
���±�ţ�1004-0609(2011)02-0371-06
��е�Ͻ��Ʊ�Cu-Nb�Ͻ�����е��α���������
�����1��������1��������2���� ��1�����1
(1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410083��
2. Institute of Materials Science, Lausanne Federal Institute of Technology, Lausanne CH-1015, Switzerland)
ժ Ҫ��
���û�е�Ͻ��Ʊ�����Cu-10%Nb�Ͻ�ͨ����Ӳ�Ȳ����Լ��߷ֱ���羵�۲죬�ԸúϽ��ĩ��������ĥ�����е��۽ṹ�ݱ���α��������Խ����о������þֲ�Ӧ������ģ�ͷ����α��Ͼ����κ˻��ơ����������������ĥʱ������ӣ��úϽ�Ӳ��(HV)�������ߣ���ĥ120 h��ɴ�4.8 GPa���úϽ�����ĥ������λ�����ṹΪ������ĥ50 h��Cuƽ�������ߴ��С��Լ50 nm������������������α��Ͼ�������������ĥʱ�䣬�Ͼ��������ӣ��Ͼ���ǿ��Ч�������������������ٽ��������Ľ�һ��ϸ������ĥ120 h�������ߴ��С��20 nm���¡�
�ؼ��ʣ�
Cu-Nb�Ͻ�����е�Ͻ����α��Ͼ����Ͼ���ǿ�������ײ�����
��ͼ����ţ�TG146.1���� ���ױ�־�룺A
Deformation twinning characteristic of mechanically alloyed Cu-Nb alloy powders
LEI Ruo-shan1, WANG Ming-pu1, GUO Ming-xing2, LI Zhou1, WEI Hai-gen1
(1. School of Materials Science and Engineering, Central South University, Changsha 410083, China;
2. Institute of Materials Science, Lausanne Federal Institute of Technology, Lausanne CH-1015, Switzerland)
Abstract: The microstructure evolution and deformation twinning characteristics of nanocrystalline Cu-10%Nb alloy during mechanical alloying (MA) were investigated by microhardness measurements, transmission electron microscopy (TEM) and high resolution TEM (HRTEM) observation. A local stress concentration model was proposed to explain the deformation twin nucleation mechanism of Cu-Nb alloy. The results show that the Vickers microhardness of the powders increases gradually with the increase of milling time, and reaches 4.8 GPa after 120 h milling. The main structure of the powders is the dislocation cells in the initial milling. After 50 h milling, the average Cu grain size decreases to about 50 nm, and nano-deformation twins begin to form in some regions. With the continued increase of the milling time, the number of twin increases, and the twin boundary strengthening enhances accordingly. Due to the deformation twinning will contribute to further refine the nano-grains, after 120 h milling, the nano-crystalline size decreases to below 20 nm.
Key words: Cu-Nb alloy; mechanical alloying; deformation twinning; twin boundary strengthening; nanostructured material
��е�Ͻ�(MA)�Ʊ�������Cu-Nb�Ͻ���һ�ּ���и�ǿ���ߵ��Լ����ÿ������������ܵ��Ƚ����ϲ���[1-5]����Ȼ������о�������������úϽ�������ۺ�������Ҫ����ΪMA��ǿ������Cu�����е�Nb���ں����ȴ��������о�����ɢ���������Ӷ���λ���;�����ǿ�ҵĶ�������[2]�����ǣ�����MA�����е�ǿ���ܻ����Լ�����ϸ�����̵ȷ�����о�ȴ�ܲ����롣
���ڴ�ͳ�־��������ر����С��߲��������������������Al��Cu�ȣ��������α���Ҫͨ��λ������ʵ�֣����ٹ۲쵽�α��Ͼ�[6]��Ȼ����BLEWITT ��[7]�������־�Cu�ڵ��º�/���Ӧ��������(ԼΪ 103 s-1)����ʱ�����ܷ����α��������־�̬�����������������α�����һ���ü������(Pole mechanism)����[8]�����α�������ͨ������λ���ֽ�ɲ�ȫλ���ķ�ʽ�κˣ�����ͨ��Shockley��ȫλ��������ʽ����ת��������(111)�泤�Ӷ��γ�����Ƭ���������������ķ��Ӷ���ѧ(MD)ģ�⼰ʵ���о�֤���С��߲��������������Ҳ�����α��Ͼ�[9-13]���磬LIAO��[11]������Cu�ĸ�ѹŤתʵ���У���������Cu�����º͵͵�Ӧ�������±���ʱ�����������α��������־�������Cu��һ�������¾��ᷢ���α�������Ȼ�������ڵڶ���ԪNbԪ��֮����MA�����У�Cu������ϸ�����̣��Ƿ�Ҳ�ᷢ���α������Լ���Ӧ���������ƣ�Ŀǰ��δ������ر��������ⷽ����о��������ڸ��õ������α����������л������ƶ����ã����Ҷ����Ʊ�����ǿ����Cu-Nb�Ͻ�Ĺ����Ż��Լ���֯���Ƶ�Ҳ������Ҫ��ָ�����á���ˣ������������Cu-10%Nb�Ͻ���MA�����з�ĩ�۽ṹ�ݱ䡢����ϸ�����Ƽ��α�������Ϊ����ϵͳ���о������⣬Ϊ�˸��õ�Ū����Щ��Ϊ֮������ڹ�ϵ����������ͨ������ģ�Ͷ��α��Ͼ��γɻ��ƽ���ϵͳ����ط�����
1 ʵ��
����Cu��(���ȣ�99.8%�����ȣ�100 ?m)�ʹ�Nb��(���ȣ�99%������<80 ?m)�Ժ�Nb��10%(��������)����Ȼ�Ϻ��벻�����һͬ���벻��ָֹ��У���QM-1F������ʽ��ĥ���Ͻ���ԭʼ��ĩ�ĵ��ٻ��ϼ�������ĥ����ĥ���̲��������ϱ�Ϊ14:1(������)��ת��Ϊ300 r/min�������������������ĥ120 h���ֱ��15��30��50��100��120 h��ĥ�����Ʒ������Ӳ��(HV)������������֯�۲졣��ƷӲ��(HV)��HVA-10A��С����ά��Ӳ�ȼ��ϲ������غ�Ϊ30 N������30 s����羵(TEM)�߷ֱ�羵(HRTEM)�۲���JEM-2100��羵�Ͻ��У�������ѹΪ200 kV����羵��Ʒ�������Ӽ������Ʊ���
2 ���������
ͼ1��ʾΪCu-10%Nb�Ͻ��ĩӲ��(HV)����ĥʱ��ı仯���ơ���ͼ1�п��Կ�����������ĥʱ������ӣ��Ͻ�Ӳ��(HV)���߽Ͽ죻��ĥ120 h�úϽ��ĩӲ��(HV)�ߴ�4.8 GPa������������Ŀǰ����ͭ�Ͻ��Ӳ�ȡ�����[5]����������ͬ��ĥ�����£�Cu-10%Nb�Ͻ���ĥ40 h��Nbԭ���ѹ�����Cu�����ڣ�����Cu����ϸ������Ӧ�����������仺������ͼ1�ɼ�����ĥ40 h�����ӳ���ĥʱ�䣬��ĩӲ��(HV)�������ʲ�δ���������������ɴ˿�֪������ĥʱ�䳬��40 h�Ͻ�Ӳ��(HV)�ij������߳���Դ�ڹ���ǿ����ϸ��ǿ����Ӧ��ǿ���⣬һ����������һ��ǿ�������������á����������֯�۲��������ĥ�����ڣ��úϽ�Cu�����ڻ���ִ������׳ߴ���Ͼ���֯�������о����֣��Ͼ������ǶȾ������ƣ�Ҳ������Ч�谭λ���˶�����߲���ǿ��[12, 14]���������Ӳ�ȵĹ������������Ͼ����������Ӷ��������ӣ���ˣ���ʹ����ĥʱ�䳬��100 h���о���Cu-10%Nb�Ͻ��Ӳ��(HV)����������
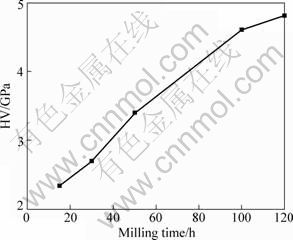
ͼ1 ����ĥʱ���Cu-10%Nb�Ͻ��ĩӲ�ȵ�Ӱ��
Fig.1 Effect of milling time on microhardness of Cu-10%Nb alloy
ͼ2��ʾΪCu-10%Nb�Ͻ��ĩ����ͬʱ����ĥ���TEM��HRTEM��ͼ2(a)��ʾΪ�úϽ��ĩ��ĥ15 h��ĵ���TEM����֯����ͼ2(a)�ɼ�����ĥ���ڣ�Cu�������γ��˴������͵�λ������֯����ƽ���ߴ�ԼΪ400 nm���Դ��������ѡ������(��ͼ2(a)�в�ͼ��ʾ)���֣�Cu���������ߵ�������������Լ�ྦྷ���������Ͻ�������أ�λ����֮�����һ����ȡ��
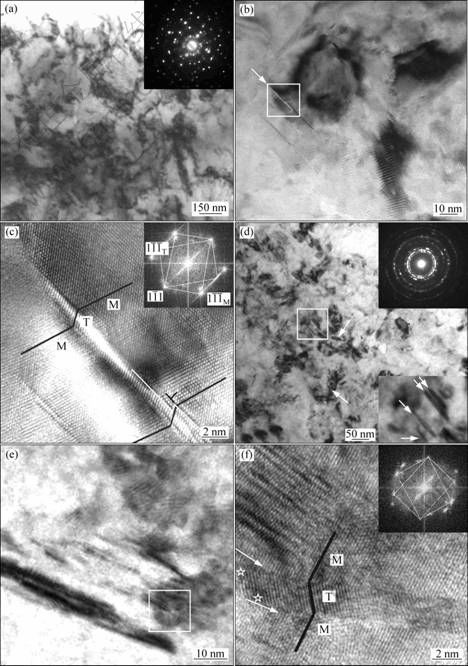
ͼ2 Cu-10%Nb�Ͻ��ĩ��ͬʱ����ĥ���TEM��HRTEM����֯��Ƭ
Fig.2 TEM and HRTEM images showing change in microstructure of Cu-10%Nb alloy with respect to milling time: (a) TEM image, 15 h; (b) TEM image, 50 h; (c) HRTEM image of select area mark in (b); (d) TEM image, 100 h; (e) TEM image, 120 h; (f) HRTEM image of select area mark in (e)
ͼ2(b)��ʾΪ�úϽ��ĩ��ĥ50 h���TEM����ͼ2(b)�ɼ�����ĩ���γ�������������Ƭ��״��֯��Cu����ƽ�������ߴ�ԼΪ50 nm��ͼ2(c)��ʾΪͼ2(b)�а������Ӧ�ĸ߷ֱ�����ͼ2(c)���丵��Ҷ�任ͼ��(��ͼ��ʾ)��������ؿ�������Ƭ��ṹΪ�α��Ͼ�Ƭ�㣬�Ͼ���Ϊ(111)����ʱ������Cu�����ߴ��С�������ڶ����Ļ���ϵ�������٣������������Ӧ����ʼ��������Ӧ������ˣ���һ�����������ѣ��Ӷ�������ͼ2(b)��ʾ���α��Ͼ�Ƭ�㡣��ϸ�Ա�ͼ2(b)��(c)���Կ��������Ͼ�Ƭ���ɳߴ�ԼΪ49 nm������Cu������Դ�����ᴩ��������������ͬʱ���Ͼ�Ƭ���Ȳ����ȣ��Ͼ����ϳ���������ԭ�Ӳ����Ͼ�̨��(��ɫ��ͷ�����߱��)���������ԭ���棬![]() ��
��![]() (T�����Ͼ���M����Cu����)�������Ͼ���ʾ���Գƣ��������ϸ���Ͼ���ϵ����ˣ��Ͼ�̨������λ��̨���������Ҳ��ı��Ͼ���ϵ��Shockley��ȫλ���γ�(��ɫ����ʾ)�����α�����У���Shockley��ȫλ�����Ͼ�����˶���ʹ���Ͼ�Ƭ���һ���������[15]��
(T�����Ͼ���M����Cu����)�������Ͼ���ʾ���Գƣ��������ϸ���Ͼ���ϵ����ˣ��Ͼ�̨������λ��̨���������Ҳ��ı��Ͼ���ϵ��Shockley��ȫλ���γ�(��ɫ����ʾ)�����α�����У���Shockley��ȫλ�����Ͼ�����˶���ʹ���Ͼ�Ƭ���һ���������[15]��
ͼ2(d)��ʾΪ�úϽ��ĩ��ĥ100 h���TEM����ͼ2(d)�ɼ���Cu�����ߴ��һ����С��15~40 nm����ֱ����Ϊ500 nm�����ڽ���ѡ������(��ͼ2(d)�����ϲ�ͼ��ʾ)�����仨��Ϊ�����ྦྷ���������ڴ������ھ����ߴ�����ϸ�����ɸ�ͼ�а�����ķŴ�ͼ��ɼ�(��ͼ2(d)�����²�ͼ��ʾ)����һ��Լ35 nm��Cu�����У���Ƭ���Ȳ��ȵ��α��Ͼ��ھ��紦�������κ�(��ɫ��ͷ���)���е��Ͼ�Ƭ��ᴩ�����������е���ֹ�ھ��ڡ�ͬʱ���Ͼ�Ƭ����������ĥ50 h���������ӣ����Ͼ�Ƭ���������Ե���4 nm��
ͼ2(e)��ʾΪ��ĥ120 h���TEM��ͼ2(f)��ʾΪͼ2(e)�а������Ӧ�ĸ߷ֱ�HRTEM����ͼ2(e)��(f)�ɼ�����ʱ�ڳߴ�ԼΪ20 nm��Cu�Ǿ��ڳ����������α��Ͼ�����ɫ��ͷ��ָ��Ϊ�Ͼ��硣ͬʱ�������Ͼ����γɵ��ǽṹ�뾧��֮��Ļ������ã����ܵ��·����˲������������Ǿ���γ�����״�ĸı�(��ͼ2(f)���Ǻ�����ʾ)��
![]()
![]() ����������ͬʱ����ĥ��Cu-10%Nb�Ͻ��ĩ�۽ṹ���о�������侧��ϸ�����̿��������£�����ĥ���ڣ�Cu�����ߴ�ϴ����α���λ������Ϊ�����γ�λ�����ṹ(��ͼ2(a))��������ĥʱ����ӳ���λ���ܶȲ������������ϵõ�ϸ���������ִ���������������ĥ���ڣ��ر�Cu�����ߴ��С��15~50 nm��ȫλ����ֳ���˶��ܵ����ƣ������ھ����ߴ��Դ���10 nm�����绬���뾧����ת�к��ѽ���[13]����ʱ���α�������ʼ��ΪЭ�������α����Ҫ��ʽ(��ͼ2(b)~(f))�����ң��α��Ͼ���������ĥʱ������Ӷ���Ӧ���ࣻͨ���α��������γɵ��ǽṹ����������һ�����ָ�ϸ��������ȡ�����ı䣻���⣬�ھ��紦�γɵ��Ͼ�Ҳ��������Ϊ�¾���[9]�����գ�MA���Ʊ���Cu-10%Nb�Ͻ�ͬʱ���ֳ�ϸ�����������α��Ͼ�Ƭ����۽ṹ������
����������ͬʱ����ĥ��Cu-10%Nb�Ͻ��ĩ�۽ṹ���о�������侧��ϸ�����̿��������£�����ĥ���ڣ�Cu�����ߴ�ϴ����α���λ������Ϊ�����γ�λ�����ṹ(��ͼ2(a))��������ĥʱ����ӳ���λ���ܶȲ������������ϵõ�ϸ���������ִ���������������ĥ���ڣ��ر�Cu�����ߴ��С��15~50 nm��ȫλ����ֳ���˶��ܵ����ƣ������ھ����ߴ��Դ���10 nm�����绬���뾧����ת�к��ѽ���[13]����ʱ���α�������ʼ��ΪЭ�������α����Ҫ��ʽ(��ͼ2(b)~(f))�����ң��α��Ͼ���������ĥʱ������Ӷ���Ӧ���ࣻͨ���α��������γɵ��ǽṹ����������һ�����ָ�ϸ��������ȡ�����ı䣻���⣬�ھ��紦�γɵ��Ͼ�Ҳ��������Ϊ�¾���[9]�����գ�MA���Ʊ���Cu-10%Nb�Ͻ�ͬʱ���ֳ�ϸ�����������α��Ͼ�Ƭ����۽ṹ������
ͨ������TEM��HRTEM�۲��֪��Cu-Nb�Ͻ�ʱ����ĥ���γ��������������α��Ͼ�Ƭ����֯����仯�������Ͼ������ھ��紦�κˣ�����������չ�������ᴩ���������������ң��Ͼ���������ĥʱ������Ӷ����ࡣ
������֪���������ߴ��½���һ���̶Ⱥ�����-���λ����ֳ���Ʋ������ã�λ�����Ӿ���;��罻��㴦��������Ѹ�ٴ�������������һ�߾��紦��û��������λ��ͣ���ھ���[16]����ˣ����ܲ��ü�����Ʒ���Cu-10%Nb�Ͻ����α��Ͼ����γɻ��ơ����ڵ�����;��罻��㴦������ȫλ���������Ӧ������ȫλ��ʱ���α��Ͼ���ͨ����ȫλ���IJ��Ϸ��������[10]����ˣ��ɸ��ݾ��紦������ȫλ����ȫλ���������Ӧ���IJ�ͬ����Cu-Nb�Ͻ��α��������ƽ���ϵͳ�ķ���������ȫλ������ļ���Ӧ��(��s)���Ա���Ϊ[10]
![]() (1)
(1)
��������ȫλ������ļ���Ӧ��(��p)Ϊ
![]() (2)
(2)
ʽ�У���Ϊ����ܣ���Ϊ����ģ����dΪ�����ߴ磻b��b1�ֱ�Ϊȫλ���Ͳ�ȫλ���İظ�˹ʸ������������ӳ��λ������(��λ������λ���Ħ�ֵ�ֱ����0.5��1.5 [17])����������λ��Դ�����뾧���ߴ�֮��ı���������ͬʱ��������Cu-Nb�Ͻ�MA�����У���ĩ�ܵ�������ķ�����ײ�ͼ�ѹ���ֲ�Ӧ�����зdz����أ���Ӧ�����ж�Cu-Nb�Ͻ����γ��α��Ͼ������ŷdz���Ҫ�����á���ˣ������һ�����Ǿֲ�Ӧ�����е�Ӱ�죬��ʽ(2)�任�ɣ�
![]() (3)
(3)
ʽ�У�nΪӦ���������ӣ�n����ĥʱ��仯��
�����α��Ͼ����ΪCu���α��Ͼ�����ˣ����Ժ���Nb�Ի���Cu����ܵ�Ӱ�죬ֱ�Ӳ��ô�Cu�������м��㣬���= 7��10-2 J/m2����= 48 GPa�� b=(![]() )a��b1=(
)a��b1=(![]() )a��aΪCu�ľ��������a=0.36 nm����=1��
)a��aΪCu�ľ��������a=0.36 nm����=1��
����ʽ(1)��(3)���м���ɵõ���s�ͦ�pֵ��Cu���徧���ߴ�仯�Ĺ�ϵͼ(��ͼ3)����ͼ3�ɼ������ž����ߴ�ļ�С����pֵ���sֵ�������ӣ����Ǧ�sֵ���������ʴ��ڦ�pֵ�ģ���ˣ��������ٽ羧���ߴ�dc��pֵ��С�ڦ�sֵ����ʱ�ھ��紦���ȫλ�������������Ӧ�����ڲ���ȫλ������Ӧ�����α��Ͼ���ʼ�κˡ��ɴ˿ɼ�������pֵ���sֵ���ʱ���������Ա��λ��ƿ�ʼ�ɻ���ת��Ϊ��������ʽ(1)��(3)�����ɵ��ٽ羧���ߴ�dc��
![]() (4)
(4)
��ͼ2(b)~(f)�ɼ���Cu-10%Nb�Ͻ�ʱ����ĥ���ڳߴ�ԼΪ50 nm��Cu�����п�ʼ�����α��Ͼ�Ƭ�㣬��ˣ��úϽ������α俪ʼ�ɻ���������ת����ٽ�ߴ�dcӦ��Ϊ50 nm�������ʽ(3)��������������Ӧ����������n=1.55������MA���ڣ�������ĥʱ����ӳ���Cu����ϸ������Ӧ�������ӽ��������α������ķ����������Ͼ�������Ӧ���ࡣ
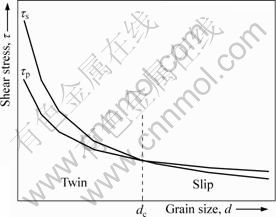
ͼ3 ���紦λ�������������Ӧ���뾧���ߴ�֮��Ĺ�ϵ
Fig.3 Relationship between shear stress grain size at dislocation emission from GB
���⣬��n=1.55ʱ����ʽ(3)�ɵæ�p= 0.5 GPa����������[18]����ײ��������Է�ĩ��ʩ�ӵ����ѹӦ�����ɺ�������[19]������ѹ������Ϊ
pmax=gp��0.4(��/Eeff)0.2Eeff (5)
ʽ�У�gpΪ���γ�������Ϊ��ײǰ����ٶȣ���Ϊĥ���ܶȣ�EeffΪĥ����ЧĦ�����ڱ������������£�gp=0.464 6����=6 m/s����=7.8 g/cm3��Eeff=66 GPa������ʽ(5)����ɵ�pmaxֵΪ2.57 GPa����ˣ���ĥ���µ����ѹӦ�����ڦ�p�����ٴ�˵���α��Ͼ������κˣ������Ͼ��κ���Ӧ������������ء�
���⣬������ģ���У�������Cu���α��Ͼ��������һ�����ǺϽ��˵�Cu-Nb���壬���ںϽ����ͻ���IJ����[20]�������ʽ(3)��(4)�����Է����α��Ͼ��κ�������ٽ�ߴ�dc���ӣ���p��С����ˣ�����Ϊ�Ͻ������ڲ����������·����α�������������һ��Cu������Ͻ�Cu-Nb�����ߴ��½����ٽ�ߴ����£��ͻ�����α��Ͼ����α��Ͼ����γɻ���ֲ�Ӧ�����й�ϵ���У���ˣ�����ѡ������������Ҫ���и�������۷����Լ�ʵ���о��Խ����Щ���⡣
3 ����
1) Cu-10%Nb�Ͻ���MA�����У�Ӳ��(HV)������ĥʱ������Ӷ��������ߣ���ĥ120 h��ߴ�4.8 GPa��������ǿ����ϸ��ǿ����Ӧ��ǿ���⣬����ĥ��Σ��Ͼ���ǿ��Ҳ��������Ӳ��(HV)�����ߡ�
2) Cu-10%Nb�Ͻ���MA������λ������֯Ϊ������ĥ50 h��Cu��������ϸ����λ�����������ѣ���Cu�����ߴ�С��50 nm���ھֲ�Ӧ�����еĴٽ��£����紦������ȫλ���������Ӧ������ȫλ�����α��Ͼ���ͨ����ȫλ���ɾ���;��罻��㴦�IJ��Ϸ�����κˣ���������ʼ���������α��Ͼ��������Ͼ�����һ���ָ�ϸ������������ĥ120 h��Cuƽ�������ߴ��С��Լ20 nm��
3) ���þֲ�Ӧ������ģ�ͷ���˵����Cu-10%Nb�Ͻ����α��Ͼ����γɻ��ƣ����������ģ�͵�Ӧ����������n=1.55��
REFERENCES
[1] BOTCHAROVA E, FREUDENBERGER J, SCHULTZ L. Mechanical and electrical properties of mechanically alloyed nanocrystalline Cu-Nb alloys[J]. Acta Materialia, 2006, 54(12): 3333-3341.
[2] BENGHALEM A, MORRIS D G. Microstructure and mechanical properties of concentrated copper-niobium alloys prepared by mechanical alloying[J]. Materials Science and Engineering A, 1993, 161(2): 255-266.
[3] FREUDENBERGER J, BOTCHAROVA E, SCHULTZ L. Formation of the microstructure in Cu-Nb alloys [J]. Journal of materials science, 2004, 39(16/17): 5343-5345.
[4] BOTCHAROVA E, FREUDENBERGER J, SCHULTZ L. Cu-Nb alloys prepared by mechanical alloying and subsequent heat treatment[J]. Journal of Alloys and Compounds, 2004, 365(1/2): 157-163.
[5] LEI Ruo-shan, WANG Ming-pu, GUO Ming-xing, LI Zhou, DONG Qi-yi. Microstructure evolution in nanocrystalline Cu-Nb alloy during mechanical alloying[C]//YI Dan-qing. Proceedings of International Conference of Nonferrous��2007. Changsha: Transactions of Nonferrous Metals Society of China, 2007, 17(s1): s603-s607.
[6] MEYERS M A, VOHRINGER O, LUBARDA V A. The onset of twinning in metals: a constitutive description[J]. Acta Materialia, 2001, 49(19): 4025-4039.
[7] BLEWITT T H, COLTMAN R R, REDMAN J K. Low-temperature deformation of copper single crystals[J]. J Appl Phys, 1957, 28(6): 651-660.
[8] HUANG C X, WANG K, WU S D, ZHANG Z F, LI G Y, LI S X. Deformation twinning in polycrystalline copper at room temperature and low strain rate[J]. Acta Materialia, 2006, 54(3): 655-665.
[9] YAMAKOV V, WOLF D, PHILPOT S R, GLEITER H. Deformation twinning in nanocrystalline Al by molecular- dynamics simulation[J]. Acta Materialia, 2002, 50(20): 5005-5020.
[10] CHEN M W, MA E, HEMKER K J, WANG Y M, CHENG X. Deformation twinning in nanocrystalline aluminum[J]. Science, 2003, 300(23): 1275-1257.
[11] LIAO X Z, ZHAO Y H, SRINIVASAN S G, ZHU Y T. Deformation twinning in nanocrystalline copper at room temperature and low strain rate[J]. Applied Physics Letters, 2004, 84(4): 592-594.
[12] SCHIZ J, JACOBSEN K W. A maximum in the strength of nanocrystalline copper[J]. Science, 2003, 301(5): 1357-1359.
[13] ZHU Y T, LANGDON T G. Influence of grain size on deformation mechanisms: An extension to nanocrystalline materials[J]. Materials Science and Engineering A, 2005, 409(1/2): 234-242.
[14] LU Ke, LU Lei, SURESH S. Strengthening materials by engineering coherent internal boundaries at the nanoscale[J]. Science, 2009, 324(17): 349-352.
[15] WANG Yan-bo, LU Qiu-hong, SUI Man-ling. Dynamical process of twin boundary migration[J]. Journal of Chinese Electron Microscopy Society, 2007, 26(4): 302-306.
[16] VAN S H, DERLET P M, HASNOUI A. The influence of twins on the mechanical properties of Nc-Al[J]. Acta Mater, 2004, 52(8): 2251-2268.
[17] HIRTH J P, LOTHE J. Theory of dislocations[M]. New York: Wiley, 1982: 9-13.
[18] MAURICE D R, COURTNEY T H. The physics of mechanical alloying: A first report[J]. Metallurgical Transactions A, 1990, 21: 289-303.
[19] TIMOSHENKO S P, COODIER J N. Theory of elasticity[M]. New York: McGraw-Hill, 1970: 409-422.
[20] TORNTON P R, MITCHELL T E, HIRSCH P B. The dependence of cross-slip on stacking-fault energy in face-centred cubic metals and alloys[J]. Philosophical Magazine, 1962, 7(80): 13-19.
(�༭ ����)
������Ŀ�����Ҹ����о���չ�ƻ�������Ŀ(2006AA03Z517)
�ո����ڣ�2009-11-04�������ڣ�2010-03-30
ͨ�����ߣ������ӣ����ڣ��绰��0731-88830264��E-mail��wangmp@mail.csu.edu.cn
