
DOI��10.19476/j.ysxb.1004.0609.2017.03.022
��Ӧ�淨�Ż������Ա��ղ�����Խ������
�� ��1��������2������Ӣ2
(1. �����й�ͭҵ����˾��ҵ������������ 100082��
2. ����������ѧ ��ҵ����ѧԺ����ɽ 063009)
ժ Ҫ��
���õ������������Ӧ�����鷽�����Խ����Ա��ղ�����Խ��������Na2SO3��CuSO4��NH3��H2O��Na2CO3�����Ӽ�Ũ�Ƚ����Ż��о������������Ӽ���������öԽ�����ʵ�Ӱ����ɡ������ԡ�����������������������Na2SO3Ũ�ȵ�������������NH3��H2OŨ�ȡ�CuSO4Ũ�ȡ�Na2CO3Ũ�ȵ����ӳ�������͵����ƣ�CuSO4Ũ�Ⱥ�Na2CO3Ũ�ȶԽ�����ʵ�Ӱ������������CuSO4Ũ�ȵ�Ӱ�������Դ���Na2CO3Ũ�ȣ���Na2SO3 0.14 mol/L��NH3��H2O 2.1 mol/L��CuSO4 0.06 mol/L��Na2CO3 0.12 mol/L���Ź��������£�������ʴﵽ96.31%������ֵ��ģ��Ԥ��ֵ������ֻ��0.86%����Ӧ���Ż��õ��Ķ��ζ���ʽģ���Ǻ����ɿ��ġ�ͬʱ��������Ա���-�Խ�����Ϊ��ĸ�Ч��������ṩ��˼·��
�ؼ��ʣ�
�������Ա��ղ������Խ����������������Ӧ�淨��
���±�ţ�1004-0609(2017)-03-0629-08���� ��ͼ����ţ�TD953���� ���ױ�־�룺A
Ŀǰ�������ȡ�����軯��Ϊ�������軯������ʱ�䳤���軯��۸��Ҿ��о綾�ԣ����������Χ��̬�����������Σ��[1]���ڷ�������������о��϶�������巨[2]����������η�[3]���⻯��[4-5]��������ͺ�������Լ���[6]�ȣ����к�������Լ�����ʯ�Һ���ƺϳɵķ�������Լ���������ٶȿ졢ѡ����ǿ����Ӧ�Թ㣬����Ϊ��һ�ֽ���Ӧ��ǰ���ķ�������Լ�[7]����Դ��[8]���ú�������Լ���Au 48 g/t��Cu 2.31%��Pb 3.6%��S 32.02%��ij������������н�������Ľ����ʴﵽ95%���Ө��[9]���ú�������Լ���ȡ������·���еĽ𣬽�����ʴﵽ85%���ϡ�������[10]���ú�������Լ���ij̼�ʽ���б���-�����о���������ʴﵽ96%��Ϊ���ۺ����ý��е���Ԫ�غ���߽�Ľ�����ʣ���������[11]���Խ���������Ա���-�Խ����տ����Ե��о����������������±��ս�ʹ�ؽ������е����Ե��ʵ���ʽ����������������ʯ�Һϳɺ�������Լ����������ղ����еĽ𣬽������Ϊ88.70%�����Ͽ�֪�������Լ����������ڶ��ֺ������ϣ����Ҷ��ܻ�ýϸߵĽ�����ʣ����������Ӽ��Խ������Ӱ��������Է����о����١�
�������߲��õ������������Ӧ�����鷽��������Na2SO3��CuSO4��NH3��H2O��Na2CO3 4�����Ӽ��Խ����Ա��ղ����Խ�����̵�Ӱ�죬���������Ӽ���������öԽ������Ӱ��������Լ���Ӱ�����ȷ�����Ž��������������Ӽ��Ժ�������Լ���������Ӱ�������Ե��о��Ե��غ����Լ�������̺ʹٽ����������о�������Ҫ���塣
1 ʵ��
1.1 ʵ��ԭ��
����Ϊ����ʡ˫��ɽ���ĸ�ѡ���仯ѧ��Ԫ�ط����������1���ɱ�1��֪�����н��ƷλΪ62.68 g/t������30.52%��п��Ǧ��ͭ���к�Ԫ�غ����ܵ͡��ڵ�������1.0 L/min�������¶�Ϊ800 �桢����ʱ��60 min�������£������Ա��պ��䱺�ղ���IJ���Ϊ82.52%�����н��ƷλΪ75.96 g/t������ 21.26%��������ת����Ϊ42.53%��Ϊ��������Լ��ĺϳ��ṩ�˳���ĵ������ղ����X����������������ͼ1��ʾ����ͼ1��֪�����ղ����н���������ҪΪ�Ż�������ʯ������ҪΪʯӢ�����������İ���ĸ��
��1 ��ѧ��Ԫ�ط������
Table 1 Chemical multi-element analysis results of gold concentrate (mass fraction, %)

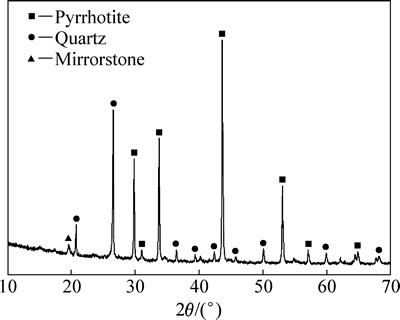
ͼ1 �����Ա��ղ����XRD��
Fig. 1 XRD pattern of neutral roasted product of gold concentrate
1.2 ʵ�鷽��
�������鷽������ȡ50 g���ղ������RK/BM-������Ͳ��ĥ����67%��ĥ��Ũ��(��������)����ĥ���ˡ���ɺ���Ϊ��������������������Լ�������һͬ����500 mL���ձ��У����ս��������������������¶Ⱥ������Լ��������Լ���Ϊ������������JJ-4A�������Ժ��µ綯���������н������������������ɺ����ˡ�ϴ�ӡ���ɡ����ȡ�ȡ�������û���̿����-���������������н��Ʒλ������ʽ(1)�����Ľ����ʣ�
 (1)
(1)
ʽ�У���Ϊ��Ľ����ʣ�%��mΪ����������g��m1Ϊ����������g����Ϊ�����н��Ʒλ��g/t����1Ϊ�����н��Ʒλ��g/t��
��������Լ��ĺϳ�������������ʯ�ҡ�ˮ��������Ϊ2:1:50�����ȷ���45 min�����õ�����Ϊ�����Ա��չ��������ɵĵ�����
��Ӧ��������Ʒ������ڵ���������Ļ����ϣ�����Design-Expert 8.0����[12-13]��ʹ�����������Ʒ����Խ������������Ӽ����ؽ�����Ӧ������ͷ�������Na2SO3Ũ��(X1)��CuSO4Ũ��(X2)��NH3��H2OŨ��(X3)��Na2CO3Ũ��(X4)Ϊ�������أ��������(Y)Ϊ��Ӧֵ����������������(Central composite design)[14-15]��������Ӧ�淨��4����5ˮƽ�϶Ա��ղ�����Խ��������������Ż����Ի����ѵĽ�������������24��ȫ����������ƹ���Ҫ31�����飬���а���16�����ص㣬8������7�����ĵ㣬���㹫ʽ���£�
 (2)
(2)
ʽ�У�NΪ����������nΪ���ظ�����ncΪ�ظ���������ĵ㡣
ÿ����ӦֵY����������X1��X2��X3��X4�����ϵģ�Ϳ���ʽ(3)�еĶ��ζ���ʽ��á�
 (3)
(3)
ʽ�У�YΪԤ�����Ӧֵ��b0Ϊϵ��������biΪ����ϵ����biiΪ���η���ϵ����bij�����ϵ����Xi��XjΪ�������ر���ֵ��
2 ���������
2.1 ����������
2.1.1 Na2SO3Ũ�ȶԽ�����ʵ�Ӱ��
Ϊ�˿���Na2SO3Ũ�ȶԱ��ղ������Ч����Ӱ�죬��ĥ��ϸ��С��0.038 mm�ĺ���ռ90%����������Լ�Ũ��15%��NH3��H2O 1.2 mol/L��CuSO4 0.06 mol/L��Na2CO3 0.1 mol/L�������¶�60 �棬����ʱ��7 h��Һ�̱�6:1�������ٶ�550 r/min�������£��ֱ���в�ͬNa2SO3Ũ�ȵĽ������顣��������ͼ2��ʾ��
��ͼ2��֪����Ľ���������Na2SO3Ũ�ȵ���������ߡ���Na2SO3Ũ����0.08 mol/L���ӵ�0.14 mol/Lʱ��������ʴ�71.84%�����92.95%����������Na2SO3Ũ�ȣ�������ʻ������ֲ��䡣Na2SO3�Ǻ�������Լ�������ϵ���ȶ�����һ����ɼ���Sx2-��S2O32-�������ֽ⣬��һ����SO32-������Һ�п��ܴ��ڵ�S2-��S0��CuS��Cu2S��Ӧ����S2O32-����֤������ϵ��Cu2+�IJ���ѭ��[16]���ۺϿ��ǣ�ѡ��Na2SO3Ũ��Ϊ0.14 mol/L��
2.1.2 NH3��H2OŨ�ȶԽ�����ʵ�Ӱ��
��Na2SO3 0.14 mol/L��CuSO4 0.06 mol/L��Na2CO3 0.1 mol/L����������������ͬ�ϵ������£��ֱ���в�ͬNH3��H2OŨ�ȵĽ������顣������������NH3��H2OŨ�ȴ���1.2 mol/L������ö��μ�ҩ�ķ�������������ʼʱ��NH3��H2O 1.2 mol/L���ӣ�����3 h��ʣ�ಿ�֡���������ͼ3��ʾ��
��ͼ3��֪����NH3��H2OŨ����0.8 mol/L���ӵ�1.8 mol/Lʱ��������ʴ�88.63%�����95.82%����������NH3��H2OŨ�ȣ���Ľ��������͡���NH3��H2OŨ��Ϊ2.4 mol/Lʱ��������ʽ���93.46%��������2.36%������Ũ�ȵ�NH3��H2O��ʹ��Һ��pHֵ���ӣ�����Ȼ��谭����ܽⷴӦ�����ͽ�Ľ����ʡ���ˣ�NH3��H2OŨ��Ϊ1.8 mol/L��Ϊ���ʡ�

ͼ2 Na2SO3Ũ�ȶԽ�����ʵ�Ӱ��
Fig. 2 Effect of Na2SO3 concentration on gold leaching rate
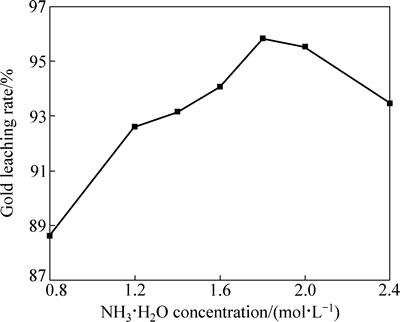
ͼ3 NH3��H2OŨ�ȶԽ�����ʵ�Ӱ��
Fig. 3 Effect of NH3��H2O concentration on gold leaching rate
2.1.3 CuSO4Ũ�ȶԽ�����ʵ�Ӱ��
��Na2SO3 0.14 mol/L��NH3��H2O 1.8 mol/L��Na2CO3 0.1 mol/L����������������ͬ�ϵ������£��ֱ���в�ͬCuSO4Ũ�ȵĽ������顣��������ͼ4��ʾ��

ͼ4 CuSO4Ũ�ȶԽ�����ʵ�Ӱ��
Fig. 4 Effect of CuSO4 concentration on gold leaching rate
��ͼ4��֪��CuSO4��������ʱ��������ʺܵͣ�����CuSO4Ũ�ȵ����ӣ�������ʲ����������������ڽ�����Һ�����ӵ�Cu2+��Ҫ��NH3�γ�ͭ��������[Cu(NH3)4]2+���ں�������Լ��Ľ�����ϵ�д�����ܽ�[17]�����ӻ��ټ�Cu2+ʱ��Ľ����ʶ��ϵ͡���CuSO4Ũ��Ϊ0.06 mol/Lʱ��������ʴﵽ���ֵ94.49%����������CuSO4Ũ�ȣ�����������н��͡���ˣ�CuSO4Ũ��Ϊ0.06 mol/L��Ϊ���ʡ�
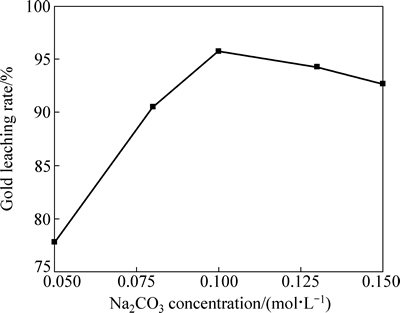
2.1.4 Na2CO3Ũ�ȶԽ�����ʵ�Ӱ��
Na2CO3�Ժ�������Լ��Ľ�������Ӱ��ϴ�����������ҺpHֵ���ȶ������ҿ����谭Sx2-��S2O32-������CO2��Ӧ�ʹٽ�NH3��NH4+���ӵ���ʽ���ڣ�������ˮ�Ļӷ������Ϊ�˿���Na2CO3Ũ�ȶԱ��ղ������Ч����Ӱ�죬���в�ͬNa2CO3Ũ�ȵĽ������顣��������ΪNa2SO3 0.14 mol/L��NH3��H2O 1.8 mol/L��CuSO4 0.06 mol/L����������������ͬ�ϡ���������ͼ5��ʾ��
ͼ5 Na2CO3Ũ�ȶԽ�����ʵ�Ӱ��
Fig. 5 Effect of Na2CO3 concentration on gold leaching rate
��ͼ5��֪������Na2CO3Ũ�ȵ����ӣ�������ʳ���������С�����ơ���Na2CO3Ũ��Ϊ0.05 mol/Lʱ��������ʽϵͣ�����77.86%������Na2CO3Ũ�ȵ����ӣ�������ʲ�����������Na2CO3Ũ��Ϊ0.1 mol/Lʱ��������ʴﵽ95.73%����������Na2CO3Ũ����0.15 mol/L������������С��92.67%����ˣ�Na2CO3Ũ��Ϊ0.1 mol/L��Ϊ���ʡ�
2.2 ��Ӧ���Ż�����
ͨ�������Ա��ղ���Ľ���������������֪�����Ӽ�Na2SO3��CuSO4��NH3��H2O��Na2CO3��Ũ�ȶ��Խ�������нϴ�Ӱ�졣Ϊ�˽�һ�����������Ӽ���������öԽ�����������Ե�Ӱ�죬��߽�Ľ����ʣ�������Ӧ�淨�Ż������Ա��ղ�����Խ�����������������Ƶ����ĵ�Ϊ��������������Ź�����������Na2SO3 0.14 mol/L��NH3��H2O 1.8 mol/L��CuSO4 0.06 mol/L��Na2CO3 0.1 mol/L��
��2 ��Ӧ��������Ƶ�����ˮƽ�������
Table 2 Experimental factors and levels of response surface methodology

��3 ��Ӧ��������
Table 3 Results of response surface experiment

2.2.1 ��Ӧ��������Ƽ�����
��2����Ϊ��Ӧ��������Ƶ�����ˮƽ������롣��3����Ϊ�������������Ƶ���Ӧ��������������Design-Expert 8.0�����Ա�3�е����ݽ��ж�Ԫ�ع���ϣ�������ʷ��϶��ζ���ʽģ��(��ʽ(4))������X1��X2��X3��X4��ֵΪ����ֵ��



 (4)
(4)
�ö��ζ���ʽ��ϵ������ϵ��R2=0.946������R2��1�Ľӽ��̶��ж�ģ��ѡ���Ƿ���ʣ�R2��1Խ�ӽ���˵����ѡģ�͵�Ԥ��ֵ������ֵԽ�ӽ�[18]��ͼ6��ʾΪ�����������ֵ��Ԥ��ֵ�ĶԱȽ�����ɼ��������ĵ�����Ϸֲ���Ԥ��ֱ�ߵ���Χ������ֵ��Ԥ��ֵ�dz��ӽ���������С��5%���������ζ���ʽģ���ʺ������������غͽ�����ʵ�����ԡ�

ͼ6 �����������ֵ��Ԥ��ֵ�ĶԱ�
Fig. 6 Comparison of gold leaching experimental values with prediction values
2.2.2 �������
������ʵķ������������4���С��ɱ�4���Կ�����ģ�͵�FֵΪ30.62��˵����ģ�;�����Ҫ�IJο���ֵ��ֻ��0.01%�Ļ���ʹ����ȳ��ִ���ģ�͵�PֵС��0.0001�������ö��ζ���ʽģ�ͼ�����(P��0.01����˵����ѡģ�Ϳ��Ŷȼ��ߣ�ģ�⾫ȷ)���������ģ�Ϳ����ö��ζ���ʽ(��ʽ(4))������ʽ(4)�Ļع�ϵ�������Լ������������X2��X4��X22��X42�Խ�����ʵ�Ӱ�켫����(P��0.01)����X1��X3��X1X2��X1X3��X1X4��X2X3��X2X4��X3X4��X12��X32�Ľ���ЧӦ�Խ�����ʵ�Ӱ�첻����(P��0.05)����CuSO4Ũ�Ⱥ�Na2CO3Ũ�ȶԽ�����ʵ�Ӱ������������CuSO4Ũ�ȵ�Ӱ�������Դ���Na2CO3Ũ�ȡ�
��4 ����������
Table 4 Results of variance analysis

2.2.3 ������ʵ���Ӧ����
����Design-Expert 8.0�������Ƴ��������ضԽ������Ӱ�����Ӧ���棬ͨ����ά����������������ضԽ�����ʵĽ������á����һ���������ص���Ӧ�����¶����ƽ�������������ضԽ������Ӱ���С����֮�����һ������������Ӧ�����¶Ƚ�Ϊ���ͣ�������Ӧֵ�Ը�����ˮƽ�ĸı�Ƚ�����[19]��������ʵ���Ӧ������ͼ7��ʾ��
��ͼ7��֪����Na2SO3Ũ�ȡ�CuSO4Ũ�ȡ�NH3��H2OŨ�ȡ�Na2CO3Ũ��4�������У�CuSO4Ũ�Ⱥ�Na2CO3Ũ��������������Χ�ڶԽ�����ʵ�Ӱ����Ϊ�����������������CuSO4Ũ�Ⱥ�Na2CO3Ũ�ȵ����ӣ�������������С�����ƣ����������뵥����������������һ�¡�
2.2.4 ��Ӧ���Ż�����ģ����֤
���ڶ��ζ���ʽģ��(��ʽ(4))�Ըý���������������ˣ��Խ������Ϊ��Ӧֵ��ͨ��Design-Expert 8.0�����õ���Ӧ���Ż�����ѹ�������ΪNa2SO3Ũ��0.14 mol/L��CuSO4Ũ��0.06 mol/L��NH3��H2OŨ��2.10 mol/L��Na2CO3Ũ��0.12 mol/L���ڴ������£�������ʵ�Ԥ��ֵΪ97.17%��
Ϊ����֤��Ӧ�淨�Ż�����Ŀɿ��ԣ����������������½���3��ƽ�н������顣Ԥ��ֵ������ֵ�ĶԱȽ������5�������Ź��������£�������ʷֱ�Ϊ96.74%��95.89%��96.31%��ȡ��ƽ��ֵΪ���������������Ϊ96.31%������ֵ��Ԥ��ֵ�����Ǻϣ����ֻ��0.86%��˵���˶��ζ���ʽģ�Ϳ��ԶԽ�����ʽ��з�����Ԥ�⡣

ͼ7 ������ʵ���Ӧ����
Fig. 7 Response surface of gold leaching rate
��5 �������Ԥ��ֵ������ֵ�ĶԱȽ��
Table 5 Predicted and experimental values of gold leaching rate

3 ����
1) ���������������������������������Na2SO3Ũ�ȵ�������������NH3��H2OŨ�ȡ�CuSO4Ũ�ȡ�Na2CO3Ũ�ȵ����ӳ�������͵� ���ơ�
2) ͨ����Ӧ���Ż����飬�����˽������������Ӽ����صĶ��ζ���ʽģ�͡�����������������ģ�͵�R2Ϊ0.946��PֵС��0.0001��˵����ģ�ͼ�������CuSO4Ũ�Ⱥ�Na2CO3Ũ�ȶԽ�����ʵ�Ӱ������������CuSO4Ũ�ȵ�Ӱ�������Դ���Na2CO3Ũ�ȡ�
3) ��Na2SO3 0.14 mol/L��NH3��H2O 2.1 mol/L��CuSO4 0.06 mol/L��Na2CO3 0.12 mol/L���Ž������������£��������Ԥ��ֵΪ97.17%������ֵΪ96.31%������ֵ��Ԥ��ֵ�����ֻ��0.86%����Ӧ���Ż�����õ��Ķ��ζ���ʽģ�ͿɶԽ����Ա��ղ���Ľ�����ʽ��з�����Ԥ�⡣
REFERENCES
[1] �� ��. ������������о���Ӧ����״[J]. �ƽ��ѧ����, 2011, 19(6): 57-61.
ZHONG Jun. Reseatch and application status of non-cyanide gold leaching technology[J]. Gold Science and Technology, 2011, 19(6): 57-61.
[2] ALTANSUKH B, BURMAA G, NYAMDELGER S, ARIUNBOLOR N, SHIBAYAMA A, HAGA K. Gold recovery from its flotation concentrate using acidic thiourea leaching and organosilicon polymer[J]. International Journal of the Society of Material Engineering for Resources, 2014, 20: 29-34.
[3] FENG D, van DEVENTER J S J. Oxidative pre-treatment in thiosulphate leaching of sulphide gold ores[J]. International Journal of Mineral Processing, 2010, 94(1/2): 28-34.
[4] ����Ӣ, ������, �ﴺ��, Ԭϲ��, ������, ������, �� ��. ����ͬʱƽ��ԭ����Au-I--H2Oϵ����ѧ����[J].�й���ɫ����ѧ��, 2015, 25(7): 1987-1992.
LI Shao-ying, ZHAO Liu-cheng, SUN Chun-bao, YUAN Xi-zhen, WANG Pei-long, DENG Xiang-yi, LIU Ke. Thermodynamic analysis for Au-I--H2O system based on principle of simultaneous equilibrium[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(7): 1987-1992.
[5] WANG Hai-xia, SUN Chun-bao, LI Shao-ying, FU Ping-feng, SONG Yu-guo, LI Liang, XIE Wen-qing. Study on gold concentrate leaching by iodine-iodide[J]. International Journal of Minerals Metallurgy and Materials, 2013, 20(4): 323-328.
[6] ������, �ﴺ��, ����Ӣ, ������, ������. SO32-��NH3��H2O��Cu2+�Ը����ʯ��ϼ�������Ӱ��[J]���ƽ�, 2013, 34(10): 63-67.
ZHAO Liu-cheng, SUN Chun-bao, LI Shao-ying, GONG Dao-zhen, KANG Jin-xing. Effects of SO32-, NH3��H2O, Cu2+ on high-sulfur gold concentrate leaching using Lime-Sulfur- Synthetic-Solution(LSSS)[J]. Gold, 2013, 34(10): 63-67.
[7] ��ƽ��, �ﴺ��, ������, ������. ʯ��ϼ��������ԭ�����ȶ��Լ�Ӧ���о���չ[J]. �����, 2012, 33(2): 67-70.
FU Ping-feng, SUN Chun-bao, KANG Jin-xing, GONG Dao-zhen. Progress of gold extraction mechanism, stability of extraction reagents and its application of Lime-Sulfur-Synthetic- Solution (LSSS) method[J]. Precious Metals, 2012, 33(2): 67-70.
[8] �� Դ, ������. ����ѡ������ȡ����[M]. ����: ��ѧ��ҵ������, 2011: 125.
ZHOU Yuan, YU Xin-yang. Gold and silver mineral processing and extraction technology[M]. Beijing: Chemical Industry Press, 2011: 125.
[9] �Ө, �� �. ʯ��ϼ�����ȡ������·���н�������о�[J]. �ƽ�, 2009, 30(10): 48-51.
LI Jing-ying, HUANG Lu. Experimental research on leaching gold from waste printed circuit board by LSSS method[J]. Gold, 2009, 30(10): 48-51.
[10] �� ��, ������. ij̼�ʽ�ʯ��ϼ������������о�[J]. �ƽ�, 2012, 33(3): 43-46.
CHEN Yi, SONG Yong-hui. Study on leaching gold from carbonaceous gold ores by lime-sulphur-synthetic-solution[J]. Gold, 2012, 33(3): 43-46.
[11] ������, �� ��, �ﴺ��, ������, ������, �� ��. �ؽ����ﱺ��-�Խ��������о�[J]. ���̿�ѧѧ��, 2015, 37(8): 1000-1007.
ZHAO Liu-cheng, KOU Jue, SUN Chun-bao, ZHANG Shu-ting, WANG Pei-long, LIU Ke. Roasting and self-leaching process research of gold-bearing sulfides[J]. Chinese Journal of Engineering, 2015, 37(8): 1000-1007.
[12] AZIZI D, SHAFAEI S Z, NOAPARAST M, ABDOLLAHI H. Modeling and optimization of low-grade Mn bearing ore leaching using response surface methodology and central composite rotatable design[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(9): 2295-2305.
[13] LI Dong, PARK K, WU Zhan, GUO Xue-yi. Response surface design for nickel recovery from laterite by sulfation-roasting- leaching process[J]. Transactions of Nonferrous Metals Society of China, 2010, 20(S1): s92-s96.
[14] �����, ���, ������, ���Ժ�. ������Ӧ�淨���������������¶�-�侫�����ն�Ŀ���Ż�[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2015, 46(9): 3203-3230.
XIA Yu-feng, YANG Jian-bing, TIAN Yong-sheng, YANG Xian-hong. Multi-object optimization of warm forging-cold sizing technology for automobile clutch disc-hub based on response surface model[J]. Journal of Central South University (Science and Technology), 2015, 46(9): 3203-3230.
[15] ���, �����, ������, �� ��, �� ӥ, ��꿻�. ��Ӧ���淨�Ż�����������﹤��[J]. ��ѧ����, 2011, 39(3): 8-12.
LI Chang-long, PENG Jin-hui, ZHANG Li-bo, LI Yu, LEI Ying, DUAN Xin-hui. Optimization of microwave drying process for ammonia sulfate with response surface methodology[J]. Chemical Engineering (China), 2011, 39(3): 8-12.
[16] �� ��, ������, ������. ����ʯ��ϼ�(ML)�����Լ��ȶ����о�[J]. ϡ�н���, 2008, 32(4): 531-535.
ZHOU Jun, LAN Xin-zhe, SONG Yong-hui. Study on stability of ML reagent[J]. Chinese Journal of Rare Metals, 2008, 32(4): 531-535.
[17] SENANAYAKE G. Analysis of reaction kinetics, speciation and mechanism of gold leaching and thiosulfate oxidation by ammoniacal copper(II) solutions[J]. Hydrometallurgy, 2004, 75(1/4): 55-75.
[18] ����Զ, ���Ӣ. ��Ӧ���淨�Ż�ͭ������������������[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2015, 46(7): 2391-2397.
MA Zhi-yuan, YANG Hong-ying. Microwave assisted leaching of selenium from copper anode slime optimized by response surface methodology[J]. Journal of Central South University (Science and Technology), 2015, 46(7): 2391-2397.
[19] YAN Hao, PENG Wen-jie, WANG Zhi-xing, LI Xin-hai, GUO Hua-jun, HU Qi-yang. Reductive leaching technology of manganese anode slag optimized by response surface methodology[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(2): 528-534.
Gold self-leaching optimization of neutral roasted products of gold concentrate by response surface methodology
XU Tao1, ZHAO Liu-cheng2, LI Shao-ying2
(1. Department of Business Administration, Chinalco China Copper Corporation Limited, Beijing 100082, China;
2. College of Mining Engineering, North China University of Science and Technology, Tangshan 063009, China)
Abstract: The method of single experiment and response surface experiment were chosen to optimize the self-leaching process for roasted products of gold concentrate under neutral atmosphere. Different additives, such as Na2SO3, CuSO4, NH3��H2O, Na2CO3 and their concentrations were also optimized. Effects of different additives and their interaction on gold leaching rate, significance and influence order, were analyzed. The results show that gold leaching rate gradually increases as the concentration of Na2SO3 increases. However, gold leaching rate first increases and then decreases with the concentrations of CuSO4, NH3��H2O and Na2CO3. The concentrations of CuSO4 and Na2CO3 have significant effects on the gold leaching rate, and the impact of the concentration of CuSO4 upon the leaching rate is greater than that of Na2CO3. The gold leaching rate reaches 96.31% under the optimum processing conditions that the concentration of Na2SO3 is 0.14 mol/L, NH3��H2O of 2.1 mol/L, CuSO4 of 0.06 mol/L, Na2CO3 of 0.12 mol/L. The error value between the experimental and the predicted value is only 0.86%, indicating that the quadratic polynomial model deduced from the response surface methodology is reasonable. Meanwhile, the process of neutral roasting and gold self-leaching of gold concentrate provides a new way for the high-efficient non-cyanide leaching.
Key words: gold concentrate; neutral roasted product; gold self-leaching; non-cyanide leaching; response surface methodology
Received date: 2015-12-28; Accepted date: 2016-06-27
Corresponding author: ZHAO Liu-cheng; Tel: +86-15210662945; E-mail: zhaoliucheng2006@163.com
(�༭ �� ��)
�ո����ڣ�2015-12-28�������ڣ�2016-06-27
ͨ�����ߣ������ɣ���ʦ����ʿ���绰��15210662945��E-mail: zhaoliucheng2006@163.com
ժ Ҫ�����õ������������Ӧ�����鷽�����Խ����Ա��ղ�����Խ��������Na2SO3��CuSO4��NH3��H2O��Na2CO3�����Ӽ�Ũ�Ƚ����Ż��о������������Ӽ���������öԽ�����ʵ�Ӱ����ɡ������ԡ�����������������������Na2SO3Ũ�ȵ�������������NH3��H2OŨ�ȡ�CuSO4Ũ�ȡ�Na2CO3Ũ�ȵ����ӳ�������͵����ƣ�CuSO4Ũ�Ⱥ�Na2CO3Ũ�ȶԽ�����ʵ�Ӱ������������CuSO4Ũ�ȵ�Ӱ�������Դ���Na2CO3Ũ�ȣ���Na2SO3 0.14 mol/L��NH3��H2O 2.1 mol/L��CuSO4 0.06 mol/L��Na2CO3 0.12 mol/L���Ź��������£�������ʴﵽ96.31%������ֵ��ģ��Ԥ��ֵ������ֻ��0.86%����Ӧ���Ż��õ��Ķ��ζ���ʽģ���Ǻ����ɿ��ġ�ͬʱ��������Ա���-�Խ�����Ϊ��ĸ�Ч��������ṩ��˼·��
[1] �� ��. ������������о���Ӧ����״[J]. �ƽ��ѧ����, 2011, 19(6): 57-61.
[7] ��ƽ��, �ﴺ��, ������, ������. ʯ��ϼ��������ԭ�����ȶ��Լ�Ӧ���о���չ[J]. �����, 2012, 33(2): 67-70.
[8] �� Դ, ������. ����ѡ������ȡ����[M]. ����: ��ѧ��ҵ������, 2011: 125.
[9] �Ө, �� �. ʯ��ϼ�����ȡ������·���н�������о�[J]. �ƽ�, 2009, 30(10): 48-51.
[10] �� ��, ������. ij̼�ʽ�ʯ��ϼ������������о�[J]. �ƽ�, 2012, 33(3): 43-46.
[16] �� ��, ������, ������. ����ʯ��ϼ�(ML)�����Լ��ȶ����о�[J]. ϡ�н���, 2008, 32(4): 531-535.
[18] ����Զ, ���Ӣ. ��Ӧ���淨�Ż�ͭ������������������[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2015, 46(7): 2391-2397.
