
Trans. Nonferrous Met. Soc. China 20(2010) s847-s851

Characterization of surface liquid segregation in SSM-HPDC aluminium alloys 7075, 2024, 6082 and A201
H. M?LLER1, U. A. CURLE1 , E. P. MASUKU1
Materials Science and Manufacturing, Council for Scientific and Industrial Research (CSIR), Pretoria, South Africa
Abstract:
The surface liquid segregation (SLS) phenomenon in semi-solid metal-high pressure die casting (SSM-HPDC) plates of 7075, 2024, 6082 and A201 was investigated by different techniques. Depth profiles were determined by firstly measuring the chemical composition of the surface of the plates using a Thermo Quantris optical emission spectrometer (OES). Material was then removed by a grinding process followed by measurement of the amount of material removed and chemical analysis. Chemical profiles of the main alloying elements were plotted for the cross-section of the plates in the as-cast and T6 (after solution treatment) temper conditions. Vickers hardness profiles from the surface to the centre of the plates were determined. Metallographic samples of cross-sections of the castings were prepared and evaluated using a scanning electron microscope. The results show that surface liquid segregation in SSM-HPDC alloys causes significant differences in properties between the surface and the bulk of these castings in both the F and T6 temper conditions.
Key words:
semi-solid metal (SSM) forming; alloy 7075; alloy 2024; alloy 6082; alloy A201; surface liquid segregation;
1 Introduction
Semi-solid metal (SSM) processing is a unique manufacturing method to produce near-net-shape products for various industrial applications[1]. The aim is to obtain a semi-solid structure which is free of dendrites and with the solid present in a near spherical form. This semi-solid mixture flows homogeneously, behaving as a thixotropic fluid with viscosity depending on the shear rate and fraction of solid[2].
The nature of the SSM slurry with solid spherical grains suspended in liquid makes it susceptible to liquid segregation during forming processes. The modeling and quantifying of typical segregation phenomena in SSM forming have been studied before[3-7]. However, these studies largely focused on bulk segregation to establish appropriate die design methodology. It was established that die design had a major impact on the degree and location of liquid segregation. Regions of high strain rate were found to have a higher liquid fraction[5]. It has been shown by the authors before that a surface liquid segregation (SLS) phenomenon exists in SSM-HPDC (high pressure die cast) plates of Al-7Si-Mg alloys A356/7[8]. This SLS layer (or eutectic layer) was found to vary in thickness of between 0.7 and 1.1 mm (using the Si upper limit specification of 7.5% as the criteria for determining the thickness based on OES analysis[8]). It was proposed that the surface segregation phenomenon was a characteristic of SSM forming and that the degree of segregation would be dependent on alloy composition, die design and processing parameters[8]. This SLS layer differs in chemical composition from the centre (or bulk) of the castings, Therefore, it has different properties such as hardness and wear resistance. The pitting corrosion behavior of the SLS layer of SSM-HPDCA356/7 (in comparison with that of the bulk) has also been studied by the authors before[9]. Alloys A356/7 are the most popular alloys used for SSM forming due to their high fluidity and good castability. However, one of the main advantages of SSM processing is that it is possible to produce near-net-shape components from alloys that are conventionally wrought (such as the 2000, 6000 and 7000 series)[10,11] and from difficult-to-conventionally-
cast high strength casting alloys such as the 200 series[10,12]. A number of studies[10-12] have been conducted on comparing the tensile properties of these high performance SSM processed alloys with their wrought counterparts (and permanent mould castings in the case of A201). The phenomenon of liquid segregation during SSM processing of these alloys has not received as much attention. The presence of a SLS layer in rheoforged wrought Al alloys (6061 and 7075) has been observed by KANG and LEE[13]. The purpose of this paper is to characterize the SLS layer in SSM-HPDC plates of high performance alloys 7075, 2024, 6082 and A201.
2 Experimental
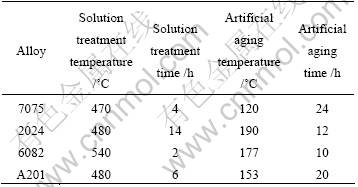
Semi-solid metal slurries of alloys 7075, 2024, 6082 and A201 (chemical compositions of the melts given in Table 1, as well as the upper and lower limit specifications for the different elements) were prepared using the CSIR (Council for Scientific and Industrial Research) rheocasting process (single coil version)[14]. Plates (6 mm �� 55 mm �� 100 mm) were cast in steel moulds with a 130 t HPDC machine. The plates were sectioned as illustrated in Fig.1 in order to perform the microstructural evaluation, chemical composition depth profiling and hardness depth profiling in both the as-cast (F temper) and T6 temper conditions. The samples used to study the F and T6 temper conditions were deliberately sectioned from the same plate to eliminate any possible variations between different plates. The heat treatment parameters used for the T6 temper condition can be found in Table 2. More information regarding the actual SSM-HPDC and heat treatment cycles can be found in Ref.[11]. The solution treatment temperatures were kept relatively low to prevent incipient melting of low-melting phases, especially at the surface of the castings[11]. Note that these heat treatments have not been optimized yet and that the purpose of applying the T6 temper in this study is mainly to determine if any homogenization of chemical composition occurs during the solution treatment. Also, the difference in hardness between the surface and bulk of the casting in T6 was researched. Vickers hardness (19.6 N) profiles (average of at least three measurements per position) through a cross section (from the surface to the centre) of the plates were measured in both the F and T6 temper conditions (Fig.1). The hardness of the surface (or 0 mm depth) was performed directly on the surface and not on the cross-section. Metallographic samples of cross-sections of the casting were also prepared and evaluated using a scanning electron microscope (SEM) in the un-etched condition. Backscattered electron imaging was used, because the main alloying elements (except Mg and Si) possess a higher atomic mass than the Al-matrix. This made it possible to clearly show any segregation in the plates as intermetallic compounds of these alloying elements appear brighter than the Al-matrix in backscattered electron images. A magnification of 40x was selected to show the cross-section from the surface to the centre (3 mm thickness) on one image. The surface chemical compositions were measured using a Thermo Quantris optical emission spectrometer (OES) which had been calibrated for Al alloys. The chemical depth profile was determined by first measuring the chemical composition of the surface by taking the average of 6 sparks, as indicated in Fig.1. Material was then removed by a grinding process followed by measurement of the amount of material removed and chemical analysis (at each thickness the average composition of 6 sparks were used as shown in Fig.1). Chemical profiles of the main alloying elements were then plotted for the cross-section of the plates up to the centre (or 3 mm thickness). The Ag-database for OES measurements is not available, therefore, the Ag-depth profile can not be conducted for the A201 alloy.
Table 1 Chemical composition limits for Al alloys 7075, 2024, 6082 and A201, as well as compositions of alloys used in this study(mass percentage,%)
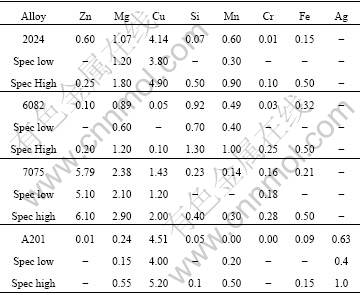
Table 2 T6 heat treatment cycles applied to different SSM-HPDC plates
3 Results and discussion
The chemical analysis depth profiles of the main alloying elements determined using OES, as well as the hardness profiles for the as-cast (F temper condition) alloys are shown in Fig.2. Note that the background of each of these figures is the backscattered electron image of the alloys. This allows direct comparison of the chemical and hardness profiles on the actual image of the cross section. In other words, the images show the cross sections from the surfaces (at 0 mm) to the centres of the plates (at 3 mm). It is seen that elements concentrated in the liquid during SSM processing (such as Zn, Cu, Mg and Si)[8] are relatively high at the surface of the castings (in most cases above the upper limit of the specification as shown in Table 1). Titanium displays opposite behavior (Fig.3). That is, Ti is a grain refiner for the primary a-phase and is present where the a-grains (or solid) would be of highest density[8,9].

Fig.1 View of a SSM-HPDC plate (7075 in this case) showing positions where 6 OES measurements were made at each thickness, as well as microstructures and hardness depth profiles were performed for both F and T6 temper conditions �C a ruler marked in centimeters on left hand side gives an indication of size of plates (6 mm�� 55 mm �� 100 mm)
It is interesting to note that a centre-line type of liquid segregation is also observed in all the plates, with the concentrations of Zn, Cu, Mg and Si increasing again slightly towards the centre of the plates. This implies that regions of high strain rate are found during SSM-HPDC at the surface and at the centre-line of the plates[5]. The morphologies of the intermetallics in the segregated layers differ at the surface and the centre. The intermetallics at the surface are significantly finer than at the centre-line for all the alloys (Fig.2). The SLS layer also results in a very higher surface hardness. This is due to the presence of the hard intermetallics in the SLS layer[8]. The increase of hardness in the centerline segregated layer is not significant, probably due to the coarser morphology of the intermetallics at this position. These results highlight the complex flow behaviors that occur during SSM-HPDC.
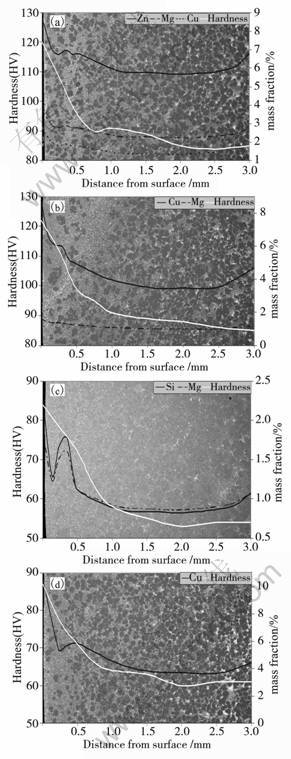
Fig.2 Hardness and composition depth profiles for SSM-HPDC plates in as-cast condition: (a) 7075, (b) 2024, (c) 6082 and (d) A201
The purpose of the solution heat treatment applied during the T6 treatment is to dissolve solutes which lead to the formation of a large number of strengthening precipitates during subsequent artificial aging. It also reduces micro-segregation of elements in the aluminium matrix. The chemical analysis depth profiles of the main alloying elements determined using OES, as well as the hardness profiles for the T6 temper condition are shown in Figs.4(a) �C (d) for alloys 7075, 2024, 6082 and A201 respectively. The background of each of these figures is again the backscattered electron image of the respective alloy. The volume fraction of intermetallics is significantly lower in the T6 temper condition than that in the F temper condition (the strengthening elements for 6082 are Mg and Si, which cannot be resolved clearly in the backscattered images�Cfor 6082 the intermetallics that are seen are mostly Fe-based). This shows that the solution treatment is fairly successful in dissolving the solutes in the alloys. However, the SLS layer in all the alloys is still clearly visible and in some of the cases the centre-line segregated layer too (especially for alloy A201 in Fig.4(d)).

Fig.3 Ti-depth profiles of different SSM-HPDC plates in as-cast condition (A201 Ti-concentrations have been divided by 10 for easier comparison)
The hardness for the T6 temper condition is much higher than that for the as-cast condition, as expected. However, the surface layer (and the centre-line-in contrast to the F temper) displays higher hardness than the bulk of the plates. This implies that the solution treatment is not successful in eliminating the concentration gradients throughout the plate. This is confirmed by studying the OES composition profiles. The composition depth profiles are in general very similar to what is found in the as-cast condition. As an example, the solution treatment temperature of 480��C is considered for alloy 2024 (Table 2). At this temperature, the diffusion coefficient of Cu in aluminium is approximately 2��10?14 m2/s[15], which means that the diffusion distance during the 14 h heat treatment is only approximately (Dt)0.5=0.03 mm (where D is the diffusivity and t time). Similar calculations can be done with other elements and temperatures and times to show why the solution treatments cannot eliminate the concentration gradients.
The liquid segregation is a characteristic of SSM forming, whether it is applied using casting alloys such as the 200 and 300 series alloys, or the conventional wrought alloys of the 2000, 6000 and 7000 series. The SLS layer will have different wear and fatigue properties and this must be studied before these alloys can be used commercially. The corrosion behavior of this layer in these alloys has been studied by the authors [16].
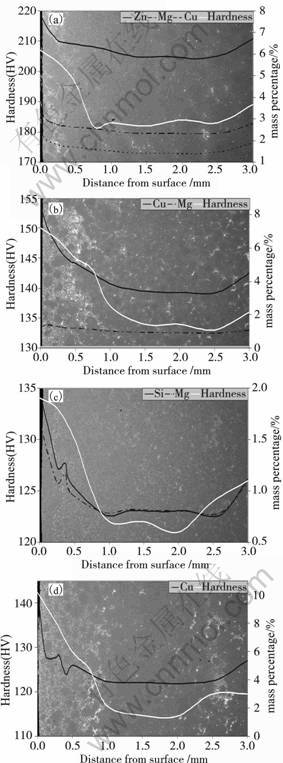
Fig.4 Hardness and composition depth profiles for SSM-HPDC plates in T6 temper condition: (a) 7075, (b) 2024, (c) 6082 and (d) A201
4 Conclusions
1) Surface liquid segregation is a characteristic of SSM forming. It occurs when using a variety of alloys, namely the conventional casting alloys (200 and 300 series) and the conventional wrought alloys (2000, 6000, 7000 series).
2) The chemical composition varies greatly over a cross-section of a SSM-HPDC component. This results in heterogeneity of properties and must be considered when designing SSM processed components.
3) The solution treatment step during the T6 heat treatment dissolves the majority of intermetallic phases. However, it does not reduce segregation of elements in the casting. Therefore, the heterogeneity of properties persists over the cross-section of the plates in the T6 condition too.
References
[1] ATKINSON H V. Modelling the semisolid processing of metallic alloys [J]. Progress in Materials Science, 2005, 50 (3): 341-412.
[2] FLEMINGS M C, MARTINEZ R A. Principles of microstructural formation in semi-solid metal processing [J]. Solid State Phenomena, 2006, 116/117: 1-8.
[3] NOLL T, FRIEDRICH B, HUFSCHMIDT M, MODIGELL M, NOHN B, HARTMANN D. Evaluation and modelling of chemical segregation effects for thixoforming processing [J]. Advanced Engineering Materials, 2003, 5 (3): 156-160.
[4] KANG C G, JUNGIALS H K. A study on solutions for avoiding liquid segregation phenomena in thixoforming process: Part I. Constitutive modelling and finite element method simulations for die design [J]. Metallurgical and Materials Transactions B: Process Metallurgy and Materials Processing Science, 2001, 32 (1): 119-127.
[5] KANG C G, JUNG H K. A study on solutions for avoiding liquid segregation phenomena in thixoforming process: Part II. Net shape manufacturing of automotive scroll component [J]. Metallurgical and Materials Transactions B: Process Metallurgy and Materials Processing Science, 2001, 32 (1): 129-136.
[6] HUFSCHMIDT M, MODIGELL M, PETERA J. Modelling and simulation of forming processes of metallic suspensions under non-isothermal conditions [J]. Journal of Non Newtonian Fluid Mechanics, 2006, 134 (1/3): 16-26.
[7] SEO P K, KIM D U, KANG C G. The effect of the gate shape on the microstructural characteristic of the grain size of Al-Si alloy in the semi-solid die casting process [J]. Materials Science and Engineering A, 2007, 445/446: 20-30.
[8] GOVENDER G, M?LLER H. Evaluation of surface chemical segregation of semi-solid metal cast aluminium alloy A356 [J]. Solid State Phenomena,2008, 141/143: 433-438.
[9] M?LLER H, MASUKU E P. The influence of liquid surface segregation on the pitting corrosion behaviour of semi-solid metal high pressure die cast alloy F357 [J]. Open Corrosion Journal,2009, 2: 216-220.
[10] LIU D, ATKINSON H V, KAPRANOS P, JIRATTITICHAROEAN W, JONES H. Microstructural evolution and tensile mechanical properties of thixoformed high performance aluminium alloys [J]. Materials Science and Engineering A,2003, 361 (1/2): 213-224.
[11] CURLE U A. Semi-solid near-net shape rheocasting of heat treatable wrought aluminum alloys [C]//Submitted for the 11th International Conference on Semi-solid Processing of Alloys and Composites. Beijing, 2010.
[12] MASUKU E P, GOVENDER G, IVANCHEV L, M?LLER H. Rheocasting of Al-Cu alloy A201 with different silver contents [J]. Solid State Phenomena,2008, 141/143: 151-156.
[13] KANG C G, LEE S M. The effect of forging pressure on liquid segregation during direct rheoforging process of wrought aluminium alloys fabricated by electromagnetic stirring [J]. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 2008, 222 (12): 1673-1684.
[14] BRUWER R, WILKINS J D, IVANCHEV L H, ROSSOUW P, DAMM O F R A. Method of and apparatus for processing of semi-solid metal alloys: US7368690 [P]. 2008.
[15] DU H, CHANG Y A, HUANG B, GONG W, JIN Z, XU H, YUAN Z, LIU Y, HE Y, XIE F-Y. Diffusion coefficients of some solutes in fcc and liquid Al: Critical evaluation and correlation [J]. Materials Science and Engineering A, 2003, 363 (1/2), 140-151.
[16] MASUKU E P, M?LLER H, CURLE U A, PISTORIUS P C, LI W. The influence of surface liquid segregation on the corrosion behavior of semi-solid metal high pressure die cast aluminium alloys [C]//Submitted for the 11th International Conference on Semi-solid Processing of Alloys and Composites. Beijing, 2010.
(Edited by ZHAO Jun)
Corresponding author: H. M?LLER; Tel: +27-12- 8412139, E-mail: hmoller@csir.co.za
