
���±��: 1004-0609(2005)02-0295-05
�����߱�������Ϳ�Ʊ�stellite/WC����Ϳ�������
������, ���ڵ�, �� ��, ëѩƽ
(����������ѧ ��������ϵ, ���� 102206)
ժ Ҫ��
���õ����߱�������Ϳ������45�ֻ������Ʊ���stellite/WC����Ϳ��, ����ɨ��羵���������Ը���Ϳ�����ò�� �۽ṹ�Լ�Ϳ��Ļ����ϻ��������˷���, ��������Ӳ�ȼƲ����˸���Ϳ���Ӳ�Ⱥ͵���ģ���� �������: Ϳ������, ��״�ṹ����; ��Ϳ������Ϳ������ڻ����ϵĿ�������ʹ��Ϳ�㾧��ϸС����, ����Ϊ200~500nm; Ϳ���������淢����Ԫ����ɢ����, Ϊ��ɢ-ұ����; Ϳ��Ӳ�ȵ����ֵΪ18.6GPa, ģ�������ֵΪ310GPa, Ӳ�Ⱥ�ģ���غ���涼���������Ӷ����С�ı仯���ơ�
�ؼ���: �����߱�������Ϳ; stellite/WC����Ϳ��; Ӳ��; ģ�� ��ͼ�����: TG174.45
���ױ�ʶ��: A
Characteristic of stellite/WC composite coating prepared by electrothermal explosion directional spraying of wire
PU Ze-lin, LIU Zong-de, YANG Kun, MAO Xue-ping
(Department of Power Engineering,
North China Electric Power University, Beijing 102206, China)
Abstract: Stellite/WC composite coating was prepared on medium carbon steel substrate by electrothermal explosion directional spraying of wire. The microstructure of coating and bonding mechanism between coating and substrate were analysed through SEM and EDS. The distribution of hardness and elastic modulus of the coating were determined by nanoindentation. The results show that the composite coating is dense and has not laminar structure. The grains of coating solidify rapidly on the substrate, which make the grain of composite coating become very fine, and the grain size is 200-500nm. The element diffusion occurs in the interface between substrate and coating, and the joining mechanism between coating and substrate is metallurgical bond. The maximum hardness and elastic modulus are 18.6GPa and 310GPa, respectively. The hardness and elastic modulus rise at first, and then descend along section.
Key words: electrothermal explosion directional spraying of wire; stellite/WC composite coating; hardness; modulus
WC-Co���нϸߵ�Ӳ�Ⱥ���ĥ��, �㷺��Ӧ������������, ��ú���ܵ�����豸�ϵĻ�ѥ�Լ��ɻ��ķ������� �ᡢ ���ֵ���ĥ����[1]�� ��һ��WC-CoͿ�����Խϲ�, ��Ϳ��Ŀ�ĥ��ĥ�������в�����Ӱ�졣 ��stellite6��һ��Ӧ�ý϶ࡢ �ۺ��������õ�Ӳ�ʺϽ�[2], �������������, ��Ҫ��stellite6�м���WC�Եõ����õ�ǿ��Ч���� ����ʹ��Ϳ��Ⱦ����մɲ��ϵĸ�Ӳ�ȡ� ��ĥ������, �־���stellite���������е�����, ����մɿ���/�ܻ��Ͻ�Ϳ�����һ�������Ժ����õĿ�ĥ�����ܵȡ�
���ȱ�ը��Ϳ������һ�����˵�����Ϳ����, ��һ����������ʷ�Χ��ͨ���Խ�������(˿�� ��)������ʩ��˲��ֱ���ߵ�ѹ, �ڽ��������ڲ��γ�106~107 A/cm2�ĵ����ܶ�, ʹ���ڶ�ʱ���ڱ�ը, ���������Լ��ߵ��ٶ�����, Ȼ���ڻ����ϼ�����ȴ�γɾ���������ѧ���ܵ�Ϳ�㡣 Ŀǰ, ���ȱ�ը�ڿ���Ϳ�ڹ���������ҵ�еõ��㷺Ӧ�� [3]��
���ȱ�������Ϳ�����������ɱ�ը��Ϳ�����Ļ����Ϸ�չ�����Ŀɽ��й����������Ϳ�ļ����� ����[4]�����������߱�ը����һά������Ϳ�IJ��Ժͷ�������� �������, �������ŵ�����Լ250��s, �ڲ�ͬ������������, ��һά�ٶȳ���, �ɹ������ը�����ǰ������ٶ�Ϊ3.5~4.5km/s, ������(���塢 �����������������ӵĻ����)���ٶȿɴ�3~4.5km/s�� ��Ŀǰ�Ե��ȱ�ը������Ϳ��Ϊһ���µ���Ϳ�������о����ࡣ
�������߲������п����ĵ��ȱ�ը������Ϳ�����Ʊ���stellite/WCͿ��, ����Ϳ����ò�� ����֯�� Ϳ��-�����ϻ����Լ�Ӳ�Ⱥ�ģ���������о���
1 ʵ��
���ȱ�ը������Ϳװ����ʵ������������, �ɸ�ѹֱ����Դ�� ���ܵ������顢 ���缫���غͱ�ը�����[5], �ڴ����н�����Ϳʵ�顣
��Ϳ����ΪWC-17%CoӲ�ʺϽ��stellite6�Ͻ�Ƭ, �������Ϊ45�֡� ��Ϳ����stellite�� WC-17%Co����Ӳ�Ȳ�ͬ��Ӳ�ʲ��Ͻ�����Ϳ��ʽ���С� ��Ϳǰ, �Ի�������˱���Ԥ������ ���, �ڴ��������н�����Ϳʵ��, ����ͬһ��λ���ж����Ϳ, ����������Ϳ����ȴ��, �ٽ�����һ����Ϳ��
��������S-3500N�ͺ�KYKY-2800��ɨ�����������Ϳ����ò������֯�����˹۲�, ��ţ���ѧINCA���������Ƕ�Ϳ�������������, ����Ӣ��Micro Materials��˾������NanoTest ����Ӳ�ȼƶ�Ϳ���Ӳ�Ⱥ͵���ģ�������˲����� ��ϵͳʹ��Berkovich����ѹͷ, ������¼���ء� ж�ع������غ�-λ������, ��������������Զ����Ӳ�Ⱥ͵���ģ��, Ӳ�Ⱥ�ģ���������¹�ʽ���м���[6-9]:
H=Fmax/A, A=24.56h2c(1)
Er=(��/A)0.5/2C(2)
1/Er=(1-��2s)/Es+(1-��2)/E(3)
ʽ�� HΪӲ��; FmaxΪʩ�ӵ�����غ�; AΪѹ��ͶӰ���; hcΪ�Ӵ����; CΪж�����߿�ʼ���ֵ�б��; ��sΪ�����������IJ��ɱ�; EsΪ���������ĵ���ģ��;ErΪԼ�ϵ���ģ��, ��������ѹ���������ĵ��Ա���; EΪ���ʯѹ��ĵ���ģ��, Ϊ1140GPa; ��Ϊ���ʯѹ��IJ��ɱ�, Ϊ0.007��
2 ���������
2.1 Ϳ������֯
ͼ1��ʾΪͿ���������ò�� ��ͼ�ɿ���, Ϳ���Ͻ���, ��ͳͿ��IJ�״�ṹ[10, 11], Ϳ���϶��С, û�йᴩ�����������, ��ȴ�ԼΪ110��m�� ͼ2��ʾΪͿ��ĸ߱�����֯�� ��ͼ�ɼ�, Ϳ�����ϸС�ұȽϾ���, �����ߴ�Ϊ200~500nm, Ϊ��ϸ����Ϳ�㡣
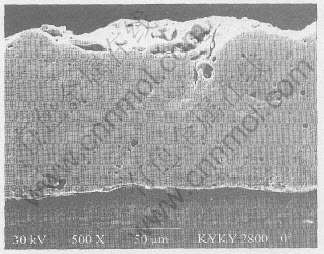
ͼ1 ����Ϳ�������ò
Fig.1 Sectional photography of composite coating
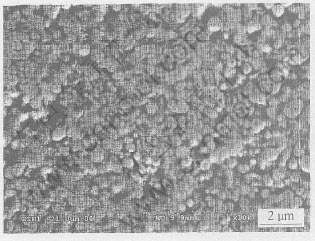
ͼ2 ����Ϳ���������֯
Fig.2 Sectional microstructure of composite coating
����[4]��������������ٶȿɴ�3.0~4.5km/s�� ���������Ӵ�����������ײѹ��������ٶȴ��������ȹ�ϵ[12]�� ���������ĸ�����ײ����˲����ײ��, ʹ��Ϳ������, Ϳ��������Ͻ��ܡ�
��Ϳ���γɵĹ�����, �������ڿ�������ʱ�����������ʱ��Ҫ�̵ö�, ���������Ϊ�ڱ����ڼ�, ���ڿ�������������[13]�� ���ڿ�������巢����ײ����������, ����ʼ�ڻ����������, �����̹���Ϊ�������̹��̡� Sobolev��[14]����34MoCr4�ֻ����Ͻ��г�������ͿWC-Ni�������¶ȵ�ģ���Ϳ����֯��������, ���ڿ��������ڸֻ���ʱ, Ϳ����������������ʴﵽ106 K/s����, ͬʱ������淢�����ۻ����� ����[15]�е��ȱ�ը��Ϳ���¶ȳ�����ֵģ����Ҳ����Ϳ���������ʴﵽ106 K/s������ �ɴ˿ɼ�, �ڵ��ȱ�ը������Ϳ������, Ϳ������ڻ����ϵĿ���������Ϳ����֯ϸС���ȵ�һ����Ҫԭ��
2.2 ������
ͼ3��ʾΪɨ��羵��ɢ���µ�Ϳ����ɨ���������� ��ͼ�ɼ�, ���ڽ��ฯʴʱ�ڽ��洦�γɽϴ�����, ���Ϳ���������洦��FeԪ��Ũ��Ѹ�ٽ��͡� ͼ4��ʾΪͿ��������������� ��1����Ϊͼ4������������� ��ͼ�ͱ���֪, ����Ϳ������, û�зֲ�����, WԪ�ص�Ũ�ȷֲ���Ϳ����������١� FeԪ�ص�Ũ�ȷֲ����ɻ�����Ϳ�����١� ��������������FeԪ������Ϳ����ɢ�ġ� ͬʱ, CoԪ�ء� NiԪ��Ҳ�������ɢ�� Ϳ�������Ľ��ܽ������������̬Ϳ���������������������ɢ�� ��Ϳ�����̹�����, ���ᷢ����ɢ���� ��ɢ����df�ɸ�����ʽ���м���[11]:
df=(D��v-1s)0.5(4)
ʽ�� DΪ��ɢϵ��; ��ΪͿ����; vsΪ�������ʡ�
���������������Ϳ�����̹����б��ֹ�̬ʱ, ��ɢ���ڹ����н��С� ��ɢϵ��D��ԼΪ10-12 m2/s, ��ʱ��ɢ����df��С, ��ɢ���ڽ�����Ĺ���Ҳ��С�� ����, ������������������ȴ��ݶ��ۻ�ʱ, ��ɢϵ�������Ӽ���������, ��ɢ����dfҲ��֮���ӡ� ��ͼ3��4��֪, FeԪ��Ũ�ȵ���ɢ����ɴﵽ��ˮƽ�� �ɴ��Ʋ�, ���ȱ�ը��Ϳ�Ʊ�����Ϳ��Ĺ�����, ������淢���ۻ�����
2.3 Ϳ��Ӳ�Ⱥ�ģ��
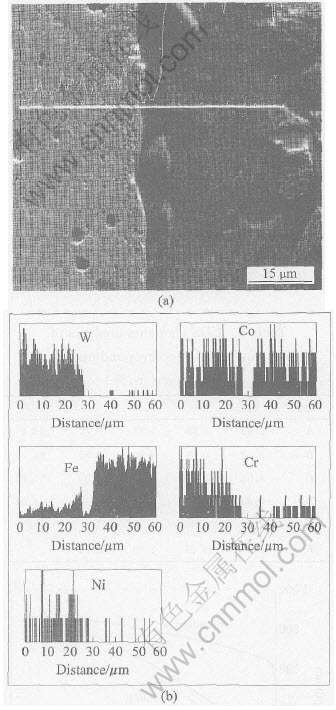
ͼ3 ����Ϳ������SEM���EDS��
Fig.3 SEM photo(a) and EDS patterns(b) of section for composite coating
��������Ӳ�ȼƶ�Ϳ���Ӳ�Ⱥ͵���ģ�������˲����� ������ѹ����Թ�����, �����¶�Ϊ26��, ����غ�Ϊ200mN, ���غ�ж���ٶ�Ϊ0.5mN/s, ����غɱ���60s�� ÿһ����ѹ�۲��Կ��Ի��һ���غ�-λ������, ��������Ӳ�Ⱥ͵���ģ�������������Ϣ�� ����Ϳ����ϵIJ��ɱȲ������Ի��, ����Ϳ��ĵ���ģ����Լ�ϵ���ģ��Er��ʾ�� ͼ5��ʾΪ���͵�Ϳ���غ�-λ�����ߡ� ��ͼ�ɼ�, ����Ϳ��IJ���λ��С, ���Իظ�ԼΪ���ѹ����ȵ�36.8%, ���ֳ�Ӳ�ʺϽ��������

ͼ4 ����Ϳ���SEM��
Fig.4 SEM photo of composite coating
��1 ����Ϳ�������EDS�ɷַ���(��Ӧ��ͼ4)
Table 1 EDS elements analysis of composite coating corresponding Fig.4
(mass fraction,%)

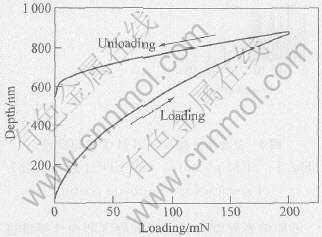
ͼ5 Ϳ����͵ļ���-λ������
Fig.5 Typical load-displacement curves of composite coating

ͼ6 Ϳ��Ӳ�Ⱥ͵���ģ���غ����ķֲ�
Fig.6 Curves of hardness and elastic modulus distribution along cross-section of coating
ͼ6��ʾΪ����Ϳ���Ӳ�Ⱥ͵���ģ���غ����ķֲ��� ��ͼ��֪, Ϳ��Ӳ�ȵ����ֵΪ18.6GPa, ģ�������ֵΪ310GPa�� Ϳ���Ӳ�Ⱥ�ģ���غ���涼���������Ӷ����С�ı仯����, ����������Ϳ�����ϲ�(���һ����Ϳ��Ϳ��)�������Ա�Ϳ���ڲ�Ҫ��һ������, ��Ϳ���ڲ�����Ӳ�ȵĽ��Ϳ��������ڻ����е�FeԪ����Ϳ����ɢ�������ϡ�����¡� �ڻ���Ϳ����濿������, ����������Ӱ���Լ�Ϳ��Ԫ����������ɢ, �����Ӳ�ȱ�ԭʼ����Ӳ�ȸߵ�����
3 ����
1) �������Ƶ��ȱ�ը������Ϳװ���Ʊ���stellite/WC����Ϳ��, Ϳ�����ϸС����, ����Ϊ200~500nm�� Ϳ������, ��϶�ʵ�, ��״�ṹ��
2) Ϳ�������������, �ڽ��洦����Ԫ����ɢ���� Ϳ�������Ϊ��ɢ-ұ���ϡ� WԪ�ص�Ũ�ȷֲ���Ϳ�����������, FeԪ�ص�Ũ�ȷֲ����ɻ�����Ϳ�����١�
3) Ϳ��ģ�������ֵΪ310GPa, Ӳ�ȵ����ֵΪ18.6GPa�� Ӳ�Ⱥ�ģ���غ���涼���������Ӷ����С�ı仯���ơ� ����Ϳ��ĵ��Իظ�ԼΪ���ѹ����ȵ�36.8%��
REFERENCES
[1]�»���. ��������ͿWC-CoͿ���ĥ��ĥ��[J]. �����ȴ���, 1997, 22(11): 5-8.
CHEN Hua-hui. Abrasive wear of WC-Co plasma spraying coatings[J]. Heat Treatment of Metals, 1997, 22(11): 5-8.
[2]Kathruia Y P, Tsuboi A. Laser cladding of stellite No.6: a detalled analysis[A]. High-power lasers: applications and emerging applications[C]. Micropolis: SPIE, 1996. 86-92.
[3]Yamamoto M, Tazaki K, Ogawa R, et al. Development of wire explosion sprayed coating of cylinder bore[J]. Kawasaki Technical Review, 2000, 145: 42-45.
[4]Tamura H, Konoue M, Sawaoka A B. Zirconium boride and tantalum carbide coating sprayed by electrothermal explosion of powders[J]. Journal of Thermal Spray Technology, 1997, 6(4): 463-468.
[5]���ڵ�, ����, ����, ��. �߱�ը���Ʊ�WC-CoӲ�ʺϽ�Ϳ���ʵ���о�[J]. ��ը����, 2003, 23(2): 116-121.
LIU Zong-de, YANG Kun, DUAN Peng, et al. An experimental study on preparation of WC-Co coatings with the exploding wires technique[J]. Explosion and Shock Waves, 2003, 23(2): 116-121.
[6]Ѧ�ı�, ����, ������, ��. ���ѱ���������Ĥ����ѹ�뷨�о�[J]. ���Ͽ�ѧ�빤��, 2003, 10(2): 113-116.
XUE Wen-bin, WANG Chao, LI Yong-liang, et al. Nanoindentation of micro-arc oxidation coatings on pure titanium[J]. Materials Science & Technology, 2003, 10(2): 113-116.
[7]He J H, Ice M, Dallek S, et al. Synthesis of nanostructured WC-12pct Co coating using mechanical milling and high velocity oxygen fuel thermal spraying[J]. Metallurgical and Materials Transactions A, 2000, 31(2): 541-553.
[8]Ѧ�ı�, ��־��, ������, ��. LY12���Ͻ��������մ�Ĥ������ѹ���о�[J]. ϡ�н��������빤��, 2001, 30(4): 281-285.
XUE Wen-bin, DENG Zhi-bin, CHEN Ru-yi, et al. Study of nanoindentation of ceramic coatings formed on LY12 aluminum alloy by microarc oxidation[J]. Rear Metal Materials and Engineering, 2001, 30(4): 281-285.
[9]Pharr G M. Measurement of mechanical properties by ultra-low load indentation[J]. Materials Science and Engineering, 1998, A253(1-2): 151-159.
[10]����, ���ӻ�, ������. ��ը�������WC-CoͿ����֯����Ӳ�ȷ���[J]. ���Ͽ�ѧ�빤��, 1997, 5(1): 103-106.
HU Ming, ZHANG Yan-hua, CHE Cheng-wei. The analysis of microstructure and microhardness WC-Co coatings made through detonation gun spraying[J]. Materials Science and Technology, 1997, 5(1): 103-106.
[11]�����, ������, ����, ��. ��ը��ͿNiCrAlTaYͿ�������֯����[J]. ����ѧ��, 2003, 39(2): 185-188.
ZHANG Yu-juan, SUN Xiao-feng, JIN Tao, et al. Microstructure of DS NiCrAlTaY coating[J]. Acta Metallurgic Sinica, 2003, 39(2): 185-188.
[12]Sobolev V V, Guilemany J M, Nutting J. Analysis of different mechanisms of coating-substrate adhesion in thermal spraying[A]. The 1st United Thermal Spray Conference[C]. Ohilo, USA: ASM International Material Park, 1997. 797-803.
[13]��Ⱥ��, ��³, ������, ��. ������Ϳ����/�մɿ�����˲̬��ײѹ���о�[J]. ����������ѧѧ��, 2003, 23(2): 168-171.
FAN Qun-bo, WANG Lu, WANG Fu-chi, et al. A study on the transient pressure of plasma sprayed metal/ceramic particles[J].Transactions of Beijing Institute of Technology, 2003, 23(2): 168-171.
[14]Sobolev V V, Guilemany J M, Miguel J R, et al. Investigation of the development of coating structure during high velocity oxy-fuel (HVOF) spraying of WC-Ni powder particles[J]. Surface and Coatings Technology, 1996, 82: 114-120.
[15]������, ����, ���ڵ�, ��.���ȱ�ը��Ϳ���¶ȳ�����ֵģ��[J]. �й����湤��, 2004, 17(1): 20-23.
PU Ze-lin, YANG Kun, LIU Zong-de, et al. Numerical simulation of temperature field for electrical explosion spray coating[J]. China Surface Engineering, 2004, 17(1): 20-23.
������Ŀ: ���Ҹ����о���չ�ƻ�������Ŀ(2003AA331130)
�ո�����: 2004-07-20; ������: 2004-09-01
�����: ������(1977-), ��, ��ʿ�о���.
ͨѶ����: ������, �绰: 010-80793476; E-mail: pzl_ly@sohu.com
[1]�»���. ��������ͿWC-CoͿ���ĥ��ĥ��[J]. �����ȴ���, 1997, 22(11): 5-8.
[5]���ڵ�, ����, ����, ��. �߱�ը���Ʊ�WC-CoӲ�ʺϽ�Ϳ���ʵ���о�[J]. ��ը����, 2003, 23(2): 116-121.
[6]Ѧ�ı�, ����, ������, ��. ���ѱ���������Ĥ����ѹ�뷨�о�[J]. ���Ͽ�ѧ�빤��, 2003, 10(2): 113-116.
[10]����, ���ӻ�, ������. ��ը�������WC-CoͿ����֯����Ӳ�ȷ���[J]. ���Ͽ�ѧ�빤��, 1997, 5(1): 103-106.
[11]�����, ������, ����, ��. ��ը��ͿNiCrAlTaYͿ�������֯����[J]. ����ѧ��, 2003, 39(2): 185-188.
[15]������, ����, ���ڵ�, ��.���ȱ�ը��Ϳ���¶ȳ�����ֵģ��[J]. �й����湤��, 2004, 17(1): 20-23.
