min������������Ϊ3mm�ĵȳ�����������ģ��Ϊ�뾶0.25 mm��Բ�ǣ����ϳߴ�Ϊֱ��40 mm��50 mm��
����Ʒ���л�еĥ�������ۺ�ʹ��Graff�Լ�(1 mL HF+16 mL HNO3+3 g CrO3+83 mL����ˮ)��ʴ1 min����Axio Imager A2m��ѧ�����۲������֯������Ʒ���л�еĥ�������ۺ�ʹ��Phenom���������۲�������ֲ�������Ʒ���л�еĥ�������ۺ���е���⣬�����գ����Һ�ijɷ�Ϊ������5 mL����ˮ�Ҵ�95 mL����Ȼ����Һ��������ѹΪ25 V�����ʱ��Ϊ15 s������Һ���Ե��Һ������ȴ���¶ȿ�����-20~-30 �档��������Ʒ����װ�оƾ����ձ����ó�������1 min��Ȼ����ˮ��ϴ��������ֽ���ɣ���Merlinɨ��羵����EBSD��֯�۲죻��ȡ���Ϊ0.5 mm��������Ʒ��ĥ��50 ��m���£��ó���������Ƭ��Ʒ���ֱ��Ϊd 3 mm��ԲƬ����Ƭ����MTP-1 A˫����������϶���Ʒ����˫����������ס����Һ���Ϊ�״������������7:3������Һ���Ե��Һ������ȴ���Խ������¶ȿ�����-30~-35 �棬������Ϊ50~60 mA��ʹ��TECNAIG220����羵����Ʒ����TEM����֯�Ĺ۲�����������м��ٵ�ѹ�趨Ϊ200 kV������Ʒ���л�еĥ�������ۺ�ʹ����Ӳ�ȼƲ���Ӳ�ȡ�
2 ʵ����
ͼ2��ʾΪ7136���Ͻ�ѹ̬������DSC���ߡ������ܽ���Ӧ����ʼ�¶�Ϊ475.0 �棬Ϊ�˷�ֹ���۵㹲���������ۻ��������¶�Ӧ����475.0 �档�¶�Խ�ߣ�����Խ��֣����ǵ�����¯�¶Ȳ���������趨�������ܵ�����¶�Ϊ470 �档

ͼ2 7136���Ͻ�ѹ̬������DSC����
Fig. 2 DSC curve of extruded specimens of 7136 aluminum alloy
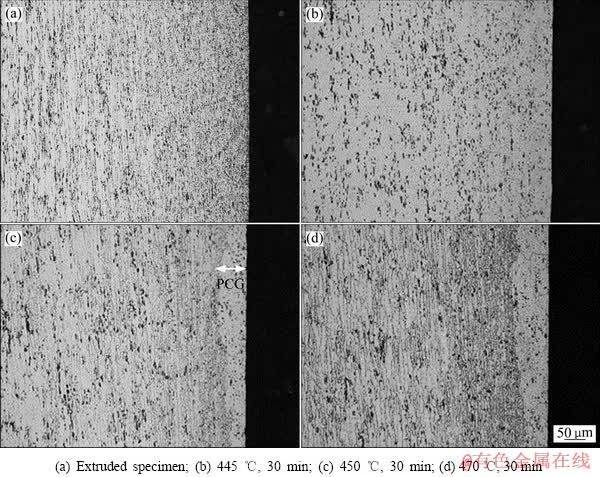
ͼ3 ��ѹ̬������̬����������֯
Fig. 3 Microstructures of extruded and solution specimens
2.1 �����¶ȶԴ־�����Ӱ��
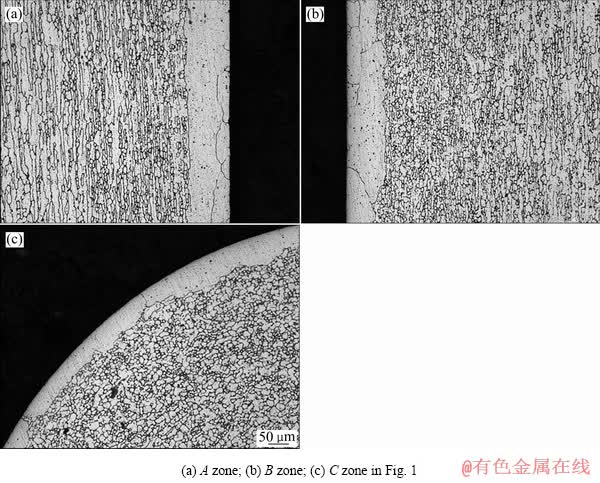
����ѹ̬�����ڲ�ͬ�¶��¹��ܴ���30 min��������֯�����ͼ3��ʾ���۲�λ��Ϊͼ1�е�A����ͼ3��������ѹ̬�����ͽϵ����¶�(445 ��)������δ���ִ־����������¶�Ϊ450 ���470 ��ʱ�������߲��������ԵĴ־���˵�����������Ĵ־����������ڼ�ѹ�����γɵġ�
��һ���Բ�ͬ�¶ȹ��ܴ����������Ĵ־�����Ƚ���ͳ�ƣ������ͼ4��ʾ��ͼ4�������־������γ��¶�Լ450 �棬��������¶ȵ���ߣ�������������¶�470 ��ʱ�־��������Ϊ63 mm��Լռ�Ͳĺ�ȵ�2.1%�����¶ȵ���450 ��ʱ��δ�γɴ־�����
2.2 ����ʱ��Դ־�����Ӱ��
��ѹ�Ͳ�������470 ����ܴ�����ͬʱ�������֯��ͼ5��ʾ��ͼ5�����������ܱ���ʱ��Ϊ10 minʱ�������߲�δ���ִ־��������¼�Ϊ30 min��60 minʱ���߲��������ԵĴ־����־�����ȷֱ�Ϊ63 mm��112 mm��

ͼ4 ��ͬ�����¶��µĴ־������(���ܱ���ʱ��30 min)
Fig. 4 Depth of PCG at different solution temperatures (Solution holding time 30 min)
ͳ��450 ���470 ����ܴ�����ͬʱ��Ĵ־�����ȣ������ͼ6��ʾ����ͼ6���Կ�������470 ������¶��£������ܱ���ʱ��С��60 minʱ�����ű���ʱ����ӳ����־�����������������ӳ�����ʱ�䣬�־�����Ȼ������䣬ά����114 mm����450 ����ܣ����ű���ʱ����ӳ����־�����������ӡ�

ͼ5 ��ѹ̬������̬����������֯
Fig. 5 Microstructures of extruded and solution specimens
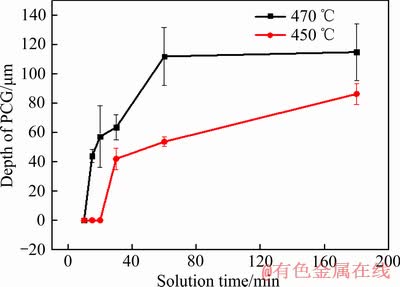
ͼ6 450��470 ���¹��ܴ�����ͬʱ���µĴ־������
Fig. 6 Depth of PCG after being solution treated at 450 and 470 ��for different solution time
�־������δ�ﵽ�ȶ���ԭ�������ڹ����¶Ƚϵͣ�����Ǩ���ٶȽ�����180 minʱ������δ��ȫ�ͷţ��־������δ�ﵽ�ȶ�ֵ��
�����Ϲ��������£��������ߴ־����������ߴﵽ110 mm��Լռ�Ͳĺ�ȵ�3.7%����ζ���г�����־�������Լ8%�IJ�����ģ���֮���ӵ���������ʹ�ü�ѹ�Ͳ���۴����������
3 ��������
3.1 ��ѹ�����߲����IJ�����������ò�ͷֲ�
����������Ĵ�С���ɽ�7000ϵ���Ͻ��������Ϊ�������֣���һ��������ߴ�Ϊ2~10 mm����Ҫ����T��(Al2Mg3Zn3)��S��(Al2CuMg)[14]�ͦ���(Al2Cu)���ڶ���������ߴ�Ϊ0.05~2 mm����Ҫ����Al3Ti��Al6Mn��Al20Cu2Mn3��Al3Zr�Լ�h(MgZn2)��[15-16]��
�־������γ���ڶ��������������йء�������Ծ�����谭���������ƾ���������ɢ�����������������������������(Px)����������������Խ�ߣ�������������Խǿ�ң�����Ǩ��Խ���ѣ�����Խ�ѳ���
 (1)
(1)
ʽ�У� �DZ���ɢ����������ľ�������ܣ�Fv����ɢ����������������R����ɢ������İ뾶����ʽ(1)��֪������������������ɢ�������������������ȣ�������ɢ������ijߴ�ɷ��ȡ���ˣ�Ҫ�ﵽ�����������û���������������ؼ���Ҫ��ô����ɢ��������������С����ɢ������ߴ�[6]��
�DZ���ɢ����������ľ�������ܣ�Fv����ɢ����������������R����ɢ������İ뾶����ʽ(1)��֪������������������ɢ�������������������ȣ�������ɢ������ijߴ�ɷ��ȡ���ˣ�Ҫ�ﵽ�����������û���������������ؼ���Ҫ��ô����ɢ��������������С����ɢ������ߴ�[6]��
��ɨ��羵�Լ�ѹ̬����̬�����߲����IJ����й۲죬���ּ�ѹ̬�����߲����������ΪϸС�ҷֲ���ɢ���IJ����Ϊ�ִ��ҷֲ�ϡ�裬������((450 �棬2 h)+(470 �棬4 h))�ֵڶ�������ڻ��壬��ͼ7��ʾ����������A��B��C�������������֣���Щ�����������Al��Zn��Mg��Cu������������[16]��֪����Щ������ΪT���S�ࡣ���ڴ���1 mm�ĵڶ���Ծ���������������ý�С[6]����ˣ��־������γ�����Щ������ֲ��ء�
Ϊ�˽�һ���о�����������ķֲ����Լ�ѹ̬����������羵�۲죬������������������Ҫ�����֣����������������������ɨ�裬���ֺ�ɫ��״�������к���Zr����״�����ຬ��Mg��Zn������������֪����ɫ��״������ΪAl3Zr����ɫ��״������Ϊ����(MgZn2)���Աȹ���ǰ��������ֲ����֣����ܺ�Al3Zr�Ĵ�С����ɢ�̶������ǰ��������ȴ��ȫ�����ڻ��壬��ͼ8��ʾ��������[17]��֪��Al3Zr��470 �泤ʱ����ܳߴ�Ҳֻ������������ɢ�̶Ȼ������䣬��˹��ܺ���ִ־�����������Al3Zr�����á�
���ǵ�����Ծ���������谭���ã�����羵�Թ���ǰ�������߲����IJ�������ֲ����й۲졣���֦����ڼ�ѹ�߲��ֲ����٣��IJ��ֲ��϶࣬���ܴ��������������ڻ��壬��ͼ9��ʾ���ڼ�ѹ�����У���������һ���ٽᾧ��������δ�γɴ־��������ں����Ĺ��ܴ������У������¶Ƚϸߣ�����ʱ��ϳ����߲�������٣����ܽϿ죬ʹ������������ʧ���Ӷ��γɴ־��������ǣ���Ӧ���Ǵٽ��ڶ���������ģ��߲��ܽϴ����Ӧ����Ӧ����������Ħ��࣬��ʵ��������IJ����������ȱ߲��࣬������������Ӧ���������£�ʹ��T���S�������϶࣬�Ӷ�������T���S�������Mg��Zn��ƶ������ˣ��߲������������١�
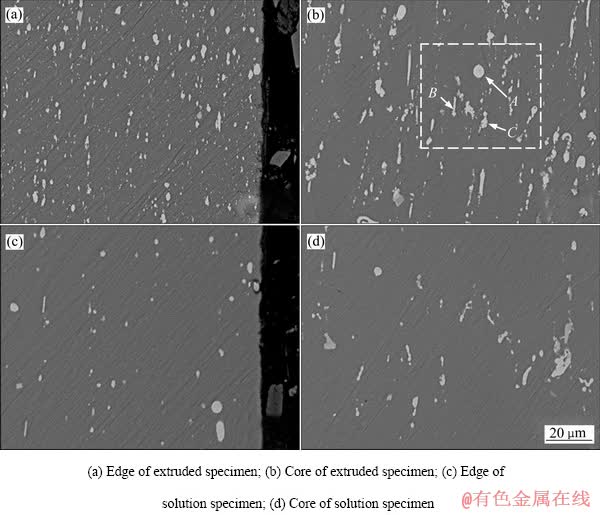
ͼ7 ��ѹ̬����̬�����ı�ɢ�����ͼ��
Fig. 7 BSE images of extruded and solution specimens
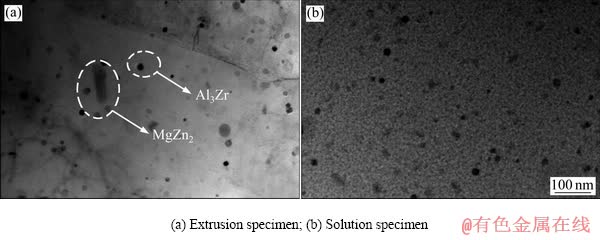
ͼ8 ��ѹ̬����̬������TEM��
Fig. 8 TEM images of extruded and solution specimens
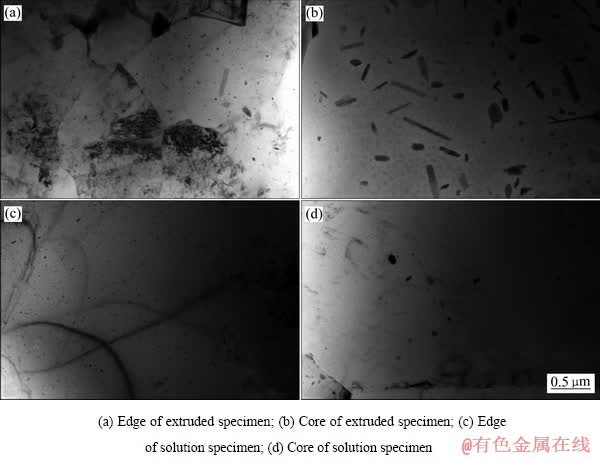
ͼ9 ��ѹ̬����̬�����߲����IJ���֯TEM��
Fig. 9 TEM images of extruded and solution specimens
��������������������гߴ��С���ֲ���ɢ�������϶�����������ڹ���ǰ�������߲����IJ��������������������ų�T�ࡢS���Al3Zr��Ӱ�����ˣ�������Ϊ�־������γ�������йء�
3.2 ��ѹ�����߲����IJ����ٽᾧ��֯����
�α���֯�ں����˻�����лᷢ���ظ����ٽᾧ���ٽᾧ����������λ���ܶȣ�ʹ��Ӳ�ȴ���Ƚ��ͣ���ˣ�����ͨ��Ӳ�ȵ�����������Ԥ���ٽᾧ�¶ȡ�ȡ��ͬ�˻��¶�(100~400 �汣��30 min)�µ���Ʒ����Ӳ�Ȳ��ԣ�ͳ�ƽ����ͼ10��ʾ������Ӳ�ȱ仯�õ��Ͳ��IJ����ٽᾧ�¶�ԼΪ200~300 �棬�Ͳı߲��ٽᾧ�¶�ԼΪ100~200 �棬�IJ��ٽᾧ�¶ȸ��ڱ߲��ġ����˻��¶ȸ���300 ��ʱ��Ӳ���������ӣ���һ�����������Ǿ��ϲ��κˣ��γɾ���ǿ��Ч����ʹ��Ӳ�����ӣ���һ���棬�����¶����ߣ��ڶ�������ڻ��壬ʹ������ǿ��Ч������������ǿ��Ч����ǿ��ʹ��Ӳ�����ӡ�
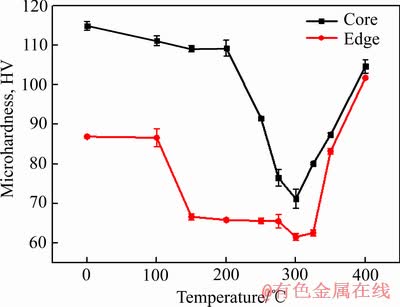
ͼ10 �Ͳ��ڲ�ͬ�˻��¶��±߲����IJ�Ӳ��
Fig. 10 Edge and core hardness of profiles at different annealing temperatures
Ϊ�˶������ٽᾧ�¶Ƚ�����֤���Լ�ѹ̬��������EBSD(���ӱ�ɢ������)������ͳ�Ƽ�ѹ�Ͳı߲����IJ����ٽᾧ���������ֱ߲��ٽᾧ����Ϊ27.2%���IJ��ٽᾧ����Ϊ13.2%�������ͼ11��ʾ��������ɫ�����ٽᾧ��֯����ɫΪ�ǽṹ����ɫΪ������֯�� �߲��ٽᾧ����Զ�����IJ���˵���Ͳı߲��ٽᾧ�¶ȸ��ͣ����������ٽᾧ��

ͼ11 ��ѹ̬�����߲����IJ����ٽᾧ�ֲ�ͼ
Fig. 11 Recrystallization distributions of edge and core of profile
Ϊ���о���ѹ̬�����߲��ٽᾧ�¶Ƚϵ͵�ԭ�Լ�ѹ���̽���deform-3Dģ�⣬��ѹ����̬ʱ��ȡL�Ͳĺ�������Ӧ����Ӧ�䡣ͼ12��ʾΪ��ѹ����Ӧ�����͵�ЧӦ�䳡���Ͳı߲��������������������ٿ죬�߲��ܽϴ����Ӧ�����в���ѹӦ����������֪[18]�������ܶ�������Ӧ���������¹�ϵ��
 (2)
(2)
ʽ�У� Ϊ����Ӧ����
Ϊ����Ӧ���� Ϊ����λ������õIJ�����MΪTaylor���ӣ�GΪ����ģ����cΪ������ReΪλ����ƽ��Ӱ�췶Χ��bΪ����ʸ������ˣ������ܶ�������Ӧ��Ϊ����أ�Ӧ��Խ�����ܶ�Խ�ߣ��Ͳı߲����нϸߵĴ����ܶȣ����α䴢�������ٽᾧ����������֮�Ͳ�����뼷ѹģ��֮����ҵļ���Ħ����ʹ�ü�ѹ�������Ͳı����¶ȸ��ߣ����������ٽᾧ����һ���棬�ڼ�ѹ�������Ͳ��������Ӧ�����ôٽ���T���S��(��1 mm)��������ʹ�����ٽᾧ�¶Ƚ��ͣ�����������T���S��ҲΪ�ٽᾧ�ṩ���κ��ʵ㡣��˼�ѹ�����߲��ٽᾧ�¶ȸ��͡�
Ϊ����λ������õIJ�����MΪTaylor���ӣ�GΪ����ģ����cΪ������ReΪλ����ƽ��Ӱ�췶Χ��bΪ����ʸ������ˣ������ܶ�������Ӧ��Ϊ����أ�Ӧ��Խ�����ܶ�Խ�ߣ��Ͳı߲����нϸߵĴ����ܶȣ����α䴢�������ٽᾧ����������֮�Ͳ�����뼷ѹģ��֮����ҵļ���Ħ����ʹ�ü�ѹ�������Ͳı����¶ȸ��ߣ����������ٽᾧ����һ���棬�ڼ�ѹ�������Ͳ��������Ӧ�����ôٽ���T���S��(��1 mm)��������ʹ�����ٽᾧ�¶Ƚ��ͣ�����������T���S��ҲΪ�ٽᾧ�ṩ���κ��ʵ㡣��˼�ѹ�����߲��ٽᾧ�¶ȸ��͡�

ͼ12 �Ͳļ�ѹ����Ӧ������Ӧ��ֲ�
Fig. 12 Stress field and strain field of extruded profile
ͼ13��ʾΪ��ѹ̬����˫������((450 �棬2 h)+ (470 �棬4 h))��ͬ����Ľ�����Ƭ����ͼ12��Ӧ��ֲ���֪��L�Ͳı߲�A��Ӧ�����B����֮��C����С����Ӧ��A���ٽᾧ�¶���ͣ����������ٽᾧ������֮��־���������ʵ������ģ���Ǻϡ�
�Լ�ѹ̬�����߲����IJ����о���ȡ��۲죬���ֱ߲���ǶȾ�������Զ�����IJ��ģ������ͼ14��ʾ�������������ʵ���Ǵ�ǶȾ����Ǩ�ƣ���ˣ��߲��������������ij��Ӷ��γɴ־���
���������������־������γ����ٽᾧ����������йء�һ���棬�ڼ�ѹ�����У������߲��ٽᾧ�¶Ƚϵͣ��ٽᾧ�̶ȸߣ���ǶȾ���϶࣬����Ǩ���ٶȿ죬������������������һ���棬�����߲������Ħ�����٣��Ծ���Ǩ��������С���ں��ڹ��ܹ����и�������ڻ��壬ʹ�����ƾ�������������ʧ���γɴ־�����
ͼ13 ��ѹ̬�������ܴ�����ͬ��λ������֯((450 ��, 2 h)+(470 ��, 4 h))
Fig. 13 Microstructures of different parts of extruded specimen after solution treatment ((450 ��, 2 h)+(470 ��, 4 h))

ͼ14 ��ѹ̬������ȡ�����ͼ��ȡ���ֲ�ͼ
Fig. 14 Orientation imaging maps and orientation difference distribution maps of extruded specimens
4 ����
1) 7136���Ͻ�ѹ�Ͳ������Ĵ־����γ�����¶�Ϊ450 �棬����450 ��ʱ���γɴ־������ڱ���ʱ����ͬ�������£�������¶ȵ���ߣ��־���������������¶���450 ��������470 �棬����ʱ��Ϊ30 minʱ���־��������30 mm������63 mm��
2) �ڹ����¶�470 �棬����ʱ��10~180 min�������£����ű���ʱ����ӳ����־�������ȼ�������Ȼ�������ȶ�����60 minʱԼΪ115 mm����450 �����ʱ�����ű���ʱ����ӳ����־�����ȳ������ӣ�����180 min��־�����ȴﵽ86 mm��
3) �����ڼ�ѹ�����б߲����IJ��������˲����ٽᾧ���ٽᾧ�����ֱ�Ϊ27.2%��13.2%����ԭ�������ڱ߲����γ̶Ƚϴ��´��ܽ϶࣬ʹ�ٽᾧ���������ӣ�ͬʱ���ڼ�ѹ�����У������߲�����Ӧ�����ã��ٽ�T��(Al2Mg3Zn3)��S��(Al2CuMg)(��1 mm)��������ʹ�����ٽᾧ�¶Ƚ��ͣ�����������T���S��ҲΪ�ٽᾧ�ṩ���κ��ʵ㡣
4) ���������־��������(MgZn2)�йء������߲�����Ӧ���ٽ�T���S�������ʹ���丽������Mg��Znƶ�����γɦ�����٣��Ӷ��Ծ���������������ý�С�����ұ߲��ٽᾧ�����ߣ��ں��ڹ��ܹ����и��������������쳣�����γɴ־�����
REFERENCES
[1] GEERTRUYDEN W H V, BROWNE H M, MISIOLEK W Z,WOJCIECH Z, WANG P T. Evolution of surface recrystallization during indirect extrusion of 6xxx aluminum alloys[J]. Metal Trans A, 2005, 36(4): 1049-1056.
[2] GEERTRUYDEN W H V, MISIOLEK W Z, WANG P T. Surface grain structure development during indirect extrusion of 6xxx aluminum alloys[J]. Journal of Materials Science, 2005, 40(14): 3861-3863.
[3] л����, ������. ������ѹ�����뼼��[M]. 2��. ����: ұ��ҵ������, 2012: 56-57.
XIE Jian-xin, LIU Jing-an. Theory and technology for metal extrusion[M]. 2nd ed. Beijing: Metallurgical Industry Press, 2012: 56-57.
[4] ��ʤ��, �����, ����ϼ, �ָ���. LY12CZ��ѹ���Ĵ־����۷���[J]. �й���ɫ����ѧ��, 1996, 6(3): 123-126.
ZHANG Sheng-hua, HU Ze-hao, ZHU Xu-xia, LING Gao-yong. Microstructure analysis of coarse-grain recrystallization annulus of extruded bars of LY12CZ aluminium alloy[J]. The Chinese Journal of Nonferrous Metals, 1996, 6(3): 123-126.
[5] �� ��, л�ЕN, �� ��, �� ɺ, ���ı�. ���ܴ�����6082���Ͻ���Ĵ־�������ѧ���ܵ�Ӱ��[J]. �ȼӹ�����, 2016, 45(20): 200-203.
XIANG Jing, XIE Shang-sheng, LI Jian, QIN Shan, ZHOU Wen-biao. Effect of solution treatment on coarse ring and mechanical properties of 6082 aluminum alloy bars[J]. Thermal Processing, 2016,45(20): 200-203.
[6] �� ��, EIVANI A R . 7������ϵ�����Ͻ�ѹ�ͲĴ־�����Ԥ��[C]// Lw2013-��������Ͳļ���. ����: �㶫�Ƽ�������, 2013: 738-745.
ZHOU Jie, EIVANI A R. Prevention of peripheral coarse grain structure in AA7xxx extrusions[C]// Lw2013-The 5th Aluminum Profile Technology. Guangzhou: Guangdong science and Technology Press, 2013: 738-745.
[7] �ָ���, ��ʤ��, �����. 2024���Ͻ�ѹ���̶�̬�ٽᾧ������о�[J]. �������Ͽ�ѧ�빤��, 2000, 23(1): 40-45.
LING Gao-yong, ZHANG Sheng-hua,HU Ze-hao. Study on dynamic recrystallization of 2024 aluminum alloy[J]. Ordnance Material Science and Engineering, 2000, 23(1): 40-45.
[8] EIVANI A R, ZHOU J, DUSZCZYK J. Mechanism of the formation of peripheral coarse grain structure in hot extrusion of Al-4.5Zn-1Mg[J]. Philosophical Magazine, 2016, 96(12): 1188-1196.
[9] EIVANI A R, ZHOU J. Application of physical and numerical simulations for interpretation of peripheral coarse grain structure during hot extrusion of AA7020 aluminum alloy[J]. Journal of Alloys and Compounds, 2017, 725: 41-53.
[10] ���Ļ�, ������, ������. �����ȴ�����7136���Ͻ���֯���ܵ�Ӱ��[J]. ���ղ���ѧ��, 2014, 34(3): 35-41.
SUN Wen-hui, ZHANG Yong-an, LI Xi-wu. Effect of solution treatment on microstructures and properties of 7136 aluminum alloy[J]. Journal of Aeronautical Materials, 2014, 34(3): 35-41.
[11] �� ��, ����Ⱥ, ���ճ�, ��С��, ������. ��ɻ������Ͻ���о���״��չ��[J]. �й���ɫ����ѧ��, 2010, 20(9): 1705-1715.
LIU Bing, PENG Chao-qun, WANG Ri-chu, WANG Xiao-feng, LI Ting-ting. Research status and prospects of aluminum alloys for large aircraft[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(9): 1705-1715.
[12] LIU S D, ZHANG X M, CHEN M A, YOU J H. Influence of aging on quench sensitivity effect of 7055 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2008, 59(1): 53-60.
[13] �� ��, �� ��, ��֥��, ֣����. ʱЧ�Թ���+����7075���Ͻ���ѧ���ܺ�����֯��Ӱ��[J]. �й���ɫ����ѧ��, 2018, 28(10): 1999-2008.
LI Hai, CHEN Peng, WANG Zhi-xiu, ZHENG Zi-qiao. Effect of aging on mechanical properties and microstructure of solution treated and cold rolled 7075 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2018, 28(10): 1999-2008.
[14] LIU Z R, CHEN J H, WANG S B, YUAN D W, YIN M J, WU C L. The structure and the properties of S-phase in AlCuMg alloys[J]. Acta Materialia, 2011, 59(19): 7396-7405.
[15] AYER R, KOO J Y, STEEDS J W, PARK B K. Microanalytical study of the heterogeneous phases in commercial Al-Zn-Mg-Cu alloys[J]. Metallurgical Transactions A, 1985, 16(11): 1925-1936.
[16] MONDAL C, MUKHOPADHYAY A K. On the nature of T(Al2Mg3Zn3) and S(Al2CuMg) phases present in as-cast and annealed 7055 aluminum alloy[J]. Materials Science and Engineering A, 2005, 391(1/2): 367-376.
[17] NIE B, LIU P, ZHOU T. Effect of compositions on the quenching sensitivity of 7050 and 7085 alloys[J]. Materials Science and Engineering A, 2016, 667: 106-114.
[18] MOHAMED G, BACROIX B. Role of stored energy in static recrystallization of cold rolled copper single and multicrystals[J]. Acta Materialia, 2000, 48(13): 3295-3302.
Effect of solution treatment on peripheral coarse grain structure of 7136 aluminum alloy extruded profile
HE Ying1, YU Ke-tong1, L�� Dan2, ZHANG Zhi-hao1
(1. Key Laboratory for Advanced Materials Processing, Ministry of Education, Institute for Advanced Materials and Technology, University of Science and Technology Beijing, Beijing 100083, China;
2. Northeast Light Alloy Co., Ltd., Harbin 150060, China)
Abstract: The peripheral coarse grain(PCG) is one of the common microstructure defects of middle and high strength aluminium alloy extruded profiles. It is important to reveal the formation rule of PCG in aluminium alloy extruded profiles for making reasonable extrusion and heat treatment process and then inhibiting the formation of PCG. The formation of PCG in 7136 aluminum alloy extruded profiles under different solid solution conditions was studied, and the reasons for the formation of PCG was analyzed from the aspects of recrystallization structure and morphology distribution of precipitated phases. The results show that the lowest temperature for the formation of PCG is 450 ��, and the depth of PCG increases with increasing solution temperature. The depth of PCG at 470 �� for 30 min is 63 mm. At 470 �� solution temperature, the depth of PCG increases rapidly with the prolongation of holding time, then increases slowly, and continues to prolong the holding time after 60 min, the depth of PCG is basically unchanged. In the extrusion process, the recrystallization degree at the edge of the specimen is about twice as much as that at the core. At the same time, due to the depletion of Mg and Zn at the edge of the specimen, the precipitation of MgZn2 is less and the inhibition of grain growth is weaker, so, the PCG is easy to be formed in the solid solution process of extruded specimen.
Key words: 7136 aluminum alloy; peripheral coarse grain; extrusion forming; recrystallization
Foundation item: Project(2016YFB0300900) supported by the National Basic Research Development Program of China; Project(U1708251) supported by National Natural Science Foundation of China (NSFC)-Liaoning Joint Fund
Received date: 2019-01-08; Accepted date: 2019-05-12
Corresponding author: ZHANG Zhi-hao; Tel: +86-10-62332253; E-mail: ntzzh2279@163.com
(�༭ ������)
������Ŀ�������ص��з��ƻ�������Ŀ(2016YFB0300900)��������Ȼ��ѧ����-�������ϻ���������Ŀ(U1708251)
�ո����ڣ�2019-01-08�������ڣ�2019-05-12
ͨ�����ߣ���־�������ڣ���ʿ���绰��010-62332253��E-mail��ntzzh2279@163.com
ժ Ҫ���־������и�ǿ�����Ͻ�ѹ�Ͳij�������֯ȱ��֮һ����ʾ���Ͻ��ͲĵĴ־����γɹ��ɶ����ƶ������ļ�ѹ���ȴ����ƶȡ��������ƴ־������γɾ�����Ҫ���塣��7136���Ͻ�ѹ�Ͳ�����Ϊ�����о���ͬ���������������Ĵ־����γɹ��ɣ������ٽᾧ��֯����������ò�ֲ������ȷ�������־������γ�ԭ��������������Ĵ־����γ�����¶�Ϊ450 �棬��������¶ȵ���ߣ��־���������������¶�470 �汣��30 minʱ�־��������Ϊ63 mm���ڹ����¶�470 ����ʱ�����ű���ʱ����ӳ����־�������ȿ�ʼ���ӽϿ죬Ȼ��������60 min�����ӳ�����ʱ��־�����Ȼ������䡣�ڼ�ѹ�����У������߲��ٽᾧ�̶�ԼΪ�IJ���������ͬʱ�����ڱ߲�����Mg��Znƶ����������h��(MgZn2)���٣��Ծ���������������ý�������ˣ���ѹ�����ڹ��ܹ��������γɴ־�����
[3] л����, ������. ������ѹ�����뼼��[M]. 2��. ����: ұ��ҵ������, 2012: 56-57.
[4] ��ʤ��, �����, ����ϼ, �ָ���. LY12CZ��ѹ���Ĵ־����۷���[J]. �й���ɫ����ѧ��, 1996, 6(3): 123-126.
[7] �ָ���, ��ʤ��, �����. 2024���Ͻ�ѹ���̶�̬�ٽᾧ������о�[J]. �������Ͽ�ѧ�빤��, 2000, 23(1): 40-45.
[10] ���Ļ�, ������, ������. �����ȴ�����7136���Ͻ���֯���ܵ�Ӱ��[J]. ���ղ���ѧ��, 2014, 34(3): 35-41.
