
Trans. Nonferrous Met. Soc. China 28(2018) 902-911
Influence of rolling route on microstructure and mechanical properties of AZ31 magnesium alloy during asymmetric reduction rolling
Ru MA1, Yue LU1, Ling WANG2, Yi-nong WANG1
1. School of Materials Science and Engineering, Dalian University of Technology, Dalian 116024, China;
2. School of Materials and Metallurgy, Northeastern University, Shenyang 110819, China
Received 12 December 2016; accepted 22 June 2017
Abstract:
Four different routes of asymmetric reduction rolling were conducted on AZ31 magnesium alloy to investigate their effect on the microstructure evolution and mechanical properties. Route A is the forward rolling; while during routes B and C the sheets are rotated 180�� in rolling direction and normal direction, respectively; route D is the unidirectional rolling. The strain states of rolled sheets were analyzed by the finite element method, while the microstructure and texture were observed using optical microscopy, X-ray diffraction and electron back-scattered diffraction techniques, and the mechanical properties were measured by tensile test. The results show that route D produced the largest effective strain. Compared with other samples, sample D exhibited a homogeneous microstructure with fine grains as well as a weak and tilted texture, in corresponding, it performed excellent tensile properties, which suggested that route D was an effective way to enhance the strength and plasticity of AZ31 sheet.
Key words:
AZ31 Mg alloy; asymmetric reduction rolling; rolling route; finite element analysis; mechanical properties;
1 Introduction
Magnesium alloys are attractive metals due to their significant advantages, such as low density, high specific properties, good machinability and environmental performance [1]. Therefore, Mg alloys have a widely applications in auto motive, aerospace and electronics industries [2]. In addition, compared with cast Mg alloys, wrought Mg alloys have a higher mechanical strength and more diversity in component shapes, accordingly attract more and more attention in recent years. However, due to their hexagonal close packed (HCP) crystal structure, the deformed Mg alloys always exhibit strong anisotropy ascribed to crystallographic textures, which leads to the poor formability at ambient temperature [3]. For the wider applicability of Mg alloys, it is required to develop the new processing technologies to acquire the higher mechanical properties that include not only high strength, but also high ductility by weakening basal texture and refining grains [4].
Many researchers have reported that changing the processing methods or strain states during the plastic deformation have a significant effect on the microstructure and texture evolutions of Mg alloys [5], which correspondingly influence the mechanical performances. YAMASHITA et al [6] demonstrated that the mechanical properties of Mg and its alloys could be improved significantly by equal channel angular extrusion (EACE), while GHOLINIA et al [7] illustrated that different paths during ECAE lead to distinct strain states and affect the microstructures of materials obviously by the further research. The rolling behavior of Mg alloy sheet processed by unidirectional rolling (UR) and cross rolling (CR) was investigated and suggested that the basal texture intensities could be effectively decreased by changing strain states and the rollability of sheets could be enhanced correspondingly [8-10]. Simultaneously, ZHANG et al [11] reported the microstructure evolutions and mechanical properties of AZ31 alloy sheet processed by three different rolling routes, and exhibited that higher tensile strength and excellent plasticity could be obtained by changing rolling paths. In recent years, the asymmetric rolling (ASR) process [12-15], including single roller drive rolling (SRDR), differential speed rolling (DSR) and differential roller diameter rolling, has become a research hotspot. WATANABE et al [12,16] demonstrated that ASR process could modify the texture of AZ31 Mg alloy and enhance the room temperature ductility. While JI and PARK [17] investigated various asymmetric rolling processes by finite element method (FEM), and suggested that ASR is more efficient in producing plastic deformation since it will develop additional shear strain during rolling. Currently, CHANG et al [18] researched the influence of two different strain paths on the microstructure evolution and mechanical properties of AM31 magnesium alloy sheets during asymmetric rolling. Despite this, there are still limited researches that consider different rolling routes of ASR and their effects on the microstructure and texture evolutions of Mg alloys.
Recently, the asymmetric reduction rolling (ARR), as a special ASR process, which can introduce shear strains by forming different reductions at the upper and lower parts of sheet using a support plate at the entrance of symmetric rolling (SR), has been proposed in the previous work [19]. As demonstrated, the ARR is an effective process that can modify the microstructure of AZ31 Mg alloy and thus improve the mechanical properties significantly in a simple way. However, the influence of changing strain paths on the microstructure evolutions and properties of Mg alloys during ARR has not been studied. Therefore, in the present study, four different routes of ARR processes were carried out on AZ31 magnesium alloy sheets, aiming to systematically investigate the effect of strain states on the microstructure evolutions and mechanical properties of the rolled sheets and to find an excellent way to optimize the ARR process.
2 Experimental
The material used in the present study was the hot extruded AZ31 Mg alloy plate with the following composition (mass fraction): Mg, 3% Al and 1% Zn. All rolling samples with the same dimensions of 80 mm �� 40 mm �� 6 mm were wire cut out from the as-received sheet and prepared with heat treatment in a furnace at 300 ��C holding for 3 h followed by air-cooling to eliminate the residual stress before rolling. The schematic diagram of ARR and four different rolling routes is illustrated in Fig. 1, all the specimens were processed by two passes of ARR. Route A is known as forward rolling, i.e., the sheet was rolled by two passes of ARR in the same rolling direction. By routes B and C, the sheets were rotated 180�� in the rolling direction (RD) and normal direction (ND), respectively, after the first pass of ARR. While in route D, the sheet was rotated 180�� in both RD and ND after the first pass, and this route was named as unidirectional rolling.
In the rolling process, the upper and lower rolls rotate in the opposite direction and the sheet moves from the left to the right. The deformation zone is defined by the area between the entrance and the exit. It can be noticed that a support plate is placed at the entrance, resulting in a difference reduction in the upper and lower layers, which causes an asymmetric deformation into the sheet. What��s more, the asymmetric deformation conditions can be changed by moving the position of the support plate. In this study, the upper surface of the support plate was flush with the top of bottom roll and the horizontal distance between the two was 50 mm during ARR rolling (as shown by d in Fig. 1). Four different rolling routes were done at a specimen temperature of 400 ��C followed by air-cooling. The sheets were reduced from 6 to 4.5 mm in the first pass, subsequently rolled to 3.2 mm in the second pass, while between two passes, the specimens were reheated to 400 ��C for 10 min. The rollers with 200 mm in diameter were used for the rolling experiments at room temperature and a speed of 4.2 r/min and graphite was used as a lubricant.

Fig. 1 Schematic diagrams of ARR process and four different rolling routes
The deformation behaviors of AZ31 alloy sheets processed by ARR were analyzed by the finite element method (FEM) with a commercial software, DEFORM, which was coded based on the rigid-viscoplastic finite element. In the software, the rolls were treated as rigid bodies while the sheet was treated as a rigid-viscoplastic material. In addition, the simulated parameters used in FEM were the same with the previous literature [19] and not listed in this study for a more concise. As a result, the effective strain characteristics of rolled sheets under the same rolling conditions as in the experiment were obtained from FEM.
Optical microstructures (OM) in normal direction (ND)-rolling direction (RD) plane in the mid-layer of both the annealed original sample and the sheets processed by ARR were observed by standard metallographic technique. The grain size was determined using the optical microscope and image analyzer software, and the measurement was carried out on at least 5000 grains for improved reliability. To investigate the deformation mechanism and micro texture evolutions of the rolled sheets, electron backscattered diffraction (EBSD) was performed on the rolling plane using a Zeiss Supra 55 FEG SEM at 20 kV, with a working distance of 16 mm, a tilt angle of 70�� and a scanning step of 1 ��m. Macro textures were also measured using the X-ray diffraction (XRD) method, and incomplete (0002) pole figures in the mid-thickness layer of these rolled sheets were obtained. Tensile specimens with a gauge length of 10 mm and a width of 3 mm were cut from the as-rolled sheets along rolling direction, and then, the triplicate universal tensile tests were carried out on a standard universal testing machine with a strain rate of 1��10-3 s-1 at room temperature.
3 Results and discussion
3.1 Influence of rolling route on effective strain
Before analyzing the microstructure characteristics of AZ31 sheets rolled by four different routes, it is important to understand the strain state of them during deformation. The simulation results of the sheets processed by four ARR routes that were obtained from FEM were compared to each other in terms of deformation pattern and effective-strain accumulation.
The grid distortions and effective strain distributions of the rolled sheets are depicted in Fig. 2. During ARR, the grid distortions were not symmetric with respect to the middle layer. Shear deformation was severer in the upper layer, while the compression was larger in the lower layer. Due to the rotation of rolled sheet after the first pass of ARR, the directions of the stress and strain imparted on the sheet were changed and different with each other at the second rolling pass, as performed by the grid distortions of rolled sheets. In route A, the strain directions were consistent and superimposed in the same layers after two passes of ARR, i.e., the upper layers were subjected to an accumulation of shear strain while the lower layers suffered from a larger compression. By route B, as the sheet rotated 180�� in RD, the directions of shear strain in the upper layer were opposite during two passes of ARR. While in route C and D, due to the rotation in ND, the rolled sheets should be subjected to the identical strain in the upper and lower layers, respectively. The difference between the two routes was shear strain directions generated in the upper and lower layers of sheet. In route D, the shear strain directions were same, while in route C the shear strain directions were opposite. Nearly all the grids in the rolled sheet processed by route D were inclined in one direction, which suggested that the shear strain was introduced throughout the whole thickness of sheet.
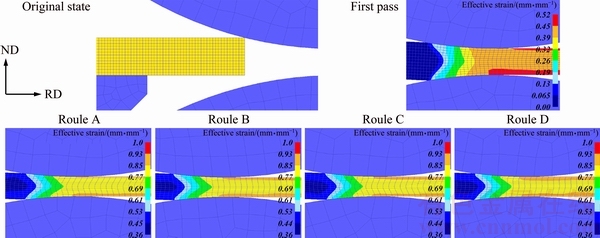
Fig. 2 Grid distortions and effective strain distribution of rolled sheets obtained from FEM
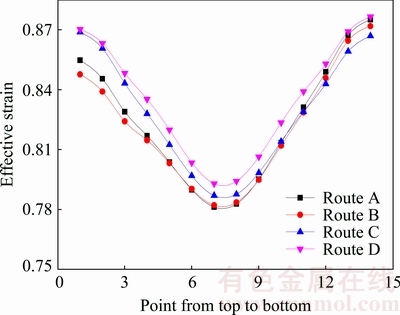
Fig. 3 Distribution of effective strain from top surface to bottom surface of rolled sheets
Figure 3 exhibits the accumulation of the effective strain from the top surface to bottom surface of the rolled sheets. It can be noted that the effective strain accumulated least in the mid-layer of all the sheets, which denoted the sample suffered from the smallest deformation. From the comparison of four different rolled sheets, it can be known that the magnitude of the effective strain was identical for all samples in the first rolling pass. However, in the second pass of ARR, the accumulations of the effective strain were significantly different despite they had the same reduction. And this result could be ascribed to the change of stress caused by the rotations of sheet. The total effective strain accumulated in different layers, the average value and maximum deviation of all the sheets processed by different rolling routes of ARR are listed in Table 1. We inferred that route B would produce the least average value of the effective strain and a larger deviation. In contrast, route D would produce the highest average value and the most uniform distribution of the effective strain. Therefore, if the effective strains are used to compare the strain state of the sheets, then the results show that route D is the most ideal process for uniform and severe plastic deformation to produce the AZ31 Mg alloy sheet.
3.2 Microstructures of initial sample and one pass rolled sheet
The optical microstructure measured in the mid- layer of the original AZ31 Mg alloy sheet and its (0002) pole figure are depicted in Fig. 4. The microstructure of the original sample before rolling consists of equiaxed grains with uneven size range from 40 to 100 ��m, and a few twins can be found in some large grains. A typical basal texture with the maximum intensity of 16.9 can be observed for the original sample, which means that in most grains of the sheet, their c-axis is nearly perpendicular to the rolling plane.
Table 1 Effective strain accumulations in upper, middle and lower layers

We defined that the grains have an average diameter of ��10 ��m as ��fine�� grains, and the percentage of fine grains Pf is defined as: Pf=N1/N2 where N1 is the total quantity of individual fine grains, N2 is the total sampling quantity. It is essential to judge the uniformity of microstructure based on grain size distribution and the percentage of fine grains because of the non-homogenous nature of grain distribution resulted from incomplete dynamic recrystallization (DRX) during different routes of ARR. The microstructure of one pass rolled sheet and its corresponding grain size distribution are presented in Fig. 5. After the first pass of ARR, the grain size of sheet was significantly refined, while the percentage of fine grains was about 63% and the average of grain size reduced to ~9.4 ��m. Besides, the micro basal texture of one pass rolled sheet measured by EBSD was weakened obviously, and its maximum intensity was 8.3 as illustrated in the previous work [19]. The results indicate that ARR is an effective way to refine the grain sizes and weaken basal texture of AZ31 Mg alloy as it can introduce the shear strain during rolling.

Fig. 4 OM image of original sample after heat treatment (a) and its (0002) pole figure (b)

Fig. 5 OM image of first pass rolled sheet (a) and its corresponding grain size distribution (b)
3.3 Microstructure and texture evolutions of sheets processed by two passes of ARR
Since the strain state has a significant influence on the DRX of AZ31 Mg alloy during hot rolling, it will affect the microstructure evolutions of the sheets processed by four routes of ARR. Figure 6 exhibits the microstructures of sheets rolled by four different ARR routes with the corresponding grain size distributions chart. As processed by two passes of ARR in a consistent way, sample A (processed by route A), which introduced severe shear strain at the upper part of sheet, showed a relatively fine and uniform microstructure at the center part of the sheet (Fig. 6(a)). The percentage of fine grains was 67% with the average grain size of about 9.1 ��m, which was slightly finer compared with that of one pass rolled sheet (Fig. 5). The sheet rolled by route B that produced the least average and the greatest maximum deviation of effective strain exhibited an inhomogeneous microstructure that contained both coarse and fine grains with the average grain size ~11 ��m, where the percentage of fine grains was about 58% (Fig. 6(b2)). The increase of grain size could be attributed to the activation of grain growth, which was resulted from reheating between two passes of ARR and deformation heating. After route C, the upper and lower layers of the sheet were subjected to a pair of shear strain with opposite directions due to its rotation in ND, however, the center-layer of sheet suffered from small shear strain with an effective strain of 0.79 that was identical to that of sample A. Therefore, the microstructure of sample C was like that of sample A, where the percentage of fine grains was about 65%, and the average grain size was 9.5 ��m (Fig. 6(c2)). In final, sample D showed the most homogeneous microstructure with the finest grains (average grain size ~7.1 ��m), and the percentage of fine grains was 75% (Fig. 6(d2)), since it was subjected to a relatively uniform strain through the entire thickness of sheet after two passes of ARR. In addition, the largest effective strain that accumulated in route D was another reason to form such microstructural feature as it could promote the DRX of sheet during deformation.
To analyze the deformation mechanism in detail, the orientation maps of four different samples were extracted from EBSD measurements, and are illustrated by inverse pole figure (IPF) in Fig. 7, where the (0002) pole figures acquired from the inverse pole figures are also exhibited. It is worth noting that the microstructures obtained from EBSD are consistent with the OM images and the parameters of the rolled sheets are summarized in Table 2. The macro textures of the rolled sheets were also measured by XRD and consistent with the EBSD results, and not listed here for brevity of the article. After two passes of ARR, all samples exhibited a typical basal texture, but the intensities of the basal texture were decreased obviously compared with the original sheet. Besides, the distribution characteristics and the texture intensities of the rolled sheets processed by four routes were different with each other. The distributions of basal poles in the mid-layer of samples A and D were more dispersive compared with those of samples B and C. On the other hand, the sheet processed by routes A and D showed (0002) basal pole density at the position inclined by ~10�� from ND toward RD, which was also observed in AZ31 processed by SRDR and DSR [12,15]. The inclination might be related to the introduction of shear strain even in the mid-layer during routes A and D compared with routes B and C. What��s more, the maximum intensity of the basal texture distributed in sample D (7.2) was the least compared with that of other samples.

Fig. 6 Micrographs and their corresponding grain size distributions of sheets processed by route A (a1, a2), route B (b1, b2), route C (c1, c2), and route D (d1, d2)
The recrystallization fractions of the rolled sheets after two passes of ARR were also extracted from the analysis results of EBSD, as listed in Table 2. Combined with the strain states obtained from FEM, it was inferred that the recrystallization process could be promoted by the larger effective strain during hot rolling. In addition, with the increase of recrystallization fraction, both the grain size and (0002) basal texture intensity of the rolled sheets reduced. The residual grains (deformed grains) in which DRX did not occur during deformation of the sheets were indicated in their IPFs by the ellipses. In general, the introduction of shear strain could influence the rotation of grains and change their Schmid factor (SF) during rolling. By route A, the shear strain was introduced in a consistent direction during two passes of ARR, and might be spread to the mid-layer of the sheet although it was not uniform along the thickness direction. Therefore, sample A exhibited a relatively high recrystallization fraction of 62% in the mid-layer and showed a homogeneous refined microstructure with the weakened and deflected basal texture. When processed by route B, the effective strain accumulated in the mid-layer of sheet was the least compared with others, which in turn led to a minimum recrystallization fraction of 48%. The basal-oriented grains were retained after deformation (remarked by ellipses in Fig. 7(c)), resulting in a typical basal texture in sample B (Fig. 7(d)). On the other hand, some grains with different orientations were very sensitive to DRX, and thus were quickly replaced by fine grains. This feature was also observed in the microstructure of sample C, whose recrystallization fraction was 55%. Some large residual grains were surrounded by many tiny recrystallized grains, forming typical necklace structures, which can be seen in Fig. 7(e) remarked by ellipses. This phenomenon might be caused by rotational dynamic recrystallization (RDRX), which generally takes place at high temperatures in a basal- textured material in which the grains are not favorably orientated to accommodate the rolling strain [20]. As processed by route D, the shear strain was introduced unidirectionally throughout the thickness of sheet during rolling (Fig. 2), thus most hard-oriented grains tend to be soft-oriented grains as their SF values changed. In addition, the introduction of shear strain would increase the accumulation of effective strain during rolling and provide more deformation energy for DRX. In summary, as the shear strain was introduced, non-basal slips increased their activity and strengthened the uniform deformation capability, which weakened the influence of basal slip during rolling, and in turn weakened the basal texture intensity. Due to the highest fraction of DRX during route D rolling (73%), all the grains were uniformly refined as observed in Fig. 7(g). And it is worth noting that the residual grains were with the non-basal orientation. The characteristics of microstructure and texture of four samples suggest that route D is an effective way to refine grain sizes and weaken basal texture of AZ31 Mg alloy.

Fig. 7 Grain orientations and (0002) pole figures of rolled sheets processed by route A (a, b), route B (c, d), route C (e, f) and route D (g, h)
Table 2 Parameters of rolled sheets obtained from experiment

3.4 Mechanical properties
The stress-strain curves during uniaxial tension at room temperature of AZ31 alloy sheets deformed by one pass (1P) and two passes of ARR with different routes are shown in Fig. 8, the corresponding mechanical properties, i.e., 0.2% yield stress (YS), ultimate strength (UTS) and failure elongation (FE) are also illustrated in Table 3. Higher YS and UTS values were obtained for the sheet processed by route D (185 and 285 MPa, respectively) as compared to the sheets processed by 1P ARR (180 and 270 MPa, respectively) and other routes of two passes ARR, which was in good agreement with the microstructure evolved after deformation. Such strengthening was associated with the larger strain imparted by route D than by others, although the thickness reduction was identical. In addition, the grain size also has an important effect on the strength according to the Hall-Petch relationship [21]: ��0.2=��0+Kd-1/2, where ��0.2 is the yield stress of a polycrystalline metal, ��0 is the yield stress relating to materials of infinite grain size, K is a constant, and d is the grain size. Therefore, sample B with the coarse microstructure performed a slightly weak strength (YS��175 MPa, UTS��263 MPa), and samples A and C showed the similar strength with 1P rolled sheet as their average grain sizes were almost the same.
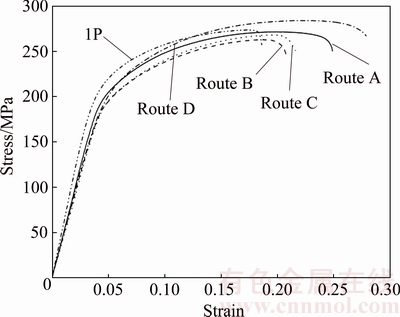
Fig. 8 Stress vs strain curves of rolled sheets processed by ARR rolling
Table 3 Tensile properties of ARR rolled sheets tested at room temperature

On the other hand, the highest FE of 27% was also observed in sample D, which was consistent with the microstructural homogeneity. The grain size could give an influence on the elongation by affecting the strain-hardening rate, twinning, and compatibility stresses. The FE of the rolled sheets would be related to the texture effect, the improvement in elongation achieved in the sheets processed by routes A (~24%) and D might be related to the weak and tilted texture generated in deformation. Twinning in Mg alloys occurs by either tensile stress to the c-axis direction or compressive stress perpendicular to the prismatic plane at room temperature, so the weaker the basal texture intensity is, the easier the twinning occurs, which will lead to a higher ductility.
4 Conclusions
1) Four different routes of ARR were conducted on AZ31 magnesium alloy sheets to investigate the influence of strain states on the microstructure evolution, as well as its correlation with mechanical properties of the sheet at room temperature.
2) The accumulation of the effective strain in different layers of the sheet was different and the shear strains could be introduced during ARR process. After two passes of ARR, the strain states of the sheets processed by four routes were different and ascribed to the rotation of sheet during rolling. Compared with other routes, route D produced the largest average effective strain with a relatively uniform distribution in different layers.
3) The sheet processed by route D exhibited a more homogeneous microstructure with fine grains fraction of ~75% and the average grain size of ~7.1 ��m. This result was attributed to the largest effective strain and uniform shear strain accumulated by route D, which would provide uniformity in the microstructure and a higher fraction of DRX.
4) Since the initial texture was a basal texture, the texture of the sheets remained basal after two passes of ARR regardless of rolling routes. However, in terms of texture strength and characteristics, different routes rolling resulted in distinctly different textures. While routes B and C gave rise to stronger intensities, routes A and D resulted in weak and tilted textures.
5) Due to fine-grained microstructure and weakened basal texture, the sheet rolled by route D exhibited much better mechanical properties, such as higher strength and larger failure elongation.
References
[1] AGHION E, BRONFIN B, ELIEZER D. The role of the magnesium industry in protecting the environment [J]. Journal of Materials Processing Technology, 2001, 117(3): 381-385.
[2] MORDIKE B L, EBERT T. Magnesium properties-applications- potential [J]. Materials Science and Engineering A, 2001, 302(1): 37-45.
[3] YIN De-liang, LIU Jin-qiang, WU Bing. Deformation mechanisms of Mg-3Al-1Zn alloy by polycrystal plasticity modeling [J]. Transactions of Nonferrous Metals Society of China, 2015, 25(7): 2188-2194.
[4] HUANG Guang-sheng, WANG Yan-xia, WANG Li-fei, HAN Ting-zhuang, PAN Fu-sheng. Effects of grain size on shift of neutral layer of AZ31 magnesium alloy under warm condition [J]. Transactions of Nonferrous Metals Society of China, 2015, 25(3): 732-737.
[5] LIU Di, LIU Zu-yan, WANG Er-de. Evolution of twins and texture and its effects on mechanical properties of AZ31 magnesium alloy sheets under different rolling process parameters [J]. Transactions of Nonferrous Metals Society of China, 2015, 25(11): 3585-3594.
[6] YAMASHITA A, HOROTA Z, LANGDON T G. Improving the mechanical properties of magnesium and a magnesium alloy through severe plastic deformation [J]. Materials Science and Engineering A, 2001, 300(1-2): 142-147.
[7] GHOLINIA A, PRANGNELL P B, MARKUSHEV M V. The effect of strain path on the development of deformation structures in severely deformed aluminium alloys processed by ECAE [J]. Acta Materialia, 2000, 48(5): 1115-1130.
[8] CHINO Y, LEE J, SASSA K, KAMIYA A, MABUCHI M. Press formability of a rolled AZ31 Mg alloy sheet with controlled texture [J]. Materials Letters, 2006, 60(2): 173-176.
[9] AL-SAMMAM T, GOTTSTEIN G. Influence of strain path change on the rolling behavior of twin roll cast magnesium alloy [J]. Scripta Materialia, 2008, 59(7): 760-763.
[10] LI X, AL-SAMMAN T, GOTTSTEIN G. Mechanical properties and anisotropy of ME20 magnesium sheet produced by unidirectional and cross rolling [J]. Materials and Design, 2011, 32(8-9): 4385-4393.
[11] ZHANG Hua, HUANG Guang-sheng, ROVEN H J, WANG Li-fei, PAN Fu-sheng. Influence of different rolling routes on the microstructure evolution and properties of AZ31 magnesium alloy sheets [J]. Materials and Design, 2013, 50(50): 667-673.
[12] WATANABE H, MUKAI T, ISHIKAWA K. Differential speed rolling of an AZ31 magnesium alloy and the resulting mechanical properties [J]. Journal of Materials Science, 2004, 39(4): 1477-1480.
[13] CHO J H, SANG S J, KIM H W, KANG S B. Texture and microstructure evolution during the symmetric and asymmetric rolling of AZ31B magnesium alloys [J]. Materials Science and Engineering A, 2013, 566(12): 40-46.
[14] KASEEM M, CHUNG B K, YANG H W, HAMAD K, KO Y G. Effect of deformation temperature on microstructure and mechanical properties of AZ31 Mg alloy processed by differential-speed rolling [J]. Journal of Materials Science & Technology, 2015, 31: 498-503.
[15] CHINO Y, MABUCHI M, KISHIHARA R, HOSOKAWA H, YAMADA Y, WEN C E, SHIMOJIMA K, IWASAKI H. Mechanical properties and press formability at room temperature of AZ31 Mg alloy processed by single roller drive rolling [J]. Materials Transactions, 2002, 43(10): 2554-2560.
[16] WATANABE H, MUKAI T, ISHIKAWA K. Effect of temperature of differential speed rolling on room temperature mechanical properties and texture in an AZ31 magnesium alloy [J]. Journal of Materials Processing Technology, 2007, 182(1-3): 644-647.
[17] JI Y H, PARK J J. Development of severe plastic deformation by various asymmetric rolling processes [J]. Materials Science and Engineering A, 2009, 499(1): 14-17.
[18] CHANG L L, KANG S B, CHO J H. Influence of strain path on the microstructure evolution and mechanical properties in AM31 magnesium alloy sheets processed by differential speed rolling [J]. Materials and Design, 2013, 44: 144-148.
[19] MA Ru, WANG Ling, WANG Yi-nong, ZHOU De-zhi. Microstructure and mechanical properties of the AZ31 magnesium alloy sheets processed by asymmetric reduction rolling [J]. Materials Science and Engineering A, 2015, 638: 159-164.
[20] DEL-VALLE J A, PEREZ-PRADO M T, RUANO O A. Texture evolution during large-strain hot rolling of the Mg AZ61 alloy [J]. Materials Science and Engineering A, 2003, 355: 68-78.
[21] PETCH N J. The cleavage strength of polycrystals [J]. J Iron Steel Inst, 1953, 174(1): 25-28.
����·���ԷǶԳ�ѹ��������AZ31þ�Ͻ�����֯�����ܵ�Ӱ��
�� ��1��³ ��1���� ��2������ũ1
1. ����������ѧ ���Ͽ�ѧ�빤��ѧԺ������ 116024��
2. ������ѧ ������ұ��ѧԺ������ 110819
ժ Ҫ����AZ31þ�Ͻ����4�ֲ�ͬ·���ķǶԳ�ѹ�������ƣ��о���Բ�������֯�ݻ�����ѧ���ܵ�Ӱ�졣·��AΪ�������ƣ�·��B��C������ʱ����ֱ�������ͷ�����ת180�㣬·��DΪ�������ơ���������Ԫ�����������Ӧ��״̬����ͨ������������X��������͵��ӱ�ɢ�����似���۲������ĵ�����֯��֯��������������������������Բ��ϵ���ѧ���ܡ����������·��D����ʱ�������ĵ�ЧӦ��ֵ���������������ȣ�����D����֯�Ͼ��ȣ���ϸС�ľ�����ɣ��������֯��������������һ����ת����ˣ�����D���ֳ����������ѧ���ܣ������·��D�ܹ���Ч�����AZ31��ĵ�ǿ�Ⱥ����ԡ�
�ؼ��ʣ�AZ31þ�Ͻ𣻷ǶԳ�ѹ�������ƣ�����·��������Ԫ��������ѧ����
(Edited by Wei-ping CHEN)
Foundation item: Project (51471041) supported by the National Natural Science Foundation of China
Corresponding author: Yi-nong WANG; Tel: +86-411-84707430; E-mail: wynmm@dlut.edu.cn
DOI: 10.1016/S1003-6326(18)64724-7
Abstract: Four different routes of asymmetric reduction rolling were conducted on AZ31 magnesium alloy to investigate their effect on the microstructure evolution and mechanical properties. Route A is the forward rolling; while during routes B and C the sheets are rotated 180�� in rolling direction and normal direction, respectively; route D is the unidirectional rolling. The strain states of rolled sheets were analyzed by the finite element method, while the microstructure and texture were observed using optical microscopy, X-ray diffraction and electron back-scattered diffraction techniques, and the mechanical properties were measured by tensile test. The results show that route D produced the largest effective strain. Compared with other samples, sample D exhibited a homogeneous microstructure with fine grains as well as a weak and tilted texture, in corresponding, it performed excellent tensile properties, which suggested that route D was an effective way to enhance the strength and plasticity of AZ31 sheet.
