
DOI��10.19476/j.ysxb.1004.0609.2017.04.013
Ƕ��ʽ��/�ִ������Ƹ�������ֲ��ȵı仯����
������1�������1, 2��л����1, 2��ë����1���ܵ¾�3����С��3
(1. �����Ƽ���ѧ �����Ƚ��Ʊ������������ص�ʵ���ң����� 100083��
2. �����Ƽ���ѧ �ִ���ͨ����������ӹ���������ʵ���ң����� 100083��
3. ����������ϲ��Ϲɷ�����˾ ����ʡ������״���ϲ����ص�ʵ���ң����� 214145)
ժ Ҫ��
�����������Ϸ��Ʊ�Ƕ��ʽ��/�ָ��ϴ��ģ��о���Ƕ��ʽ��/�ִ�����������ѹ���ʡ�������ʼ��ȶ����Ƹ��ϱ�����������ֲ��ȱȱ仯��Ӱ����ɣ�������Ƭ������������ڽ������Ӧ���ֲ�������������ֲ��ȱȱ仯��ԭ������������ض�ѹ����(rcon)�����£���������ڵ����ڱ�����������ֲ��ȱȳ��ȼ�С�ֻ�������ı仯���ƣ���ѹ����r��rcon��r��rconʱ������ֲ��ȱ�(RA/S)���ȼ�С�����ӵı仯���ƣ�����ʼ���������0.50 mm��С��0.10 mmʱ��rcon��45%��С��30%������ѹ���ʵ����ӣ��������������Ӧ�����ü���Ӧ��ʹ������ֲ�֮�䷢����Ի���(r��rcon)������Ի���(r=rcon)��ճ������(r��rcon)������ѹ����r��rconʱ������Ͽ�������ֲ㲻�ֲ㣬���ϴ��ľ������õĽ�����״̬��
�ؼ��ʣ�
Ƕ��ʽ��/�ָ��ϴ��������Ƹ�������ȱ������������
���±�ţ�1004-0609(2017)-04-0766-10���� ��ͼ����ţ�TG335.81���� ���ױ�־�룺A
Ƕ��ʽ��/�ָ��ϴ��ļ�߸ֵĸ�ǿ�Ⱥ��������õ������ܡ�����ʴ���ŵ�[1-3]���������硢�˵���Ϳ���ϵͳ����/�ָ��ϳ�Ƭ�ܵĹؼ����ϣ����ں��ϳ��ο�����ܡ����ܵ������Ϊ��������������Ƭ���ӳɳ�Ƭ�ܡ�Ƕ��ʽ��/�ָ��ϴ��ľ���������Ҫ���ص㣬һ�������ȱ�������ֲ��Ȳ�����������ȱȸֲ�խ�����ϴ���������жԳƿ��ȵ������ߣ������ں��ϳɿ�����ܡ��������Ϸ���Ƕ��ʽ��/�ָ��ϴ����Ʊ�����Ҫ������
����ֲ��ȱ���Ƕ��ʽ��/�ָ��ϴ���һ����Ҫ�ļ���ָ���������������ֵ���ѧ���ܺ����Ա������ܲ�������Ƹ��Ϲ���������ֲ�����������Ϊ��������Ʊ����������ֵĺ�Ⱥͱ������仯��Ϊ���ӡ��о�Ƕ��ʽ��/�ִ������Ƹ��Ϲ���������ֲ��ȱ仯���ɣ��Ը��ϴ���������ֲ��ȵ���ƺ������ƶȵ��ƶ�������Ҫ��ָ�����á�
���ֽ�����ĺ�ȡ����ȱ仯�������Ƹ��ϱ�����Ϊ������ء�Ӱ��˫�������Ƹ��ϱ�����Ϊ����Ҫ������ѹ����[4-7]�����ij�ʼ���[8-9]�����ֽ�������ǿ�ȵı�ֵ[10-11]��Ħ������[11]��ǰ������[12]�ȡ�Ŀǰ����Ҫͨ��������ѧģ���о�˫�������Ƹ��ϱ�����Ϊ�����õ���ѧ��ģ��������Ƭ��[8, 10-11]��������������[13-16]�ȷ�����LEE��[8]��PAN��[10]�����Ӳ�����������Ա��κ�������Ľ�����������Ի�������Ӳ�����ĺ�ȱȲ��䣬������Ƭ�����������Ʊ�����Ӧ���ֲ���Ԥ�������ƺ���ĵĺ�ȱȣ���HAGHIGHAT��[16]�������ٶȳ������£����������������Ʊ�����Ӧ���ֲ���Ԥ�����ƺ���ĵĺ�ȱȡ�������������������ʵ�����Ʊ�����������������ı�����Ϊ���ڲ��죬��������ȷ�������Ƹ��ϱ�������ȱȱ仯���ɡ�
���������Թ�ҵ������08Al��̼��Ϊԭ�ϣ������������Ϸ��Ʊ�Ƕ��ʽ��/�ָ��ϴ��ģ��о�ѹ���ʡ�������ʼ��ȶ����Ƹ��ϱ���������ֲ��ȱȱ仯��Ӱ����ɣ�������Ƭ����������������/�ֽ������Ӧ���ķֲ�����ʾ�����������ϼ������öԺ�ȱȱ仯��Ӱ��������Ƚϲ�ͬѹ���������¸��ϴ��ĵĽ��״̬����������Ƹ��Ϻ��������/�ֲ��ȱ���ѹ���ʡ������ʼ��ȡ��ֲ��ʼ���֮���ϵ�ľ��鹫ʽ��
1 ʵ��
���о��в��õ�ԭ����Ϊ08Al�ִ���1060��ҵ�����������ϵĻ�ѧ�ɷֺ���ѧ����������[17]����ҵ�����õ��͵ĸִ���475 mm����3.75 mm�������ߴ��455 mm����0.10~0.50 mm�����Ƹ���ǰ�������ִ����Ϻ����������߿��Ⱦ�Ϊ10mm�����Ƹ��Ϲ����������ִ�����ƽ��Ӧ��״̬���ο�������ҵ����ʵ����������о��в��õĸִ���500 mm����95 mm����3.75 mm��������500 mm����75 mm����0.10~0.50 mm���ִ���600 �桢1 h��ȥӦ���˻������5%(��������)ϡHCl��Һ��ϴȥ������Ĥ��������ˮ�Ҵ���ϴ����ֱ��80 mm��ת��11000 r/min�İ�Ҷ�ִ�ĥ�����������棻������350 �桢1 h���ٽᾧ�˻���ñ�ͪ��ϴ��ȥ������ҳ������ۡ�Ϊ���о�������ʼ��ȶ����Ƹ��ϴ�������ֲ��ȱ仯��Ӱ�죬��������ѡ�ú��Ϊ0.10��0.25��0.50 mm��������Ϊ��ȷ�����ƹ��̸��ϴ����������ͬ���ȵ������߽ṹ�����������洦����������ִ�ͷ�����к�í�ӣ�Ȼ��Ѹ�������������Ƹ��ϣ�ѹ����Ϊ20%~65%��
ʵ����������Ϊ�Ĺ�����ʽ������������ֱ��170 mm�������500 mm�����ƹ����в��ü�ͣ������ʽ������Ƹ��ϱ��������ڸ��ϴ����в�����(RD)������(ND)��ȡ����ͨ����������(OM)��ȡ���ϴ���RD��ND�����ò(��ͼ1)���������Ʒ���ÿ��0.1 mm����һ������ֲ�ĺ�ȣ���ñ�������ͬλ������ֲ�ĺ�ȱ仯���������������в�ȡ������������ֲ�ĺ�ȣ��������ֲ�ĺ�ȱȡ��ڸ��ϴ����в������Ʒ�����ȡ���50 mm����12.5 mm������������WDW200D���ܲ���ʵ����Ͻ����������飬��������0.1 mm/min������Phenomɨ��羵����������Ͽڽ��й۲죬�������ϴ�������ֲ�Ľ��״̬��
2 ���������
2.1 ���Ʊ���������ֲ��ȱȱ仯����
Ϊ�˽�һ���о���/�ִ������Ƹ��Ϲ���������ֲ�ĺ�ȼ���ȱȵı仯���ɣ��������߶����Ʊ��������ϴ�������ֲ�ĺ�ȼ���ȱȱ仯���з�����ͼ1��ʾΪ���ϴ������Ƹ��ϱ������в�RD��ND���ʵ��ͼ��ͼ��AΪ����ҧ��λ�ã������㿪ʼ�������Ա��ε�λ�ã�BΪ�ֲ㿪ʼ�������Ա��ε�λ�ã�CΪ���Ƴ��ڣ�A��C֮�������Ϊ���Ƹ��ϱ�������xΪ��������ijһ�������C��ˮƽ���룬h1��h2�ֱ�Ϊxλ�ö�Ӧ�������Ⱥֲ��ȡ�
ͼ2��ʾΪ��ʼ���0.50 mm�����ͳ�ʼ���3.75 mm�ִ���ѹ����50%���Ƹ��ϵı�����������ֲ��ȼ��������ı仯���ߡ���ͼ2�п��Կ����������Ƹ��Ϲ����У�����ֲ�ĺ�ȱ仯�ɷ�Ϊ�����������㷢�����Ա��ζ��ֲ�δ�������Ա��ε�AB���Լ�����ֲ���������Ա��ε�BC������AB���У�����x�ļ�С������ĺ�����Լ�С���������Ѹ�������ֲ�ĺ�Ȼ����������仯������x������С���ֲ㿪ʼ�������Ա���(��Ӧͼ3�е�B)������Ѹ�ټ�С���ֲ������Ѹ�����������Ƚ��͵�����������ƽ����������������ӻ�������������ʼ���0.50 mm����ͬ���������ƺϴ���BC���ִ������x���ж���ʽ��ϣ�������1��ʾ���ɱ���֪����BC���ֲ�����x�������߹�ϵ�仯��
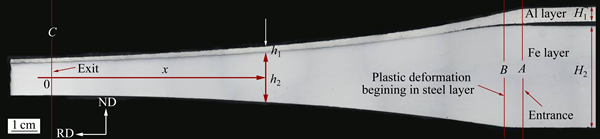
ͼ1 ��/�ָ��ϴ������Ƹ��ϱ�����
Fig. 1 Deformation zone of cold roll bonding of embedded aluminum-steel (Al-Fe) composite strip
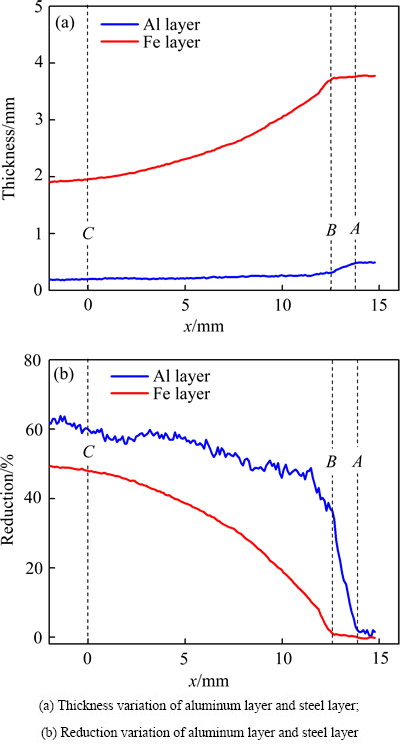
ͼ2 ������ʼ���0.50 mm��ѹ����50%�����±��������㡢�ֲ��Ⱥͱ������仯
Fig. 2 Variation of thickness and reduction of aluminum layer and steel layer in deformation zone with initial thickness of aluminum of 0.5 mm and reduction of cold roll bonding of 50%
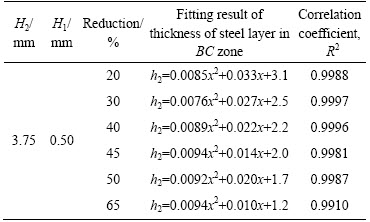
��1 ������ʼ���0.50 mmʱ��ͬѹ����������BC���ֲ�����Ͻ��
Table 1 Fitting result of thickness of steel layer in BC zone with initial thickness of aluminum of 0.5 mm under different cold roll bonding reductions
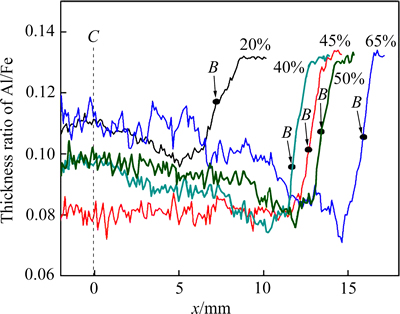
ͼ3 ������ʼ���0.50 mm����ͬѹ�������������Ʊ�����������ֲ��ȱȵĹ�ϵ
Fig. 3 Relationship between thickness ratio variation of aluminum/steel in deformation zone with 0.5 mm initial thickness of aluminum under different cold roll bonding reductions
ͼ3��ʾΪ��ͬѹ�������������Ʊ���������ֲ�ĺ�ȱ�(RA/S=h1/h2)�ı仯���ߡ���ͼ3�п��Կ����������Ƹ��ϱ������У����ֲ㷢�����Ա���֮��(��Ӧͼ3��B��)������ֲ�ĺ�ȱ���Ȼ�����仯�������ֲ㷢�����Ա���֮��������ֲ�֮���Դ�����Ի�������������[10-11, 18]�м�������Ƹ��Ϲ����е�Ӳ�����������Ա��κ���Ӳ���������һ�𣬺�ȱȲ���Ĺ۵㲻ͬ�����⣬��ͬѹ�������������Ʊ�������RA/S���ֲ�ͬ�ı仯���ɣ���ѹ����Ϊ20%~40%ʱ��RA/S����x�ļ�С���ȼ�С�����ӵı仯���ƣ���ѹ����Ϊ45%ʱ������ֲ�ĺ�ȱ�����x�ļ�С���ȼ�С��������ֲ���ı仯���ƣ���ѹ���ʴ���50%ʱ��RA/S����x�ļ�С���ȼ�С�����ӵı仯���ơ�
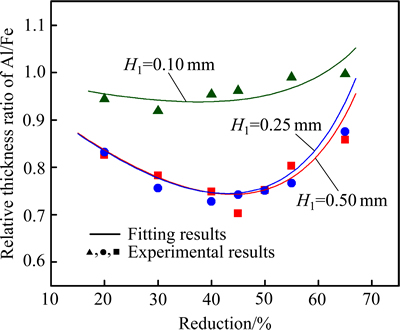
ͼ4��ʾΪ��ͬ������ʼ��ȡ���ͬ�����������±�����������ֲ�ĺ�ȱȱ仯���ɻ���ͼ����ͼ4�п��Կ�������ijһ�ض�ѹ����rcon�����£���������������ڵ�����RA/S�����ȼ�С�ֻ�������ı仯���ƣ���ͬ������ʼ��������£�����ѹ���ʵ����ӣ���������������ڵ�����RA/S��������ȼ�С�����ӣ��ȼ�С��������ֲ��䣬�ȼ�С�����ӵIJ�ͬ�仯���ɡ����⣬��ͼ4�л����Կ��������ų�ʼ������ȵ����ӣ�������RA/S����x�ļ�С�����ȼ�С�ֲ�������Ӧ��ѹ����rcon����

ͼ4 ��ͬ�����Ⱥ�ѹ����ʱ�����Ƹ��ϱ�������������ֲ��ȱȵĹ�ϵ
Fig. 4 Relationship between thickness ratio of aluminum- steel in deformation zone under different initial thicknesses of aluminum and cold roll bonding reductions
2.2 ���Ƹ��ϱ�����������ֲ���������
Ϊ��һ���������Ƹ��Ϲ�����RA/S�仯�γɵ�ԭ�������߲�����Ƭ��������/�����Ƹ��ϱ���������ѹ���ͽ������Ӧ���ķֲ�����������ʵ���о�������ɽ����Ʊ�������Ϊ3������(��ͼ5��ʾ)������(xb��x��xa��xaΪҧ��λ�õ����꣬xbΪ�����͢����ֽ������)�����㷢�����Ա���(��ȱ�С)���ֲ㼸�����������Ա���(��Ȳ���)������(xn��x��xb��xnΪ�����͢����ֽ������)������ֲ㶼�������Ա��Σ����ں���������(0��x��xn)����ֲ㶼�������Ա��Σ�����ǰ���������ϴ�����������Ħ��������������෴��
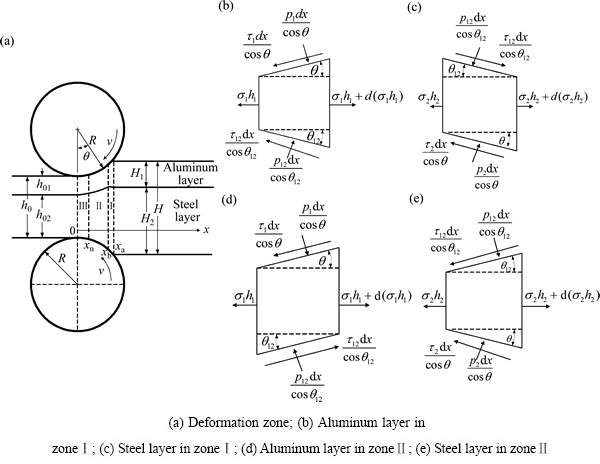
ͼ5 ���Ʊ���������Ƭ����������ʾ��ͼ
Fig. 5 Schematic diagram of cold roll bonding deformation zone and slab analysis
Ϊ�����������̣����о�ģ�������¼��裺1) ���Ϸ��������Ա���Ϊƽ��Ӧ�䣻2) ����Ϊ�����壻3)���ϴ�����ֱ�����Ӧ��p��ͬ��4) ������������֮�估����������ֲ�֮��Ħ��Ϊ��Ħ��������ֲ���������Ħ�����ӷֱ�Ϊm1��m2������������ֲ�֮��Ħ������Ϊm12��5) ���ϲ������������ģ�ͣ���������������˹���������㣺
 ���ֲ㣺
���ֲ㣺 (k1��k2�ֱ�Ϊ������ֲ��ƽ��ѹ����������ǿ��)��
(k1��k2�ֱ�Ϊ������ֲ��ƽ��ѹ����������ǿ��)��
��������������ͼ5��ʾ������PAN��[10]�ļ�����̿ɵâ�����ֱ�����ѹӦ��Ϊ
 (1)
(1)
ʽ�У� ��
�� ��
�� ��
�� ��
�� ��
�� ��
�� Ϊ����ϵ����
Ϊ����ϵ����
�ֲ��ˮƽӦ���ֲ�Ϊ[10]
 (2)
(2)
ʽ�У� ��
�� ��
�� Ϊ����ϵ����������ͨ����ʼҧ������
Ϊ����ϵ����������ͨ����ʼҧ������ ��
�� ��á�
��á�
��Xb���ֲ㿪ʼ������������������˹������ ����
����

 (3)
(3)
���ö��ַ���ʽ(3)�п�����â���������ķֽ��Xb������Ӧ��״̬��ͼ5��ʾ�����ݢ���������ֱ��ˮƽ�����Ӧ��ƽ�����������Եõ�
 (4)
(4)
ʽ�У� Ϊ���ϴ��ı����ˮƽ����нǣ�
Ϊ���ϴ��ı����ˮƽ����нǣ� Ϊ���ϴ��Ľ�����ˮƽ����нǡ�
Ϊ���ϴ��Ľ�����ˮƽ����нǡ�
�ڢ���������ֲ���������Ա��Σ�������ֱ�����Ӧ����ȣ��ɷ���(4)�ɵó���
 (5)
(5)
ͬ�������ݢ����ֲ���ֱ��ˮƽ�����Ӧ��ƽ�����������Եó�
 (6)
(6)
ʽ�У� Ϊ�ֲ���������Ħ��Ӧ����
Ϊ�ֲ���������Ħ��Ӧ����
��ʽ(5)��ʽ(6)��ӿɵ�
 (7)
(7)
ʽ�У� ��
�� ����
���� ��
�� ��
��
���о���ʵ���������������͢����ֲ�ĺ����x�������߹�ϵ�仯(����1)����������͢����ֲ���h2��x��ϵΪ (M��N��TΪ�������ϵ��������ͨ����ϱ������ֲ������ݵõ������1����)����ʽ(7)�ɵõ�
(M��N��TΪ�������ϵ��������ͨ����ϱ������ֲ������ݵõ������1����)����ʽ(7)�ɵõ�

 (8)
(8)
ͨ���ⷽ��(8)�ɻ�â�����ֱ�����Ӧ���ֲ�����Ϊ
 (9)
(9)
ʽ�У� ��
�� ��
�� ��
��
 ��
�� ��
�� ���ɸֲ㿪ʼ��������λ�õ�ѹ��״̬
���ɸֲ㿪ʼ��������λ�õ�ѹ��״̬ ��á�
��á�
��ʽ(5)��ʽ(6)����ã�����˫���������ļ���Ӧ��Ϊ
 (10)
(10)
�ڢ�����������ǰ�������������Ƚ�Ħ�����ķ������˱仯������ͬ���ķ���������â���Ӧ���ֲ�Ϊ
 (11)
(11)
ʽ�У� ��
�� �������Ƴ��ڴ����ϲ��ϻ��������
�������Ƴ��ڴ����ϲ��ϻ�������� ��á�ʽ��
��á�ʽ�� Ϊ���Ƴ��ڵ�������С��
Ϊ���Ƴ��ڵ�������С�� ��
��
����˫���������ļ���Ӧ��Ϊ
 (12)
(12)
���Ե�Ϊ�����͢����ķֽ�㣬���������Ե��� �����ö��ַ�����������Ե������xn��
�����ö��ַ�����������Ե������xn��
2.3 ���Ƹ��ϱ�����Ӧ���ֲ���������ֲ�������������Ϊ
��ʽ(1)��(9)��(11)����ø��ϴ��ı����������������͢������������ֲ�����ʽ(10)��(12)����â����͢����ļ���Ӧ���ֲ�����������ͼ6��ʾ����ͼ6(a)��֪������x�ļ�С���ڢ�����������λ����ѹ��Ѹ�������ڢ���������x�ļ�С����λ����ѹ����С�����λ����ѹ�������ڢ���������Ľ��紦�������Ե�xn��������ѹ���ʵ����ӣ������������λ����ѹ������ͼ6(b)���Կ���������������ʼ���H1�ļ�С��������λ����ѹ������ԽѸ�٣������λ����ѹ���������ӡ���ͼ6(c)��֪���ڢ������㣬�ֲܸ�ļ���Ӧ��(��12)�����Ʒ����෴���ڢ������㣬�ֲܸ�ļ���Ӧ��(��12)�����Ʒ�����ͬ�����Т����ļ���Ӧ�����Ը��ڢ����ģ�����ѹ���ʵ����ӣ�����ĵ�λ����Ӧ�������������ﵽ50%ʱ���ڢ������棬����Ӧ��(��12)���ֵ�ﵽ����ļ�������ǿ��(k1)����ͼ6(d)��֪������������ʼ��ȵļ�С�����浥λ����Ӧ������ѹ����40%ʱ����ʼ�������0.10 mmʱ����/�ָ��ϴ��Ģ����������Ӧ�����ֵ�ﵽ������ļ�������ǿ�ȡ�
�ڢ���������ѹӦ��С�ڸֲ�ļ�������ǿ�ȣ��ֲ㲻�������Ա��Σ������㷢�����Ա��Σ�������Ѹ�ٽ��ͣ���������x�ļ�С��TRASѸ�ٽ��͡�
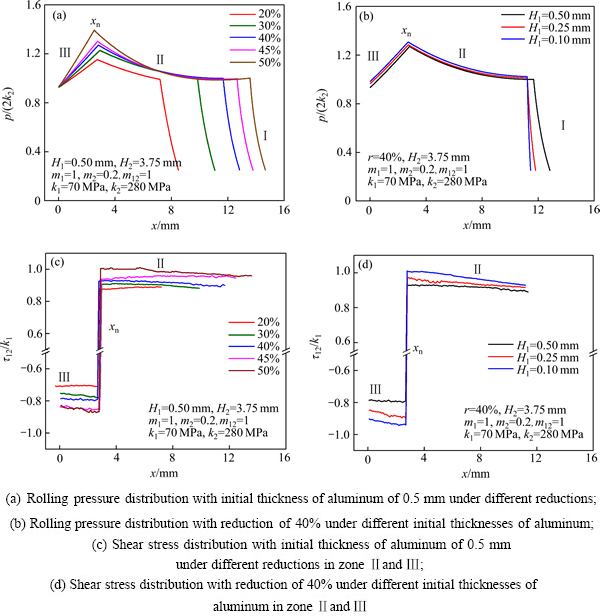
ͼ6 ���Ʊ�������Ӧ���ֲ�������(����Ӧ����xͬ��Ϊ��)
Fig. 6 Calculation results of stress distribution in deformation zone (shear stress is positive with axis x)
�ڢ������ڸֲ�տ�ʼ�������Ա��εij�ʼ�Σ�����ѹӦ���Դ��ڸֵı��ο�������Զ�������ı��ο������ֲ��Ȼ������ͣ���������Ѹ�ٽ��ͣ�RA/S������С����ѹ���ʽ�Сʱ������x�Ľ�һ����С������ѹӦ���������ӣ��ֲ���Ѹ�ٽ��ͣ������ܵ��ֲ������Ʒ����෴�ļ���Ӧ��������ļ���Ӧ���谭���������Ʒ������������һ���̶��������������������Σ��Ӷ����������ȼ�С���ƣ����ֲ������������Ʒ�����ͬ�ļ���Ӧ��������ļ���Ӧ����ʹ�ֲ������Ʒ�����������һ���̶��ϴٽ��˸ֲ��������Σ�ʹ�ֲ�ĺ�Ƚ��ͽϿ죬RA/S��������ѹ���ʵ����ӣ����ϴ��ĵĽ�����ǿ������[19-20]��������ļ���Ӧ�����ڽ�����ǿ��ʱ���ü���Ӧ���������ƻ�������ֲ�Ľ�ϣ����洦������ֲ㲻������Ի�����RA/S�������ֲ��䣬������һ����ѹ���������£��ڢ�������x�ļ�СRA/S���ȼ�С��������ֲ��������(��������ʼ���0.50 mm��ѹ����Ϊ45%ʱ)������һ������ѹ����ʱ������ļ���Ӧ���������������ﵽ����ļ�������ǿ�ȣ�ʹ���洦���㷢�����б��Σ�������ֲ㷢�����ճ�����������⣬�������Ӧ���ٽ��˸ֲ��������Σ������������������Σ�ʹ�ֲ��Ƚ��ͽϿ죬�����Ƚ��ͻ����������ڢ�������x�ļ�СRA/S���ȼ�С������ı仯����(��������ʼ���0.50 mm��ѹ���ʴ���50%ʱ)��
�ڢ����������ϼ���Ӧ���ķ���������෴��С�ڢ����������Ӧ��(��ͼ6(c))���Խ��洦����ֲ����Ա�����Ϊ��Ӱ���С������ʱ�����ܵ����������Ʒ����෴��Ħ��������ѹ���ʽ�Сʱ��������������Ħ�������������������Ʒ����������RA/S������ѹ���ʽϴ�ʱ�����ϴ��Ľ�����ǿ�Ƚϴ�������������Ħ��������ʹ������ֲ㷢����Ի�������ˣ�����RA/S�仯��С��
��������ʵ�����ͷ�����֪������ѹ���ʵ����ӣ����Ƹ��ϱ�������/�ֽ���������ö�������ֲ��ȱȵı仯���ɾ���������Ӱ�졣Ϊ�˽�һ����������������á����ϴ���RA/S�ı仯���ɺͽ�����״̬֮��Ĺ�ϵ���������߶���/�ָ��ϴ��ĵ�����Ͽ���ò���з�������ͳ���˶Ͽ���/�ֲַ��������ͼ7��ʾ����������ʼ���0.50 mmΪ����ѹ����С��45%�ĸ��ϴ��ĵ�����Ͽڳ����˷ֲ�����(��ͼ7(a)��(b))����ѹ����������50%ʱ�����ϴ�������Ͽ�δ�������Էֲ�������������������ճ���ֲ������(��ͼ7(c))��
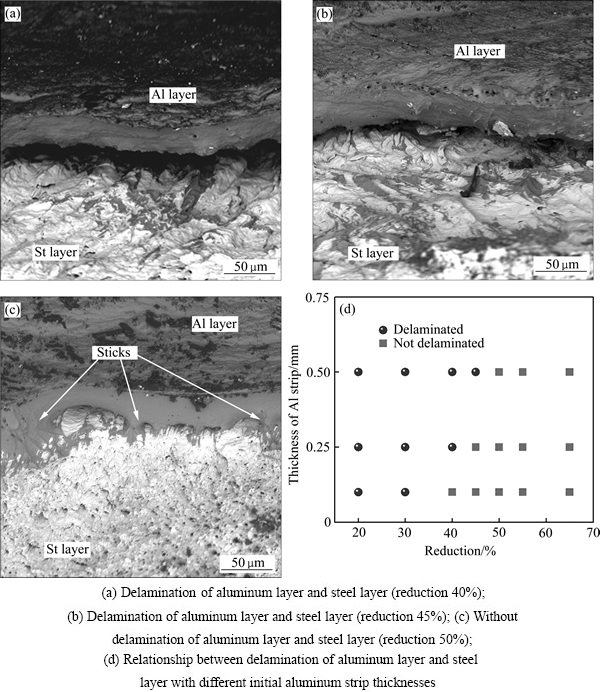
ͼ7 ������ʼ���0.5 mmʱ��/�ָ��ϴ��ĵ�����Ͽ���ò����
Fig. 7 Tensile fracture morphologies of aluminum-steel composite strip at initial aluminum thickness of 0.5 mm
�Ա�ͼ4��ͼ7(d)��֪������ѹ���ʵ����ӣ���������ڵ����Ƴ��ڣ�RA/S�����ȼ�С�����ӡ��ȼ�С��������ֲ��䡢�ȼ�С�����ӵIJ�ͬ�仯���ɣ���ѹ����С��rconʱ�����ƹ����н������Ӧ��ʹ������ֲ㷢����Ի��������ϴ��Ľ�����ܽϵͣ�������Ѻ�������ֲ��ֲ㡣��ѹ���ʴ���rconʱ���������Ӧ���ﵽ������ļ�������ǿ��(��������ʼ���0.50 mm��ѹ����50%����ͼ6(c))�����洦���㷢�����ҵļ��б��Σ�������ֲ㷢��ճ��������ʹ������ֲ�Ľ�����״̬�õ�����������Ͽ�������ֲ�δ���Էֲ㲢����ճ������
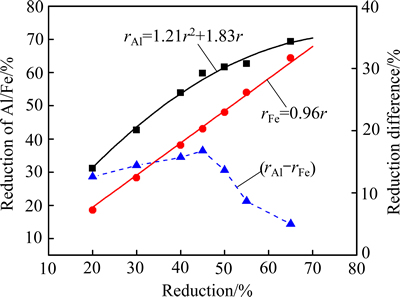
ͼ8 ������ʼ���0.50 mm�������Ʊ��ĸ��ϴ���������ֲ��������ѹ���ʵĹ�ϵ
Fig. 8 Relationships between reductions of aluminum layer and steel layer and cold roll bonding reduction with initial thickness of aluminum of 0.5 mm
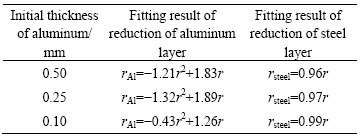
��2 ���㡢�ֲ��������ѹ���ʵ���Ͻ��
Table 2 Fitting result of reduction of aluminum layer and steel layer with rolling reduction ratio
2.4 ѹ���ʶԸ��ϴ�������ֲ��ȱȱ仯��Ӱ��
ͼ8��ʾΪ������ʼ���0.50 mm���Ƹ��Ϻ�Ƕ��ʽ��/�ָ��ϴ������������(rAl)���ֲ������(rsteel)��������ֲ������֮��IJ���(rsteel-rFe)��ѹ���ʵı仯��ϵ����ͼ8��֪������ѹ���ʵ����ӣ�����ı������ʽ������߹�ϵ���ӣ��ֲ�ı��������������ӡ����⣬����ͬѹ���������£�����ı��������Դ��ڸֲ�ı�������������ѹ���ʵ����ӣ�������ֲ������֮��IJ�����Ȼ������Ӻ�Ѹ���½��ı仯���ơ���ͬ������ʼ��������£����ϴ�������������ֲ��������ѹ���ʹ�ϵ����Ͻ�����2���С����У�����ı�������ѹ���ʵ���Ϲ�ϵ��
 (13)
(13)
ʽ�У�a��b��ͨ�������������ѹ���ʵ���Ϲ�ϵ��ã�rΪ����ѹ���ʡ�
������ֲ�ĺ�ȱ�Ϊ
 (14)
(14)
��ʽ(13)����ʽ(14)���Ի�����Ƹ��Ϻ����������ֲ��ȱ���ѹ���ʡ���ʼ�����ִ���ȵĹ�ϵ��
 (15)
(15)
����������ʼ���(0.10��0.25��0.50 mm)��ͬ��RA/S���ϴ�Ϊ�˱��ڱȽ�ѹ���ʶԸ��ϴ���������ֲ��ȱȵ�Ӱ����ɣ��Ժ�ȱȽ��й�һ����������������ֲ����Ժ�ȱ�(������ֲ��ȱ�/��ʼ������ֲ��ȱ�)��������ֲ����Ժ�ȱ�( )Ϊ
)Ϊ
 (16)
(16)
ͼ9��ʾΪ��ͬ��ʼ�������������������ֲ���Ժ�ȱ���ѹ����֮��Ĺ�ϵ����ͼ9�п��Կ�������ʼ���������ͬʱ������ѹ���ʵ����ӣ�������ֲ����Ժ�ȱȳ����ȼ�С�����ӵı仯���ƣ����ͼ3��֪����ѹ����Ϊrconʱ���Ʊ���Ƕ��ʽ��/�ָ��ϴ���������ֲ����Ժ�ȱ���С�����⣬ͼ9�Ա��˲���ʽ(16)����Ͻ����ʵ�����������ǺϽϺã���������ʽ(16)�ɽϺ�Ԥ�����Ƹ��Ϻ���/�ָ��ϴ���������ֲ�ĺ�ȱȣ���Ϊ���Ƹ��Ϸ��Ʊ���/�ָ��ϴ��ĵ���Ԫ������ƺ������ƶȵ��ƶ��ṩ�ο���
ͼ9 ѹ���ʶ�������ֲ���Ժ�ȱȵ�Ӱ��(ʵ��Ϊʽ(16)��ϼ���������Ϊʵ�����ݵ�)
Fig. 9 Effect of reduction on relative thickness ratio of aluminum-steel (calculation results of formula (16) shown as lines, experiment results shown as dots)
3 ����
1) ����ѹ���ʵ����ӣ����Ƹ��ϱ������ڴ�������ڵ�����������ֲ�ĺ�ȱȳ����ȼ�С������(ѹ����r��rcon)���ȼ�С��������ֲ���(r=rcon)���ȼ�С�����ӵIJ�ͬ�仯����(r��rcon)�����ų�ʼ���������0.50 mm��С��0.10 mm��rcon��45%��С��30%����ѹ����r��rconʱ��Ƕ��ʽ��/�ָ��ϴ�������Ͽ�������ֲ㲻�ֲ㣬���ϴ��ľ������õĽ�����״̬��
2) ����ѹ���ʵ����ӣ����Ƹ��ϱ���������/�ֽ������Ӧ�����ü���Ӧ��ʹ���洦����ֲ㷢����Ի���(r��rcon)������Ի���(r=rcon)��ճ������(r��rcon)���DZ�����������ֲ�ĺ�ȱ���ѹ���ʱ仯���ֲ�ͬ�仯���Ƶ���Ҫԭ��
3) ����ѹ���ʵ����ӣ����Ƹ��Ϻ����������ֲ��ȱȳ��ȼ�С�����ӵı仯���ƣ���ѹ����Ϊrconʱ��������ֲ�ĺ�ȱ���С������/�ֲ��ȱ�RA/S��ѹ����r����ʼ�������H1�ִ����H2֮���ϵ�ľ��鹫ʽΪRA/S=  ����Ϊ���Ƹ��Ϸ��Ʊ���/�ָ��ϴ��IJ�����ƺ������ƶȵ��ƶ��ṩ�ο���
����Ϊ���Ƹ��Ϸ��Ʊ���/�ָ��ϴ��IJ�����ƺ������ƶȵ��ƶ��ṩ�ο���
REFERENCES
[1] �ܵ¾�, �� ��, ������, �ƽ���, ������. ���Ƹ�����/����ֽ�������仯�������������ѧ[J]. �й���ɫ����ѧ��, 2012, 22(9): 2461-2468.
ZHOU De-jing, YI Lin, ZHANG Xin-min, TANG Jian-guo, LIU Xing-xing Growth kinetics of intermetallic compounds at aluminum/stainless steel interface bonded by rolling[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(9): 2461-2468.
[2] �� ��, �� ��, �ܵ¾�. ��(4A60)-��(08Al)���ϴ��Ľ��滯�����γɼ��������[J]. �й���ɫ����ѧ��, 2015, 25(5): 1176-1184.
CHEN Xin, LI LONG, ZHOU De-jing. Formation and bonding properties of Al(4A60)-steel(08Al) clad strip intermetallic compound[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(5): 1176-1184.
[3] �� ƽ, л����. ��-�����Ƹ��Ͻ��滯��������ƻ���[J]. �й���ɫ����ѧ��, 2010, 20(S1): 284-288.
WANG Ping, XIE Pei-pei. Restraining mechanism of compound of steel-aluminum rolling bonding composite board[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(S1): 284-288.
[4] MANESHH D, TAHERI A K. An investigation of deformation behavior and bonding strength of bimetal strip during rolling[J]. Mechanics of Materials, 2005, 37(5): 531-542.
[5] ��С��, �� ��, ���ٲ�, ������. ��-ͭ���Ƹ��Ϲ��ռ������ϻ���[J]. ��ɫ����, 2007, 59(1): 21-24.
WANG Xiao-hong, TANG Di, XUE Rong-chang, WENG Yong-hong. Al-Cu compound and bonding mechanism by rolling process[J]. Nonferrous Metals, 2007, 59(1): 21-24.
[6] ����Ȩ, ������, �� ��, ������. ��/�����ϰ��������ϱ��ι���[J]. �й���ɫ����ѧ��, 2009, 19(4): 644-648.
LI Min-quan, JIANG Fu-lin, ZHANG Hui, LI Luo-xing. Deformation rule of steel/aluminum metal-laminate material during hot roll bonding[J]. The Chinese Journal of Nonferrous Metals, 2009, 19(4): 644-648.
[7] ��С��, �� ��, �� ��, �� ��, �ܵ¾�. Ƕ��ʽ������-�ָ��ϰ������Ϊ���������[J]. ��ɫ��������, 2015, 5(2): 4-10.
ZHANG Xiao-jun, GAO Chuang, LI Long, CHEN Xu, ZHOU De-jing. Deformation behavior and bonding property of embedded cold rolled Al-steel clad sheet[J]. Nonferrous Metals Engineering 2015, 5(2): 4-10.
[8] LEE S H, LEE D N. Slab analysis of roll bonding of silver clad phosphor bronze sheets[J]. Materials Science and Technology, 1991, 7(11): 1042-1050.
[9] JIANG Yong, PENG Da-shu, LU Dong, LI Luo-xing. Analysis of clad sheet bonding by cold rolling[J]. Journal of Materials Processing Technology, 2000, 105(1/2): 32-37.
[10] PAN S C, HUANG M N, TZOU G Y, SYU S W. Analysis of asymmetrical cold and hot bond rolling of unbounded clad sheet under constant shear friction[J]. Journal of Materials Processing Technology, 2006, 177(1/3): 114-120.
[11] TZOU G Y, HUANG Ming-nan. Analytical modified model of the cold bond rolling of unbounded double-layers sheet considering hybrid friction[J]. Journal of Materials Processing Technology, 2003, 140(SI): 622-627.
[12] ����ϼ, ���˷�, ������. �������������Բ�״���ϲ����ٽ���γ̶ȵ�Ӱ��[J]. �й���ɫ����ѧ��, 2004, 14(9): 1599-1603.
ZHU Xu-xia, LIU Lang-fei, PENG Da-shu. Effect of bond rolling tensile force on threshold deformation of laminated material[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(9): 1599-1603.
[13] HWANG Y, HSU H, LEE H. Analysis of sandwich sheet rolling by stream function method[J]. International Journal of Mechanical Sciences, 1995, 37(3): 297-315.
[14] AFONJA A A, SANSOME D H. A theoretical analysis of the sandwich rolling process[J]. International Journal of Mechanical Sciences, 1973, 15: 1-14.
[15] ARAB H, SEYEDEIN S H, MEHRYAB A, TOLAMINEJAD B. Mathematical modeling and simulation of the interface region of a tri-layer composite material, brass-steel-brass, produced by cold rolling[J]. International Journal of Minerals Metallurgy and Materials, 2009, 16(2): 189-196.
[16] HAGHIGHAT H, SAADATI P. An upper bound analysis of rolling process of non-bonded sandwich sheets[J]. Transactions of Nonferrous Metals Society of China, 2015, 25(5): 1605-1613.
[17] WANG Chun-yang, JIANG Yan-bin, XIE Jian-xin, ZHOU De-jing ZHANG Xiao-jun. Effect of the steel sheet surface hardening state on interfacial bonding strength of embedded aluminum�Csteel composite sheet produced by cold roll bonding process[J]. Materials Science and Engineering A, 2016, 652: 51-58.
[18] CHAUDHARI G P, ACOFF V. Cold roll bonding of multi- layered bi-metal laminate composites[J]. Composites Science and Technology, 2009, 69(10): 1667-1675.
[19] JAMAATI R, TOROGHINEJAD M R. Investigation of the parameters of the cold roll bonding (CRB) process[J]. Materials Science and Engineering A, 2010, 527(9): 2320-2326.
[20] ABBASI M, TOROGHINEJAD M R. Effects of processing parameters on the bond strength of Cu/Cu roll-bonded strips[J]. Journal of Materials Processing Technology, 2010, 210(3): 560-563.
Thickness variation of aluminum layer-steel layer of embedded aluminum-steel composite strip during cold roll bonding
WANG Chun-yang1, JIANG Yan-bin1, 2, XIE Jian-xin1, 2, MAO Xiao-dong1, ZHOU De-jing3, ZHANG Xiao-jun3
(1. Key Laboratory for Advanced Materials Processing, Ministry of Education, University of Science and Technology Beijing, Beijing 100083, China;
2. Beijing Laboratory of Metallic Materials and Processing for Modern Transportation, University of Science and Technology Beijing, Beijing 100083, China;
3. Jiangsu Key Laboratory for Clad Materials, Yinbang Clad Material Company Limited, Wuxi 214145, China)
Abstract: The embedded aluminum-steel composite sheet was prepared by cold roll bonding (CRB) process. The influences of rolling reduction and initial thickness of aluminum strip on the thickness ratio of aluminum-steel in the deformation zone were investigated. The interfacial shear stress distribution in the deformation zone was calculated and the thickness variation of aluminum layer and steel layer was explained. The results show that the thickness ratio of aluminum-steel (RA/S) in the deformation zone from entrance to exit initially decreases and then remains unchanged under certain reduction rcon. While the reduction is higher or lower than rcon, RA/S initially decreases, and then increases. When the initial thickness of aluminum strip reduces from 0.50 mm to 0.10 mm, rcon decreases from 45% to 35%. With the increase of reduction, the interfacial shear stress increases, resulting in that relative sliding (reduction��rcon), non-relative sliding (reduction=rcon) and adhesive shearing (reduction��rcon) occur successively on the interface of the aluminum and steel layer. The composite strip has a good interfacial bonding quality, and there are no delamination of aluminum layer and steel layer on the tensile fracture when the reduction is higher than rcon.
Key words: embedded aluminum-steel composite sheets; cold roll bonding; thickness ratio; bonding property
Foundation item: Project(2013AA031301) supported by the National High Research Development Program of China; Project(BM2014006) supported by Key Laboratory for Clad Materials of Jiangsu Province, China
Received date: 2016-02-24; Accepted date: 2016-05-27
Corresponding author: XIE Jian-xin; Tel: +86-10-62332254; E-mail: jxxie@mater.ustb.edu.cn
(�༭ ����)
������Ŀ�����Ҹ����о���չ�ƻ�������Ŀ(2013AA031301)�������ص�ʵ����������Ŀ(BM2014006)
�ո����ڣ�2016-02-24�������ڣ�2016-05-27
ͨ�����ߣ�л���£����ڣ���ʿ���绰��010-62332254�����棺010-62332253��E-mail: jxxie@mater.ustb.edu.cn
ժ Ҫ�������������Ϸ��Ʊ�Ƕ��ʽ��/�ָ��ϴ��ģ��о���Ƕ��ʽ��/�ִ�����������ѹ���ʡ�������ʼ��ȶ����Ƹ��ϱ�����������ֲ��ȱȱ仯��Ӱ����ɣ�������Ƭ������������ڽ������Ӧ���ֲ�������������ֲ��ȱȱ仯��ԭ������������ض�ѹ����(rcon)�����£���������ڵ����ڱ�����������ֲ��ȱȳ��ȼ�С�ֻ�������ı仯���ƣ���ѹ����r��rcon��r��rconʱ������ֲ��ȱ�(RA/S)���ȼ�С�����ӵı仯���ƣ�����ʼ���������0.50 mm��С��0.10 mmʱ��rcon��45%��С��30%������ѹ���ʵ����ӣ��������������Ӧ�����ü���Ӧ��ʹ������ֲ�֮�䷢����Ի���(r��rcon)������Ի���(r=rcon)��ճ������(r��rcon)������ѹ����r��rconʱ������Ͽ�������ֲ㲻�ֲ㣬���ϴ��ľ������õĽ�����״̬��
