
DOI: 10.11817/j.ysxb.1004.0609.2021-35991
ͭ��̼�Ȼ�ԭ�����ж��������������γɻ���
������1, 2������ѩ1�������1���� �1��������1��������1, 2
(1. �人������ѧ ��Դ�뻷������ѧԺ���人 430070��
2. �人������ѧ ������Դ�ӹ��뻷������ʡ�ص�ʵ���ң��人 430070)
ժ Ҫ��
ͭ����ͭ��ұ�������в�������Ҫ��������̼�Ȼ�ԭ��ʵ������Ҫ���������ʯ�ķֽ⣬�����ں������ĸ�������������XRD��SEM��EDS��ͭ��̼�Ȼ�ԭ�����еķ�Ӧ��Ϊ�����о����������ʵ�鿼���˱��ղ����ж�������(SiO2)��������ܽ��ԣ���ͨ��XPS��TEM�������̽��SiO2��������γɻ��������������ͭ���е���Ҫ����Ϊ�����ʯ�ʹ�����п��Ҫ�����������ʯ�ࡣ�����ʯ��̼�Ȼ�ԭ�ֽ�Ϊ��������ʯӢ�����壬�¶����ߴ�ʹʯӢ������ת��Ϊ��ʯӢ�����壬��ʱп���ӷ��������С����ղ�����SiO2�����IJ��Ӷ����ֳ�ʯӢ�ͷ�ʯӢ�ľ���ṹ�������������ԷǾ�̬��ʽ���ڣ���ʹ��������110 ������������Һ��
�ؼ��ʣ�
ͭ����̼�Ȼ�ԭ����������ʯӢ����������ʯӢ��������
���±�ţ�1004-0609(2021)-06-1591-10���� ��ͼ����ţ�TD989���� ���ױ�־�룺A
���ĸ�ʽ��������, ����ѩ, �����, ��. ͭ��̼�Ȼ�ԭ�����ж��������������γɻ���[J]. �й���ɫ����ѧ��, 2021, 31(6): 1591-1600. DOI: 10.11817/j.ysxb.1004.0609.2021-35991
WANG Hong-yang, ZHANG Xiao-xue, ZHANG Wen-tao, et al. Formation mechanism of silica solid solution during carbothermal reduction of copper slag[J]. The Chinese Journal of Nonferrous Metals, 2021, 31(6): 1591-1600. DOI: 10.11817/j.ysxb.1004.0609.2021-35991
���й���ɫ���������У�ͭ�����ѽ���������λ�ӵڶ�λ����ҵ��Լ80%��ͭ�Dz��û�ұ�����ս���������ÿ����1.0 tͭ������2.0~3.0 tͭ��[1-3]����ͳ�ƣ�ȫ��ÿ�������ͭ�����ߴ�3000~4000��t���й�ÿ��Լ����1500��tͭ��[4-5]������ͭ�����Դ��ģ���ɣ���Ѵ洦�ò���ռ�ô������أ����Ҷ���Χ���������Ⱦ��ͭ����Ҫ����30%~40% Fe��35%~40% SiO2��������ѧ���Ϊ�����ơ�þ��п��Ǧ��ͭ��[6-7]������ͭ���е�������Զ�����ҹ�����ʯ�Ŀ�ѡ�߽�Ʒλ(TFe��27%)[8]�����,�����Ļ��ղ���ʵ��ͭ������Դ�����ã�ͬʱҲ����Ч������Ѵ�����
ͭ���е���Ҫ��������Ϊ�����ʯ�ʹ������������ʯ�ʹ������������Լ5~10[9-10]��ͨ��ĥ��-��ѡ���տ�ʵ��ͭ���д������ѡ���Է��븻���������京��������ʹ��ѡ���������Ļ����ʵ͡������ʯ�����ȶ��ļ⾧ʯ�ṹ������ʵ���������Ч���롣���������տɽ������ʯ�ֽ�Ϊ���������SiO2������������ܹ��ʵ�������������Ч����[11-12]��Ȼ����������������-����ܹ蹤�մ���ͭ��ʱ��ͭ���е�����п��Ǧ��Ԫ�����ս������࣬��ʹ�����������ᆱ��������Ϊ����ԭ��ʹ��[13]��ͨ��̼�Ȼ�ԭ�ɽ������ʯ�ֽ�Ϊ����ǿ���ԵĽ������ͷǴ��Ե�SiO2��������ĥ��-��ѡ���ն�ʵ�ֽ������Ļ��ա�ͭ��ֱ��̼�Ȼ�ԭʱ�����û�ԭ���ղ����н�����������С��ƽ���ߴ�С��10 ��m����ɺ�����ѡ��������Ʒλ�ϵ�[14-15]����̼�Ȼ�ԭ���չ���������Na2CO3��CaO���ۼ�[16-17]������Ч���ԭ���ղ����н����������ߴ磬������ߴ�ѡ�����е���Ʒλ�������ʡ�̼�Ȼ�ԭ-��ѡ���ս���ʵ������ѡ���Է��븻������ѡβ��������������Դ��á��ڴ˱����£���������������-��ѡ������ʵ��ͭ��̼�Ȼ�ԭ���ղ����й�������ۺ���ȡ[18]��Ȼ�������ͭ��̼�Ȼ�ԭ�����еķ�Ӧ��Ϊ�������ǻ�ԭ���ղ�����SiO2��������γɻ�����ȱ���о���
������XRD��SEM��EDS�����ֶζ�ͭ��̼�Ȼ�ԭ�����е�����ת�估�����Ǩ�ƹ��ɽ���ϵͳ���о���ͨ�����ʵ�鿼���˻�ԭ���ղ�����SiO2��������ܽ��ԣ�����һ��ͨ��XPS��TEM�Ի�ԭ���ղ�����SiO2������Ĵ�����ʽ�����۷�������һ����ȷ���γɻ�����
1 ʵ��
1.1 ʵ��������Լ�
ʵ�����õ�ͭ��ȡ�Դ�ұ��ɫ�������ţ�Ϊת¯��������-��ѡ���ջ���ͭ������β���仯ѧ���������XRD�ֱ����1��ͼ1���ɱ�1��֪��ͭ����TFe��SiO2����(��������)�ֱ�Ϊ43.91%��33.61%����п��Ǧ�ĺ���Ҳ�ֱ�ߴ�2.98%��1.72%��ͼ1������������������ͭ���е���Ҫ�������Ϊ�����ʯ�ʹ������������������ͻ�ᾧ��̬���δ����⡣
ͭ����SEM-EDS���������ͼ2����2����ϱ�2��EDS���������֪��ͭ���г���Ҫ���������ʯ�⣬�������˶���ʯӢ�Ĵ��ڣ���ԭ��Ϊ��ұ�����������ӵ�ʯӢɰδ��ȫ��Ӧ����ͼ1��ʾ��XRD���в�δ����ʯӢ��������壬˵��ͭ����ʯӢ�������١�B���C������������������ͭ���������ʯ���г���������Ԫ���⣬������3%~4%��пԪ�أ���ζ��п��Ҫ�����������ʯ����[19]��
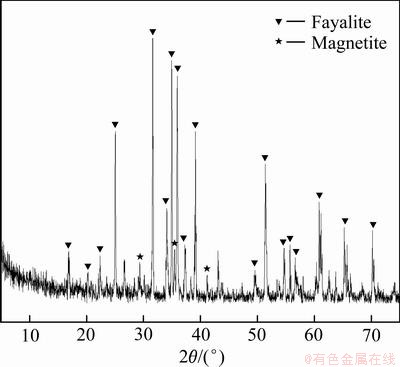
ͼ1 ͭ����XRD��
Fig. 1 XRD pattern of copper slag

ͼ2 ͭ����SEM��
Fig. 2 SEM image of copper slag
ú��ȡ���人��������˾���乤ҵ�������ҷֻ�ѧ����������ڱ�3��ú���й̶�̼���ӷ��֡��ҷּ�ˮ�ֺ����ֱ�Ϊ80.78%��9.04%��10.18%��1.70%���ҷ��е���Ҫ��ѧ���ΪSiO2��Al2O3�������ֱ�Ϊ40.04%��25.98%������������Һ���ɷ�����������������(��96%)��ȥ����ˮ���ö��ɡ�
��1 ͭ������ԭ����ͭ���Ļ�ѧ���
Table 1 Chemical compositions of copper slag (CS) and reductively roasted copper slag (RRCS)

��2 ͭ�������������
Table 2 EDS analysis results of copper slag

��3 ú�۵�����
Table 3 Properties of coal powder (mass fraction, %)

1.2 ʵ�����
��ú�ۺ�ͭ����n(C):n(Fe)=1.5:1.0�������ϣ�������ĥ�л���0.5 min���Ʊ����ϡ���20 MPa�½����ϼӹ���15 mm��10 mm����Ʒ������105 ������и���5 h����ԭ����ʵ������SX2-8-16������¯�н��С���Լ20 g��Ʒ����30 mL�մ������в����������ǣ�Ȼ���մ���������100 mL�ĸ��������У�װ����̿�Ա�֤���չ�����Ϊ��ԭ�����ա�������¯�����趨�¶ȣ�������������������¯�б��գ���Ӧʱ�������ȡ���������������ڿ�������ȴ�����¡����û�ԭ���ղ��ᆳϸĥ�����ȣ�74 ��m������������⼰����ܹ�ʵ��ʹ�á�ͭ�������Ļ�ԭ�Ȱ���ʽ(1)������á�
 (1)
(1)
ʽ�У�RΪͭ�������Ļ�ԭ�ȣ�%��w(MFe)��w(TFe)�ֱ�Ϊ��ԭ���ղ����н�������ȫ��������%��
��ѡʵ������XCSQ-50X70��ʪʽ��ѡ���н��У�����ʵ�ֻ�ԭ���ղ����н�������SiO2���������Ч���롣��20 g��ԭ���ղ�����500 mLˮ��ϣ���2.0 T�ų�ǿ���½��д�ѡ������Һ�������ֱ��ô�ѡ����ʹ�ѡβ��
��ԭ���ղ���ļ���ܹ�ʵ������GS-0.25������Ӧ���н��С���10 g��ԭ���ղ����100 mL NaOHŨ��Ϊ160 g/L����Һ���뷴Ӧ���в��ܱգ�Ȼ��Ӧ��������110 �沢��ʱ������Ӧʱ�����������ͨ������ˮ���ٽ��ͷ�Ӧ�����¶ȡ�����Һ�����Ի�ý�������������������������ʹ�á�
1.3 �����ͼ��
ͭ������ԭ���ղ��P��������������ɲ���MAX-RB��ת��X����������(XRD)���з�������ʵ�����Ϊ��Cu K������(��=1.5406  )��ɨ��5�㣼2�ȣ�70���ɨ���ٶ�10 (��)/min����ԭ���ղ������ò��������JXA-8230��ɨ���������(SEM)��INCA X-Act������(EDS)���з�������ѡβ���е�SiO2ѡ��ESCALAB 250XI��X���߹����������(XPS)��������߷ֱ���������� (TEM)��EDAX Elite T�����ǽ��з�������ѧ��������CONTRAA-700��ԭ�����չ����ǽ��з�����
)��ɨ��5�㣼2�ȣ�70���ɨ���ٶ�10 (��)/min����ԭ���ղ������ò��������JXA-8230��ɨ���������(SEM)��INCA X-Act������(EDS)���з�������ѡβ���е�SiO2ѡ��ESCALAB 250XI��X���߹����������(XPS)��������߷ֱ���������� (TEM)��EDAX Elite T�����ǽ��з�������ѧ��������CONTRAA-700��ԭ�����չ����ǽ��з�����
2 ���������
2.1 ͭ��̼�Ȼ�ԭ�����еķ�Ӧ��Ϊ
��ͭ����1100~1250 �滹ԭ����30~90 min������ȫ���ͽ��������з�����������ʽ(1)�������Ļ�ԭ�ȣ�������ͼ3��ͭ�������Ļ�ԭ���決���¶ȵ�����ʱ����ӳ��������Ʊ���ʱ����30 min���������¶���1100 ��������1250 ��ʱ��ͭ�������Ļ�ԭ����57.83%Ѹ�������83.44%����1250 ���£�����ʱ���ӳ���60 minʱͭ�������Ļ�ԭ�������92.62%�������ӳ�ʱ�������ԭ�ȵ����Ӱ�첻��˵����1250 �滹ԭ����60 min����ʵ��ͭ������Ч��ԭ����ԭ���ղ���Ļ�ѧ����������ڱ�1����̼�Ȼ�ԭ���ղ����е�����SiO2�ĺ����ֱ������50.52%��39.02%����п��Ǧ�ĺ����ֱ���0.03%��0.13%��˵��ͨ��̼�Ȼ�ԭ��ͭ���еĺ������ԭΪ��������ͬʱʵ��п��Ǧ�Ļ�ԭ�ӷ�[3, 8]��

ͼ3 ͭ�������Ļ�ԭ��
Fig. 3 Reduction degree of iron in copper slag
ͭ����1100~1250 �滹ԭ����60 min�����XRD����ͼ4��ʾ����ԭ���ղ����е���Ҫ����Ϊ�����ʯ����������ʯӢ�ͷ�ʯӢ���������ʵ������������ԭ���ղ����е�ʯӢ�ͷ�ʯӢ����110 �������������Һ���ҷ�Ӧ��˵����ʯӢ�ͷ�ʯӢ�б�����Ȼ��ʯӢ�ͷ�ʯӢ����˱�����ΪʯӢ������ͷ�ʯӢ������[20-21]����ͼ1��ȿ�֪��1100 �滹ԭ���ղ����XRD���д������������ʧ�������ʯ��������Լ�������������Ҫ��ʯӢ�����塢��ʯӢ������ͽ���������ˣ������ʯ��̼�Ȼ�ԭ����Ϊ��������SiO2������(ʯӢ������ͷ�ʯӢ������)�����ű����¶ȵ����ߣ���ԭ���ղ���XRD���еķ�ʯӢ������ͽ��������������ǿ����ʯӢ������������ʯ��������������ˣ������¶ȵ����߶������ʯ�Ļ�ԭ��ٽ����ã��Ҵ�ʹʯӢ�������һ��ת��Ϊ��ʯӢ�����塣�������¶ȳ���1200 ���ԭ���ղ����������ʯ����ʧ����ζ��ͭ���еĺ��������ѽӽ���ȫ��ԭ�ֽ⡣�˽����ͼ3�ķ������һ�¡�
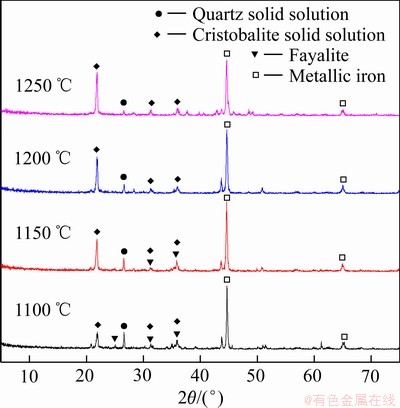
ͼ4 ͭ����ԭ����60 min���XRD��
Fig. 4 XRD patterns of copper slag after reductively roasted for 60 min
��ͭ����1100~1250 �滹ԭ����60 min�������SEM-EDS�����������ͼ5�ͱ�4����ͼ5(a)�п����Է��������ʯ��������ķ�Ӧ�㣬��ֽ����Ϊ��������SiO2�����ڷ�Ӧ�¶ȵͣ���ԭ���ղ����н�������SiO2������С��10 ��m��δ��Ӧ�������ʯ�����ܼ�пԪ�صĴ��ڣ��˽�����1�еķ������һ�¡��������¶�������1150 ��ʱ�������ʯ��������ķ�Ӧ�������Ҳ��������ʯ��������ϸ�������������ͼ5(a)��ͼ5(b)�н����������ߴ�����������1200 ���1250 �滹ԭ���ղ����п����Է��ֶ�����������SiO2�����Ĵ��ڣ������ȴ�С��һ�����������������ߴ�ɳ���10 ��m�����Ǵֽ����������ߴ��С��10 ��m�����⣬������������SiO2������Ҫ������һ���Ҳ��ֽ�����������SiO2��������������ˣ�ͨ��ĥ��-��ѡ��������ʵ�ֻ�ԭ���ղ����н�������������Ч���븻����

ͼ5 ��ԭ����ͭ����SEM��
Fig. 5 SEM images of reductively roasted copper slag
��4 ��ԭ����ͭ�������������
Table 4 EDS analysis results of reductively roasted copper slag

��ϱ�4�е�EDS���������֪��δ��Ӧ�������ʯ�����Ժ���Լ3%��п��B��E��H��K����������������������������������Ԫ�غ������٣���C��F��I��M�������������г�����֮�⣬����2%~3%������˵�������ʯ��̼�Ȼ�ԭ��ֽ�Ϊ��������SiO2����ʱп��ӷ������ѳ�������������������������С���Ҫָ�����ǣ�ͼ5(c)��J������Ӧ��SiO2�ɹ�����ͭ���ж�����ʯӢ��
2.2 ��ԭ���ղ�����SiO2�ļ���ܳ�
��ǰ��������1250 �決��60 min��ʵ��ͭ������Ч��ԭ����ʱ��ԭ���ղ����е���Ҫ����Ϊ��������ʯӢ������ͷ�ʯӢ������(��ͼ4)����ˣ��Դ˻�ԭ���ղ���Ϊԭ�ϣ�����SiO2�ļ���ܳ����ܽ����о���
�ڽ����¶�110 �棬Һ�̱�10:1��NaOHŨ��160 g/L�����£������˻�ԭ���ղ�����SiO2���ܳ����ܣ�ʵ������ͼ6�������ʱ����ӳ�����������SiO2�������½����ƣ���Ӧ��SiO2�ܳ�������������ʱ��Ϊ30 minʱ���������е�SiO2����������11.69%����ʱSiO2���ܳ��ʴﵽ80.83%���ӳ�ʱ����60 minʱ���������е�SiO2����Ѹ�ٽ�����7.91%��SiO2���ܳ��������87.31%���˺������е�SiO2������SiO2�ܳ��ʾ������ʱ��Ľ�һ���ӳ��������Ա仯��˵����ԭ���ղ����е�SiO2�ѱ���Ч�ܽ⡣���⣬�˽������Ҳ��������ԭ���ղ����е�ʯӢ�����弰��ʯӢ���������110 ���¼���NaOH��Һ���ҷ�Ӧ��

ͼ6 ��ԭ����ͭ���ļ���ܹ���
Fig. 6 Leaching results of silica in reductively roasted copper slag
ͼ7��ʾΪ��������XRD�ס���ͼ4��ȿ�֪��ʯӢ�������������30 min��������XRD��������ʧ���ҷ�ʯӢ��������������Լ�������һ��˵����ԭ���ղ����е�ʯӢ������ͷ�ʯӢ������������NaOH��Һ���ӳ�����ʱ����60 minʱ����ʯӢ������������Ҳ��֮��ʧ���˽����ͼ6�м���ܹ���һ�¡���������������ڼ��ǰ�������Ա仯����ζ�Ž������ڴ˽��������²���NaOH��Һ��Ӧ����ˣ�ͨ�������ʵ�ֻ�ԭ���ղ����н�������SiO2����Ч���롣

ͼ7 ��������XRD��
Fig. 7 XRD patterns of leaching residues
2.3 SiO2��������γɻ���
��ʯӢ��ʯӢ�ڡ�1500 �����ת������[22]��ͭ��̼�Ȼ�ԭ�����е�ʯӢ�ڡ�1100 �漴ת��Ϊ��ʯӢ����ȻʯӢ��NaOH��Һ�еľ��ҷ�Ӧ�¶�Ϊ��180 ��[23]��ͭ��̼�Ȼ�ԭ�����е�ʯӢ��110 ���NaOH��Һ�����ҷ�Ӧ����ˣ�ͭ��̼�Ȼ�ԭ�����е�SiO2��Ȼ����ʯӢ�ͷ�ʯӢ����ṹ��������NaOH�е��ܳ����ܾ������Բ��졣Ϊ������SiO2����������۷�������ԭ���ղ��ᆳ���ݶȴ�ѡ���ѳ����������Ǵ��Ե�SiO2�����ڴ�ѡβ���У����ѡ�������5����2.0 T�ߴų�ǿ�ȴ�ѡ��������ʴﵽ88.22%����SiO2�����Ļ����ʷֱ�ﵽ74.53%��98.51%��β���е�SiO2�����ĺ����ֱ�Ϊ84.38%��6.37%��
��ѡβ���XRD��Si 2p��XPS��ͼ8��ͼ8(a)��������ѡβ���е���Ҫ����Ϊ��ʯӢ�������ʯӢ�����塣��ͼ2�пɼ���ͭ��������������ȻʯӢ���ڣ���̼�Ȼ�ԭ-��ѡ����ȻʯӢҲ�����β����������ʯӢ������������һ�¡�Si 2p��XPS��(��ͼ8(b))��һ����������ѡβ���е�SiO2��Ҫ�Է�ʯӢ��ʯӢ����ʽ���ڣ��Ҳ���������SiO2��˵����Ԫ����ʯӢ������ͷ�ʯӢ����������������ȻʯӢ�ͷ�ʯӢ�еĻ�ѧ���״̬һ�¡�
��ѡβ���TEM���������ͼ9����ͼ9(b)��ʾ�������������������ѡ�������Ҫ��ѧ���Ϊ̼������������������������ֱ�Ϊ20.41%��40.29%��31.93%��7.37%����һ�����ͼ9(c)~(f)��Ԫ����ɨ������֪��̼��Ҫ�Զ�����ʽ���ڣ��ɹ�����̼�Ȼ�ԭ�����й���̼����ѡ��������β���С�����Ԫ�طֲ�һ�£�˵��������ΪSiO2����Ҫָ�����ǣ������������зֲ��ڰ�ɫ�����⣬������������ɢ��ʽ���ȷֲ���SiO2�У�˵����̼�Ȼ�ԭ�����в��������Ȳ�����SiO2�����С���SiO2����������仨������(��ͼ9(g))�����γɵ�����ͼ������Ϊһ��Բ����˵����SiO2Ϊ����̬���˽���Ҳ����HRTEM�е�ԭ�ӵIJ�����ֲ���һ����֤ʵ(��ͼ9(h))��
ͭ���������ʯ��̼�Ȼ�ԭ�����б���ԭΪ������������SiO2��������ʹ����SiO2��XRD��XPS���б��ֳ�ʯӢ���߷�ʯӢ�Ķ̳������ص㣬����HRTEM������ֳ�����������ص㡣��ʾ�˻�ԭ���ղ����е�ʯӢ������ͷ�ʯӢ����������ȻʯӢ�ͷ�ʯӢ���в�ͬ�ļ���ܳ����ܡ�

ͼ8 ��ѡβ���XRD��Si 2p��XPS��
Fig. 8 XRD pattern (a) and XPS spectra for Si 2p (b) of tailings
��5 ��ԭ���ղ�����2.0 T�µĴ�ѡ���
Table 5 Magnetic separation results of reductively roasted copper slag at 2.0 T


ͼ9 ��ѡβ���TEM��EDS��Ԫ����ɨ�衢ѡ�����仨����HRTEM��
Fig. 9 TEM image(a), EDS spectrum(b), area-scanning images((c)-(f)), SAED pattern (g) and HRTEM image(h) of tailings
3 ����
1) ͭ���е���Ҫ��ѧ���������SiO2���������Ϊ�����ʯ�ʹ�������п��Ҫ�����������ʯ���С�
2) ��̼�Ȼ�ԭ�ɽ�ͭ���е������ʯ��ԭΪ��������SiO2������(ʯӢ������ͷ�ʯӢ������)�������¶ȵ������ʹʯӢ������ת��Ϊ��ʯӢ�����壬�����ʯ�е�п��ӷ�������Ч�ѳ���
3) ���IJ���ʹ��ԭ���ղ�����SiO2��XRD��XPS���б��ֳ�ʯӢ���߷�ʯӢ�Ķ̳������ص㣬����HRTEM��������ֳ�����������ص㡣��ʾ��ʯӢ������ͷ�ʯӢ������������ڼ���Һ��ԭ��
REFERENCES
[1] SCHLESINGER M E, KING M J, SOLE K C, et al. Extractive metallurgy of copper (Fifth edition)[M]. Singapore: Elsevier Pte Ltd, 2011.
[2] TSUNAZAWA Y, LIU Chang-zhi, TOI R, et al. Crystal formation and growth by slow cooling for recovery of magnetite particles from copper smelting slag[J]. Mineral Processing and Extractive Metallurgy, 2019, 128(4): 248-255.
[3] LI Si-wei, PAN Jian, ZHU De-qing, et al. A novel process to upgrade the copper slag by direct reduction-magnetic separation with the addition of Na2CO3 and CaO[J]. Powder Technology, 2019, 347: 159-169.
[4] �ź�Ȫ, ������, ������, ��. ͭ��ú��ֱ�ӻ�ԭ�����е�������ת��[J]. �����о�ѧ��, 2020, 32(4): 311-321.
ZHANG Han-quan, GAO Wang-jie, HU Chao-jie, et al. Phase transformation of iron in copper slag coal-based direct reduction[J]. Journal of Iron and Steel Research, 2020, 32(4): 311-321.
[5] HOLLAND K, ERIC R H, TASKINEN P, et al. Upgrading copper slag cleaning tailings for re-use[J]. Minerals Engineering, 2019, 133: 35-42.
[6] �ż���, �� ��, �Ž���, ��. ͭ����ֺ�������ﳸ��³�������Ч����Ӱ��[J]. �й���ɫ����ѧ��, 2019, 29(8): 1712-1720.
ZHANG Jia-liang, YANG Xu, ZHANG Jian-kun, et al. Influence of slag contents on sedimentation separation of slag and matte at high temperature[J]. The Chinese Journal of Nonferrous Metals, 2019, 29(8): 1712-1720.
[7] GORAI B, JANA R K, PREMCHAND. Characteristics and utilisation of copper slag��A review[J]. Resources, Conservation and Recycling, 2003, 39(4): 299-313.
[8] ��۷�, ������, ������. ͭ��������ֵ�ֱ�ӻ�ԭ���ѡ����[J]. �й���ɫ����ѧ��, 2011, 21(5): 1165-1170.
YANG Hui-fen, JING Li-li, DANG Chun-ge. Iron recovery from copper-slag with lignite-based direct reduction followed by magnetic separation[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(5): 1165-1170.
[9] ��־��, �����, Ѧ ѷ, ��. ͭ��ת��¯ֱ�ӻ�ԭ��ѡ���۷ֹ��ձȽ�[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2017, 48(10): 2565-2571.
CAO Zhi-cheng, SUN Ti-chang, XUE Xun, et al. Comparisons between magnetic separation and gas separation process to treat copper slag by rotary hearth furnace direct reduction[J]. Journal of Central South University(Science and Technology), 2017, 48(10): 2565-2571.
[10] ������, �ƺ��. ͭ����Դ�����ü�����״[J]. ������ɽ, 2017(11): 205-208.
LAI Xiang-sheng, HUANG Hong-jun. Current status of the comprehensive utilization technology of copper slag[J]. Metal Mine, 2017(11): 205-208.
[11] CHEN J H, MI W J, CHEN H Y, et al. Iron oxide recovery from fayalite in water vapor at high temperature[J]. Journal of Mining and Metallurgy, Section B: Metallurgy, 2018, 54(1): 1-8.
[12] GYUROV S, MARINKOV N, KOSTOVA Y, et al. Technological scheme for copper slag processing[J]. International Journal of Mineral Processing, 2017, 158: 1-7.
[13] ������, ������, �����, ��. �����ʯ�������ֽ⼰����ܹ�[J]. ������ɽ, 2020(10): 167-173.
WANG Hong-yang, BAO Huan-jun, ZHANG Wen-tao, et al. Oxidation roasting of fayalite together with alkali leaching of silica[J]. Metal Mine, 2020(10): 167-173.
[14] GUO Zheng-qi, PAN Jian, ZHU De-qing, et al. Mechanism of composite additive in promoting reduction of copper slag to produce direct reduction iron for weathering resistant steel[J]. Powder Technology, 2018, 329: 55-64.
[15] KIM B, JO S, SHIN D, et al. A physico-chemical separation process for upgrading iron from waste copper slag[J]. International Journal of Mineral Processing, 2013, 124: 124-127.
[16] GUO Zheng-qi, ZHU De-qing, PAN Jian, et al. Effect of Na2CO3 addition on carbothermic reduction of copper smelting slag to prepare crude Fe-Cu alloy[J]. JOM, 2017, 69(9): 1688-1695.
[17] CHUN Tie-jun, MU G, DI Z, et al. Recovery of iron from copper slag by carbothermic reduction and magnetic separation in the presence of CaO[J]. Archives of Metallurgy and Materials, 2018, 63: 299-305.
[18] WANG Hong-yang, SONG Shao-xian. Separation of silicon and iron in copper slag by carbothermic reduction-alkaline leaching process[J]. Journal of Central South University, 2020, 27(8): 2249-2258.
[19] WANG Zhong-bing, ZHAO Zong-wen, ZHANG Li-feng, et al. Formation mechanism of zinc-doped fayalite (Fe2-xZnxSiO4) slag during copper smelting[J]. Journal of Hazardous Materials, 2019, 364: 488-498.
[20] LI Xiao-bin, WANG Hong-yang, ZHOU Qiu-sheng, et al. Efficient separation of alumina and silica in reduction- roasted kaolin by alkali leaching[J]. Transactions of Nonferrous Metals Society of China, 2019, 29(2): 416-423.
[21] LI Xiao-bin, WANG Hong-yang, ZHOU Qiu-sheng, et al. Reaction behavior of kaolinite with ferric oxide during reduction roasting[J]. Transactions of Nonferrous Metals Society of China, 2019, 29(1): 186-193.
[22] �� ܿ, Ҧ����, �� ��, ��. ��ʯӢ���Ʊ�������[J]. ������ͨ��, 2011, 30(2): 304-307.
LEI Yun, YAO Jian-yun, ZHANG Ke, et al. Preparation and characterization of cristobalite from quartz[J]. Building of the Chinese Ceramic Society, 2011, 30(2): 304-307.
[23] CROKER D M, LOAN M, HODNETT B K. Desilication reactions at digestion conditions: an in situ X-ray diffraction study[J]. Crystal Growth & Design. 2008, 8(12): 4499-4505.
Formation mechanism of silica solid solution during carbothermal reduction of copper slag
WANG Hong-yang1, 2, ZHANG Xiao-xue1, ZHANG Wen-tao1, ZHANG Xuan1, BAO Huan-jun1, SONG Shao-xian1,2
(1. School of Resources and Environmental Engineering, Wuhan University of Technology, Wuhan 430070, China;
2. Hubei Key Laboratory of Mineral Resources Processing and Environment, Wuhan University of Technology, Wuhan 430070, China)
Abstract: Copper slag is the main solid waste generated during the pyrometallurgical process of copper. Fayalite as the main phase in copper slag can be decomposed into metallic iron and silica through carbothermic reduction, thereby benefiting the enrichment of iron. In this paper, the reaction behavior of copper slag during carbothermic reduction was studied through the analysis methods of XRD, SEM and EDS, meanwhile the alkali leaching experiment was introduced to test the solubility of silica in the reductively roasted copper slag, and ultimately the formation mechanism of silica solid solution was discussed combined with the analysis results of XPS and TEM. The results show that fayalite and magnetite are the predominant phases in copper slag, and zinc mainly exists in fayalite. During carbothermic reduction process, fayalite firstly decomposes into metallic iron and quartz solid solution, then quartz solid solution converts into cristobalite solid solution with increasing temperature. Meanwhile, the zinc in fayalite is removed by vaporization. Due to the doping of iron, the silica from the decomposition of fayalite by carbothermic reduction has the similar crystal structures with quartz and cristobalite, but is still in amorphous state on the micro, resulting in the violent reaction between the silica solid solution and NaOH solution at 110 ��.
Key words: copper slag; carbothermic reduction; metallic iron; quartz solid solution; cristobalite solid solution
Foundation item: Project(52004194) supported by the National Natural Science Foundation of China; Project (2019M662733) supported by the China Postdoctoral Science Foundation; Project(2020-ZH-B1-08) supported by the Fundamental Research Funds for the Central Universities, China
Received date: 2020-08-03; Accepted date: 2020-12-24
Corresponding author: WANG Hong-yang; Tel: +86-18229790554; E-mail: hywang3@whut.edu.cn
(�༭ ��ѧ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(52004194)���й���ʿ���ѧ����������Ŀ(2019M662733)�������У��������ҵ���ר���ʽ�������Ŀ(2020-ZH-B1-08)
�ո����ڣ�2020-08-03�������ڣ�2020-12-24
ͨ�����ߣ��������������о�Ա����ʿ���绰��18229790554��E-mail��hywang3@whut.edu.cn
ժ Ҫ��ͭ����ͭ��ұ�������в�������Ҫ��������̼�Ȼ�ԭ��ʵ������Ҫ���������ʯ�ķֽ⣬�����ں������ĸ�������������XRD��SEM��EDS��ͭ��̼�Ȼ�ԭ�����еķ�Ӧ��Ϊ�����о����������ʵ�鿼���˱��ղ����ж�������(SiO2)��������ܽ��ԣ���ͨ��XPS��TEM�������̽��SiO2��������γɻ��������������ͭ���е���Ҫ����Ϊ�����ʯ�ʹ�����п��Ҫ�����������ʯ�ࡣ�����ʯ��̼�Ȼ�ԭ�ֽ�Ϊ��������ʯӢ�����壬�¶����ߴ�ʹʯӢ������ת��Ϊ��ʯӢ�����壬��ʱп���ӷ��������С����ղ�����SiO2�����IJ��Ӷ����ֳ�ʯӢ�ͷ�ʯӢ�ľ���ṹ�������������ԷǾ�̬��ʽ���ڣ���ʹ��������110 ������������Һ��
[4] �ź�Ȫ, ������, ������, ��. ͭ��ú��ֱ�ӻ�ԭ�����е�������ת��[J]. �����о�ѧ��, 2020, 32(4): 311-321.
[8] ��۷�, ������, ������. ͭ��������ֵ�ֱ�ӻ�ԭ���ѡ����[J]. �й���ɫ����ѧ��, 2011, 21(5): 1165-1170.
[10] ������, �ƺ��. ͭ����Դ�����ü�����״[J]. ������ɽ, 2017(11): 205-208.
[13] ������, ������, �����, ��. �����ʯ�������ֽ⼰����ܹ�[J]. ������ɽ, 2020(10): 167-173.
[22] �� ܿ, Ҧ����, �� ��, ��. ��ʯӢ���Ʊ�������[J]. ������ͨ��, 2011, 30(2): 304-307.
