
Trans. Nonferrous Met. Soc. China 26(2016) 1820-1825
Preparation of semi-solid ZL101 aluminum alloy slurry by serpentine channel
Shu-jian CHENG, Yu-hong ZHAO, Hua HOU, Yu-chun JIN, Xiao-xiao GUO
School of Materials Science and Engineering, North University of China, Taiyuan 030051, China
Received 19 September 2015; accepted 9 December 2015
Abstract:
Semi-solid slurry of ZL101 aluminum alloy was prepared using serpentine channel. The influences of the pouring temperature, the number of curves and the serpentine channel temperature on the microstructure of semi-solid ZL101 aluminum alloy were investigated. The results show that, satisfied semi-solid slurry of ZL101 aluminum alloy was prepared with pouring at 630-680 ��C. The morphology of primary ��(Al) grains transforms from rosette to spheroid with the decrease of pouring temperature. At the same pouring temperature, increasing the number of curves can improve the morphology of primary ��(Al) grains and decrease the grain size. Qualified slurry can be attained with lowering the pouring temperature when the serpentine channel temperature is higher. The alloy melt has the effect of ��self-stirring�� in the serpentine channel, which can make the primary nuclei gradually evolve into spherical and near-spherical grains.
Key words:
ZL101 aluminum alloy; semi-solid; slurry; serpentine channel;
1 Introduction
As a kind of new near net shape metal processing technology, semi-solid processing (SSP) has the brightest future in the 21st century. A key step of semi-solid processing technology is an economical production of semi-solid metal slurry with fine grain microstructure [1-4]. In order to meet this demand, strong convection or shearing is often applied during the solidification, such as mechanical stirring [5,6], electromagnetic stirring [7,8]; however, the former pollutes alloy readily and the latter has low electromagnetic stirring efficiency. Recently, a controlled nucleation method has been reported, which is simple, practical and less expensive because of no application of stirring. These preparation methods include new rheocasting [9,10], vertical pipe [11,12], vibrating wavelike sloping plate process [13-15], inverted cone pouring channel [16,17] and cooling slope process [18-20]. These techniques have similarities, such as pouring the alloy melt through a plate or tube without stirring. Therefore, they reduce the energy consumption and save the cost of production greatly.
On the basis of controlled nucleation method, serpentine channel process (SCP) was presented. The serpentine channel was made of stainless steel and consisted of two symmetrical blocks locked together by sleeve. During the period of preparing semi-solid slurry, the direction of alloy melt changed several times in the field of gravity, which made alloy melt have the function of ��self-stirring�� [21-25]. With the effect of stirring in serpentine channel, primary nuclei gradually evolved into spherical and near-spherical grains. In this work, an innovative processing technique of semi-solid metal slurry, namely serpentine channel process, was introduced, and effects of pouring process parameters on the microstructure of semi-solid ZL101 aluminum alloy slurry were investigated.
2 Experimental
2.1 Materials and apparatus
In the experiment, a kind of commercial aluminum alloy named ZL101 was used. Its chemical composition is 6.6% Si, 0.28% Mg, <0.16% Fe, <0.10% Mn, <0.10% Zn and balance Al (mass fraction). Its liquidus and solidus temperatures are 615 and 556 ��C, respectively, which were tested by differential scanning calorimetric (DSC) method.
The schematic of SCP equipment and slurry preparation process is shown in Fig. 1. The serpentine channel was made of stainless steel, which consisted of two symmetrical blocks locked together by sleeve. The collective crucible, with sizes of d69 mm �� 150 mm, was made of stainless steel. The melting apparatus was a crucible resistance furnace. The temperatures of the liquid aluminum alloy, semi-solid slurry and inner wall of serpentine channel were measured by Ni-Cr/Ni-Si thermocouple. The temperature accuracy was ��1 ��C.
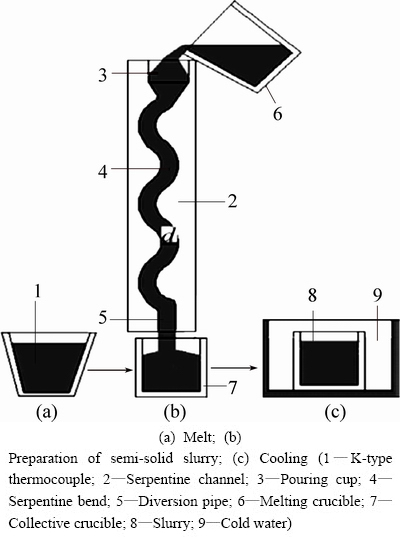
Fig. 1 Schematic diagram of preparing semi-solid ZL101 aluminum alloy slurry by serpentine channel
2.2 Methods
The alloy was melted in a crucible resistance furnace at 720-730 ��C, and then incubated for 15 min. The melt was cooled to the chosen pouring temperature and cast into collective crucible via serpentine channel, and then quenched in cold water rapidly to obtain high temperature solidification microstructure. Collective crucible was at room temperature and serpentine channel was preheated to 100 ��C or at room temperature before pouring. The processing parameters and characteristic sizes of semi-solid slurry are listed in Table 1.
The metallographic specimens were cut from the center of quenched slurry and then roughly ground, finely ground, polished and etched with 0.5% HF aqueous solution. The microstructures of specimens were investigated using a ZIESS optical microscope. A professional image analysis software (Image-Pro Plus) was adopted to analyze equivalent diameter (D) and shape factor (Fs) of primary ��(Al) grains which were calculated by the following equations:
D=2(A/��)1/2 (1)
Fs=4��A/P2 (2)
where A and P are the area and perimeter of a particle, respectively. The Fs varies from 0 to 1. When the value of Fs is close to 1, the shape of particle approaches to a circle. Average particle diameter (APD) and average shape factor (ASF) are based on counting the equivalent diameter and the shape factor of all primary ��(Al) particles in a photograph.
3 Results
3.1 Microstructural evolution of semi-solid slurry fabricated by SCP
The outlet temperature of slurry is varied as the ZL101 aluminum alloy melt flows through serpentine channel. Undercooling contributes to nuclei. Besides, the internal surface of serpentine channel is concave, which is beneficial to nucleating. The ZL101 aluminum alloy melt becomes semi-solid slurry with the ��self-stirring��. The microstructures of quenched slurry prepared under different processing parameters are shown in Fig. 2. The white phase is primary ��(Al) and the black matrix is eutectic phase.
Table 1 Processing parameters and characteristic sizes of semi-solid slurry
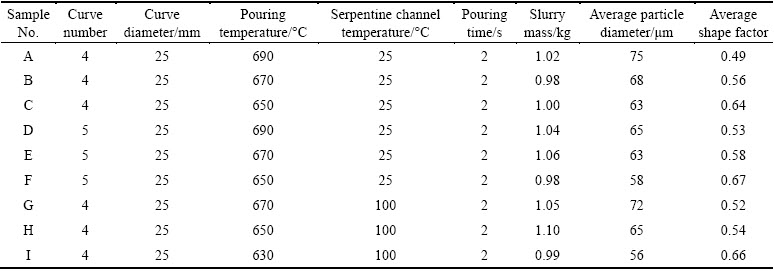
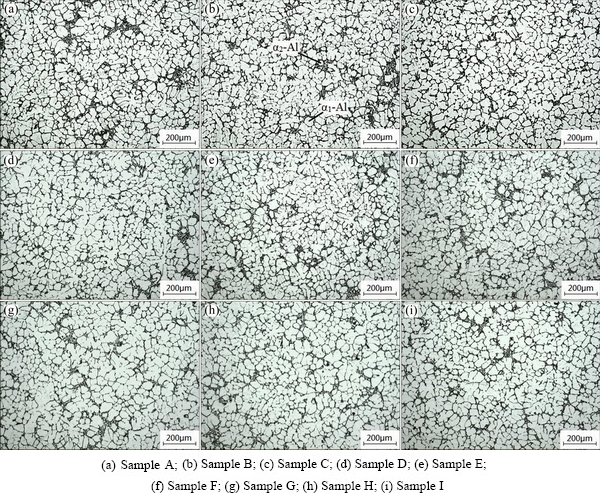
Fig. 2 Microstructures of semi-solid ZL101 aluminum alloy slurry prepared by three kinds of serpentine channels
It can be seen from Fig. 2 that non-dendritic primary ��(Al) particles are uniform throughout the entire cast. The phenomenon indicates that once the collective crucible is filled completely, the solidification of remaining liquid may occur throughout the entire component [19]. In addition, there are two main constituents in the microstructure: the relatively large ��(Al) globules (marked as ��1(Al)) with particle diameter of 30-80 ��m, and the numerous very small ��(Al) particles (marked as ��2(Al)) of approximately 15 ��m in diameter. There are two distinct solidification stages in the SCP. The solidification of slurry in serpentine channel is referred to as the first solidification, and the solidification of slurry in collective crucible is referred to as the secondary solidification. The temperature declines rapidly, creating numerous nuclei in the slurry, and larger ��1(Al) particles grow in serpentine channel. The particles morphologies are almost spherical. Besides, the particles distribute uniformly throughout the entire cast. When the slurry is poured into the collective crucible, heterogeneous nucleation recurs in remaining liquid. All these nuclei grow and solidify within a short time, forming smaller ��2(Al) particles, creating the ����secondary solidification����. The solidification time is very short because of quenching, and as a result, the primary ��2(Al) particles are very small and less spherical in shape.
All in all, the contributions of serpentine channel making semi-solid slurry are ��self-stirring��, undercooling and beneficial curved surface to nuclei.
The average particle diameter and average shape factor of primary ��(Al) grains are listed in Table 1. Figures 2(a)-(c) show the microstructures of ZL101 aluminum alloy semi-solid slurry poured at 690, 670 and 650 ��C by serpentine channel with 4 curves, respectively, and the average particle diameter and average shape factor of primary ��(Al) grains are 75, 68, 63 ��m and 0.49, 0.56, 0.64, respectively. Figures 2(d)-(f) show the microstructures of ZL101 aluminum alloy semi-solid slurry poured at 690, 670 and 650 ��C by serpentine channel with 5 curves, respectively, and the average particle diameter and average shape factor of primary ��(Al) grains are 65, 63, 58 ��m and 0.53, 0.58, 0.67, respectively. Desired quality of slurry can be also achieved with lower pouring temperature when the serpentine channel is preheated. Figures 2(g)-(i) show the microstructures of ZL101 aluminum alloy semi-solid slurry poured at 670, 650 and 630 ��C by serpentine channel with 4 curves, respectively, and the serpentine channel is preheated to 100 ��C before pouring, and the average particle diameter and average shape factor of primary ��(Al) grains are 72, 65, 56 ��m and 0.52, 0.54, 0.66, respectively.
3.2 Effect of pouring temperature on microstructure
The serpentine channel with 4 curves was used and three kinds of pouring temperatures were adopted, as listed in Table 1. As shown in Figs. 2(a)-(c), primary ��(Al) grains are more spherical with decreasing the pouring temperature. Figure 2(a) shows that when the pouring temperature is 690 ��C, the morphology of primary ��(Al) grains is irregular. A similar micro- structure can be seen in Fig. 2(b) and there are more non-dendritic primary ��(Al) grains. Figure 2(c) shows that primary ��(Al) grains are mainly near-spherical and spherical with decreasing the pouring temperature to 650 ��C. With the decline of pouring temperature, the average particle diameter of primary ��(Al) grains decreases and the average shape factor increases, as shown in Fig. 3. The initial temperature of serpentine channel is low which has chilling effect that decreases the critical energy of nucleation and critical nucleus radius and increases the nucleation ratio. Therefore, a large number of primary ��(Al) nuclei will be generated rapidly which is useful for decreasing the grain size. The inner wall of serpentine channel will be heated when the pouring temperature is high, causing the chilling effect to be weakened and the nucleation ratio to decrease. The grains have more time to grow, which leads to larger grain size. It is harmful to the mechanical property.
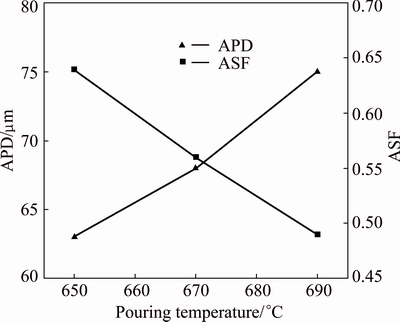
Fig. 3 Effects of pouring temperature on APD and ASF
The temperature of alloy melt in serpentine channel will drop rapidly to the liquidus temperature when the pouring temperature is lower. It is helpful for nucleation. However, when the pouring temperature is too low, the thickness of solidified shell in the serpentine channel increases markedly, and the chilling effect of serpentine channel will be weakened. Moreover, the productivity will be lower because of larger solidified shell. The semi-solid slurry can be prepared with satisfied quality when the pouring temperature range is between 630 and 680 ��C.
3.3 Effect of curve number on microstructure
It can be seen from Figs. 2(b) and (e) that, under the same condition, the microstructures are varied because of different numbers of curves. Primary ��(Al) grains made by 5 curves serpentine channel are smaller and more spherical. It can be seen from Fig. 2(b) that a small number of fine rosettes or dendrites primary ��(Al) grains except near-spherical or spherical grains. In addition, almost all of primary ��(Al) grains made by 5 curves serpentine channel are near-spherical or spherical, as shown in Fig. 2(e). However, hanging slurry increases with increasing the number of curves. The variation of average particle diameter and average shape factor with different numbers of curves is shown in Table 1. The graphs about average particle diameter and average shape factor of primary ��(Al) grains prepared by two kinds of serpentine channels with 4 curves and 5 curves are shown in Fig. 4, which indicates that at the given pouring temperature of serpentine channel, the average particle diameter of primary ��(Al) grains decreases and the average shape factor of primary ��(Al) grains increases with increasing the curve number. The inner wall of serpentine channel which acts as the concave nucleation substrate has a favorable effect on the heterogeneous nucleation, so many primary ��(Al) nuclei form in a heterogeneous nucleation pattern. More crystal nuclei can be generated as the area of heterogeneous nucleation substrate enlarges with increasing the number of curves. Meanwhile, the self-stirring of alloy melt is strengthened with the increase of curve number, which has a favorable effect on breaking dendrites and refining primary ��(Al) grains. It can be seen from a series of experiments that better slurry can be obtained with 5 curves serpentine channel, but hanging slurry is aggrandized. Therefore, serpentine channel with 4 curves is appropriate.
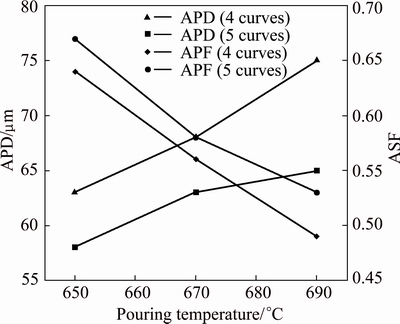
Fig. 4 Effects of curve number on APD and ASF
3.4 Effect of serpentine channel temperature on microstructure
Figures 2(h)-(i) show the microstructures of semi-solid slurry prepared by the serpentine channel preheated at 100 ��C. Primary ��(Al) is composed of vast small spherical grains and a small number of fine rosettes. Comparing Figs. 2(h)-(i) with Figs. 2(a)-(c), the average particle diameter increases and the average shape factor decreases under the same condition with increasing the serpentine channel temperature. The weight of hanging slurry decreases when the serpentine channel is preheated. It can be seen that qualified slurry can be received by lowering the pouring temperature when the serpentine channel temperature is high, as shown in Fig. 5(b). The number of crystal nuclei reduces when super-cooling is little, which is not good for refining grains. The number of crystal nuclei can be enlarged with decreasing the pouring temperature when the serpentine channel temperature is high, getting favorable slurry.
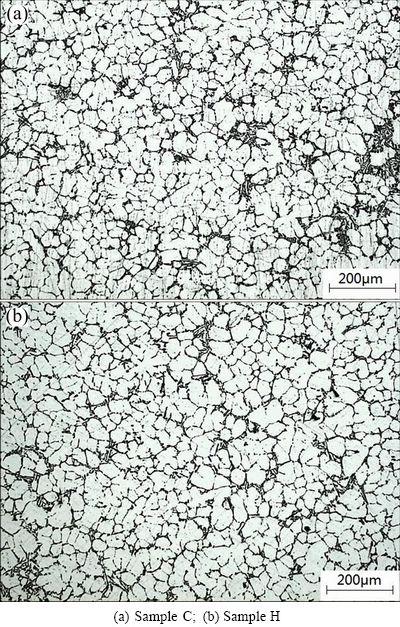
Fig. 5 Microstructures of semi-solid ZL101 aluminum alloy slurry prepared by two kinds of serpentine channel temperatures at pouring temperature of 650 ��C
It is good for nucleation with large super-cooling. Cooling serpentine channel contributes to getting larger super-cooling and receiving desired slurry. But it is difficult to control the serpentine channel temperature through cooling process which increases the cost. The super-cooling becomes more little when the serpentine channel is preheated or pouring long time. So, investigating the relationship between the pouring temperature and serpentine channel temperature is more important. The slurry temperature continuously drops and its viscosity increases with decreasing the temperature when the alloy melt flows through the serpentine channel. At the same time, the friction between the alloy melt and inner wall is varied with viscosity, resulting in different displacements in different points of the alloy melt, which will lead to shearing forces. What is more, the shearing forces are diverse in different points of alloy melt, so primary ��(Al) grains in the alloy melt will self-rotate. It can be seen that decreasing the pouring temperature can solve the problem and receive desired slurry. It is good for continuous production and saving cost.
4 Conclusions
1) The semi-solid ZL101 aluminum alloy slurry with desired quality can be generated by pouring through serpentine channel. The average particle diameter of primary ��(Al) grains decreases while the average shape factor of primary ��(Al) grains increases with decreasing the pouring temperature, and the desired pouring temperature is in the range of 630-680 ��C.
2) Under the same condition, increasing the curve number of serpentine channel can decrease the average particle diameter of primary ��(Al) grains and increase the average shape factor of primary ��(Al) grains. Considering about hanging slurry, 4 curves serpentine channel is appropriate.
3) Semi-solid slurry can be obtained at high serpentine channel temperature by lowing the pouring temperature. It assures continued access to slurry and reduces the preparation cost.
References
[1] FAN Z. Semisolid metal processing [J]. International Materials Reviews, 2002, 47(2): 1-37.
[2] MAO Wei-min, ZHONG Xue-you. Semisolid metal forming technology [M]. Beijing: China Machine Press, 2004. (in Chinese)
[3] FLEMINGS M C. Behavior of metal alloys in the semi-solid state [J]. Metallurgical and Materials Transaction A, 1991, 22(5): 957-981.
[4] ZHAO Zhen-duo, MAO Wei-min. Preparation of semi-solid AlSi7Mg alloy slurry [J]. Acta Metallurgica Sinica, 2008, 21(2): 139-145.
[5] ALVANI S M J, AASHURI H, KOKABI A, BEYGI R. Semisolid joining of aluminum A356 alloy by partial remelting and mechanical stirring [J]. Transactions of Nonferrous Metals Society of China, 2010, 20(9): 1792-1798.
[6] ZHOU Bing, KANG Yong-lin, ZHU Guo-ming. Forced convection rheoforming process for preparation of 7075 aluminum alloy semisolid slurry and its numerical simulation [J]. Transactions of Nonferrous Metals Society of China, 2014, 24(4): 1109-1116.
[7] LIU Zheng, MAO Wei-min, LIU Xiao-mei. Characterization on morphology evolution of primary phase in semisolid A356 under slightly electromagnetic stirring [J]. Transactions of Nonferrous Metals Society of China, 2010, 20(S3): s805-s810.
[8] TANG Meng-ou, XU Jun, ZHANG Zhi-feng, BAT Yue-long. Effects of annulus gap on flow and temperature field in electromagnetic direct chill casting process [J]. Transactions of Nonferrous Metals Society of China, 2011, 21(5): 1123-1129.
[9] EASTON M A, KAUFMANN H, FRAGNER W. The effect of chemical grain refinement and low superheat pouring on the structure of NRC castings of aluminum alloy Al-7Si-0.4Mg [J]. Materials Science and Engineering A, 2006, 420(1-2): 135-143.
[10] LUKASSON M, APELIAN D, DASGUPTA R. Alloy characterization for the new UBE rheocasting process [J]. AFS Transactions, 2002, 110: 271-284.
[11] YANG Xiao-rong, MAO Wei-min, PEI Sheng. Preparation of semi-solid A356 alloy feedstock cast through vertical pipe [J]. Materials Science and Technology, 2007, 23(9): 1049-1053.
[12] YANG Xiao-rong, MAO Wei-min, PEI Sheng. Influence of process parameters on microstructure of semisolid A356 alloy slug cast through vertical pipe [J]. Transactions of Nonferrous Metals Society of China, 2008, 18(1): 99-103.
[13] GUAN R G, CAO F R, CHEN L Q, LI J P. Dynamical solidification behaviors and microstructural evolution during vibrating wavelike sloping plate process [J]. Journal of Materials Processing Technology, 2009, 209(5): 2592-2601.
[14] GUAN Ren-guo, LI Jian-ping, CHEN Li-qing, WANG Chao. Mechanism alloy microstructure formation during vibrating wavelike sloping plate process [J]. Transactions of Material Research, 2008, 22(4): 363-368.
[15] GUO H M, YANG X J, HU B. Rheocasting of aluminum alloy A356 by low superheat pouring with a shear field [J]. Acta Metallurgica Sinica, 2006, 19(5): 328-334.
[16] ZHANG Xiao-li, XIE Shui-sheng, LI Yan-ju, YANG Hao-qiang, JIN Jun-ze. A356 aluminum alloy semisolid slurry prepared by damper cooling tube process [J]. Rare Metal Material and Engineering, 2007, 36(5): 915-919.
[17] YANG Bin, MAO Wei-min, SONG Xiao-jun. Microstructure evolution of semi-solid 7075 Al alloy slurry during temperature homogenization treatment [J]. Transactions of Nonferrous Metals Society of China, 2013, 23(12): 3592-3597.
[18] CARDOSO L E, ATKINSON H V, JONES H. Cooling slopecasting to obtain thixotropic feedstock. I: Observations with a transparent analogue [J]. Journal of Materials Science, 2008, 43(16): 5448-5455.
[19] NOUROUZI S, BASERI H, KOLAHDOOZ A, GHAVAMODINI S M. Optimization of semi-solid processing of A356 aluminum alloy [J]. Journal of Mechanical Science and Technology. 2013, 27(12): 3869-3874.
[20] BIROL Y. A357 thixoforming feedstock produced by cooling slope casting [J]. Journal of Material Processing Technology, 2006, 186: 94-101.
[21] YANG Xiao-rong, MAO Wei-min, GAO Chong. Semisolid A356 alloy feedstock poured through a serpentine channel [J]. International Journal of Minerals, Metallurgy and Materials, 2009, 16(5): 603-607.
[22] DAO V L, ZHAO S D, LIN W J, ZHANG C Y. Effect of process parameters on microstructure and mechanical properties in AlSi9Mg connecting-rod fabricated by semi-solid squeeze casting [J]. Materials Science and Engineering A, 2012, 558(12): 95�C102.
[23] LIU Zhi-yong, MAO Wei-min, WANG Wei-pan, ZHENG Zhi-kai. Preparation of semi-solid A380 aluminum alloy slurry by serpentine channel [J]. Transactions of Nonferrous Metals Society of China, 2015, 25(5): 1419-1426.
[24] CHEN Zheng-zhou, MAO Wei-min, WU Zhong-chuang. Mechanical properties and microstructure of Al alloy tensile samples produced by serpentine channel pouring rheo-diecasting process [J]. Transactions of Nonferrous Metals Society of China, 2011, 21(7): 1473-1479.
[25] ZHU Wen-zhi, MAO Wei-min, TU Qin. Preparation of semi-solid 7075 aluminum alloy slurry by serpentine pouring channel [J]. Transactions of Nonferrous Metals Society of China, 2014, 24(4): 954-960.
����ͨ�����Ʊ�ZL101���Ͻ���̬����
���齨������꣬�� ��������������
�б���ѧ ���Ͽ�ѧ�빤��ѧԺ��̫ԭ 030051
ժ Ҫ����������ͨ�����Ʊ�ZL101���Ͻ���̬���ϣ��о���ע�¶ȡ��������������ͨ���¶ȶ�ZL101���Ͻ���̬��������֯��Ӱ�졣�����������ע�¶���630~680 ��C��Χʱ�ɻ�������ZL101���Ͻ���̬���ϣ��潽ע�¶ȵĽ��ͣ�������(Al)��Ǿޱ״�����״����״��֯�ݱ䡣����ͬ��ע�¶��£�����������ӣ����Ը��Ƴ�����(Al)��������ò�����;����ߴ硣������ͨ���¶����ʱ��ͨ�����ͽ�ע�¶ȣ�ͬ�����Ի�úϸ�İ��̬���ϡ�����ڵĺϽ�������С��Խ��衱���ã�ʹ���������ݱ�Ϊ��״�����״������
�ؼ��ʣ�ZL101���Ͻ𣻰��̬�����ϣ�����ͨ��
(Edited by Mu-lan QIN)
Foundation item: Projects (51204147, 51274175) supported by the National Natural Science Foundation of China; Project (2014DFA50320) supported by the Ministry of Science and Technology of China; Projects (2013081017, 2012081013) supported by the International Science and Technology Cooperation Project of Shanxi Province, China
Corresponding author: Yu-hong ZHAO; Tel: +86-15035172958; E-mail: zyh388@sina.com
DOI: 10.1016/S1003-6326(16)64293-0
Abstract: Semi-solid slurry of ZL101 aluminum alloy was prepared using serpentine channel. The influences of the pouring temperature, the number of curves and the serpentine channel temperature on the microstructure of semi-solid ZL101 aluminum alloy were investigated. The results show that, satisfied semi-solid slurry of ZL101 aluminum alloy was prepared with pouring at 630-680 ��C. The morphology of primary ��(Al) grains transforms from rosette to spheroid with the decrease of pouring temperature. At the same pouring temperature, increasing the number of curves can improve the morphology of primary ��(Al) grains and decrease the grain size. Qualified slurry can be attained with lowering the pouring temperature when the serpentine channel temperature is higher. The alloy melt has the effect of ��self-stirring�� in the serpentine channel, which can make the primary nuclei gradually evolve into spherical and near-spherical grains.
