
���±�ţ�1004-0609(2012)09-2600-08
�����۸�WC������ǿ����Ϳ�����֯����ĥ��
�����ܣ�����Ȫ��������
(�������պ����ѧ ���Ͽ�ѧ����ѧԺ �������������������ֱ����������������о����ģ����� 100191)
ժ Ҫ��
Ϊ�����TA15�ѺϽ����ĥ�ԣ���TA15�ѺϽ�������ü����۸�Ԥ�õĴ�����WC������TA15��Ϸ�ĩ���Ʊ�WC������ǿ��ĥ����Ϳ�㡣���ý�������(OM)��ɨ��羵(SEM)����Ϳ�������֯������X��������(XRD)�������(EDS)��Ϳ������������������Ϳ���ڶ���ĥ��ĥ�����¸ɻ���ĥ�������µ���ĥ�����ܲ�����ĥ������������������ǿ��WC������Ϳ���нϾ��ȷֲ�������(TiW)C/TiC���(TiW)C+(Ti, W)������֯�����ǿ��Ļ��壬Ϳ���ڶ���ĥ��ĥ�ɻ���ĥ�������±��ֳ��������ĥ���ܣ����ѺϽ������ĥ�������ʮ���ϰٱ���WC��������������Եĸ�Ӳ�༰����Ŀ�ճ�����ܶ�Ϳ����ĥ�����������á�
�ؼ��ʣ�
�����۸���������ǿ���ѺϽ���̼��������ĥ����
��ͼ����ţ�TB333���� ���ױ�־�룺A
Microstructure and wear resistance of
laser cladding WC particles reinforced composite coatings
LIU Jian-di, ZHANG Shu-quan, WANG Hua-ming
(Engineering Research Center of Ministry of Education on Laser Direct Manufacturing for Large Metallic Components,
School of Materials Science and Engineering, Beijing University of Aeronautics and Astronautics, Beijing 100191, China)
Abstract: The wear resistant composite coatings reinforced by WC particles were fabricated by laser cladding using blends of WC particles with large size and TA15 powders as the raw materials. Microstructure and worn surface morphologies of the coatings were analyzed and characterized by optical microscopy (OM), scan electron microscopy (SEM) equipped with energy dispersive spectrometer (EDS) and X-ray diffraction (XRD). Wear resistance of the coatings was evaluated under two-body abrasive and dry sliding wear test condition at room temperature. The results show that WC particles have a uniform distribution in the coatings, which consists of the primary phase (TiW)C/TiC and (TiW)C+(Ti,W) eutectic phase as the matrix. Under two-body abrasive and block-on-ring dry sliding wear conditions, compared with titanium alloy substrate, the wear-resistance of coatings has improved dozens to one hundred times. High hardness of WC particles and the tough matrix with excellent anti-adhesion properties play a key role in improving wear resistance of the coatings.
Key words: laser cladding; particles reinforcement; titanium; WC; wear resistance
�ѺϽ�������еĵ��ܶȡ���ǿ�ȡ��������ʴ�Ժ�����ѧ���ܹ㷺Ӧ���ں��ա����졢�������ȹ�ҵװ����[1-3]��������Ħ����������ճ�š���ĥ�ԵͶ��������ѺϽ��ڶ���ĥ���е�Ӧ�á�����ĥ��ʧЧ����Դ�ڲ��ϵı��棬�����ڲ�Ӱ�����ԭ���������ܵ�ǰ���£����ú��ʵı�������ֶο�����Ч�����ѺϽ����ĥ����[4]��
��ͳ�ı�����Լ���������ע�롢�����ӵ�������ѧ/������������ȷ���[5-6]�����ڼӹ��Ƶõ�Ϳ�㱡������Ľ��������ȱ�㣬��Щ�������������ڸ�
������Ŀ���������������о���չ�ƻ�������Ŀ(2010CB606305)
�ո����ڣ�2011-08-29�������ڣ�2011-11-28
ͨ�����ߣ������������ڣ���ʿ���绰��010-82317102��E-mail: wanghm@buaa.edu.cn
�Ӵ�Ӧ�������µ�ʹ��Ҫ�����۸���������ϡ���ʵ͡��۸����������ȫ����ұ���ϡ�������С����Ϳ���ȿ��ڼ�ʮ����������֮��仯���ŵ㣬����õ��˹㷺�о���Ӧ�á����������������۸�Ӳ����ǿ�ิ�ϲ����Ʊ���ĥͿ�����������ǵĸ߶ȹ�ע���մɲ��Ͼ���һ������������Ա������ĥ�Ժ���ʴ�ԣ�Al2O3��TiC��TiB2��WC�ȸ�Ӳ���մ�����Ϳ���е�Ӧ�ã�ʹͿ�����ĥ���ںܴ�̶��ϵõ���ߣ��˷����о����������б���[7-10]������Ƽ��[9]���õ������۸�Ni60B�ۡ��ѷۺ�ʯī��Ϸ�ԭλ�ϳɵ�TiC�մɿ������ֳ���״����������״���ߴ�Ϊ1~2 ��m��KENNEDY��[10]����ƽ������Ϊ7 ��m TiB2������Ϊ5 ��m TiC�մɿ����Ʊ��˿�����ǿ����Ϳ�㡣�����ǡ�ԭλ�����ɵ�Ӳ����ǿ��TiC��TiB2������ӿ���ǿ������ǿ��dz�ϸС���߶Ⱦ���������ʮ����֮�䣬������ֹ��ֵ���ĥ�������µ�ĥ��ʧЧ�����⣬���ڸ����ѺϽ�ĸ��ԣ�һЩͨ�����ȶ���Ӳ���࣬��Al2O3��SiC�����ѺϽ���Һ���׳����ȶ�������[11]��Ϊ�ˣ����и�Ӳ�Ⱥ����ȶ��ԵĴ�����WC������Ϊ������ѺϽ���ĥͿ����ǿ�࣬WC�������ѺϽ��������ϵ���ܽӽ���ͬʱ��������ʪ�Կ���ͨ��WC��Ti�ڸ����µķ�Ӧ������[12-13]��
�����������ü����۸�Ԥ�÷�ĩ���Ʊ�������WC������ǿ��ĥ����Ϳ�㣬���۸��������֯��������Ϳ���зֲ����з����������Կ���������Χ��֯����Ӳ�ȱ仯���ɼ��ڶ���ĥ��ĥ������¸ɻ���ĥ�������µ���ĥ�����ܣ����ݻ���ĥ��ı��漰�DZ�����ò��һ������Ϳ���ĥ�������
1 ʵ��
1.1 ����ԭ�����豸
ѡ��ߴ�Ϊ50 mm��40 mm��10 mm�Ľ���Ti- 6.5Al-2Zr-1Mo-1V��TA15�����ѺϽ���Ϊ���ģ������۸�ǰ���ı���(50 mm��40 mm)����ɰֽȥ�����������㲢�þƾ���ϴ��������WC����(���ȷ�Χ150~250 ��m)��TA15�Ͻ���յ�������ת�缫�������η�ĩ(���ȷ�Χ50~110 ��m)��������3:1���л�ϣ�TA15�Ͻ��ĩ�ijɷּ���1����Ϸ�ĩ��Ԥ�̻���ǰ���Ȼ�е����10 minʹ��ĩ��Ͼ��ȣ�Ȼ������100 ����¯�к��Լ4 hȥ��������ʹ���л�ճ�ϼ�����Ϸ�ĩ���ڻ��ı�����ԼΪ1.2 mm�������۸�������YLS-10000�����ѺϽ����������ٳ���ϵͳ�н��У������۸����ղ������£������Ϊ6 kW��ɨ��
��1 TA15�ѺϽ��ĩ�ijɷֺ���
Table 1 Composition content of TA15 titanium alloy powders (mass fraction, %)
Al
Zr
Mo
V
Fe
6.35
1.94
1.58
2.14
0.04
Si
O
H
C
Ti
0.018
0.092
0.001 4
0.008 8
Bal.
����Ϊ600 mm/min��������ֱ��Ϊ6 mm�������Ϊ33%�������ѺϽ���Ըߣ��ѺϽ���������۸������м�������������ˣ������۸���Ԥ����շ�������ı���ǻ�ڽ��У�ǻ������������С��60��10-6��
1.2 ʵ�鷽��
�����淽���Ʊ���������������Nephot-II��������(OM)��CS3400ɨ��羵(SEM)���䱸��������(EDS)�����۸��������֯������X�����������(XRD)������������������ʹ��SISCIASV8.0ͼ�����������WC����������������в��ԡ����غ�5 N������ʱ��10 s�������£���HXZ-1000���Զ�ά��Ӳ�ȼƲⶨ����Ϳ������WC�������������Ӳ�ȷֲ���
����ĥ��ĥ����ML-100����ʽĥ���(��ͼ1(a))

ͼ1 ����ĥ��ĥ������ͻ���ʽ�ɻ���ĥ�������ԭ��ʾ��ͼ
Fig. 1 Schematic illustrations of two-body abrasive wear test (a) and block-on-ring dry sliding wear test (b)
�Ͻ��У���360#ɰֽճ����ת���ϣ��������ӹ�Ϊd 6 mm��10 mm��װ�ڿ�����ʹͿ����ɰֽ�Ӵ��������ٶ�Ϊ0.5 m/s�������غ�Ϊ4.89 N��ĥ��ʱ��Ϊ2 min�����¸ɻ���ĥ����MM-200����ʽ�ɻ���ĥ���(ĥ��ԭ��ʾ��ͼ��ͼ1(b)��ʾ)�Ͻ��У�δ���Ͻ������ѺϽ�������Ϊ��������ѡ����-���»ػ�����45#��(����Ӳ��ԼΪ53)��Ϊ��ĥ��������������£������غɷֱ�Ϊ49��98��147 N�������ٶ�Ϊ0.88 m/s���������г�Ϊ1.58��103 m�����ó��ط����þ���Ϊ0.1 mg��Sartorius 110S������ƽ����������������ĥ������
2 ���������
2.1 �����۸���ĥ����Ϳ������ɼ���ǿ��ķֲ�
��TA15�ѺϽ�������ü����۸�WC������TA15��Ϸ�ĩ�Ʊ�����Ϳ������У��������������ѺϽ����ȷ����ۻ��γ��۳أ�������WC�������ѺϽ������з��������۽⣬̼Ԫ�غ���Ԫ�ؽ����ѺϽ���Һ�У�����ɨ���������������ͬ�۳�һ��������������γɿ�����ǿ�ĸ���Ϳ�㡣�����۸�WC������ǿ��ĥ���ϲ���Ϳ���XRD����ͼ2��ʾ����ͼ2�ɼ����۸����г���-Ti����-Ti��WC��W2C�������֮�⣬������TiC��(TiW)C��TiW������塣

ͼ2 �����۸�Ϳ���XRD��
Fig. 2 XRD pattern of laser cladding coatings
������ǿ����Ϳ�������ͨ������ǿ��ijߴ硢
�����������ǿ����������ļ�����������ơ�ͼ3��ʾΪ�����۸�WC������ǿ��ĥ����Ϳ��ĺ����(��ֱ�ڼ���ɨ�跽��)���ݽ���(ƽ���ڼ���ɨ�跽��)��WC�����ֲ��Ľ�����Ƭ����ͼ3���Կ������������WC�����Ⱥܴߴ緶Χ��100~250 ��m֮�䣬�����ڸ���Ϳ���зֲ��ȽϾ��ȣ�Ϳ������ĵĽ�ϴ���������������û�г������Ƶ�ȱ�ݡ�ͨ��ͼƬ�����������Ϳ����WC�������������ԼΪ39%��ͼ4��ʾΪͿ������Ľ�ϴ��ĵ�����ò����

ͼ3 �����۸�Ϳ��WC�����ֲ��Ľ�����Ƭ
Fig. 3 OM photographs of transverse section (a) and longitudinal section (b) of laser cladding coatings showing WC particles distribution

ͼ4 �����۸�Ϳ������Ľ�ϴ��Ľ�����Ƭ
Fig. 4 OM photograph of combination zone of laser cladding coatings and substrate
ͼ4���Կ�����Ϳ�������Ϊ��������ұ���ϣ���û�г��ֿ����ۼ���������
2.2 �����۸���ĥ����Ϳ�����֯��ò
�ڼ����۸�����������̹����У�����ɢ�ȱȽϿ죬�۳صײ��������̣���-Һ���������۳ر��淽���ƽ����������Խ����WC�������ѺϽ���Һ����õ�ʱ��Խ���������ѺϽ���Һ��Cԭ�Ӻ�Wԭ������Խ�ࡣ
ͼ5��ʾΪ�����۸�WC������ǿ��ĥ����Ϳ�������Ϳ���еĵ�����ò���ڱ��о���ѡ�õļ���ղ�����Ԥ�÷�ĩ�ɷ�������Ƶõĸ���Ϳ�㣬WC������Ϳ��Ļ�������Χ����Ϳ���о��ȷֲ�(��ͼ5(a))��WC�������ĵ�Ϳ��������֯��ò�����仯(��ͼ5(d))��
��ͼ5(b)��������WC������C��Ti��WԪ�غ���������ɨ�裬ɨ����(��ͼ6)��������WC���������壬W�����ʵݼ����ƣ������߽��������࣬����Ӧ��Ti���������෴�ı仯��C������Ti�����ı仯����һ�¡�WC�������ѺϽ��������۽⣬WԪ����CԪ�����۳�����ɢ���γɸ��ٸ�̼�㣬����Ti��C��ǿ�����ܿ����γ�TiC��������WԪ����ɢ��;�������TiC������е�W�����������ߡ�����������Ľ���ɷ�˵�����������䲻������ʪ�������Ϊһ���ι̽�ϡ�
����WC������ǿ��֮���Ϳ��������֯��ò(��ͼ5(c))�����XRD��EDS�ķ��������Ϳ���������������TiC����֦��((TiW)CΪTiC�Ĺ�����)��֦����Ļ���״(TiW)C+TiW��������ɡ�
HOFMEISTER��[14]����W��TiC�Ļ�Ϸ�ĩΪʵ��ԭ�ϼ���ӹ��õ����ɹ�����֯ (W, Ti)+(Ti, W)C��Χ����֦��(Ti, W)C����֯�ṹ����ָ������֯Ӳ����1 100~1 300 HV֮�䡣�ڱ��о���Ϳ�㶥����֯������֯������ƣ����ݸ���֯�����е�Ӳ��ֵ����Ԥ����������õĿ�ճ��ĥ�����ܡ�
2.3 �����۸���ĥ����Ϳ���Ӳ�ȷֲ�����ĥ������
�����۸���ĥ����Ϳ����WC����������Χ��Ӳ�ȷֲ�������ͼ7��ʾ����ͼ7���Կ�������WC ��������Ӳ����TiC��(TiW)C��(W, Ti)+(Ti, W)C������֯��ɵĻ��壬Ӳ����3 500 HV��900 HV�����ݶȵݼ�������Ϳ���п�����Χ��֯��̬�ı仯���
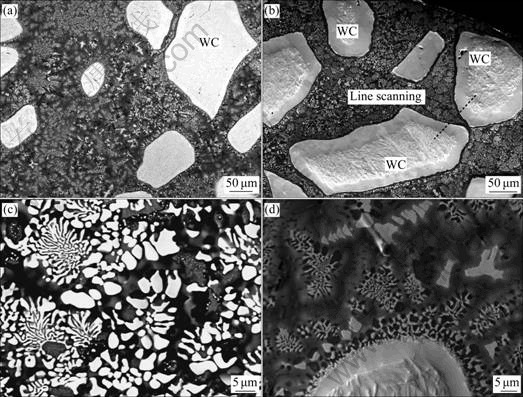
ͼ5 �����۸�Ϳ�������֯��SEM��
Fig. 5 SEM images showing typical microstructures of middle zone (a) and top zone (b) in laser cladding coatings and regions between (c) and around (d) particulates
ͼ6 �����۸�Ϳ����̼���ѡ��ٵ���ɨ����
Fig. 6 Line scanning results of carbon (a), titanium (b) and tungsten (c) in laser cladding coatings


ͼ7 �����۸�Ϳ����WC��������Χ��Ӳ�ȷֲ�
Fig. 7 Microhardness distribution of WC particle(a) and regions around WC particle(b) in laser cladding coatings
Ӧ��������֯����Ӳ�ȴ�900 HV���ѺϽ�(Լ350 HV)��ȣ�Ϳ������Ӳ�ȵõ���������ߡ�
��ͼ8���Կ����������۸���ĥ����Ϳ���ڶ���ĥ��ĥ������¸ɻ���ĥ�������¾����ֳ��������ĥ���ܡ���δ�������Ļ�����ȣ��غɼӴ��Ϳ��ĥ��Ӱ�첻��ͨ��ɨ��羵(SEM)�������(EDS)�Ա�����Ϳ������¸ɻ���ĥ����漰ĥ���DZ�����ò���ɷֽ��з���[15]����һ���о��ѺϽ��Ϳ���ĥ�������
δ������TA15������Ϳ���ĥ�������ò���Ŵ�ͼ��ͼ9��ʾ����ͼ9(a)���Կ������ѺϽ�����Ӳ�ȵͣ�Ħ����������������Ե��繵����Ϊ���͵���������ĥ��������������Ϳ���и�Ӳ��WC�����ͻ����ֿ������������ã�ĥ�����(��ͼ

ͼ8 TA15���ļ������۸�Ϳ�����ĥ��ĥ��(a)�����¸ɻ���ĥ��(b)������غɵı仯
Fig. 8 Wear resistance of TA15 substrate and laser cladding coatings for two-body abrasive wear (a) and room temperature dry sliding wear (b) as function of applied test load
ͼ9 TA15�����뼤���۸�Ϳ�㼰�Ŵ�ĸɻ���ĥ�������ò
Fig. 9 Worn surface morphologies of Tal5 substrate (a), laser cladding coatings (b) and its enlarged view (c) for dry sliding wear

9(b)��(c))��ԱȽ�ƽ����û�����ԵĹ��ۣ�����Ϳ���������һ��ճ���㡣ͨ��EDS������ճ�������Ҫ�ɷ�ΪFe��O���ɴ˿����ƶϣ�ճ��������ĥ��������ɶ�ĥ���ϵIJ���ת�Ƶ�Ϳ������ϵģ�ת�Ʋ�Ĵ������������Ϳ�����ĥ���ܡ��Ŵ��ĥ����Ƭ(��ͼ9(c))��Ϳ�����֯�����ɼ���������֯���������۲쵽����ò��ͬ��û�з������λ����ĥ���ۼ��� ͼ10��ʾΪTA15�ѺϽ��������ĥͿ���ĥ���DZ�����ò����ͼ10(a)�ɼ���δ���������ѺϽ������ĥ������о�������ĥ������������ص����Ա��Σ�����ĥͿ������WC������Ϳ������ι̵ؽ��Ϊһ�壬�߽Ӵ�Ӧ���»��彫�غ�ת�Ƶ���ĥӲ��WC�����϶�������ĥ��ͼ10(b)��ʾ�����Ա���˵����Ӳ�Ȼ�����һ�������ԣ���Ч�����˴����䡣ͨ�����Ϸ�����֪����Ӳ��WC���������Ի�������ι̽��Ϊ��߿�������ճ��ĥ�����˹ؼ������á�

ͼ10 TA15����(a)�뼤���۸�Ϳ��(b)�ĸɻ���ĥ���DZ�����ò
Fig. 10 Worn subsurface morphologies of TA15 substrate (a) and laser cladding coatings (b) for dry sliding wear
3 ����
1) ��WC������TA15�ѺϽ�Ԥ�û�Ϸ�ĩΪԭ�ϣ�ͨ�������۸�������TA15�ѺϽ���ı������Ʊ���WC������ǿ��ĥ����Ϳ�㣬Ϳ����WC�����ֲ��Ͼ��ȣ�δ�������Եij�������
2) ����WC�������ѺϽ������۽������֯����������˿�������ΧӲ��������ݶȵݼ�������WC����֮��Ļ���Ϊ�ɳ���(TiW)C/TiC���(TiW)C+(Ti,W)�Ĺ�����֯��ɡ�
3)�ڶ���ĥ��ĥ�ɻ���ĥ�������£�����Ϳ����弰��Ӳ�ʴ�������ǿ����ι̽�ϼ�������Ŀ�����ճ��������ʹͿ����ֳ��������ĥ�����ܡ�
REFERENCES
[1] LUTJERING G, WILLIAMS J C. Titanium [M]. 2nd ed. Berlin: Splinger-Verlag Berlin Heidelberg, 2007: 1-38.
[2] CHEN Yan-bin, LIU De-jian, LI Fu-quan, LI Li-qun. WCp/Ti-6Al-4V graded metal matrix composites layer produced by laser melt injection [J]. Surface and Coatings Technology, 2008, 202(19): 4780-4787.
[3] YANG Sen, LIU Wen-jin, ZHONG Min-lin, WANG Zhan-jie. TiC reinforced composite coating produced by powder feeding laser cladding [J]. Materials Letters, 2004, 58(24): 2958-2962.
[4] ����͢, �»���. ̼���ٿ�����ǿ���������ϲ���Ϳ����֯����Ħ��ĥ������[J]. Ħ��ѧѧ��, 2005, 25(3): 203-206.
WANG Zhen-ting, CHEN Hua-hui. Microstructure and friction and wear behavior of induction clad Ni-based composite coating reinforced with micro- and nano-WC particulates [J]. Tribology, 2005, 25(03): 203-206.
[5] ������, �� Ⱥ, ������, ��̱�, ����ɽ. �ѺϽ����������֯�������о�[J]. �����ȴ���, 2003, 28(12): 21-24.
YU Yong-si, ZHAO Qun, ZHANG Li-wen, PEI Ji-bin, WANG Cun-shan. Structure and property of nitriding layer on titanium alloy by laser [J]. Heat Treatment of Metals,2003, 28(12): 21-24.
[6] �Ÿ�, ��ƽ��, �ʶ�, ������, �˿���, �� ��. �ѺϽ�����洦������״��չ��[J]. ����Ƽ��о��뷢չ, 2003, 25(4): 62-67.
ZHANG Gao-hui, ZHANG Ping-ze, CUI Cai-e, GUO Li-na, PAN Jun-de, XU Zhong. Status and prospect of surface treatment for titanium alloys [J]. World Sci-tech Research and Development, 2003, 25(4): 62-67.
[7] ZENG Xiao-yan, TAO Zeng-yi, ZHU Bei-di, CUN Kun. Investigation of laser cladding ceramic-metal composite coatings: processing modes and mechanisms [J]. Surface and Coatings Technology, 1996, 79(1/3): 209 -217.
[8] VREELING J A, OCELIK V, DE HOSSON J T M. Ti-6Al-4V strengthened by laser melt injection of WCp particles [J]. Acta Materialia, 2002, 50(19): 4913-4924.
[9] ����Ƽ, ��Ƽ��, ����. �������۸�ԭλ�ϳ�TiC�մɿ�����ǿ����Ϳ�����֯������[J]. �й���ɫ����ѧ��, 2004, 14(8): 1335-1339.
WU Yu-ping, LIN Ping-hua, WANG Ze-hua. Microstructure and properties of in situ synthesis of TiC particle reinforced composite coating by plasma cladding [J]. The Chinese Journal of Nonferrous Metals, 2004, 14(8): 1335-1339.
[10] KENNDY A R., KARANTZALIS A E, WYATT S M. The microstructure and mechanical properties of TiC and TiB2-reinforced cast metal matrix composites [J]. Journal of Materials Science, 1999, 34(5): 933-940.
[11] ��ѡ��, Фƽ��, ף����, ������. �����ѺϽ�Ϳ�����ǿ�ѻ����ϲ��ϵ��о��ͷ�չ[J]. ϡ�н��������빤��, 2001, 30(3): 161-164.
QU Xuan-hui, XIAO Ping-an, ZHU Bao-jun, QIN Ming-li. Research and development of high temperature titanium alloy and particles reinforced Ti-mtrix composites [J]. Rare Metal Materials and Engineering, 2001, 30(3): 161-164.
[12] LI Li-qun, LIU De-jian, CHEN Yan-bin, WANG Chun-ming, LI Fu-quan. Electron microscopy study of reaction layers between single-crystal WC particle and Ti-6Al-4V after laser melt injection [J]. Acta Materialia, 2009, 57(12): 3606-3614.
[13] MATEOS J, CUETOS J M, FERNANDEZ E, VIJANDE R. Tribological behaviour of plasma-sprayed WC coatings with and without laser remelting [J]. Wear, 2000, 239(2): 274-281.
[14] HOFMEISTER W, COSTA L, RAIPUT D, LANSFORD K. Cast carbide-metal composite components via laser based solid freeform fabrication [R]. ICALEO, LIA, Orlando, FL, 2007.
[15] CHEN Yao, WANG Hua-ming. Microstructure and wear resistance of laser clad TiC reinforced FeAl intermetallic matrix composite coatings [J]. Surface and Coatings Technology, 2003, 168(1): 30-36.
ժ Ҫ��Ϊ�����TA15�ѺϽ����ĥ�ԣ���TA15�ѺϽ�������ü����۸�Ԥ�õĴ�����WC������TA15��Ϸ�ĩ���Ʊ�WC������ǿ��ĥ����Ϳ�㡣���ý�������(OM)��ɨ��羵(SEM)����Ϳ�������֯������X��������(XRD)�������(EDS)��Ϳ������������������Ϳ���ڶ���ĥ��ĥ�����¸ɻ���ĥ�������µ���ĥ�����ܲ�����ĥ������������������ǿ��WC������Ϳ���нϾ��ȷֲ�������(TiW)C/TiC���(TiW)C+(Ti, W)������֯�����ǿ��Ļ��壬Ϳ���ڶ���ĥ��ĥ�ɻ���ĥ�������±��ֳ��������ĥ���ܣ����ѺϽ������ĥ�������ʮ���ϰٱ���WC��������������Եĸ�Ӳ�༰����Ŀ�ճ�����ܶ�Ϳ����ĥ�����������á�
