
���±��: 1004-0609(2005)07-1045-06
Cu-Cr�Ͻ������������ֵģ��
��嶺�1, 2, ��ռ��1, ����ƽ1
(1. ������ͨ��ѧ ��ѧԺ, ���� 710049; 2. ̫ԭ�Ƽ���ѧ ���Ϸ�Ժ, ̫ԭ 030024)
ժ Ҫ: �����˵���������̹��̵���ֵ����ģ��, ������ҡ� ��ȴ������Ʒ����Ϊһ�����廻��ϵ���Կ���, �Ժ��Ϊ60��m��Cu-25%Cr�Ͻ����Ϊģ�����, �������̹��̽����˷����о��� ����ȴ���ߺ��¶ȳ�����ģ������֪, ���ӵ�����ʱ��Ϊ1.0��10-4s; ��������ƽ����ȴ�ٶ���106K/s������, ������DZ�ȵ��ͷŲ������Ե�������ȴ���̵��¶Ȼ���; ���ӵ������ٶ���0.010~0.394m/s��Χ֮��������ʱ����ӳ����ɴ��С�� ͨ���Ƚ�ģ������ʵ����, �Ҳο������о�����, ֤���˸�ģ�͵���ȷ��, �õ���Cu-Cr��ϵ��һЩ���̹��ɺ����̲�����
�ؼ���: CuCr�Ͻ�; ����ģ��; ��������; ������ ��ͼ�����: TG146.1
���ױ�ʶ��: A
Numerical simulation of single roller melt-spinning for solidification process of Cu-Cr alloy
WANG You-hong1, 2, SUN Zhan-bo1, SONG Xiao-ping1
(1. Physics Institute, Xi��an Jiaotong University, Xi��an 710049, China;
2. Materials Institute, Taiyuan Science and Technology University, Taiyuan 030024, China)
Abstract: The numerical simulation model of single roller melt-spinning for solidification process of Cu-25%Cr alloy was built, and the vacuum chamber, cooling roller and sample were taken into account as a holistic heat system. By the cooling curve and the temperature field, it can be known that, the solidification time of ribbon is 1.0��10-4s, the even solidification rate of ribbon with 60��m thickness is about 106K/s, and the temperature of cooling process does not obviously go back by the release of solidification latent heat. The solidification rate of ribbon is at 0.010-0.394m/s, and it changes from high to low with the prolonged solidification time. The simulative results are compared with the experimental and published ones, the validity of the model has been testified, some solidification rules and parameters of Cu-Cr alloys were firstly gotten.
Key words: CuCr alloy; solidification simulation; rapid solidification; melt-spinning
�ڸ��ּ���������̼�����, ���������㷽����Ŀǰ��ʵ���ҹ㷺ʹ�õ�һ�ַ����� �ƴ����̵��¶Ⱦ�ȷ��������������������⡣ ���[1]������ֵģ�ⷽ���о��ƴ����̵���ȴ�ٶ�, ��û�п����ش���ȷ������ȴ�ٶȱ仯, �����жԸ���Ҷ����ƫ�ַ��̵��������� ������Ϊ����Ҷ���ȷ��̵ġ��ȴ�����һ���ٶ�Ϊ�������ɢ���̡�, ʵ�����������ˡ�
����һЩ���ƴ�������ȴ�ٶȵ��о�[2-6], ʹ�õ���һ�֡�����������, ������Ҫ������ȷ������ϵͳ������֮��Ļ���ϵ��, ��Ҫ�õ�һ��ȷ�Ļ���ϵ���Ǻܲ����ġ� ��ʹ�ø÷���ֻ�ܵõ����ӵ�һ��ƽ����ȴ�ٶȡ�
�������������о�����Ҫ������: ��ȴ�ٶȡ� ����ȡ� �����ٶȺ�����֯�ȡ� ���ڼ������̷���������������ȴ�ٶ�; ���ڴ��������̷������������ǹ���ȡ� ���Dz���ʵ��ʵ�ⷨ����������ģ�ⷨ����ȴ�ٶȻ����Ƚ�����һ����ȵ��о�, ����������һЩ�����벻��[1-12]�� ��: 1) �����в��ü��䷽ʽ���еĿ������̾���ȷ����, ��ʹ���в���, Ҳ�����ڶ���Ʒ������¶Ƚ��д��Բ����� 2) ����ֵģ�ⷽ��������ȴ�ٶȻ����ȷ�����չ�ò����㷺��ϸ�¡� ��: ��ȴ����¶ȼ���Ϊ���²���; û�п�����ȴ�����Ʒ���������������¶ȱ仯; ��ȴ�ٶȡ� ����Ⱥ������ٶȵļ��㶼���������ľ�����������; ��ʱ��Ϊ��Ʒ���غ�ȷ�������ֵ��¶ȶ�һ��; ģ��Ͻ�����ʮ������, ��Ҫ��Al�Ͻ� Fe�Ͻ� Ti�Ͻ��һЩ���ºϽ�ȡ� 3) ���ɼ����Ա����ۻ���[8]������������[12]���¶ȳ�ģ����, �������㷨���������û���й����¶ȳ��������ٶȵ��о������
��Ͽ��й�������Ҫ, �������߶Ե���������Cu-25%Cr�Ͻ�����̹��̽�������ֵ����ģ�⡣ ����ȴ���� ���Ӻ��������Ϊһ�������Ƚ���ϵͳ����, ����һά����Ҷ����ƫ�ֵIJ����ʽ����ģ����㡣
1 ģ��ģ��
ͨ���Ե�����������̵Ĵ���ϵͳ���ʵ���, �������¼��衣
1) ��ȴͭ���Ǹÿ������̷���������ȴϵͳ, �����ȷ�����ͭ��������, ����������Ĵ��Ⱥ��ԡ�
2) �������ȵ����������غ�ȷ�����е�, ����������Ĵ��Ⱥ��ԡ�
3) �������γɹ���������ȴ���Ӵ�����, �������ǽ���֮������衣
4) ���������(���ɱ���)�Ĵ�������ȴ���ĵ��ȴ��ȡ� �뻷��֮��ķ��䴫�Ⱥ�ǿ�������������湲ͬ���á� ģ����, ��ͨ�����ƴ�������������p�ڵ���¶ȱ仯����ӳ�˲��ֶ����̴���Ӱ�졣
�ɴ˿ɽ�������ͼ1��ʾ��һά����ģ�͡� �ڵ�1~m������ȴ�������ȡ� mֵ�Ĵ�СӦ��֤�ڵ�1��ģ����������ʼ�ձ��ֳ�ʼ�¶�293K�� �ڵ�m+1~p����������ȡ� �ռ䲽����Ϊ��x, ��x=1.0��m, ���ֲ���; ��Ԫ�Ľ����Ϊ��λ����� ͭ��ȴ���ĵ���ϵ��(��1)�� �ܶ�(��1)�ͱ�����(c1)ȡ����ֵ, ���������¶ȱ仯; �����ĵ���ϵ��(��2)�� �ܶ�(��2)�ͱ�����(c2)Ϊ�¶ȵĺ���, ��ͬ�¶�ȡ��ͬ��ֵ��

ͼ1 ���������㴫��ģ��
Fig.1 Heat transfer model of single roller melt-spinning
ģ���ַ���Ϊ

ʽ�жԽڵ�m�� m+1��p��������ʾ������� TmΪ����ģ����㿪ʼ�¶Ȼ�ע�¶�; TniΪ�ڵ�i��nʱ�̵��¶ȡ�
ģ��ʱ�䲽������Ϊ
![]()
�����������Ĵ�������[13-15]:

ʽ��x=��(Cu)/��(Cr);
��![]() ��(Cu)�ͦ�(Cr)�ֱ�Ϊ��Cu���Cr����ռ�����������
��(Cu)�ͦ�(Cr)�ֱ�Ϊ��Cu���Cr����ռ�����������
c2=w(Cu)��c(Cu)+w(Cr)��c(Cr)
�����ڼ�c2Ϊc2e:
����L=w(Cu)��L(Cu)+w(Cr)��L(Cr)
ʽ��wΪ��������; c2eΪ�����������ڼ�ĵ���������; LΪ�Ͻ�ĽᾧDZ��; TLΪ�Ͻ��Һ�����¶�; TSΪ�Ͻ�Ĺ������¶ȡ�
2 ģ������ʵ����֤
ģ�����Ϊ60��m�� ����ȴ���ߺ��¶ȳ����ߵ�ģ������ͼ2�� 3��ʾ�� ͼ2��ʾΪ��ͬ��ȴ�����ȴ���ߡ� ��ʼ�¶�Ϊ�ۻ��¶�2000K, ģ��ʱ��Ϊ1.76��10-4s, ��ȴ���߷ֱ�Ϊ��������ȴ������ȴ��10�� 20�� 30�� 40�� 50�� 60��m�����¶�����ȴʱ��ı仯����� T1ΪҺ�����¶�1790K; Ts�������¶�1348K�� ͼ3��ʾΪ��ͼ2���Ӧ���¶ȳ����ߡ�
��ͼ2��ʾ����ȴ���߿�֪, ����ȴ���Ӵ��ġ� ���ԼΪ10��m������, �����̿�ʼ��, �¶��½��ܿ�; ���ź�ȵ����ӻ�ģ��ʱ����ӳ�, �¶��½�Խ��Խ������ ����, ���ں��С��40��m������ȴ����, û�г��������ͷŽᾧDZ�ȶ�������ȴ���ߵ�б�ʲ������Ա仯�����; ������ģ������Ϊ50��60��m����ȴ����, �������Կ����ᾧDZ�ȵ�Ӱ�졣

ͼ2 ��ȴ�ٶ����ȵĹ�ϵ
Fig.2 Relation between cooling

ͼ3 �¶ȳ�����
Fig.3 Temperature field curves
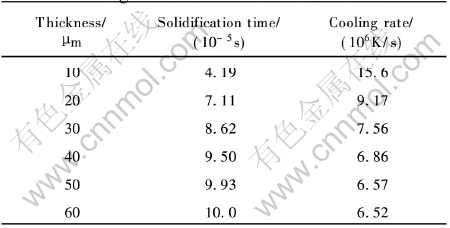
�Ը��ڵ��¶ȵ���1348K����������ʱ��, ������ģ��ʱ��μ�����ƽ����ȴ�ٶ�, ��ͬ���[CM(22]��������ʱ�����ȴ�ٶ����ڱ�1�� ���Ϊ10��m[CM)] ������ȴ�ٶȴ�1.56��107K/s; ��ȴ���10��m�ĸ��ڵ����ȴ�ٶȾ���106K/s��������
��1 ��ͬ��ȴ�������ʱ�����ȴ�ٶ�
Table 1 Solidification time and cooling rate at different thicknesses
��ͼ2����֪, �ڿ�ʼ���̽�, ��ȴ��������¶����߷dz���, ����¶ȿɴ�1276K, �ӽ���Cu���۵�(1356K), ������ȴ�����澭�����Է���С��ʴ�ߵ㡣 ����, ģ��ʱ, ���ܼ�����ȴ�����¶ȱ��ֲ���, ����, ������, ģ��������ģ�������ٴ���һ���������IJ��
��ͼ3��ʾ���¶ȳ����߿��Ը���ֱ���˽ⲻͬ��ȴ��¶ȵı仯����Ͳ�ͬʱ�̵Ĺ������� ��-Һ��������Һ�����ķֲ������ ��������ģ��ʱ����ӳ�, ��-Һ������Խ��Խ��, ���̺����֯ӦԽ��Խ�ִ�, ����òӦԽ��Խ���ӡ� �������ͷ�������������֯�γɾ�����Ҫ���塣
ͼ4��ʾΪ��ͼ2���Ӧ�������ٶ�(v)���ߡ� v=��x/��s(����, ��xΪ�ռ䲽��; ��sΪ��Ӧ�ڵ�ﵽ1348K��ʱ��)�� ��ͼ4��֪, �������̲������, �����ٶ�Խ��ԽС�� ������ȴ���Ӵ��Ĵ�Լ5��m��Χ��, �Ͻ���������ٶȽϴ�, �����ֵΪ0.394m/s; �Ͻ�����ಿ�ֵ������ٶ���0.010~0.045m/s��Χ֮�ڱ仯��

ͼ4 �����ٶ������Ĺ�ϵ
Fig.4 Relation between solidification rate and thickness in solid field
Ϊ����֤��������ģ�ͺ���������������ȷ��, �����������о�������бȽ�֮��, ������Cu-25%Cr(��������)�Ͻ��Ʊ���60��m�������, ������֯��ͼ5��ʾ�� ͼ����ɫ��֯Ϊ����(��Cu��), ��ɫ��֯Ϊ��Cr�ࡣ ͼ5(a)��ʾΪ�ͱ����������֯, ����ȴ������, ��Cr��ľ����ߴ���Խ��Խ�ִ�, ������òҲ����״���ݱ�Ϊ��������̬; ��Cr��ߴ����������������ɱ���Ͻӽ������� ͼ2��ʾ����ȴ���ߡ� ͼ3��ʾ���¶ȳ����ߺ�ͼ4��ʾ�������ٶ�������ͼ5��ʾ������֮֯��������õĶ�Ӧ��ϵ, ���Ե�˵����������ģ�ͺ������������Ĵ����Ƿ������̹��ɵġ�
ͼ5(b)��ʾΪ�߱��ֲ�����֯, �侧��ֱ��Ϊ0.2~0.4��m�� ��������[6], ![]() (����, dΪ����ֱ��, ��m; a��50��m ��K��s-1;
(����, dΪ����ֱ��, ��m; a��50��m ��K��s-1; ![]() Ϊƽ����ȴ�ٶ�, K/s; b��1/3), ���֪�˴�����ȴ�ٶ�Ϊ1.8��106~1.3��107K/s�� ��ģ�����������ϡ�
Ϊƽ����ȴ�ٶ�, K/s; b��1/3), ���֪�˴�����ȴ�ٶ�Ϊ1.8��106~1.3��107K/s�� ��ģ�����������ϡ�

ͼ5 ����60��m��Cu-25%Cr�Ͻ������֯
Fig.5 Microstructures of Cu-25%Cr alloy in ribbon with 60��m in thickness
3 ����������
��ͼ2��ͼ3�п�֪, ���ڵ������������, ��������ȷ������ȴ�ٶȺ��¶��ݶȱ仯�dz���, ������ȴ�ٶȺ��¶��ݶȴ���Ϊ����������صIJ���, ���Ȼ��ʧ�������̹��̵���Ҫϸ�ڡ�
��ģ��ʱ�����, �Ͻ������ȴ�ٶȻ�������106K/s�������� ��2�г��˼��ֲ�ͬ�������̷�������ȴ�ٶ�, ��Щ���ݿɶ���˵����ģ�����Ŀ��ų̶ȡ� ����2��3�������������ȴ�ٶȵ��о�����뱾�о������Ƚ�, ����[2-5]�뱾ģ����֮�䲻����ì��; ������[6]�ṩ�����ݿ�����һ�����⡣ Wang��[16]�Կ�������ȴ�ٶ��о����Ϊ5.85��106��/s, �뱾ģ����Ҳ����� ���������ĺ��ͨ����20~60��m, һ����Ϊ����ȴ�ٶ���106K/s�������� ���ڽϱ��Ŀ���, ����ȴ�ٶ�Ҫ��106K/s��һЩ��
��2 ���ֲ�ͬ�������̷�������ȴ�ٶ�
Table 2 Cooling rates of different rapid solidifications

Ҫ�о�������ʱ�Ͻ�����֯�ı仯, ���̹������¶ȳ��ķֲ���һ����ҪӰ�����ء� ����ͼ3��ͼ5��֪: ��ȴ���ǵ���������ϵͳ������ȴϵͳ, ���ɱ������ȴ�����ǽ�С��, ͼ5(a)�и�Cr��ijߴ�����̶�˵������һ��, ���Եر����¶ȳ��仯���ɵ�ģ����������֯�ı仯���ɻ���һ�¡� ͨ��ͼ5(b)�ɾ����ȼ������õ���ȴ�ٶ�ֵ��ģ����Ҳ�������ϡ�
����60��m���Cu-25%Cr(��������)�Ͻ��, ��1.0��10-4sʱ����, ��������ϡ� �Ͻ���������ٶ���0.010~0.394m/s��Χ֮�ڱ仯�� ��Ȼ��δ�������ڵ��������������ٶȵ������о����, ��Kittl��[17]���о�����: ��������ۻ��������̷����������ٶ�Ϊ0.2~2m/s; κ��[10]���о�����: ��ܿ������̷����������ٶȡ�0.291m/s�� �����㷨����ȴǿ�Ƚ��������ֿ�������֮��, ���ǵ��о�����ɼ�Ӵ�������֤����ģ�����ǿ��ŵġ�
ʽ(1)�й��ڽڵ�p���¶�Ϊ
![]()
��ʽ��ӳ������ȴ���Խڵ�p�¶ȵ�����; ��5��103�����ӡ���ӳ���Ƿ���Ͷ������ȶԽڵ�p�¶ȵ����á� Ҫ��ȷȷ������������еķ��任��ϵ���Ͷ�������ϵ���dz�����, �Ҷ�����Բ�ͬ���ƴ�����, ��ֵ�DZ仯�ġ� Ϊ�˼� �ɿ��ش���p�ڵ���¶ȱ仯, �Ա�2�е�һЩ��������Ϊ����, �����˸��ִ���������
�Ա�2�����е����ɷ���������ת���ͽ���������������Ʊ�����Ʒ�����̹�����, �䴫����Ҫ�Ƿ��䴫�Ⱥ�ǿ�������ȡ� �ڵ�p�뻷��֮��Ĵ��ȷ�ʽ�����ǵĴ��ȷ�ʽ��ͬ; ����ǿ�ȵIJ�����Ҫ���ڶ������������Ķ��١� �ƴ�������, ͭ�ֵ����ٶ�Ϊ26m/s, �������ɷ���������ת�����, �ʽ������Խڵ�p����ȴ�ٶ�ȡΪ5000K/s��
4 ����
1) ����������е��¶Ȳ����dz�����, ��ĿǰΪֹ, û��һ�����õľ�ȷ��������, ���¶ȳ�����Ӱ���������֯����Ҫ����, ������������������ֵģ��ģ����ʵ���о�����������Ҫ��
2) ģ����֤������������Ϻ�Ĵ��ӵ�ƽ����ȴ�ٶ���106K/s�������� ��������ȴ�ٶȺ��¶��ݶ���������Ⱥ�����ʱ��ı仯�����
3) ����DZ�ȶ���ȴ���ߵ���״��һ��Ӱ�졣 �����ɱ���Ͻӽ��Ľڵ�, ����ȴ���ߵ�б����DZ���ͷ�ʱ�仯��Ϊ���ԡ�
4) ����60��m���Cu-25%Cr(��������)�Ͻ��, ��1.0��10-4sʱ����, ��������ϡ� �Ͻ���������ٶ���0.010~0.394m/s��Χ֮�ڱ仯��
5) ͨ����ֵģ���о��˵��������������, ģ������ʵ������Ϊ����, ��֤�˸�ģ��ģ�ͺ�ģ�ⷽ������ȷ�ԡ�
REFERENCES
[1]��Ժ��, ͯ�Ļ�, ������, ��. �����������̵ķ�ƽ�ⳬ���ٴ���ģ��[J]. ����ѧ��, 2003, 39(3): 249-253.
YANG Yuan-sheng, TONG Wen-hui, CHEN Xiao-ming, et al. Transient heat transfer model for rapid solidification of metals[J]. Acta Metallurgica Sinica, 2003, 39(3): 249-253.
[2]��ΰ��, ������. �������Ʊ��Ǿ��Ͻ�����ȴ���ʵ���ֵ����[J]. �������ܲ���, 2002, 19(1): 12-18.
ZHANG Wei-tang, BAI Min-li. Numerical simulation of heat transfer during preparing amorphous alloy by single roller spinning[J]. Metallic Functional Materials, 2002, 19(1): 12-18.
[3]Jones H. A perspective on the development of rapid solidification and nonequilibrium processing and its future[J]. Mater Sci Eng A, 2001, A304-306 : 11-19.
[4]����һ, ���ػ�. �������̼��������ͺϽ�[M]. ����: �������, 1990. 1-139.
CHENG Tian-yi, ZHANG Shou-hua. Rapid Solidification Technology and Novel Alloys[M]. Beijing: Space Navigation Press, 1990. 1-139.
[5]������. ��������ԭ��[M]. ����: ��е��ҵ������, 1991. 175-178.
HU Han-qi. Metals Solidification Principle[M]. Beijing: China Machine Industry Press, 1991. 175-178.
[6]������, ������. �������̼���[M]. ����: ұ��ҵ������, 1994. 21-22.
ZHANG Rong-sheng, LIU Hai-hong. Rapid Solidification Technology[M]. Beijing: Metallurgical Industry Press, 1994. 21-22.
[7]������. �������̼����Ͳ���[M]. ����: ������ҵ������, 1993. 3-29.
LI Yue-zhu. Rapid Solidification Technology and Materials[M]. Beijing: National Defence Industry Press, 1993. 3-29.
[8]Mehrabian R. Rapid solidification[J]. International Metals Reviews, 1982, 27(4): 185-208.
[9]Grant N J. Rapid solidification of metallic particulates[J]. Journal of Metals, 1983(1): 20-27.
[10]���, �ܳ��, κ����, ��. Ag-Cu�����Ͻ�������еĿ�������[J]. ����ѧ��, 1998, 34(8): 824-830.
WANG Nan, CAO Chong-de, WEI Bing-bo, et al. Rapid solidification of Ag-Cu eutectic alloy by drop tube processing[J]. Acta Metallurgica Sinica. 1998, 34(8): 824-830.
[11]SUN Zhan-bo, ZHANG Cheng-yu, ZHU Yao-ming, et al. Microstructure of melt-spun Cu100-xCx(x=3.4-25) ribbons[J]. Journal of Alloys and Compounds, 2003, 361: 165-168.
[12]���, ����, ������, ��. ���������������̹��̵ļ����ģ��(��)����ֵ����[J]. ����ѧ��, 1994, 30(8): B342-349.
SHEN Jun, CUI Cheng-song, JIANG Zu-ling, et al. Computer simulation of spray deposition process (��): numerrical analysis[J]. Acta Metallurgica Sinica, 1994, 30(8): B342-349.
[13]�й�����ѧ��, �й���ɫ����ѧ��. �����������������ֲ�(��һ��)[M]. ����: ұ��ҵ������, 1987. 322-323.
Chinese Metals Academy, Chinese Metals Nonferrous Academy. Metals Materials Physics Performance Handbook (Vol.1)[M]. Beijing: Metallurgical Industry Press, 1987. 322-323.
[14]������, ����ʯ, ��ع��, ��. ���ȼ����������Բⶨ[M]. �Ϸ�: �й���ѧ������ѧ������, 1990. 105-217.
CHEN Ze-shao, GE Xin-shi, GU Yu-qin, et al. Measure Heat Technology and Heat Properties of Matter Measure[M]. Hefei: University of Science and Technology of China Press, 1990. 105-217.
[15]������, ţ��ͨ, ���, ��. �������Ȼ�ѧ�����ֲ�[M]. ����: ��ѧ������, 2003. 555-602.
CHENG Nai-liang, NIU Si-tong, XU Gui, et al. Pure Matter Heat ChemicalData Handbook[M]. Beijing: Science Press, 2003. 555-602.
[16]WANG Xiao-jun, CHEN Xue-ding, XIA Tian-dong, et al. Influencing factors and estimation of the cooling rate within an amorphous ribbon[J]. Intermetallics, 2004, 12(10-11): 1233-1237.
[17]Kittl J A, Sanders P G, Aziz M J, et al. Complete experimental test of kinetic models for rapid alloy solidification[J]. Acta Mater, 2000, 48: 4797-4811.
������Ŀ: ������Ȼ��ѧ����������Ŀ(50371066)
�ո�����: 2004-12-22; ������: 2005-05-13
�����: ��嶺�(1963-), ��, ������, ��ʿ�о���.
ͨѶ����: ��嶺�, ������; �绰: 0351-6999329; E-mail: keai-998@163.com
[1]��Ժ��, ͯ�Ļ�, ������, ��. �����������̵ķ�ƽ�ⳬ���ٴ���ģ��[J]. ����ѧ��, 2003, 39(3): 249-253.
[2]��ΰ��, ������. �������Ʊ��Ǿ��Ͻ�����ȴ���ʵ���ֵ����[J]. �������ܲ���, 2002, 19(1): 12-18.
[4]����һ, ���ػ�. �������̼��������ͺϽ�[M]. ����: �������, 1990. 1-139.
[5]������. ��������ԭ��[M]. ����: ��е��ҵ������, 1991. 175-178.
[6]������, ������. �������̼���[M]. ����: ұ��ҵ������, 1994. 21-22.
[7]������. �������̼����Ͳ���[M]. ����: ������ҵ������, 1993. 3-29.
[8]Mehrabian R. Rapid solidification[J]. International Metals Reviews, 1982, 27(4): 185-208.
[9]Grant N J. Rapid solidification of metallic particulates[J]. Journal of Metals, 1983(1): 20-27.
[10]���, �ܳ��, κ����, ��. Ag-Cu�����Ͻ�������еĿ�������[J]. ����ѧ��, 1998, 34(8): 824-830.
[13]�й�����ѧ��, �й���ɫ����ѧ��. �����������������ֲ�(��һ��)[M]. ����: ұ��ҵ������, 1987. 322-323.
[14]������, ����ʯ, ��ع��, ��. ���ȼ����������Բⶨ[M]. �Ϸ�: �й���ѧ������ѧ������, 1990. 105-217.
[15]������, ţ��ͨ, ���, ��. �������Ȼ�ѧ�����ֲ�[M]. ����: ��ѧ������, 2003. 555-602.
