
Trans. Nonferrous Met. Soc. China 24(2014) s75-s80
Effect of hydro co-extrusion on microstructure of duo-cast Al 3003/Al 4004 clad materials
In-Soo SON1, Sang-Pill LEE1, Jin-Kyung LEE1, Woo-Cheol KIM2, Ji-Seon MOON2, Sangmok LEE3, Jong-Sup LEE3, Yong-Bae KIM3, Geun-Ahn LEE3, Dong-Su BAE2
1. Department of Mechanical Engineering, Dong-Eui University, Busan, Korea;
2. Department of Advanced Materials Engineering, Dong-Eui University, Busan, Korea;
3. Advanced Forming Technology Center, Korea Institute of Industrial Technology, Incheon, Korea
Received 18 June 2013; accepted 14 February 2014
Abstract:
The effects of hydro co-extrusion on the microstructure changes of aluminum hybrid duo-cast Al 3003/Al 4004 clad materials were studied. The specimen of duo-cast Al 3003/Al 4004 clad materials was in circle shape, and was composed of Al 3003(outside) and Al 4004(inside) materials. The specimen was extruded by the hydro co-extrusion equipment. The manufacturing conditions of the specimen were 423 K in temperature and 5 in extrusion ratio. The dimensions of the specimen were 80 mm in diameter of the Al 4004 material and 35 mm in thickness of the Al 3003 material before the hydro co-extrusion process, and 30 mm in diameter and about 5 mm in thickness after the extrusion process, respectively. The microstructure and the hardness for two specimens were investigated. The hardness value of cross section in the duo-cast Al 3003/Al 4004 clad materials before the extrusion process was increased in form of the parabola toward the center. However, after the extrusion process, it was almost constant in the portion of Al 4004 material. Lots of big voids above 1 mm in diameter in the specimen existed in the interfacing region of Al 3003 and Al 4004 materials before the extrusion process. These big voids disappeared after the process of hydro co-extrusion.
Key words:
clad materials; hydro co-extrusion process; duo-casting; microstructure;
1 Introduction
Clad materials are a variant of the typical composites, which consist of two or more materials joined on their interface surfaces [1]. Clad materials as metallic composite materials are developed for the needs of user because the single metal often cannot satisfy it application conditions. That is, the advantage of clad materials is that the combination of different properties of materials can satisfy both the need of good mechanical properties and the demand of users such as industrial consumer. On the other hand, the production of clad materials is very difficult because the joined materials have different properties. Recently, several methods, such as over lay welding, explosive welding, rolling, extrusion and electro-plating are used for the clad materials production.
In reported results of clad composite material, SUN et al [2] investigated the bonding characteristics of the interface of pure iron/aluminum clad tube prepared by explosive welding through compression, flattening and compression-shear test. Recently, a lot of studies for the properties of clad materials were reported [3-7].
In this study, the microscopic observation and the deformation of the clad tube were performed using the good-bonding and bad-bonding clad tubes, respectively. BAE et al [8] reported the effect of post heat treatment on the bonding interface properties to derive optimized cladding conditions of Ti clad materials in Ti/Mild steel/Ti clad materials using the roll bonding method. PARK et al [9] conducted finite element analysis on tube extrusion of Al/Cu clad composite material by hydrostatic extrusion method, and examined theoretical results through experiments. WU and HSU [10] investigated the three-dimensional kinematically admissible velocity field for the extrusion of a hexagonal three-layer composite clad rod. Also, they refined the model to extrude three-layer composite clad rods with hexagonal cross-sectional profiles. KANG and KWON [11] reported the finite element analysis considering fracture strain of sheath material and die lubricant in extrusion process of Al/Cu clad composites and its experimental investigation. LEE et al [12] investigated the effects of extrusion conditions, such as extrusion temperature, extrusion ratio, die angle, initial Ti thickness, on the fabrication of Ti/Cu clad materials for high electrical conductivity and high corrosion resistance, by indirect extrusion method in which there is little friction between container and billet. LEE et al [13] investigated the effect of diffusion layer on delamination properties in deriving optimum cladding conditions of a drawn Cu/Al bar clad materials in terms of post aging time to have a proper bonding strength.
In the present study, the billet of duo-cast Al 3003/Al 4004 clad materials was in circle shape, which was composed of Al 3003(outside) and Al 4004(inside) clad materials. The final specimen was extruded by the hydro co-extrusion equipment. Generally, Al 3003 material is Al-Mn alloy which has superior ductility, but the strength and hardness are low. Al 4004 material is Al-Si alloy which has high strength and hardness, but the ductility is low.
The purpose of this study is to study the effect of co-extrusion on the microstructure changes of duo-cast Al 3003/Al 4004 clad materials. Also the variation of hardness and void volume fraction of Al 3003/Al 4004 clad materials was examined before and after the hydro co-extrusion process.
2 Experimental
The Al hybrid duo-cast billet consists of Al 4004 alloy(inner material) and Al 3003 alloy(outer material), which was made into circle shape in Dailen University of China by the electromagnetic duo-casting method [14]. The casting speed was 55 mm/min, and the pouring temperatures of Al 3003 and Al 4004 material were 993 K and 903 K, respectively. The specimen was extruded by the hydro co-extrusion equipment shown in Fig. 1. The manufacturing conditions of the specimen were 423 K in temperature and 5 in extrusion ratio, respectively. The manufacturing conditions for the hydro co-extrusion are shown in Table 1. The dimensions of the specimen were 80 mm in diameter of the Al 4004 material and 35 mm in thickness of the Al 3003 material before the hydro co-extrusion process, and 30 mm in diameter and 5 mm in thickness after extrusion process. Figure 2 shows the dimension and cross-sectional shape of the extruded duo-cast Al 4004/Al 3003 clad materials.

Fig. 1 Hydro co-extrusion equipment
Table 1 Hydro co-extrusion conditions
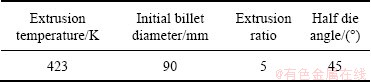
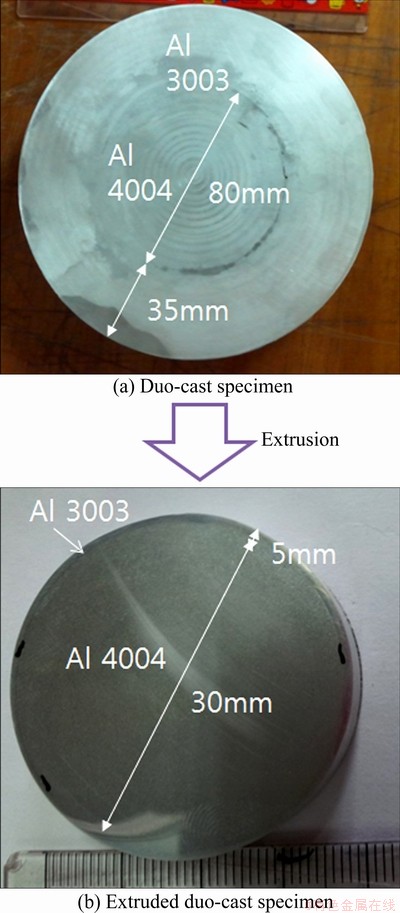
Fig. 2 Dimension (a) and shape (b) of extruded duo-cast Al 3003/Al 4004 clad materials
The hardness of Al 3003/Al 4004 clad specimens was measured using a Rockwall hardness testing machine. Microstructures of the extruded duo-cast Al 3003/Al 4004 clad specimen were observed with an optical microscope (OM), a scanning electron microscope (SEM, Quanta 200 FEG) and point analyses were conducted across the interfaces of the specimens by an energy dispersed X-ray analyzer (EDX, Genesis XM2) in order to examine the bonding interface properties of Al 3003/Al 4004 clad materials. Image analyses were employed to measure the void volume fraction of Al 3003/Al 4004 clad materials.
3 Results and discussion
Figure 3 shows the Rockwell hardness measurement results of Al 3003/Al 4004 clad materials. In Fig. 3, the horizontal axis presents the distance from the center of specimen. Figure 3(a) shows the Rockwell hardness of duo-cast Al3003/Al 4004 clad materials. The hardness of cross section in the duo-cast Al 3003/Al 4004 clad materials before the extrusion process was increased in form of the parabola toward the center. The maximum value of hardness was about HRF 96. The Rockwell hardness of extruded duo-cast Al 3003/Al 4004 clad specimen is shown in Fig. 3(b). The total diameter of specimen was 40 mm, the diameter of inner material (Al 4004 material) was 30 mm and the thickness of outer material (Al 3003 material) was about 5 mm. The Rockwell hardness was HRF 20-25 in the region of Al 3003 material and that of the interfacial region between Al 3003 and Al 4004 materials presented HRF 42-50. The Rockwell hardness was HRF 50-55 in the portion of Al 4004 material. It was found that the effect of extrusion process constantly appeared all over the cross section of duo-cast Al 3003/Al 4004 material. Generally, the hardness value of duo-cast specimen was higher than that of the extruded duo-cast Al 3003/Al 4004 clad materials.
Figure 4 shows the optical micrographs for various portions of duo-cast Al 3003/Al 4004 clad materials. The interfacial microstructure of duo-cast Al 3003/Al 4004 clad materials is also shown in it. It was found that the duo-cast Al 3003/Al 4004 clad materials entirely represented a typical cast morphology with a large number of dendrites, even if there were some differences in the structure of dendrite due to the solidification rate. The eutectic structure of grey region, which resulted from the cooling of remaining liquid phases, was also observed in the microstructure of duo-cast Al 3003/Al 4004 clad materials. However, Al 4004 materials showed a slightly different microstructure during the duo-casting process. In other words, a large number of eutectic phases were formed at the center portion of Al 4004 materials, compared with the middle portion. The Al 3003 materials, which corresponded to the outer region of duo-cast Al 3003/Al 4004 clad materials, displayed the extensive growth of dendrite structure. Especially, the casting defects such as micro-crack and de-bonding were created at the interface between Al 3003 and Al 4004 materials.
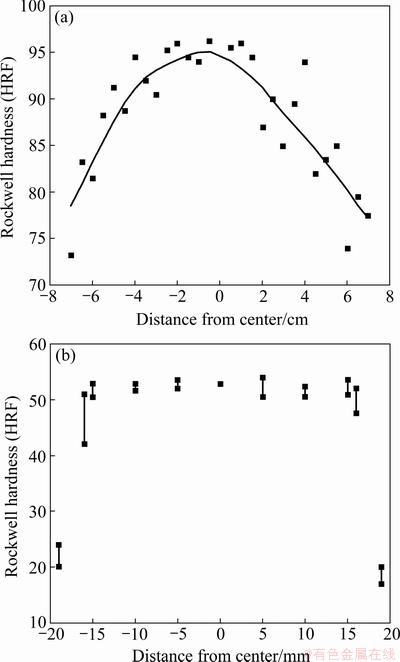
Fig. 3 Rockwell hardness distribution of duo-cast (a) and extruded duo-cast (b) Al 3003/Al 4004 clad materials
Figure 5 shows the optical micrographs for extruded samples of duo-cast Al 3003/Al 4004 clad materials. The duo-cast Al 3003/Al 4004 clad materials were extruded at the temperature of 423 K under the extrusion ratio of 5, using the hydro co-extrusion equipment. As shown in Figs. 4 and 5, it was found that the microstructure of duo-cast Al 3003/Al 4004 clad materials was greatly affected by a hot extrusion process. Especially, the good adhesion between Al 4004 and Al 3003 materials was obviously obtained at the interface between extruded Al 3003 and Al 4004 clad materials, due to the significant plastic deformation of base metals. The extruded Al 3003/Al 4004 clad materials represented a similar morphology with a fine dendrite at the center and the middle portions of Al 4004, even if there was a slight difference in the size of dendrites. On the contrary, the Al 3003 region of extruded Al 3003/Al 4004 clad materials displayed a fine microstructure with the great crushing of dendrite structure, owing to the large contraction by a hot extrusion.
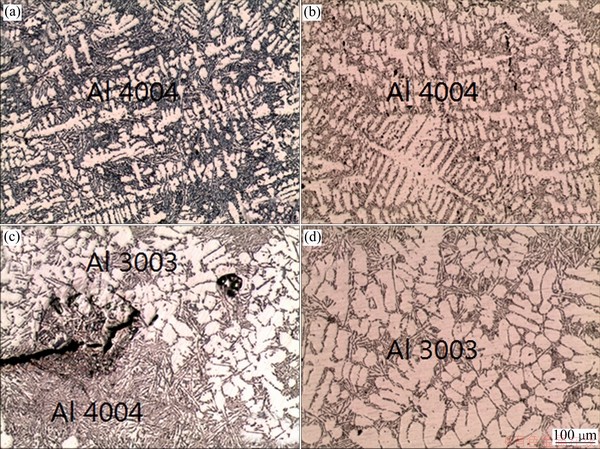
Fig. 4 Optical micrographs of center (a), middle (b), interface (c) and surface (d) parts of duo-cast Al 3003/Al 4004 clad materials
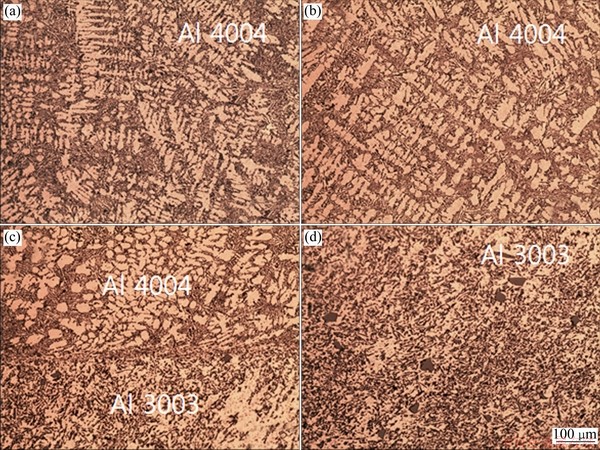
Fig. 5 Optical micrographs of center (a), middle (b), interface (c) and surface (d) parts of extruded duo-casted Al 3003/Al 4004 clad materials
The distribution of volume fraction of void in Al 3003/Al 4004 clad materials is shown in Fig. 6. In Fig. 6(a), the maximum volume fraction of void was represented in the center of Al 3003/Al 4004 clad materials. The volume fraction of void was high at the interface between Al 3003 and Al 4004 materials. The change of volume fraction of void was low at 40-50 mm from surface and the volume fraction of void had a minimum value at 50-60 mm. As the measurement point moved from the surface to the center portion of Al 3003/ Al 4004 clad materials, the volume fraction of void had a increase tendency. Figure 6(b) shows the distribution of void volume fraction in extruded duo-cast Al 3003/Al 4004 clad specimen. The maximum volume fraction of void was about 2.07% at about 8 mm from the surface of specimen because this measurement point was the interface between Al 3003 and Al 4004 materials. As the points of measurement go to the center of Al 3003/Al 4004 clad materials, the void volume fraction had almost constant values. Ductile Al 3003 material of the surface portion acted as lubricating oil and the plastic deformation by the extrusion process occurred mainly at the interface between Al 3003 and Al 4004 materials. Therefore, it was found that the occurrence of void volume fraction was active at about 8 mm from the surface region of specimen because of the lattice deformation by a heavy plastic deformation. However, the void volume fractions of duo-cast Al 3003/Al 4004 clad materials and extruded duo-cast clad materials were almost similar except the portion with the maximum void volume fraction in extruded duo-cast Al 3003/Al 4004 clad materials.
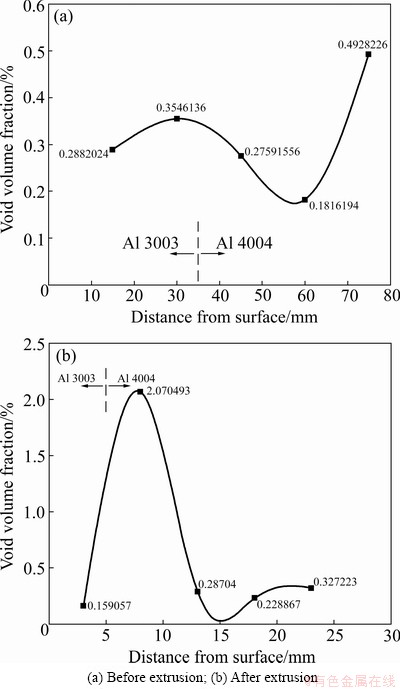
Fig. 6 Distribution of volume fraction of void in Al 3003/Al 4004 clad materials
4 Conclusions
1) The hardness of cross section in the duo-cast Al 3003/Al 4004 clad materials before the extrusion process was increased in form of the parabola toward the center. However, after the extrusion process, it was almost constant in the portion of Al 4004 material.
2) The microstructure of the center portion (Al 4004 material) of Al 3003/Al 4004 clad materials still remained after the extrusion process because it was not destruction.
3) The casting defects such as microcrack and debonding were created at the interface between Al 3003 and Al 4004 materials in the duo-cast Al 3003/Al 4004 clad materials. The extruded Al 3003/Al 4004 clad materials represented a similar morphology with a fine dendrite at the center and the middle portions of Al 4004 material, even if there was a slight difference in the size of dendrites. On the contrary, the Al 3003 region of extruded Al 3003/Al 4004 clad materials displayed a fine microstructure with the great crushing of dendrite structure.
4) Lots of big voids above 1 mm of the specimen existed at the interface between Al 3003 and Al 4004 materials before the extrusion process. These big voids disappeared in the process of hydro co-extrusion. The distribution of void volume fraction in the extruded duo-cast Al 3003/Al 4004 clad materials was constant in the center portion of specimen, while the void volume fraction was increased on the surface of specimen.
Acknowledgement
This research was supported by the project of Fundamental Materials Development funded by the Korean Ministry of Knowledge Economy.
References
[1] KIM N H, KANG C G, KWON H C. Extrusion process analysis of Al/Cu clad composite materials by finite element method [J]. Journal of the Korean Society for Composite Materials, 1999, 43: 1507-1520.
[2] SUN X J, TAO J, GUO X Z. Bonding properties of interface in Fe/Al clad tube prepared by explosive welding [J]. Transactions of Nonferrous Metals Society of China, 2011, 21(10): 2175-2180.
[3] WU C W, HSU R Q. Extrusion analysis and workability prediction of three-layer composite hexagonal clad rods [J]. Journal of Materials Processing Technology, 2006, 174: 312-317.
[4] HONG S T, KIM D W, YOU Y J, WEIL S. Effect of annealing on two different niobium-clad stainless steel PEMFC bipolar plate materials [J]. Journal of Materials Processing Technology, 2009, 19: 653-656.
[5] GUO X, TAO J, WANG W, LI H, WANG C. Effects of the inner mould material on the aluminium-316L stainless steel explosive clad pipe [J]. Materials and Design, 2013, 49: 116-122.
[6] LEE K S, KWON Y N. Solid-state bonding between Al and Cu by vacuum hot pressing [J]. Transactions of Nonferrous Metals Society of China, 2013, 23(2): 341-346.
[7] WANG Q, LENG X S, YANG T H, YAN J C. Effects of Fe-Al intermetallic compounds on interfacial bonding of clad materials [J]. Transactions of Nonferrous Metals Society of China, 2014, 24(1): 279-284.
[8] BAE D S, CHAE Y R, LEE S P, LEE J K, PARK S S, LEE Y S, LEE S M. Effect of post heat treatment on bonding interfaces in Ti/Mild steel/Ti clad materials [J]. Procedia Engineering, 2011, 10: 996- 1001.
[9] PARK H J, NA K H, CHO N S, LEE Y S, KIM S W. A study of the hydrostatic extrusion of copper-clad aluminum tube [J]. Journal of Materials Processing Technology, 1997, 67: 24-28.
[10] WU C W, HSU R Q. Extrusion of three-layer composite hexagonal clad rods [J]. Journal of Materials Processing Technology, 2002, 123: 47-53.
[11] KANG C G, KWON H C. Finite element analysis considering fracture strain of sheath material and die lubricant in extrusion process of Al/Cu clad composites and its experimental investigation [J]. International Journal of Mechanical Sciences, 2002, 44: 247-267.
[12] LEE J S, SON H T, OH I H, KANG C S, YUN C H, LIM S C, KWON H C. Fabrication and characterization of Ti-Cu clad materials by indirect extrusion [J]. Journal of Materials Processing Technology, 2007, 187-188: 653-656.
[13] LEE S, LEE M G, LEE S P, LEE G A, KIM Y B, LEE J S, BAE D S. Effect of bonding interface on delamination behavior of a drawn Cu/Al bar clad material [J]. Transactions of Nonferrous Metals Society of China, 2012, 22: 645-649.
[14] FU Y, JIE J C, ZHANG Y B, ZHONG D S, LI J Z, LI T J. Microstructure evolution of 3003/4004 clad ingots under diverse physical fields [J]. Transactions of Nonferrous Metals Society of China, 2013, 23(9): 2496-2501.
Һѹ��ѹ�Ը�������Al 3003/Al 4004������������֯��Ӱ��
In-Soo SON1, Sang-Pill LEE1, Jin-Kyung LEE1, Woo-Cheol KIM2, Ji-Seon MOON2, Sangmok LEE3, Jong-Sup LEE3, Yong-Bae KIM3, Geun-Ahn LEE3, Dong-Su BAE2
1. Department of Mechanical Engineering, Dong-Eui University, Busan, Korea;
2. Department of Advanced Materials Engineering, Dong-Eui University, Busan, Korea;
3. Advanced Forming Tech. Center, Korea Institute of Industrial Technology, Incheon, Korea
ժ Ҫ���о�Һѹ�Ի�ϸ�������Al 3003/Al 4004������������֯�仯��Ӱ�졣��������Al 3003/Al 4004������������ΪԲ�Σ���Al 3003(�ⲿ)��Al 4004(�ڲ�)������ɡ�����Һѹ�豸�����¶�423 K����ѹ��5�������������������ڼ�ѹ֮ǰ��Al 4004���ϵ�ֱ��Ϊ80 mm, Al 3003���ϵĺ��Ϊ35 mm���ڼ�ѹ��2�ֲ��ϵ�ֱ���ͺ�ȷֱ�Ϊ30 mm��5 mm���о���2������������֯��Ӳ�ȡ��ڼ�ѹ֮ǰ����������Al 3003/Al 4004�������Ϻ�����Ӳ���������ߵ���ʽ����������Ȼ�����ڼ�ѹ��Al 4004���ϵ�Ӳ�ȼ���û�б仯���ڼ�ѹ֮ǰ��Al 3003��Al 4004���ϵĽ�����ڴ���ֱ������1 mm�Ĵ�ն�����Щ��ն�����Һѹ���̵Ľ��ж���ʧ��
�ؼ��ʣ��������ϣ�Һѹ���գ��������죻����֯
(Edited by Xiang-qun LI)
Corresponding author: In-Soo SON; Tel: +82-51-890-2239; Fax: +82-51-890-2232; E-mail: isson92@deu.ac.kr
DOI: 10.1016/S1003-6326(14)63291-X
Abstract: The effects of hydro co-extrusion on the microstructure changes of aluminum hybrid duo-cast Al 3003/Al 4004 clad materials were studied. The specimen of duo-cast Al 3003/Al 4004 clad materials was in circle shape, and was composed of Al 3003(outside) and Al 4004(inside) materials. The specimen was extruded by the hydro co-extrusion equipment. The manufacturing conditions of the specimen were 423 K in temperature and 5 in extrusion ratio. The dimensions of the specimen were 80 mm in diameter of the Al 4004 material and 35 mm in thickness of the Al 3003 material before the hydro co-extrusion process, and 30 mm in diameter and about 5 mm in thickness after the extrusion process, respectively. The microstructure and the hardness for two specimens were investigated. The hardness value of cross section in the duo-cast Al 3003/Al 4004 clad materials before the extrusion process was increased in form of the parabola toward the center. However, after the extrusion process, it was almost constant in the portion of Al 4004 material. Lots of big voids above 1 mm in diameter in the specimen existed in the interfacing region of Al 3003 and Al 4004 materials before the extrusion process. These big voids disappeared after the process of hydro co-extrusion.
