
�����廯���ն�V150����ǿ���Ե�Ӱ��
������1, 2�����Ӣ1, 3��³����1��������1��������1
(1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ������ ��ɳ��410083��
2. ��������ֹ�����˾ �������ģ����� ������421001��
3. ���ϴ�ѧ ��ɫ�������Ͽ�ѧ�빤�̽������ص�ʵ���ң����� ��ɳ��410083)
ժ Ҫ��
�ԡ�������֯�۲졢��羵�Լ�ɨ��羵�۲죬�о������廯���նԳ����V150����ǿ���Ե�Ӱ�졣�о�����������ϸߵİ����廯�¶ȿ���ߺϽ�Ԫ���ڰ������е��ܽ�ȣ������ߵİ����廯�¶Ȼ�ʹ�����徧���ִ������ԡ������½���890 ��Ϊʵ��ֽ��ŵij�������廯�¶ȣ������廯30 min��ʵ��ֳɷֺ���֯�ֲ����ھ��ȣ����ܵ�ǿ����ָ��ƥ��ﵽ��ã�����ʱ�䳬��45 min������ʼ�����³�����������½������´���γ�������ͱ����塢�����塢���������Ļ����֯���ɵõ�����ǿ�ȸ�ϣ����õ�B/M������֯��B/M��֯�б������ܹ��ָ���������壬��ֹ������չ�����������Ĥ�ָ������������ʹʵ����ڱ����㹻ǿ�ȵ�ͬʱ�õ��ܸߵ����ԣ�ʵ�����800 �����´�����640 ��ػ�ǿ�Ⱥ��ͶȾ�������V150���ܵ�Ŀ��Ҫ���ܹ������������̵ij����ҵ����
�ؼ��ʣ�
������V150���������廯����֯��ǿ������
��ͼ����ţ�TG146.2 ���ױ�־�룺A ���±�ţ�1672-7207(2013)09-3625-09
Effect of austenitizing process on strength and toughness of V150 grade oil casing
LI Yanghua1, 2, LI Hongying1, 3, LU Xiaochao1, LIU Jiaojiao1, WANG Xiaofeng1
(1. School of Materials Science and Engineering, Central South University, Changsha 410083, China;
2. Technology Center, Hengyang Valin Steel Tube Co. Ltd., Hengyang 421001, China;
3. The Key Laboratory of Nonferrous Metal Materials Science and Engineering��Ministry of Education,
Central South University, Changsha 410083, China)
Abstract: The effects of different austenitizing processes on the strength and toughness of V150 grade oil casing steel were investigated. Mechanical tests were used to evaluate the impact toughness and tensile properties of the steel. The microstructures were analyzed by optical microscope (OM), scanning electron microscope (SEM) and transmission electron microscope (TEM). The results show that high austenitizing temperature can enhance the solubility of alloy elements in austenite, but overhigh austenitizing temperature can make the austenite grain coarser, which results in the decrease of plasticity and toughness. According to the experimental results, 890 �� is the appropriate conventional austenitizing temperature for the experimental steel. When the steel is austenitized at 890 �� for 30 min, microstructure distributes uniformly, and a good combination of strength and toughness can be obtained. When the holding time is longer than 45 min, impact energy begins to decrease due to the growth of grains. Mixed microstructure including ferrite, bainite, martensite, and retained austenite can be obtained by subcritical quenching process. Bainite-martensite (B/M) dual phase structure is a kind of expected microstructure for ultra-high strength steel. This is because bainite in the B/M dual phase structure can cut martensite matrix and retard crack propagation. In addition, retained austenite film in matrix can cut martensite lath, which can make the experimental steel obtain a good toughness while keeping a high strength. When the experimental steel is subcritical-quenched at 800 �� and then tempered at 640 ��, both the strength and toughness can meet the requirement of V150 grade oil casing, which indicating that the steel can be used in the severe service environment.
Key words: oil casing; V150 grade steel; austenitizing; microstructure; strength and toughness
���ܵķ��ۻ���ʮ�ֶ��ӣ�����ͨ��Ҫ���ܼ���������ǧ����ѹ����ѹ����ѹ�����ٶֵ������غɣ����и��¼��Ͽ�ĸ�ʴ��������[1]������ʯ����Ȼ���������������ӣ����ò���ƫԶ���������µ���������临�ӵĵ��������Ͷ��ӵ����������������ܵķ����������Ӹ��Ӻ��Ͽᣬ�������øֵ��ۺ���������˸��ߵ�Ҫ��[2]�����ž������ӣ������¶ȡ�ѹ����Ӧ��ߣ�Ϊ��ȷ���;������а�ȫ��������ø�ǿ�ȼ�������ܣ�ͬʱҪ��߸�����[3]��Ӣ����Դ���涨���߸ּ����ܵ�0 �������������ﵽRt0.7(���쳤��Ϊ0.7%ʱ�Ĺ涨������ǿ��)��1/10��ǿ����150 ksi (1 ksi=6.895 MPa)��������ܣ�0 ������������볬��100 J������ľ��������Ҫ����ʹ��V150���ܵ�0 �������������110 J[4]�����ǣ�һ�������ǿ����ߵ�ͬʱ�����Ի���һ���̶��������������øֵ�ǿ�ȴﵽ���Ҫ���150 ksi(��1.034 GPa)�ּ�Ҫ��ʱ�����Բ��������ԣ���ˣ�����ó���ǿ���ܵĿ����ѶȽϴ���Ϊ�����Եļ�������[5-6]�����ʴ������������ǿ����ƥ����Ϊ�ؼ��ļ����ֶΣ�ͨ���ʵ��İ����廯��õ�ϸС�����ȵİ����壬�����õ��Ϻõ���������֯����ϸС��������֯���и��»ػ𣬼ȿ��Եõ��ػ������壬����ʹ���巢���ظ����ٽᾧ���ܻ��������ֹܵ���Ӧ����������˶�ʵ�ָ�ǿ�ͻ�[7]����߰����廯�¶ȿ�����ߺϽ�Ԫ���ڰ������е��ܽ�ȣ�ʹʵ��ֻ�ýϸߵĴ��Ժ����õĻػ��ȶ��ԣ��Ӷ�ʹ���ܻػ�������õ��ۺ�����[8]�����ô�ͳ�ȴ����������ǹ����ִ����������ȫ�����廯��������г���δ�������壬�����ȫ��������֯����֤����нϸߵ�ǿ�ȡ����и����⡢����ǿ̼�����γ�Ԫ�ص��ǹ����֣������ʵ���߰����廯�¶Ȳ���ʹ̼�������ܽ⣬���ǣ������ٽ��Ac3���Ϲ����¶Ȱ����廯���ᵼ�°����徧���ִ��������´���γɴִ����������֯�����������´������������ѣ��Ӷ�Ӱ��ֵ�����[9-10]�����´����F+A���������а����廯�����ڰ����廯�¶Ƚϵͣ����н϶��δ��̼������ֹ���������γɽ�ϸ�İ����徧�������ʹ��Ӧ����ͬʱ�ɻ��M/F˫����֯����״������ֲ���ϸС�����������֮�䣬�����ʵ��ĵ��ʴ������нϵ͵�ȱ�������Ժͽϸߵ�ǿ����[11-12]��Ϊ�ˣ����������о���ǿ�������ܵİ����廯���գ��о������廯�¶ȡ������廯ʱ���ʵ�����֯����ѧ���ܵ�Ӱ�죬�Ƚ����´���볣�����ն�����ǿ���Ե�Ӱ�죬ּ��ָ��V150���ܵĵ��ʴ��������0 �������������110 J�ĸ�ǿ���Ըֹܡ�
1 ʵ����ϼ�ʵ�鷽��
1.1 ʵ�����
ʵ�����ò���Ϊ����������V150����̬�ֹܣ��⾶Ϊ177.8 mm���ں�Ϊ17.3 mm����ѧ�ɷ�(����������%)Ϊ�� 0.26~0.30 C��0.90~1.20 Cr��0.50~0.80 Mo��0.80~1.10 Mn��0.06~0.15 V��0.30~0.50 Si��ʵ�⿹��ǿ��Rm=1.213 GPa���涨������ǿ��Rt0.7=1.065 GPa���쳤��A=13.4%��ǿ��ָ����쳤�ʶ��ﵽ��V150���ܵ�Ҫ��(Rm��1.105 GPa��Rt0.7��1.034 GPa��A��10%)�����ǣ����³������ƽ��ֵ��Ϊ3.5 J��ͼ1��ʾΪ����̬ʵ��ֵĽ�����֯�ͳ���Ͽڵ�SEM��ò����ͼ1�ɼ���������֯���ڴ��״�����塢��Ƭ״����塢��״�����壬Ƭ״����嵼��Ӧ�����У��������ȵ���֯�����ʵ��ֵ����ԣ�����Ͽڳ������ԵĽ���������������������̬ʵ��ֹܵij�����Էdz��������е��ʴ�����
1.2 ʵ�鷽��
�ֱ���830��860��890��920��950 ������廯30 min��ˮ�㣬��630 ��ػ�45 min����䣬���ݴ����֯�ͻػ�����ѧ����ȷ���Ϻõİ����廯�¶ȡ�����ʵ���õĽ��Ű����廯�¶ȣ����²�ͬʱ�䣬ˮ�����630 �汣��45 min�ػ𣬸��ݴ����֯�ͻػ�����ѧ����ȷ���Ϻõİ����廯����ʱ�䡣�ȴ���ʵ����HXSG2-1000��ʽ����¯�н��С�

ͼ1 ����̬ʵ��ֵĽ�����֯�ͳ���Ͽ���ò
Fig.1 Microstructure and impact fractograph of hot-rolled specimen
������GB/T 228��2010�ӹ�������������Instron3369��ѧʵ����Ͻ��г�������ʵ�飬�����ٶ�Ϊ1 mm/min�����˳����ǿ��Rm�⣬�������ܵ������ԣ�������Թ涨������ǿ��Rt0.7��
����GB/T 229��2007���ӹ��ɳ���Ϊ55 mm������泤����Ϊ10 mm��10 mm���ı�V��ȱ�ڳ����������NAI500F�ڴ�ʽ���ʵ����Ͻ��г��ʵ�飬���Ժ�����������0 ��������
����POLYVAR-MET���������۲������֯������QUANTA 200��ɨ��羵�۲�����֯��̼����ֲ�������JEM-2000����������۲�����֯��
2 ��������
2.1 �����廯�¶ȶ���֯���ܵ�Ӱ��
ʵ��־�830��860��890��920��950 ������廯30 min��ˮ�㣬��630 ��ػ�45 min����䡣ͼ2��ʾΪ��ͬ�����廯�¶ȶ�Ӧ����ѧ����ָ�ꡣV150�����øֵ�0 �������������Ϊ100 J����ͼ2���Կ�������830~950 �棬0 �����������û�д�ꡣ
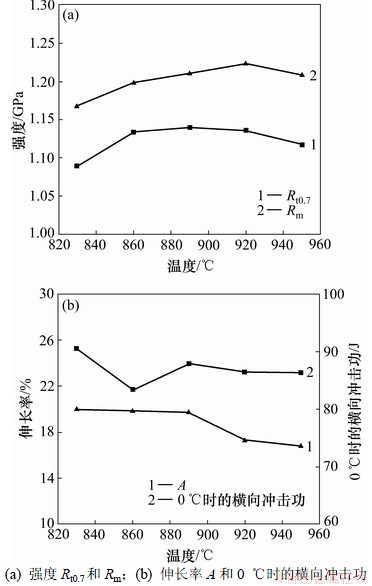
ͼ2 ��ͬ�����廯�¶ȶ�Ӧ����ѧ����
Fig.2 Mechanical properties of specimens for different austenitizing temperatures
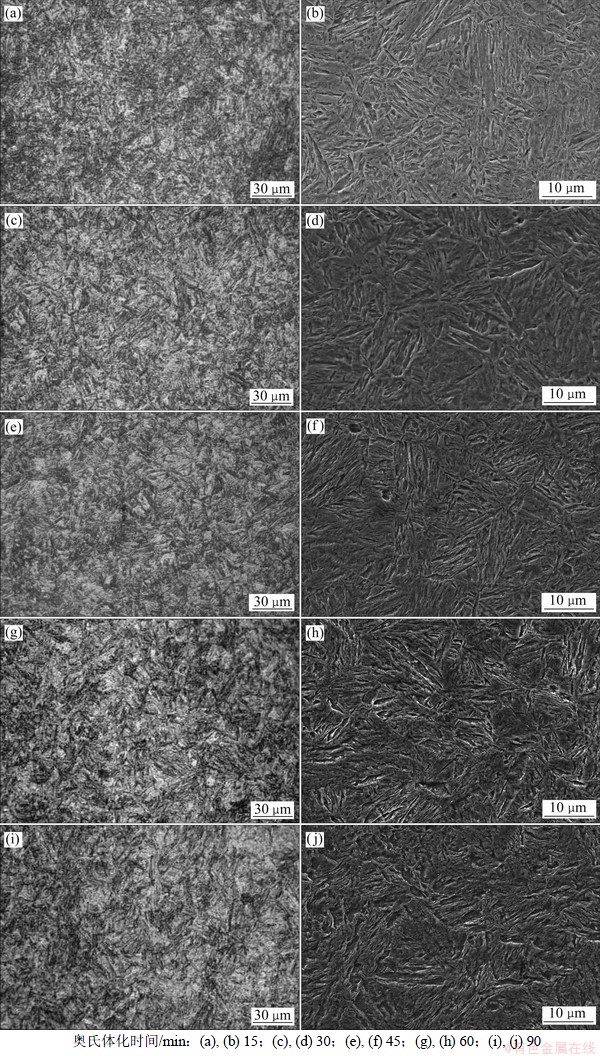
ͼ3��ʾΪ�ڲ�ͬ�¶Ȱ����廯30 min��ˮ�������֯�����У�ͼ3(a)��(c)��(e)��(g)��(i)��ʾΪ������Ƭ��ͼ3(b)��(d)��(f)��(h)��(j)��ʾΪɨ��羵��Ƭ��
��ͼ3���Կ�����830 ���860 ������֯����δ��̼�������ӡ���״�Ͱ���״�����壻860 ��ˮ����֯��̼�������������ͳߴ���������ͣ�890 ���920 ���ˮ����֯������״������Ͱ���״�����壬�����۲첻��̼�������ӣ�950 ������֯Ϊ�������������壬����������״���Ͼ������弰��������塣��830~920 ����ʱ�����Ű����廯�¶���ߣ�̼���ﲻ�Ϸֽ⣬������ɷ־��Ȼ���C�ͺϽ�Ԫ����������壬����������еĺϽ�Ԫ�ع��������ӣ������ܵ�ǿ�Ȳ�������Ӱ�죬��ˣ�ʵ��ֵ�ǿ������ߣ�������¶ȸ���920 ��ʱ�������ϸ��¶ȵİ����廯������˰�������̼�Ĺ��ܶȣ��������ȶ��������׳��ֲ��������[13]���������γɰ���״������[14]����״��������٣����Ͻ�̼����Ĵ����ܽ���ʹ���ư����徧�������̼������٣����������ֻ��������������Ӧ��ôִ��»ػ�ǿ���½���

ͼ3 ����ͬ�¶Ȱ����廯��������������֯(OM/SEM)
Fig.3 Microstructures of specimens quenched at different temperatures
��860~950 �������Ű����廯�¶����ߣ�����״���������࣬�����������Ҳ��֮���ӣ������״�����壬����״���������ԽϺã�����������������������չ�����ͼ�����ͬλ�����������ײ�����ã����ͬʱ������̼�ͺϽ�Ԫ����������Լ�������Ȼ��������˵ڶ����ھ����κˣ������ʵ������ԡ���һ���棬δ��̼������٣��Ծ���������谭���ý��ͣ������ֻ����ᵼ�����Խ��͡����ۺϣ��������890 ��ﵽ��ֵ�����ݳ��������Ŀ������Ҫ��890~920 ��Ϊ�Ϻ��ʵij�������廯�¶ȷ�Χ�����ǵ���Լ��Դ�ͽ��ʹ��Ӧ����890 ��Ϊ�Ϻ��ʵij�������廯�¶ȡ�
2.2 �����廯ʱ�����֯���ܵ�Ӱ��
ʵ��־�890 ������廯���²�ͬʱ�䣬ˮ�����630 �汣��45 min�ػ�ͼ4��ʾΪ����ͬʱ������廯��ˮ�㼰�ػ�����ѧ����ָ�ꡣ��ͼ4�ɼ����������廯15 min�������⣬ǿ�ȶ��ﵽ����V150�ֵ�Ҫ���ǣ���������ݾ�δ�ﵽ100 J������30~45 min�ij�����ϸߣ�����30 minʱ��ǿ�Ⱥ�������ƥ��ﵽ��ѡ�
ͼ5��ʾΪ��890 �汣�²�ͬʱ��ˮ������������֯�����У�ͼ5(a)��(c)��(e)��(g)��(i)��ʾΪ������Ƭ��ͼ5(b)��(d)��(f)��(h)��(j)��ʾΪɨ��羵��Ƭ����ͼ5���Կ���������15 min�����֯�д�������δ���������δ��̼�������30~90 min�Ĵ����֯��Ϊ����״������+��״�����壬̼�����ѳ���ܽ⣻������ʱ��ﵽ90 min�����������дֻ���
ʵ���������������廯ʱ���ʵ��ֵ���ѧ����Ӱ�첻����15 minʱ�������廯����֣��ɷֺ���֯��δ���Ȼ������õ��ɷֲ����ȵ���������֯���ػ��ǿ��ָ��ͳ�������ϵͣ������廯����45��90 minʱ���Ͻ�̼��������ܽ⣬�����ǿ�������ֲ��˾��������ǿ����ʧ��ǿ��С��������������������½��������30 minʱ�����紦�Ĵ������ܽ⣬�ɷֺ���֯���ھ��ȣ�ͬʱ����δ������
��ǿ����ƥ��ﵽ��ѣ���ˣ�30 minΪ��Ѱ����廯ʱ�䡣
2.3 ���´�����֯���ܵ�Ӱ��
ǰ���о���������830 ������廯30 min��Ӧ�ij�����ϸߣ�830 ��ǡ��������ⶨ���ٽ��Ac3(828 ��)�������ӽ����´����ˣ��ֱ�������800��815��840 �汣��30 min�����У�800 ���815 ��Ϊ���´���飬840 ��Ϊ�Ա�ʵ���飬������630 ��ػ�45 min��ͼ6��ʾΪ��ͬ����¶ȶ�Ӧ����ѧ���ܡ���ͼ6���Կ�����ǿ�ȶ��ﵽ���߳�����V150�ּ���Ҫ����800 �����ǿ����ƥ��Ϻá��볣������ȣ����´����Դ�����0 ��ʱ����������
ͼ7��ʾΪ��ͬ����¶ȶ�Ӧ�Ľ�����֯��SEM��ò����ͼ7(a)��7(b)�ɼ���800 ������֯��δ�������塢��������塢�����塢��������ɡ���ͼ7(c)��7(d)�ɼ���815 �����´������˴���С�ߴ�İ���״����״�����壬ͬʱ���ڲ��ֲ��������ͳߴ�Ƚϴ��δ�������塣��ͼ7(e)��7(f)�ɼ���840 �������֯Ϊ����״������+��״�����塣
����̬��֯��ҪΪ������ͱ����壬�ڶ���������ʱ����������൱���������������������ʹ��������̼�Ĺ��ܶ����ӣ���������ȶ�����ߣ���ˣ��ܵõ�������������塣������ת��������ɢ����䣬�������κ˳��������ڻ�е�������б䷽ʽ����һ���¶��»��γ�һ�����������塣���Ͱ����廯�¶ȣ�δ�ܽ��̼�������ư����徧�������°����徧����̼�ֲ������ȣ���̼���������忪ʼת���¶�Ms�ϸߣ����ȷ���������ת�䣻����̼����Ms��ϵͣ�ֻ���ڽϵ͵��¶ȷ���������ת�䣬�ڲ�ͬ�¶��γɵ���������Խ����ͬ��̼Ũ���������Ӷ��õ�ϸС�İ���״����״��������֯[16]����ˣ����´������γ���δ�������塢�����塢��������塢ϸС������Ļ����֯������A/F�������ӣ��ɽ����к�����Ԫ���ڰ����徧��ƫ�ۣ���ϸС���ȷֲ���������ɼ������Ƽ�˵�Ӧ�����м������� չ[15-16]��������Ͳ���������ʵ��ֵij�����Բ��������Ӱ�죬���������Ĥ�ָ�������������ܹ��������Ƶ���������չ�����´���γɵ�B/M������֯������ǿ�ȳ���1.000 GPa�ij���ǿ�ȸ�ϣ����õ���֯���ܹ���ֹ������չ���������˸ֵ����Լ�ǿ��[17]����ˣ���800 ������´�����������õij�����ԡ����Ű����廯�¶���ߵ�840 �棬�϶��������̼����ת��Ϊ�����壬�������������������ӣ�ʵ��ֵ�ǿ����ߣ���״δ��������Ϊ�����࣬���������٣��ή��ʵ��ֵ����ԡ�

ͼ4 ��ͬ�����廯ʱ���Ӧ����ѧ����ָ��
Fig.4 Mechanical properties of specimens for different austenitizing time
ͼ5 ��ͬ�����廯ʱ���Ӧ�������������֯(OM/SEM)
Fig.5 Microstructures of specimens austenitized for different time

ͼ6 ��ͬ����¶ȶ�Ӧ����ѧ����ָ��
Fig.6 Mechanical properties as a function of austenitizing temperatures

ͼ7 ��ͬ����¶ȶ�Ӧ������֯(OM/SEM)
Fig.7 Microstructures of specimens austenitized at different temperatures
ͼ8��ʾΪ800 �����´���890 �泣������»ػ�������TEM������ͼ8(a)���Կ��������´�����»ػ�����֯���н϶��̼������������ữ��δ�������壬������ֹ������������ƵIJ�������չ����ͼ8(b)���Կ��������紦��������̼����������̼����Ƭ��״ת��Ϊ��״�ܹ��������ʵ��ֵ����ԡ���ͼ8(c)���Կ�������������ʹ��ʵ�����ȫ�����廯��û�й۲쵽δ��������Ĵ��ڡ���ͼ8(d)���Կ�������������+���»ػ����Ͻ��Ц������徧�紦����̼����Ƭ״�Ӷ࣬��������������һ���̶Ƚ��͡�
800 �����´����֯����δ��������Ͳ�������壬������ֹ������������չ�����ã���Ӧ�ij��������á�0 ��ʱ�ĺ���������ػ��¶��нϴ��ϵ����ˣ���ͨ���ʵ���ػ��¶������ʵ��ֵ����ԣ���800 �����´������640 ��ػ���RmΪ1.107 GPa��Rt0.7Ϊ1.044 GPa��ǿ��ָ���������V150�ֵ�Ŀ��Ҫ��5�������ij����������115 J����ֵ�ߴ�120 J���ܹ��ܺ��������������̵ij����ҵ����

ͼ8 ���´��ͳ����������ػ���TEM������
Fig.8 TEM images showing microstructure of the specimens by two different quenching processes
3 ����
(1) ͨ����߰����廯�¶�����ߺϽ�Ԫ�غ�̼�ڰ������еĹ��ܶȣ�ʹʵ��ֻ�ýϸߵĴ��Ժ����õĻػ��ȶ��ԣ��Ӷ�ʹ���ܻػ���нϺõ��ۺ����ܡ����ǣ������廯�¶ȹ��ᵼ�°����徧���ִ�������Ҳ��ôִ������ԡ������½������ݳ��������Ŀ������Ҫ��890~920 ��Ϊ�Ϻ��ʵij�������廯�¶ȷ�Χ�����ǵ���Լ��Դ�ͽ��ʹ��Ӧ����890 ��Ϊ�Ϻ����İ����廯�¶ȡ�
(2) �����廯ʱ���ʵ��ֵ���ѧ����Ӱ�첻����15 min��ʱ��̫�̣��ɷֺ���֯��δ���Ȼ�������õ��ɷֲ����ȵ���������֯���ػ��ǿ��ָ��ͳ�������ϵ͡����ű���ʱ���ӳ���ʵ��־��紦�Ĵ������ܽ⣬�����30 minʱ���ɷֺ���֯�ֲ����ھ��ȣ����ܵ�ǿ�Ⱥ�������ƥ����ã������廯����ʱ�䳬��45 min������ʼ�����³�����������½�����ˣ�30 minΪ��Ѱ����廯ʱ�䡣
(3) ���´����֯��ҪΪ������ͱ����塢�����塢��������壬�γ��˳���ǿ�ȸ�ϣ�����B/M������֯��������Ϊ�����࣬B/M������֯�б������ܹ��ָ���������壬��ֹ������չ�����������Ĥ�ָ������������ʹʵ����ڱ����㹻ǿ�ȵ�ͬʱӵ�кܸߵ����ԡ�
�ο����ף�
[1] ������. �й��;��ܵĹ�����״�뷢չ[J]. ��������, 2012(3): 1-10.
YANG Xiuqin. Present status on supply and demand of oil country tubular goods and its development in China[J]. Metal World, 2012(3): 1-10.
[2] �����, �ܷ�, ������, ��. �й��;����о���չ[J]. ʯ��ҵ�����ල, 2010, 26(7): 52-53.
FENG Zhenjun, CAO Feng, YANG Lineng, et al. Development of the study on the oil well tubes[J]. Technology Supervision in Petroleum Industry, 2010, 26(7): 52-53.
[3] �����, ��ΰ. ����ʮ���塱���;���[J]. �ֹ�, 2012, 41(1): 1-6.
LI Helin, TIAN Wei. Development situation of OCTG industry and market in 12th FYP period[J]. Steel Pipe, 2012, 41(1): 1-6.
[4] �����, �����, ������. �������;��ܵ������뷢չ[J]. �ֹ�, 2009, 38(1): 1-9.
LI Helin, HAN Lihong, ZHANG Wenli. Demand for and development of hi-performance OCTG[J]. Steel Pipe, 2009, 38(1): 1-9.
[5] �����, ����ƽ, �����. �;��ܷ�չ���������;��ܹ�����: ��[J]. �ֹ�, 2007, 36(6): 1-6.
LI Helin, ZHANG Yaping, HAN Lihong. Development situation of OCTG and production localization of hi-grade OCTG: Part ��[J]. Steel Pipe, 2007, 36(6): 1-6.
[6] �����, ��ΰ, ������. �;��ܹ������Ʒ�����Բ�[J]. �ֹ�, 2010, 39(1): 1-7.
LI Helin, TIAN Wei, KUANG Xianren. OCTG supply-demand situation and countermeasures[J]. Steel Pipe, 2010, 39(1): 1-7.
[7] Janez G, Slavko B, Martin Z. Influence of quenching process parameters on residual stresses in steel[J]. Journal of Materials Processing Technology, 2001, 114(1): 57-70.
[8] Puschmann F, Specht E. Transient measurement of heat transfer in metal quenching with atomized sprays[J]. Experimental Thermal and Fluid Science, 2004, 28(6): 607-615.
[9] Mrov��c J,  M. The effect of loading on the transformation of retained austenite to martensite[J]. Scripta Metallurgica, 1978, 12(12): 1091-1094.
M. The effect of loading on the transformation of retained austenite to martensite[J]. Scripta Metallurgica, 1978, 12(12): 1091-1094.
[10] ��ƺ, ��ٻ, ��־��, ��. ������������Cr5�ְ����廯ʱ̼������ܽ⼰����������Ϊ[J]. ��е���̲���, 2010, 34(6): 21-23.
MA Ping, LI Qian, TANG Zhiguo, et al. Carbide dissolution and grain growth behavior of Cr5 steel used as cold work roller during austeniitizing[J]. Materials for Mechanical Engineering, 2010, 34(6): 21-23.
[11] ���, ������. ���´���25MnV������֯����ѧ���ܵ�Ӱ��[J]. ��е���̲���, 2009, 33(12): 36-38.
LI Anming, WANG Hairui. Effect of sub-temperature quenching on microstructure and mechanical properties of 25MnV steel[J]. Materials for Mechanical Engineering, 2009, 33(12): 36-38.
[12] ���ĵ�, ������, ��С��. ���´��Դ��̬60Si2Mn����֯��ǿ���Ե�Ӱ��[J]. �ȴ���������װ��, 2010, 31(4): 13-16.
LING Wendan, WANG Hairui, LI Xiaofei. Effect of intercritical hardening on microstructure and strength and toughness of quenched 60Si2Mn Steel[J]. Heat Treatment Technology and Equipment, 2010, 31(4): 13-16.
[13] �ٺ���, ������, ����, ��. Cr8Mo2SiV�ֶ���Ӳ���������о�[J]. ����ѧ��, 2010, 46(10): 1181-1185.
CHI Hongxiao, MA Dangshen, WANG Chang, et al. Study on secondary hardening mechanism of Cr8Mo2SiV steel[J]. Acta Metallurgica Sinica, 2010, 46(10): 1181-1185.
[14] �����. ��̼������ǵ��ʸ��в����������о�[J]. �ȼӹ�����, 2010, 39(10): 80-82.
LI Weixin. Research on retained austenite in low-carbon non-quenched-tempered martensite steel[J]. Hot Working Technology, 2010, 39(10): 80-82.
[15] Xudong F, Gang Y, Lin-zhu C. Effect of quenching process parameters on microstructure and hardness of 65Mn steel[J]. Heat Treatment Technology and Equipment, 2009, 30(3): 70-73.
[16] QIU Hai, Reisuke I, Kazuo H. Role of grain size on the strength and ductile-brittle transition temperature in the dual-sized ferrite region of the heat-affected zone of ultra-fine grained steel[J]. Materials Science and Engineering A, 2006, 435/436: 648-652.
[17] ������, ����. ���»����¸ֵĴ��Զ��ѿ����о�[J]. �����ȴ���, 2007, 32(Z1): 425-427.
ZHANG Yuxian, WANG Hong. Research of controlling brittle fracture for steel under high temperature[J]. Heat Treatment of Metals, 2007, 32(Z1): 425-427.
(�༭ �²ӻ�)
�ո����ڣ�2013-01-10�������ڣ�2013-03-24
������Ŀ������ʡ�ش�Ƽ�ר��(2008FJ1003)
ͨ�����ߣ����Ӣ(1963-)��Ů�����������ˣ���ʿ�����ڣ���ʿ����ʦ�����½������Ͻ��ǿ�ͻ��о����绰��0731-88836328��E-mail: lhying@csu.edu.cn
ժҪ��������ѧ���ܲ��ԡ�������֯�۲졢��羵�Լ�ɨ��羵�۲죬�о������廯���նԳ����V150����ǿ���Ե�Ӱ�졣�о�����������ϸߵİ����廯�¶ȿ���ߺϽ�Ԫ���ڰ������е��ܽ�ȣ������ߵİ����廯�¶Ȼ�ʹ�����徧���ִ������ԡ������½���890 ��Ϊʵ��ֽ��ŵij�������廯�¶ȣ������廯30 min��ʵ��ֳɷֺ���֯�ֲ����ھ��ȣ����ܵ�ǿ����ָ��ƥ��ﵽ��ã�����ʱ�䳬��45 min������ʼ�����³�����������½������´���γ�������ͱ����塢�����塢���������Ļ����֯���ɵõ�����ǿ�ȸ�ϣ����õ�B/M������֯��B/M��֯�б������ܹ��ָ���������壬��ֹ������չ�����������Ĥ�ָ������������ʹʵ����ڱ����㹻ǿ�ȵ�ͬʱ�õ��ܸߵ����ԣ�ʵ�����800 �����´�����640 ��ػ�ǿ�Ⱥ��ͶȾ�������V150���ܵ�Ŀ��Ҫ���ܹ������������̵ij����ҵ����
[1] ������. �й��;��ܵĹ�����״�뷢չ[J]. ��������, 2012(3): 1-10.
[2] �����, �ܷ�, ������, ��. �й��;����о���չ[J]. ʯ��ҵ�����ල, 2010, 26(7): 52-53.
[3] �����, ��ΰ. ����ʮ���塱���;���[J]. �ֹ�, 2012, 41(1): 1-6.
[4] �����, �����, ������. �������;��ܵ������뷢չ[J]. �ֹ�, 2009, 38(1): 1-9.
[5] �����, ����ƽ, �����. �;��ܷ�չ���������;��ܹ�����: ��[J]. �ֹ�, 2007, 36(6): 1-6.
[6] �����, ��ΰ, ������. �;��ܹ������Ʒ�����Բ�[J]. �ֹ�, 2010, 39(1): 1-7.
[11] ���, ������. ���´���25MnV������֯����ѧ���ܵ�Ӱ��[J]. ��е���̲���, 2009, 33(12): 36-38.
[12] ���ĵ�, ������, ��С��. ���´��Դ��̬60Si2Mn����֯��ǿ���Ե�Ӱ��[J]. �ȴ���������װ��, 2010, 31(4): 13-16.
[13] �ٺ���, ������, ����, ��. Cr8Mo2SiV�ֶ���Ӳ���������о�[J]. ����ѧ��, 2010, 46(10): 1181-1185.
[14] �����. ��̼������ǵ��ʸ��в����������о�[J]. �ȼӹ�����, 2010, 39(10): 80-82.
[17] ������, ����. ���»����¸ֵĴ��Զ��ѿ����о�[J]. �����ȴ���, 2007, 32(Z1): 425-427.
