
W/Mo/ʯī���ϰвĵ��Ʊ����о�
����������ѧ���Ͽ�ѧ�빤��ѧԺ
ժ Ҫ��
ͨ����ĩұ����, ������ո�����ѹ�սṤ��, �Ʊ���W/Mo/ʯī���ϰв�, ����������֯�����״̬���ܶȺ�Ӳ�ȵ����ܽ����˲���, ���������1700��, ����4h, ����Zr, Ni, Ti��Ϸ���Ϊճ���, ��ѹ�������Ʊ���W/Mo/ʯī���ϰв�, ��֯���ܾ���, W, Mo�����ƽ��, ��Ͻ�������, ���ǿ�ȸߡ�Mo���Ӳ�ȴﵽHv250���ҡ�
�ؼ��ʣ�
��ͼ����ţ� TB33
�ո����ڣ�2008-01-03
����У������Ŀ (101-210601);
A Study of Tungsten/Molybdenum/Graphite Composite Target Materials
Abstract��
Tungsten/Molybdenum/Graphite composite target was prepared by utilizing powder metallurgy technology, along with vacuum hot pressing sintering technique. The microstructure, bonding state, density and hardness of the composite were analyzed. The results show that utilizing the mixture of Zr, Ni and Ti as adhesives, the composite target sintered at 1700 ��, holding for 4 h under hot pressing condition had fine and dense microstructure, a gentle transition layer between tungsten and molybdenum, an excellent bonding interface and large bonding strength. The hardness of molybdenum layer could reach approximately HV250.
Keyword��
composite target; powder metallurgy; vacuum sintering;
Received�� 2008-01-03
�в��Ǹ��ٺ������Ӻ����Ŀ����ϡ� ����Ϊ��ҵ�ϵ�һ����������й㷺��Ӧ��, ����湤������ �뵼����ҵ�� ������ҵ�� ��ѧ���� ���ܼ��������Լ���������
1 ʵ����ϼ�����
�����Ⱦ�Ϊ99.8%, ��������Ϊ6��8 ��m, 1��4 ��m���ٷۺ����, ���ò�ͬ��ճ������ǿ���ܵ�ʯī, ����ͼ1��ʾ���̲������500��800 MPa��ѹ��ѹ������ѹ�ɦ� 21 mm�������� ����1��ʾ���Ʊ�������ZT-50-20Y�������ѹ¯�����սᡣ ѡ���ѡ� ��������ʯī���м���ɢ����ϡ� ��������������, ���������������
2 ��������
2.1 ����֯����
ͼ2Ϊ����4�ֲ�ͬ�����ս�������Ľ�����֯��ò�� ���Կ���, �϶�W����֯��������, �¶�Mo���湤�ղ�ͬ, ��֯����ϴ�, ���й���b, d�Ʊ���W/Mo���ϲ�, ������֯�����ܾ���, ��W/Mo�����ƽ��, û�����ԵĽ���档 ����a, c�õ�����֯�����Խϲ

ͼ1 �̲����ʾ��ͼ
Fig.1 Schematic of the lining design
��1 W/Mo/ʯī�в��սṤ��
Table 1 Sintering technology of W/Mo/Graphite target
| Processing | Sinter temperature/�� |
Holding time/ h |
Degree of vacuum/ Pa |
Agglomerant | Sintering press/ (kg��cm-2) |
a |
1400 | 2 | 10-3��10-2 | Ni, Ti, Zr ZrSr | 0 |
b |
1700 | 4 | 10-3��10-2 | Ni, Ti, Zr | 5��10 |
c |
1700 | 2 | 10-3��10-2 | Zr | 5��10 |
d |
1600 | 2 | 10-3��10-2 | / | 5��10 |
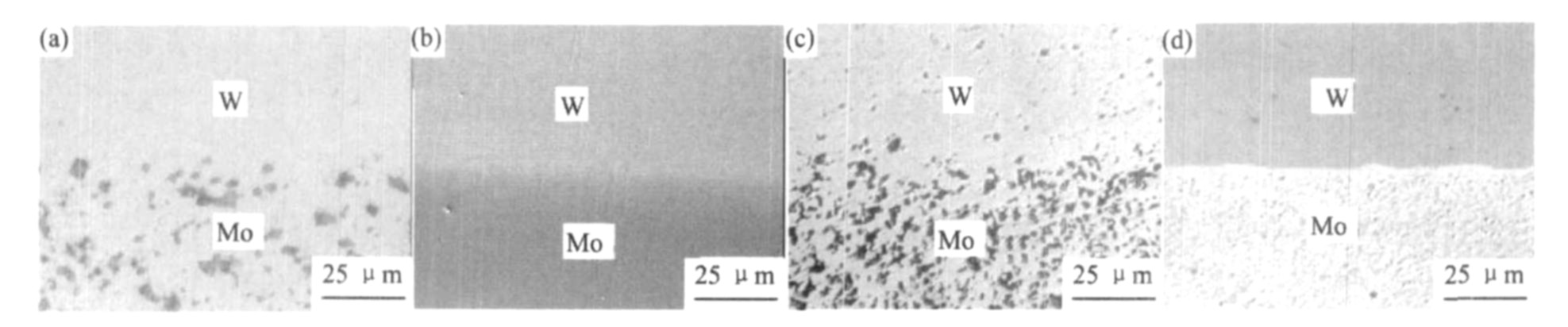
ͼ2 ��ͬ�սṤ�� (a, b, c, d) W/Mo��Ľ�����֯��ò
Fig.2 Microstructures of W/Mo layer prepared by different sintering technologies (a, b, c, d)
���ս����ۿ�֪, �¶Ⱥ��ս�ʱ����Ӱ���ս��������Ҫ����
ͼ3Ϊ����b�Ʊ�������Mo����ʯī��Ľ�ϴ��Ľ�����֯��ò, ͼ�����ϵ�������Ϊʯī�㡢 ճ����Mo�㡣 �����̲�IJ�ƽ��ʹ��ճ��������������Ȯ������״�� ����a, c, d 3�ֹ�����, Mo����ʯī���ϴ��������Ե����ơ� ʯī�ǵ��͵ķǽ�������, ��еǿ�Ⱥܵ�, ���Բ�, ������ϵ��С, �������������ϵ�����ϴ� (��2Ϊʯī�뼸�ֽ����Ļ������ܲ���) , ���ʯī����������ӱ���ѡ���ʵ���ճ���
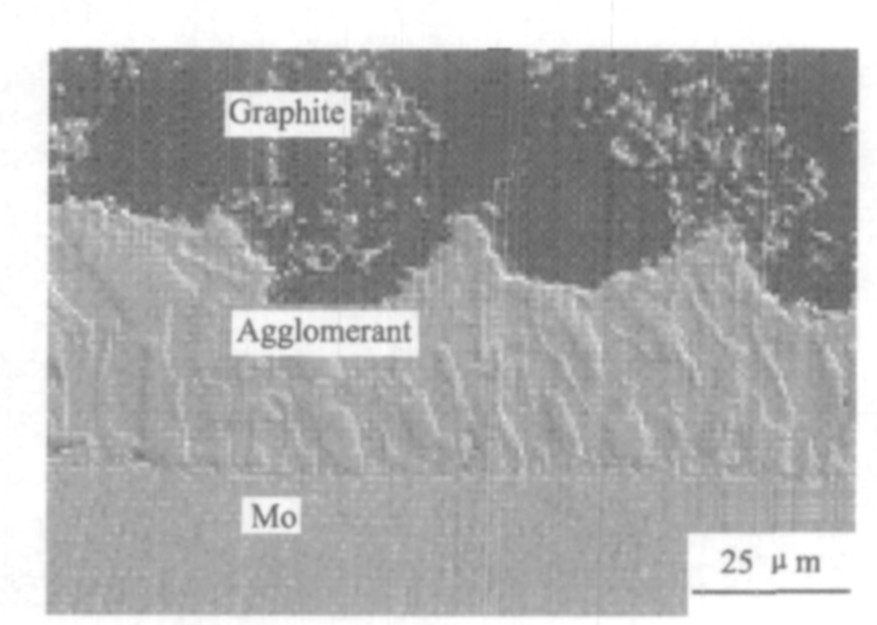
ͼ3 ����b Mo/ʯī��Ľ�����֯��ò
Fig.3 Microstructure of Mo/Graphite layer prepared by scheme b
ͼ4�Ǹ��ϰв�W/Mo��������ɨ�����ͼ��, ͼ����ɫ��ΪMo, dzɫ��ΪW�� ��ͼ�п��Կ���, ����洦��֯������ ��������, ����W/Mo��֮�䷢�����������ɢ�� ͼ5�Ǹ��ϰв�Mo/ʯī��������ɨ�����ͼ��, ͼ����ɫ��Ϊʯī, dzɫ��ΪMo, �м������Ϊ���Ӽ��㡣 ��ͼ�п��Կ���, ���ӵĹ��ɲ��е�Ԫ�������ߵ�Mo��ʯī���������ɢ�� Zr, Ni, Ti��ʯī�ڸ����»ᷢ��һ����Ӧ, �Դٽ�����֮������ӷdz�������
2.2 ��Ӳ�ȷ���
ͼ6�Dz�ͬ�������ưв�Mo�����Ӳ�ȷֲ��� �м��Mo�����ܾ��������вĵ������� ��ͼ�п��Կ�����W�˵�C�˷ֲ���Ϊ���ȵ��ǹ���b, ����c, �ʲ���ʽ��Ӳ�ȷֲ��� �������ֹ��յ�Ӳ�ȷֲ��ܲ�����, ����W�˵�Ӳ�ȼ���, ������W��ɢ��Mo�˻����̲�����������¡� ͼ������eΪ����ͬ���Ʒ�IJ��ա�
��2 �������ϻ������ܲ��� [13]
Table 2 Properties of the bonded materials
| Material | Crystal structure | Melting point/�� | Coefficient of thermal expansion/K-1 |
Thermal conductivity/ (W��m-1��K-1) |
Strength/MPa |
Graphite |
Hexaplanar mesh structure, layer structure | 3500 | (2��6) ��10-6 | 120 | 10.3 (shear) |
Mo |
bcc | 2623 | 4.0��10-6 | 142 | 600 |
W |
bcc | 3410 | 127��10-6 | 190 | 1000��1200 |
Zr |
hcp | 1852 | 5.85��10-6 | 21.1 | 300��500 |
Ni |
fcc | 1453 | 13.3��10-6 | 82.9 | 317 |
Ti |
hcp | 1668 | 10.2��10-6 | 11.4 | 235 |
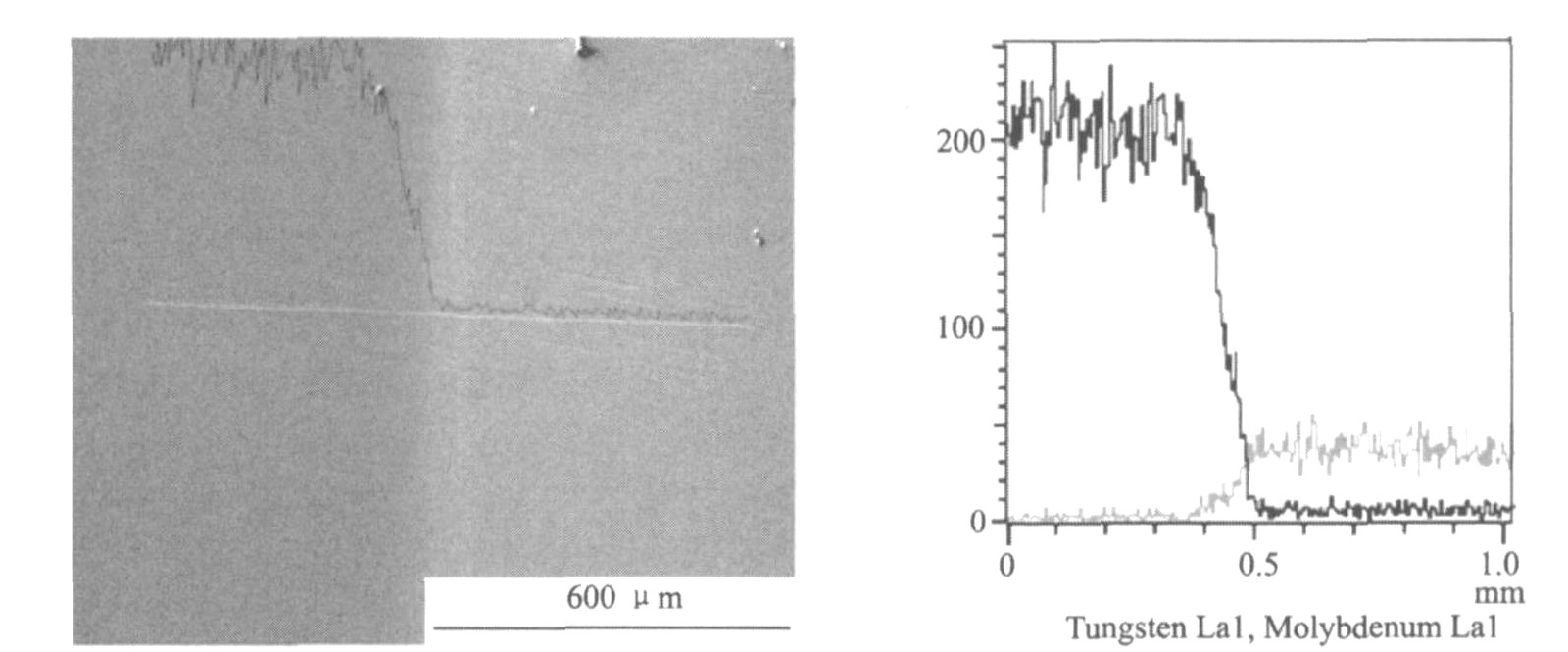
ͼ4 W/Mo�������ɨ�����ͼ
Fig.4 EDS pattern of W/Mo bonding interface
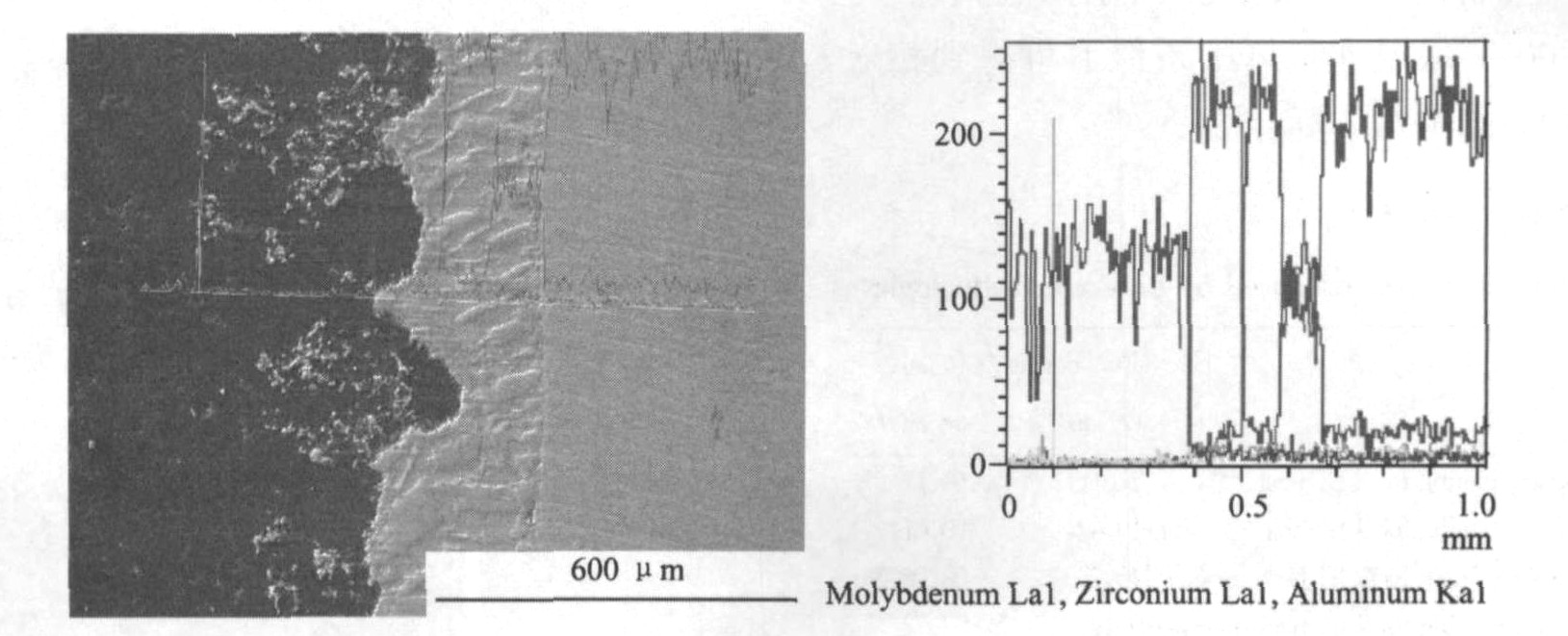
ͼ5 Mo/ʯī�������ɨ�����ͼ
Fig.5 EDS pattern of Mo/Graphite bonding interface
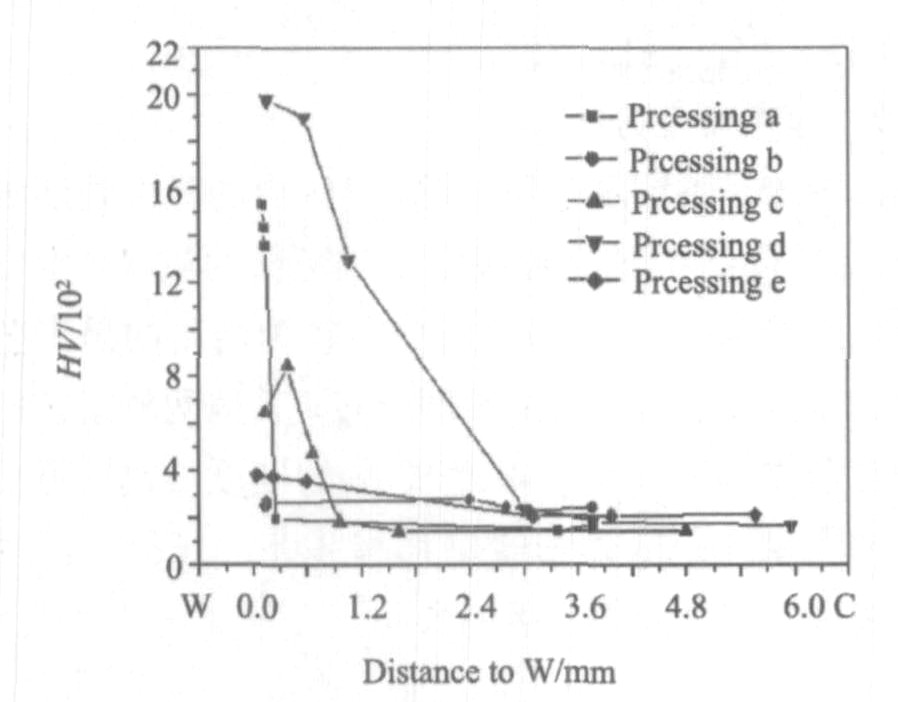
ͼ6 ��ͬ�����Ʊ��в�Mo�����Ӳ�ȷֲ�
Fig.6 Distribution of microhardness of Mo layer prepared by different sintering technologies
2.3 W/Mo���ܶȷ���
���÷�ĩұ�����Ʊ��IJ���, ������һ���Ŀ�϶�ʡ� ��϶�Ĵ��ڻ�����Ӱ��вĵ�ʹ������, ��ǿ�Ⱥ��ȴ����Ե�, ������ܶ��Ǻ����в����ܵ�һ����Ҫָ�ꡣ ���ںϽ�в�ͨ���û�е����ܶ��������������ܶ�
����ܶ�
����: %W, %MoΪW��Mo�������ٷֱ�; ��W, ��MoΪW��Mo���ܶȡ�
�ٵĿ����ܶ�Ϊ19.3 g��cm-3, ��Ŀ����ܶ�Ϊ10.2 g��cm-3, W/Mo�������Ϊ1��6, ���ݼ���ɵ�W/Mo���ϲ�������ܶ�Ϊ11.5 g��cm-3�� ��������Ч�ܶ��õ��ӷ�����ƽ���ݰ�����ԭ���ⶨ, ������ʽ����, ������3��ʾ�� �ɱ�3���Կ���, 1700 �汣��4 h��ѹ�����¿ɵõ�����ܶȸ���90%��W/Mo���ϲ㡣
��3 �������ܶȲ���ֵ
Table 3 Density of targets prepared by different technologies
| Test sample | True density/ (g��cm-3) |
Relative density/% |
1400 ��, kept heat retaining for 2 h, heat |
7.61 | 66.17 |
1700 ��, kept heat retaining for 4 h, heat pressing |
10.42 | 90.61 |
1700 ��, kept heat retaining for 2 h, heat pressing |
10.23 | 88.96 |
1600 ��, kept heat retaining for 2 h, heat pressing |
9.49 | 82.52 |
3 �� ��
1. ����1700 ��, ����4 h, �����ѹ�����¿����Ʊ�����֯���ܾ��ȡ� ��Ͻ������õ�W/Mo/ʯī���ϰвġ�
2. ճ����ijɷֶ�ʯī���������ӽṹ��ǿ���кܴ��Ӱ�졣
�����
[1] ������, �ؼ̺�.����в�����[J].�Ϻ�����, 2002, 4:30.
[2] ���Ӻ�.����X��, X�����������[M].����:��������������, 1996.27.
[3] Ԭ�ջ�, ��ʤ, �Ż�ͥ.CT����X�߹ܡ��Ľṹԭ��[J].ҽ���豸��Ϣ, 2002, (4) :13.
[4] �����, ����, ��Խ, �Ƶ���, ����.CT�������½�չ[J].ҽ������װ��, 2004, 9:85.
[5] ������, ��ȫ��, ����, �ν���.�ߵ���̿���ϵ��о���չ[J].2006, 37 (2) :173.
[6] Bokros J C.Chemistry and Physics of Carbon[M].New York:Marcel Dekker Inc, 1969.5.
[8] �����, ����, ���.��ɢ��������Ӧ��[J].���տ�ѧ����, 2004, 2:38.
[9] �ⰮƼ, ����, ��ѩ÷, �μ���.����ʯī����ɢ����[J].ϡ�н��������빤��, 2006, 35 (9) :1492.
[11] ������.��ĩұ��ԭ��[M].����:ұ��ҵ������, 1982.
[12] ������, ۡ��.���ֲ��ϵĺ���[M].����:��ѧ������, 1990.
[13] �Ƶ±�.��ɫ���������ֲ�[M].�й���е����ѧ��, ��ѧ��ҵ������, 2005.
[14] ����, ��ï��, ������, ����, ����.W/Ti�Ͻ�вļ����Ʊ�����[J].ϡ�н���, 2006, 30 (1) :95.
[1] ������, �ؼ̺�.����в�����[J].�Ϻ�����, 2002, 4:30.
[2] ���Ӻ�.����X��, X�����������[M].����:��������������, 1996.27.
[3] Ԭ�ջ�, ��ʤ, �Ż�ͥ.CT����X�߹ܡ��Ľṹԭ��[J].ҽ���豸��Ϣ, 2002, (4) :13.
[4] �����, ����, ��Խ, �Ƶ���, ����.CT�������½�չ[J].ҽ������װ��, 2004, 9:85.
[5] ������, ��ȫ��, ����, �ν���.�ߵ���̿���ϵ��о���չ[J].2006, 37 (2) :173.
[6] Bokros J C.Chemistry and Physics of Carbon[M].New York:Marcel Dekker Inc, 1969.5.
[8] �����, ����, ���.��ɢ��������Ӧ��[J].���տ�ѧ����, 2004, 2:38.
[9] �ⰮƼ, ����, ��ѩ÷, �μ���.����ʯī����ɢ����[J].ϡ�н��������빤��, 2006, 35 (9) :1492.
[11] ������.��ĩұ��ԭ��[M].����:ұ��ҵ������, 1982.
[12] ������, ۡ��.���ֲ��ϵĺ���[M].����:��ѧ������, 1990.
[13] �Ƶ±�.��ɫ���������ֲ�[M].�й���е����ѧ��, ��ѧ��ҵ������, 2005.
[14] ����, ��ï��, ������, ����, ����.W/Ti�Ͻ�вļ����Ʊ�����[J].ϡ�н���, 2006, 30 (1) :95.
