
�й���ɫ����ѧ�� 2004,(01),60-63 DOI:10.19476/j.ysxb.1004.0609.2004.01.013
�����Ti-10V-2Fe-3Al�ѺϽ�����ƣ�����ܵ�Ӱ��
�������ղ����о�Ժ ����100095
ժ Ҫ��
�о��˸�ǿ���ѺϽ�Ti 10V 2Fe 3Al��������ǿ���������ı�����ò������ֲڶȡ��������Ӧ���ͱ�������ѹӦ�����仯�������������ƣ�����ܵ�Ӱ�졣�������:����ǿ����ʹTi 10V 2Fe 3A�ѺϽ�ı���ֲڶȼ�С�ͱ�������һ����ȵIJ���ѹӦ����,����ǿ������ı��������Եĸ������������ƣ�����ܡ�ƣ��������֤ʵ������ǿ���������������ӳ���ǿ���ѺϽ�Ti 10V 2Fe 3Al����������ƣ������,���ҿ�ʹ1��107�ܴ��µ�ƣ�ͼ������Լ30%,�ұ�������ǿ����ƣ������Դ�ɶ����Ϊһ����
�ؼ��ʣ�
��ͼ����ţ� TG178
����飺�����(1973),��,����ʦ,˶ʿ.,�绰:01062458028;����:01062458028;E mail:yukui.gao@biam.ac.cn;
�ո����ڣ�2003-02-20
����������Ȼ��ѧ����������Ŀ(59971040);
Influence of shot peening on tension-tension fatigue properties in Ti-10V-2Fe-3Al titanium alloy
Abstract��
The changes of surface topography, surface roughness, surface residual stress and compressive residual stress field caused by shot peening and their effects on tension-tension fatigue properties in Ti-10V-2Fe-3Al titanium alloy were studied. The results show that the fatigue limit for 1��107 cycles is improved by about 30% with shot peening and confirm that shot peening can improve tension-tension fatigue properties of metals. Moreover, fatigue crack source is single after shot peening. The reason why tension-tension fatigue properties of metals can be modified by shot peening is that the surface integrity such as better surface finish roughness and beneficial compressive residual stress field can be induced by shot peening.
Keyword��
titanium alloy; fatigue; shot peening; residual stress;
Received�� 2003-02-20
�ѺϽ����ھ��б�ǿ�ȸߺͿ�ʴ����ǿ���������ܶ��ں��պ��칤ҵ�������������ҵ�ϵõ��㷺Ӧ�á� Ŀǰ������㷺ʹ�õ��ѺϽ������Ti-6Al-4V, �ڹ���Ӧ������Լռ�����ѺϽ��65%, �������ͺ������ѺϽ������Լռ1%
����, �ܶ��о����
1 ʵ��
����Ti-10V-2Fe-3Al�ѺϽ�, �仯ѧ�ɷ�(��������, %)Ϊ: 0.014 C, 10.45 V, 1.70 Fe, 3.02 Al, 0.011 N, 0.0018 H, 0.086 O, Ti������ �ȴ����淶Ϊ: 760�汣��2h, ˮ��+525�汣��8h, ���䡣 ������������Ϊ: ��0.2=1082MPa, ��b=1145MPa, ��5=11.1%, ��=64.4%��
������ʽ�����豸�϶�Ti-10V-2Fe-3Al�ѺϽ���б�������ǿ��, ����ǿ��Ϊ0.15(A), ���渲����Ϊ200%�� ���õ���ⷽ�������300��X��������Ӧ�����ϲⶨ�˲���Ӧ���ر����ķֲ�, �ⶨ����ΪCoK����, X��ܹ�ѹΪ 26kV, X��ܹܵ���Ϊ6mA, ���侧��Ϊ(114), ����ط����塣 ��LT-10�����������ϲⶨ�˱�������ǰ��ı���ֲڶ�, ��10t��Ƶƣ��������϶�Ӧ������ϵ��Kt=3��ȱ����������Ӧ����RΪ0.06����-��ƣ������, �ó��鷨�ⶨƣ����������, �����������ⶨ1��107�ܴ��µ�ƣ�ͼ��ޡ� ��KYKY-1000B��ɨ��羵�۲�����������δ���������ı�����ò��ƣ�ͶϿڡ�
2 ���������
�����δ���������ı�����ò��ͼ1��ʾ�� ����ֲڶȺ�ƣ�����������1���С� ������ò�����ֲڶ�֮����в��������ϵ, Ŀǰ����ñ�����ò����ӳ����������״̬�� ��Ϊ������ò��ӳ������������ġ�������ò��, �������ܹ���ӳ����ĸߵͲ�ƽ�̶ȶ��ҿ���˵�����岿λ��IJ��; ������ֲڶȷ�ӳ���DZ���������̶�, ����ֻ�ܷ�ӳ�������������̶ȡ�
��1 ����ֲڶȺ�ƣ��������
Table 1 Results of surface roughness andfatigue limit
Type of specimen |
Surface roughness Ra/��m |
Fatigue limit/ MPa |
Unpeened specimen |
2.55��3.50 | 313 |
Shot peened specimen |
1.48��3.41 | 403 |
�����±���ǿ������Ҫǿ���������ڱ�������һ����ȵIJ���ѹӦ��, ���ڱ�����������ѹӦ����

ͼ1 �����ı�����ò
Fig.1 Surface topographies of specimen
(a)��Unpeened specimen; (b)��Peened specimen
��ͼ2��ʾ�� ��ͼ��֪, ĥ���ӹ��������IJ���ѹӦ�����������dz(Ϊ35��m), ������ֵС(���Ϊ68MPa), ����������IJ���ѹӦ����������ֵ��(��СΪ352MPa, ���Ϊ584MPa), ���������(Ϊ260��m)�� �����������������IJ���ѹӦ����������������ƣ�����Ƶ�����
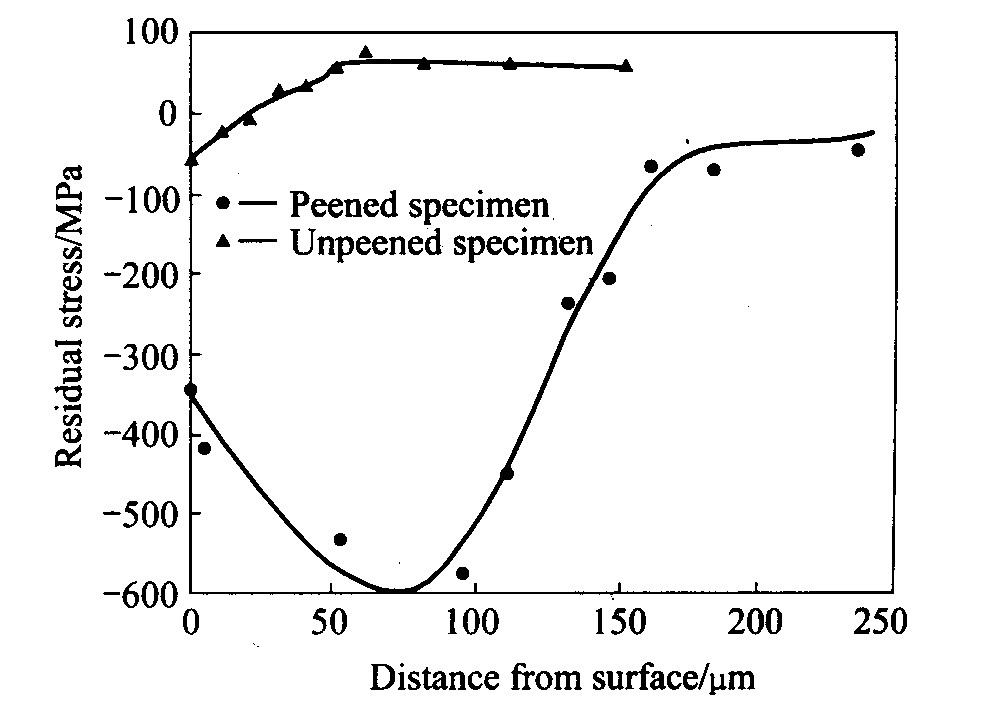
ͼ2 ����Ӧ���ر����ķֲ�
Fig.2 Distribution of residual stress along depth from surface
ƣ������������ͼ3��ʾ�� ���Կ���, ����ǿ�������ܹ����Ը���Ti-10V-2Fe-3Al�ѺϽ�ĸ���ƣ������, ����ʹ1��107�ܴ��µ�ƣ�ͼ������Լ30%��
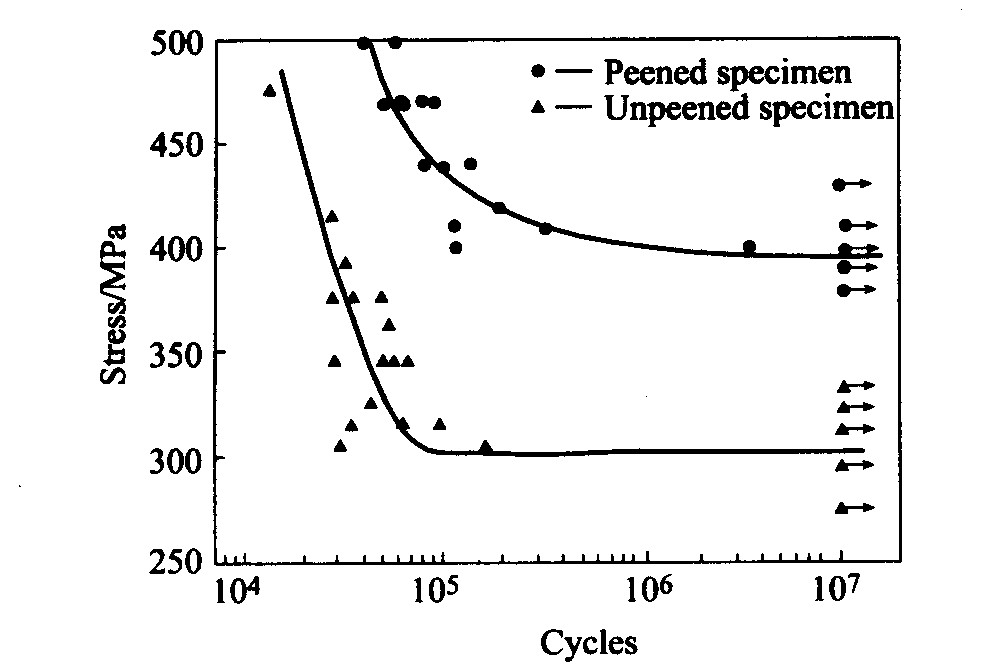
ͼ3 ������ƣ����������
Fig.3 Fatigue curves of specimen
�����������������IJ���Ӧ����ƣ������Ӱ�����, ���������֯�ṹ�ͱ���ֲڶȻ������ò��Ӱ��
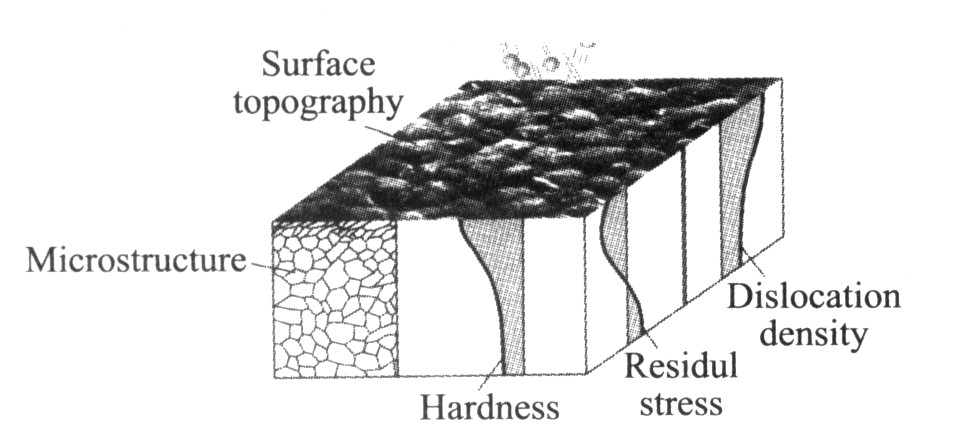
ͼ4 ����ЧӦʾ��ͼ [6]
Fig.4 Schematic effects caused by shot peening
ƣ�ͶϿڷ�������δ���������������ƣ������Դ���ڱ���, ������������ƣ������Դ�ǵ�Դ��δ����������ƣ������Դ�Ƕ�Դ, ��ͼ5��ʾ�� ����ƣ�������ڱ�������, ���Ա����IJ���Ӧ����ƣ�����ܵ�Ӱ��ܴ� ������Ӧ���Ĵ��ڻή��ƣ��ǿ��, ������ѹӦ���Ĵ��ڿ����ƣ��ǿ�ȡ� ����ǿ����ʹ��������һ����ȡ� ��ֵ�ϴ�IJ���ѹӦ��(������������ѹӦ����СΪ350MPa), ������������ӽ����غ�ʱ, ǿ�����ڵIJ���ѹӦ���ή����ӽ����غ��е���Ӧ��ˮƽ, ���ɽ��͡���Ч��Ӧ����, �Ӷ������ƣ�������������ٽ�Ӧ��ˮƽ(��ƣ�ͼ���)�� ����������ƣ������Դʱ, ֻҪ���Ƶ����С��ǿ�������(260��m), ���Ƽ�˽���Ȼ����һ���IJ���ѹӦ������ ��ʱ����ѹӦ������������Ч���Ϳ���ƣ��������չ��Ӧ��ǿ�����ӷ���, ���ҿ�����ǿƣ�����Ƶıպ�ЧӦʹƣ�������ſ����ٽ�Ӧ�����ӡ�
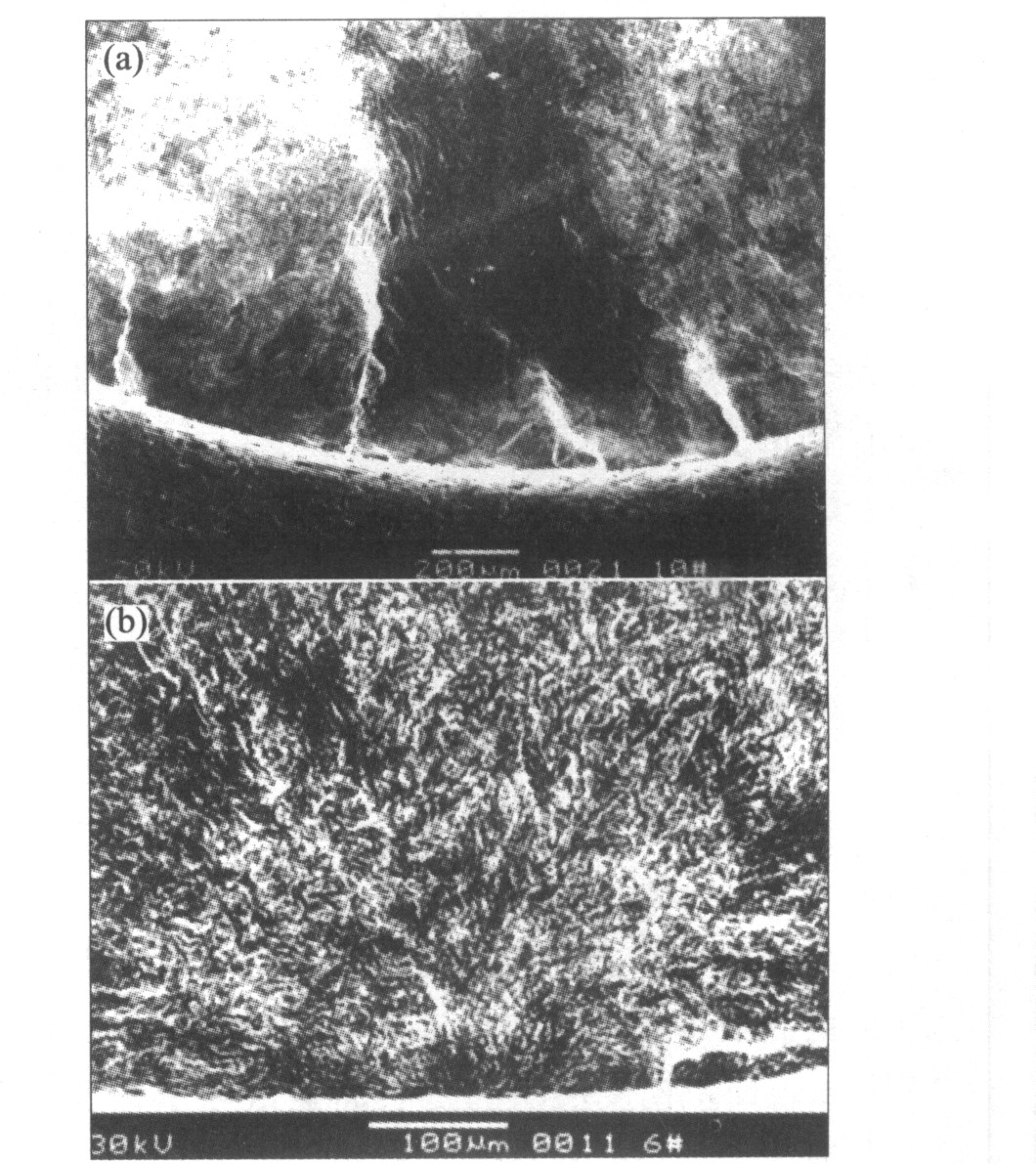
ͼ5 ƣ�ͶϿ���ò
Fig.5 Morphologies of fracture surface showing fatigue crack nucleation sites
(a)��Unpeened specimen; (b)��Peened specimen
3 ����
����ǿ�������Ը���Ti-10V-2Fe-3Al�ѺϽ��ƣ������, ������Ч�ӳ�����ƣ������, ������ʹ1��107�ܴ��µ�ƣ�ͼ������Լ30%��
�����
[1] ��EylonD.BetaTitaniumAlloysinthe90 s[M].Warrendale,PA:TMSPublications,1993.314.
[3] ��WagnerL.ShotPeening[M].Paris:PergamonPress,1982.453454.
[5] ��WagnerL,L��tjeringG.ShotPeening[M].Chicago:AmericanShotPeeningSociety,1984.200207.
