
DOI: 10.11817/j.ysxb.1004.0609.2020-35894
Ti-6Al-4V�Ͻ���˼�����Բ�Ħ��ѧ�����븯ʴ��Ϊ
�߷���1��������1��������2�����ı�1�����Ρ�����˹��3��ά�˶ࡤ�߸�ŵ��3��������4
(1. ����������ѧ ��ɫ�����Ƚ��ӹ��������ù����ص�ʵ���ң����� 730050��
2. �����������Ŷ������ֻ�����˾������ 618000��
3. ����˹����������ѧ����˹�� 220013��
4. ����ż�������˾������ 325105)
ժ Ҫ��
���ü���Ӳ�����������嵪�����ֱ��Ti-6Al-4V�Ͻ���б�����ԣ��Ը�������ĥ��ʴ���ܡ�����XRD��SEM��EDS�������Բ����۽ṹ������ɺ�Ԫ�طֲ�����Ӳ���Dz��Ը��Բ������ȷ���Ӳ�ȣ�����Ħ�����鼰�绯ѧ��ʴʵ��ֱ���Ի��塢���Բ�Ħ��ѧ���ܺ�ʴ��Ϊ������������������嵪�������ĥ��ʴ��������Ӳ����ġ������Ϊ2000 Wʱ����ò����910 ��m��������֦���ֲ������������Ƶĵ����㣬�������ɱ���ߵ�Ũ�ȵ�TiN��֦�����ײ��͵�Ũ�ȵ�Ti2Nϸ֦������Ӱ�����Ħ���-Ti(N)��״����ɣ�����Ӳ�ȴ�970 HV0.5����Ӱ����Ӳ��530~360 HV0.5����������ĥ���ܽ�Ӳ�����Ti-6Al-4V�Ͻ����ֱ����21%��55%����3.5%NaCl��Һ�е�������Ӳ��������ܶȽϻ��彵��1���������������㸯ʴ��λ��Ӳ����ͻ���ֱ�����0.239 V��0.091 V����������ֱ����1.9����65����
�ؼ��ʣ�
�������嵪����Ti-6Al-4V�Ͻ����������Ħ��ѧ��������ʴ��Ϊ��
���±�ţ�1004-0609(2020)-12-2832-13���� ��ͼ����ţ�TG113���� ���ױ�־�룺A
Ti-6Al-4V�Ͻ���е��ܶȡ���ǿ�ȡ����õ���ʴ���ܺͿɺ������ܣ����㷺Ӧ���ں��պ��졢����ʯ�ͻ����������ȹ�����������ʽṹ����[1]������Ӳ�ȼ�����ĥ������������Ϊ������ĥ����Ħ�������е�Ӧ��[1-2]��������(TiN��TixN)���Ӳ�ȡ��������ĥ��ʴ���ܶ���Ϊ�ѺϽ���Ҫ��ǿ�����ֱ��Ӧ�����ѺϽ�������ܸ���[2-3]�����磬�������嵪���������ü�����Դ�ڸ��������ж��ѺϽ������з��գ���õĻ��Ե�ԭ��������ѷ�����ѧ/ұ��Ӧ���γɺ�ȴ���Ӱ�����С������������ԭλұ��ʽ��ϵĵ�����Ӳ�ʲ㣬���������ѺϽ��Ӳ�ȡ���Ħ��ѧ�����Լ�������е���ʴ���ܵ���Ч����[3-5]��Ȼ������������̸��ӡ�Ӱ�쵪��Ч���IJ����ڶ࣬�����������(����ʡ�����ֱ��)���˶�����(ɨ���ٶ�)���������(�������ռ�������)��[6]�����Ҹ��������������ټ������ѺϽ���弤������ʹ�����������Ӧ���������ѡ�������ѺϽ�����γ�Ӳ�ȸߡ����Լ���ĥ�Ժ��������Ƶĵ����㣬��Ȼ�ǵ�ǰ�о����ص������[7]��
��������[8]���ð뵼�弤��ֱ��ڴ����͵�벻�������ж�Ti-6Al-4V�Ͻ���е������ڴ��������£���������������15 L/minʱ����������֯���������γɹᴩ���ơ��ڵ�벻�������£�����������Ϊ10:1ʱ���൪������200 ��m��ΪTiN0.88�ͦ�-Ti��YILBAS��[9]����CO2�����ڴ��������ж�Ti-6Al-4V�Ͻ���е������������70~110 W��Χ�ڣ�����������γ�Ti2N��TiN�࣬�����ʴ���110 Wʱ���ڵ������ڵ�Ũ�ȹ��߶��������ơ��ϰ뵼����CO2���⣬���˼�����иߵĵ��ת��Ч�ʺ����õ��ȶ���[10]��CHAN��[11]���ù��˼����ڴ��������ж�Ti-Nb-Zr-Ta�Ͻ���е�������������Ϊ0.5~1 ��m����Ħ�������ϻ��彵��26%����NaCl��Һ�еĸ�ʴ�����ϻ��彵��1�������������������ޱ������ն��γ���TiO2��Nb2O5��ɵ������㡣�����о��������ڵ�벻�������¶��ѺϽ���м�������������ϡ�͵������������������ƵIJ���������Ϊ����������ֹ���������е���������[8, 12]��
���IJ��ù��˼���������Ti-6Al-4V�Ͻ���ķֱ���м����ȴ���Ӳ������벻�����ռ������嵪��������ԣ����Աȷ���Ӳ�����뵪����IJ������ɡ�����֯�뼤��ʲ������Ż���ϵ���о����Բ�Ħ��ѧ���ܼ���ʴ��Ϊ������Ϊĥ���ʴ�ȹ�������Ӧ�õ��ѺϽ����ʽṹ���ı������Ϳ���Ʊ��ṩ�������������ݡ�
1 ʵ��
1.1 ʵ�������Ϳ���Ʊ�
ʵ��������Ϊ�˻�̬Ti-6Al-4V�Ͻ��仯ѧ�ɷ�(��������)Ϊ��Al 6.0%��V 4.0%��Fe 0.2%��O 0.1%��C 0.05%������ΪTi��������������Ϊ99.99%������99.99%�������벻��(������)Ϊ10:1(����������11 L/min)�����������ߴ�Ϊ130 mm��110 mm��15 mm��������ɰֽ��ĥ��Ra��2.6 ��m�����ñ�ͪȥ�����ۣ�������á�
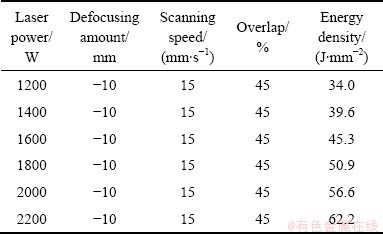
����4 kW IPG YLS-4000���˼��������䲨��1070 nm�����뽹228 mm�����ֱ��3 mm���������1��ʾ�����ֱ�Ի����������м���Ӳ���͵�����
��1 �������
Table 1 Laser parameters
1.2 �ṹ���������ܲ���
����H-ST����ɫ��̽�˼�(��ϴ���������������)�Ե�������������̽��(PT)�������������Alpha-StepD-100�Ͷ�ά����������(ɨ�賤��4 mm)��������ֲڶȡ�
���õ�����и��ش�ֱ�ڼ���ɨ�跽����ȡ��������GB/T 13298��91��������4 mL HF+6 mL HNO3+100 mL H2O�����Һ��ʴ20 s�Ʊ���������������ImageJ���㵪����֦����ռ�������������HV-1000����ά��Ӳ���Dz��Ը��Բ����Ӳ�ȣ��غ�4.9 N������ʱ��10 s���ظ���5��ȡƽ��ֵ��
����Bruker D8 Advance X ����������(XRD)�������Բ����࣬Cu��K���ߣ�����20 mA�����ٵ�ѹ35 kV��ɨ���ٶ�4 (��)/min������0.02�㡣���ø���X����������(EDS)��JSM-6700F�ͳ�����ɨ���������(SEM)�������Բ���֯�ṹ��ĥ����ò�����ɷ֡�
����CFT-1������Ħ����������Ի�������Բ�Ħ��ѧ���ܣ������ߴ�Ϊ18.5 mm��18.5 mm��4 mm����Ħ��Ϊd 4 mm��Al2O3��(Ӳ��1200~1300 HV)��ʵ���غ�20 N�������ٶ�100 mm/s������ʱ��30 min����MT-500̽��ʽ����ĥ�۲����Dz������ĥ������ͨ��W=Q/(FS)����ĥ����(QΪĥ�����(mm3)��FΪ�غ�(N)��SΪ�ܻ�������(m))��Ħ��ʵ���ظ�3�Ρ�
����CHI660E�����缫��ϵ�绯ѧ����վ���Ի�������Բ���3.5%NaCl��Һ�еĸ�ʴ��Ϊ�������ߴ�Ϊ10 mm��10 mm��5 mm�������������Ϊ10 mm2���ѺϽ�Ϊ�����缫�����ʹ�Ϊ�αȵ缫����ƬΪ�����缫������Zview3.1�������迹���ݽ�����ϡ�
2 ���������
2.1 ������Բ���������֯
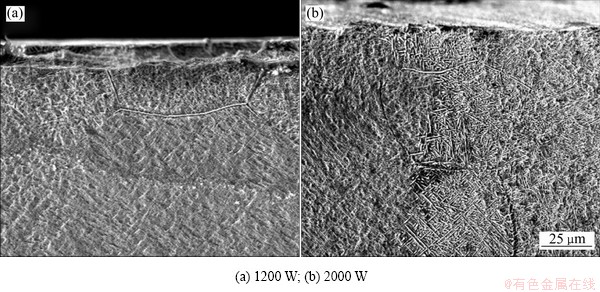
ͼ1��ʾΪ��ͬ�����µ������������֯����ͼ1�ɼ������ֵ�����ʲ���״�����ǽᾧ�����н��洦�ᾧDZ������ȴɢ�ȼ�ͨ��Һ����ͨ������ɢʧ���������¶��ݶ�����[13]����ͼ1��Ӧ�IJ�ͬ�����µ�������ͳ�ƽ����ͼ2��ʾ��������Ϊ1200 Wʱ���������Լ245 ��m��1400~1600 Wʱ������Լ780 ��m��1800~2200 Wʱ������Լ900 ��m����ͼ2��������1200~1400 Wʱ���湦�ʵ����ӣ�������������1400~1600 Wʱ�������湦�������б�ʼ�С��1800~2200 Wʱ�������湦�ʵ����ӻ��������ȶ���ABBOUD�ȵ��о�[14]Ҳ�������������빦��֮��Ϊ�����Ա仯����������������¶������ۻ��IJ������࣬���������������ٶȣ���ԭ�����۳�����Ч����������ʹ�������������²������ӡ����⣬TiN���γ�Ϊ���ȷ�Ӧ[15]����ѧ��Ӧ��������ʹ�۳��¶Ƚ�һ�����ߣ������ٴ����Ե������������̽���Լ��ֲڶȲ����������ʾ(��ͼ3)��1200~2000 Wʱ������������������κ����ƣ��ұ���ֲڶ�Ra��9.3 ��m��

ͼ1 ��ͬ������µ������������֯
Fig. 1 Microstructures of nitrided layer cross section at different laser powers
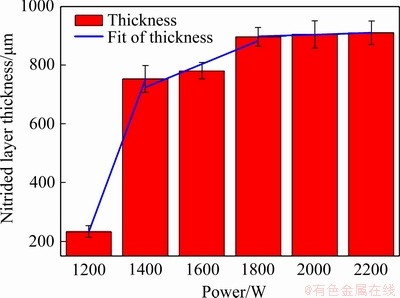
ͼ2 ��ͬ������µ��������
Fig. 2 Depths of nitrided layer at different laser powers
ͼ3 �����������ò
Fig. 3 Surface morphologies of nitrided layer
ͼ4��ʾΪ��ͬ������Ӳ�����뵪�������XRD�ס���ͼ4(a)����������Ϊ1200 W��2000 Wʱ��Ӳ��������ֻ���ڦ�-Ti������Ti-6Al-4V�Ͻ�ֻ�������ȴ���Ӳ����δ�ı���������ɡ���ͼ4(b)���������е���������������-Ti��TiN�࣬����TiN�����������-Ti�������������������嵪��������ҪΪTiN�ಢ��������-Ti�����⣬�湦�ʵ�����TiN��������ǿ̬�ƣ���������������TiN������������ࡣ
���嵪�������У�TiN���۵�ߣ�����ʱ�����κ˲�����֦����̬���������¶Ƚ���Ti�����̵�ʱ������Ti����֦�������ɦ�-Ti���Ӷ��γɺ�TiN���-Ti�Ļ����֯����������γ����۳��¶Ⱥ͵�Ũ�ȹ�ͬ�������۳ر����¶Ƚϸߣ���ԭ�Ӿ��нϴ����ɢϵ��������Һ�д����㹻�Ļ��Ե�ԭ�Ӳ��뷴Ӧ�γ�TiN���京�����۳ػ�ѧ��Ӧ����ȴ���ʵ��ۺ�Ӱ��[16]��ͬʱҲȡ���ڼ�������������������ܶ����ӣ����������е��ܽ����������TiN����������ࡣ�������ܶ��빦������أ���ˣ�������������TiN�ĺ������ӡ�
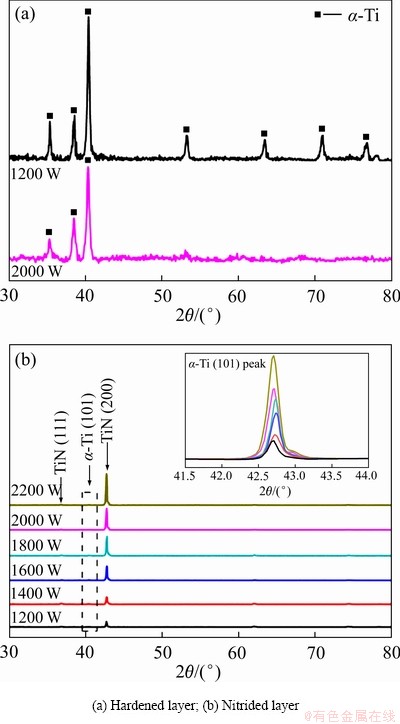
ͼ4 ��ͬ�������Ӳ�����뵪��������XRD��
Fig. 4 XRD patterns of surface of nitrided layer at different laser powers
ͼ5��6��ʾ�ֱ�Ϊ��ͬ������Ӳ�����뵪������������֯������Ϊ1200 W��2000 Wʱ��Ӳ�����γ�ϸ��״�����壬2000 W��Ӳ�������1200 W��(��ͼ5)�������е�������γ���֦�������ܶ��湦�ʵ���������ӣ�������TiN�����������֮���ࡣ����Ϊ1200 Wʱ��������TiN֦���ֲ�ϡ�裬������֦״����Բ״�Լ���ʮ���Ρ�֦����(��ͼ6(a))��1400 Wʱ��֦���ܶ��������ӵ��ߴ��С������Ϊ��ֱ������������״ϸ֦��(��ͼ6(b))��1600~2000 Wʱ���γɽϴִ����֦���Ϳ���״֦�������ܶ��湦�ʵ�������Ȼ����(��ͼ6(c)~(e))��2200 Wʱ���������γɹ����ܼ���TiN֦��������(��ͼ6(f))��
�����ȴ���Ӳ����ͨ���Ի�����ټ��ȣ�ʵ�ִ��ϸ��������ʹԭ���Ħ�-Ti���ϸ��״������[17]�������嵪�������У������ᄃ�������γ��ھ��иߵ�Ũ�ȵ��۳ر��棬��ɷֹ���ʹ���˴�ֱ�ڱ��棬�������ɢ�ȷ���������ֱ������������ֹ���˵Ľ�һ�������������γ���֦״�ṹ[18]�������в���֦������֦�������ܼ��������ЧӦ����ԭ������������ɢ���ۺ�Ӱ����������������ʽ�Сʱ(��1400 W)�������ܶȽ�С���۳����ܽ�ĵ������ϵ��γ�TiN֦�����١��湦�ʵ�����(��1400 W)���۳��ڲ��뷴Ӧ�Ļ��Ե�ԭ�������������ɸ����TiN֦����֦������̬���ߴ����۳ؾֲ���ȴ����������������Ϊ2200 Wʱ��������֦����������㹻�ߣ�֦������塢�Ӻ��γ����ܽṹ����ֹ��֦���主��Һ��������������Ӧ�估������������������������IJ��䣬���յ���֦���䷢����˺�ѡ��γɶ���[19]�������ۻ����̲��Ͼ���Ӧ���������������Բ��ϣ�Ӧ����ͨ�����Ա��������������ڴ��Բ��ϣ�Ӧ�����۽����俪�ѣ�������ʱ�ؼ���ɨ�跽�����������Ӧ��һ�������ٽ�ֵ��ͨ�����Ƶ���ʽ�ͷ�[14, 20]��
ͼ7��ʾΪ2000 W�����µ����㲻ͬ���������֯��XRD����ɨ��������ͼ7(a)�����������310 ��m��(λ��AA��)�γɽϱ���(��ͼ5(e))�ֲ�ϡ�衢�ߴ��С��֦������XRD����ΪTiN�ͦ�-Ti��(��ͼ7(d))��������ϸ֦��ΪTiN��֦������Ϊ������֯��-Ti����ͼ7(b)�����������680 ��m��(λ��BB��)֦���ܶȽ�һ�����ͣ��γ�ϸС��֦���Ͱ�״֦��������ϸ֦������ӡ����������γ���״�ṹ����XRD����ΪTi2N(��ͼ7(e))����ͼ7(c)����������������Ӱ��������γ�ϸ֦��������Ӱ����(HAZ)Ϊ��״����
ͼ5 ��ͬ�������Ӳ������������֯
Fig. 5 Cross section microstructure of hardened layer at different laser powers
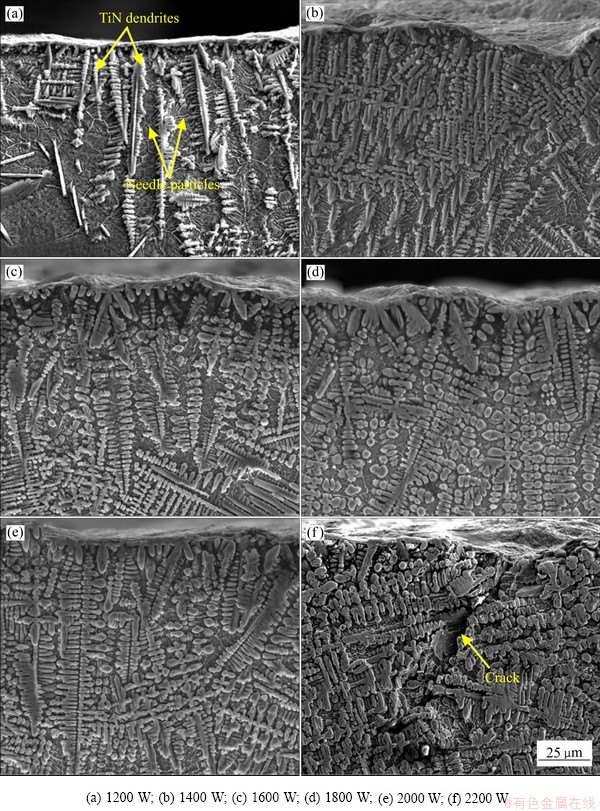
ͼ6 ��ͬ������µ������������֯
Fig. 6 Cross section microstructure of nitrided layer at different laser powers
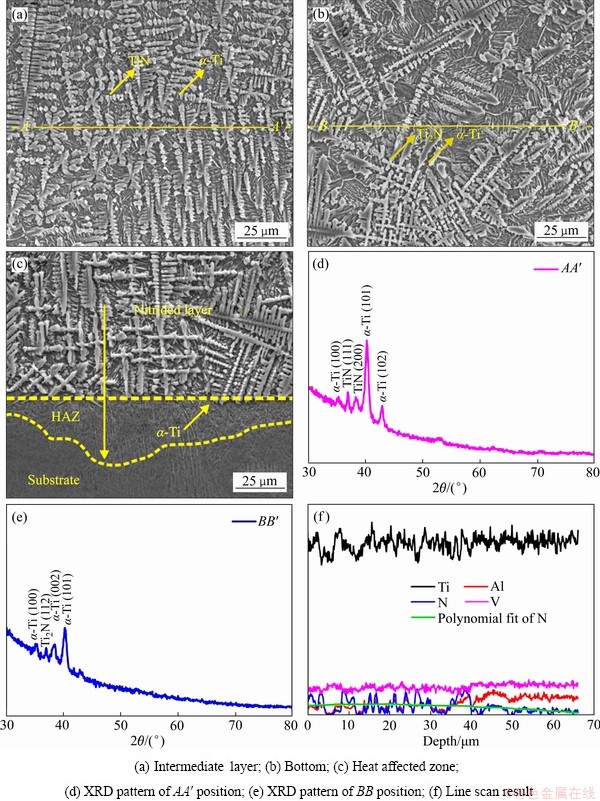
ͼ7 2000 W�����µ����㲻ͬ����λ����֯������ɼ���ɨ����
Fig. 7 Microstructure, phase composition and line scan results of nitrided layer at different locations at 2000 W
�ɹ���������Ӱ������ɨ��(�߶�AB)����������Ѻ���Ԫ�ؽ�����Ӱ�����������ӣ����������ȶ�������Ԫ�غ������ѡ���Ԫ�صı仯�����෴(��ͼ7(f))��
���������У������ڼ�����������·ֽ�ɻ��Ե�ԭ�Ӳ������ڻ�����棬���ڲ���ɢ�γɹ����壬���뼤���ۻ��۳��еĻ���Ti������Ӧ����TiNx����������۳صײ������ڻ��Ե�ԭ�Ӳ������㹻������������ɢ���ô����ܵ���Ӱ���������֯��䡣
���У����嵪�����Ƽ���������[21]��
1) �������� [Ti]+N2��[Ti]+[N2]��
2) ���ķֽ� [N2]��2[N]��
3) ���淴Ӧ [Ti]+[N]��TiN��
4) ������ɢ [N]surface��[N]inside��
5) �γ�TiN [Ti(N)]��TiN+[Ti(N)]�䣻
6) ��������� [Ti(N)]���TiN+��-Ti(N)��
���У�N������ԭ�ӣ�[ ]�������塣������ɢ�������۳��ڣ���Ti��Ӧ�γ�TiN����TiN�ܽ���Һ�ࣻ���̹����У�TiN��Һ�����������γɲ�ͬ��̬��TiN��
�����۳ؽ���Һ����ʱ�����̽������۳صײ��������۳ر��棬���������������µ��������гʷǾ����ܽ⣬����ԭ�����۳��ڳ��ݶȷֲ���Խ�ӽ��۳ر��棬����Һ�뵪ԭ�ӵ�����ʱ��Խ�������뷴Ӧ�γ�TiN���������Խ�ߣ����������������ӣ��۳ص�ԭ�Ӻ������ͣ��γ�TiN����������٣������������Ľ�һ�����ӣ����뵪ԭ��������������������������TiN���γɵ͵�Ũ��Ti2N������������Ӱ��������γ�ϸ֦������Ӱ����Ϊ��״����һ�������ڻ����ڲ����ȴ���ʹ�۳صײ����и���ȴ���ʶ������������������[22]����һ���棬��ԭ���ڵײ�Ũ�Ȳ����������ѵ�������������Ѿ����϶λ���γɦ���-Ti(N)[23]��
2.2 Ӳ�����뵪����Ӳ��
ͼ8��ʾΪ2000 W������Ӳ�����뵪����Ӳ�����ߡ���ͼ8�ɿ�����Ӳ�����뵪����Ӳ�Ⱦ����������ӳ��½����ơ�����������100 ��m����Ӳ�ȴﵽ970 HV0.5����Ӳ����Ӳ��(517 HV0.5)�ͻ���Ӳ��(360 HV0.5)�ֱ����1.8����2.7����������Ӱ����Ӳ��Լ��530 HV0.5���£��뼤��Ӳ����ӽ���Ӳ������֯Ϊ��״�����壬��Ӳ�Ƚϻ���������������ڿ�����ȴ��������֯�õ�ϸ�����������ɱ���������Ϊ�ߵ�Ũ����֦����ϸС��֦���Ͱ�״֦������������-Ti����Ӱ�������������ڵ����ݶȷֲ�ʹ��Ӳ���������������ͣ�ͬʱ�����ڵ���ʱ�۳��ڵĴ��ȡ�����Զƫ��ƽ����̣��۳ؾֲ�����ĵ�����Ӧ���ڲ����������µ�����Ӳ�ȳ��ֲ���[19]������������֯�����ܵĶ�Ӧ�ԡ������������֯Ϊ֦�����-Ti����֦״TiN�Ļ����(֦����ռ�������Ϊ80%)����˽ϴ�TiN��Ӳ�ȵͣ�����Ӱ��Ӳ�ȸ�������������ԭ����ɢ���Ѿ����У�ʹ�侧������ֵc/a���ӣ�������䣬���»���Ӳ��[22]��
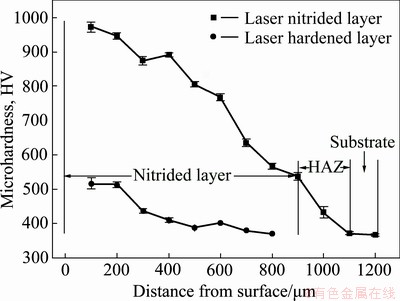
ͼ8 2000 W������Ӳ�����뵪����Ӳ�ȷֲ�����
Fig. 8 Hardness distribution curves of hardened layer and nitrided layer at 2000 W
2.3 Ħ��ѧ��������Ϊ
ͼ9��ʾΪ�����2000 W������Ӳ���㡢��������Al2O3��Ħ��Ħ��������ĥ�۶�ά������ĥ���ʡ���ͼ9(a)�������ڳ�ʼ�Σ�Ħ����������ʱ����ӳ���������Ħ�������������ƽ��Ħ������Լ0.44��Ӳ����ƽ��Ħ������Լ0.52������ʱ���ӳ����������Ħ������һ�£�������Ħ����������ȶ���ƽ��Ħ������Լ0.35��ԼΪ�����74.3%����ͼ9(b)����������ĥ��������ȳ���170 ��m��Ӳ�����뵪����ĥ��������ȺͿ��Ƚϻ������С������������������120 ��m���¡���ͼ9(c)����������ĥ���ʷֱ�Ϊ3.8��10-4��3.0��10-4��1.7��10-4 mm3/(N��m)��������ĥ���ʽ�Ӳ���㡢���彵��21%��55%���������嵪�����������ĥ������������
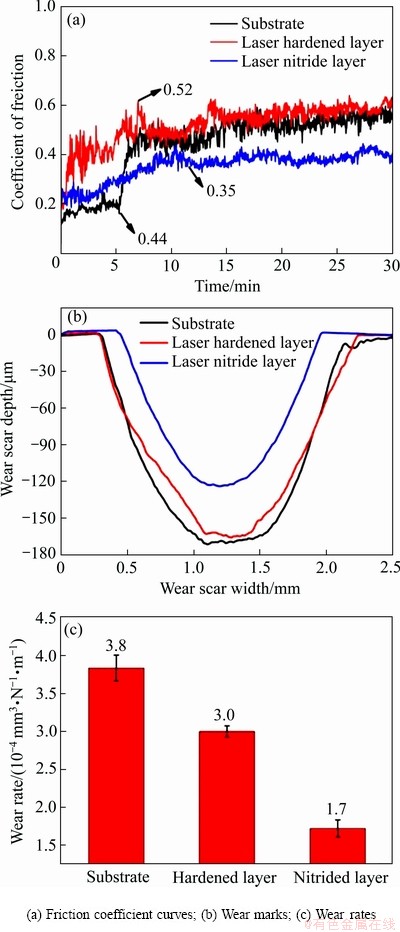
ͼ9 ���塢Ӳ�����뵪�����ĥ����
Fig. 9 Wear results of substrate, hardened layer and nitrided layer
Ħ�������ܲ���Ӳ�ȡ�����Լ�����ǿ�ȵ��ۺ�Ӱ�죬����Ӳ��Ϊ����Ҫ����[24]������ڻ����Ӳ���㣬�����������ڸ�Ӳ��TiN�����������Ħ������ʱ���ִͽϵ�Ħ��������������TiN��Ϊǿ���࣬��ĥ�������ʩ�ӵ��غ���֧�����ö������Ħ��ĥ������[24]��
ͼ10��ʾΪ�����2000 W������Ӳ���㡢������ĥ��SEM��EDS�ס�����ͼ10(a1)~(c1)��10(a2)~ (c2)��ʾΪ��������Բ�ĥ����ò��ͼ10(a3)~(c3)��ʾΪ��EDS�ס���ͼ10(a1)��(b1)������������Ӳ�������������ĥ��ĥ�����Ա����Լ����ĥ��ĥ�����ֲ�����������繵����ͼ10(a2)��(a3)��(b2)��(b3)��֪��ĥ����������Ҫ����Ԫ�ص�ĥм�����������̰�����������ƽ����Ϊ����Ԫ�ء���ͼ10(c1)������������ĥ��������ƽ������Ҫ����Ϊ���ĥ����ͼ10(c2)��(c3)��֪��ĥ����������ƣ�Ͱ��䣬��ƽ�����Դ��ڵ����
����ϸߵ���չ���뻯ѧ����ʹ����н�ǿ�ĸ��������������ĥ�𣬶���Ӳ���������ڶ�Ħ��ʹ�������ڽӴ������в���������[25]�����������Ħ����������Ӵ���������ת������Ħ��������Ӳ�����ڽ�һ��ĥ���г䵱ĥ���������ĥ��ĥ������ֽ�����繵[3]��Ӳ��������ڻ���Ӳ�Ƚϸߣ���ĥ����ǿ������Ӳ�ȶ�Ħ������������γ����Ե�ĥ���繵[26]�������������Ӳ����TiN��ǿ����֧�����ã���ĥ����ǿ���������ĥ��ͬʱ���������д���Ӳ�ȸߡ����Բ��TiN��Ħ��ʱҲ���ڴα���������ƣ���ĥ��ʱ����ӳ���������չ�����㣬����ڱ���λ���γɰ��������ĥ��(��ͼ10(c2))�����һ���̶ȵ�ĥ��ĥ��
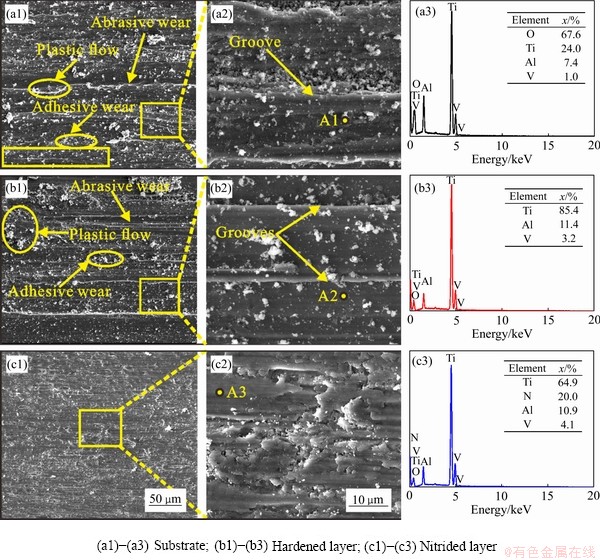
ͼ10 ���塢Ӳ�����뵪�����ĥ��SEM��ò��EDS��
Fig. 10 Wear scar SEM images and EDS spectra of substrate, hardened layer and nitrided layer
2.4 ��ʴ��������Ϊ
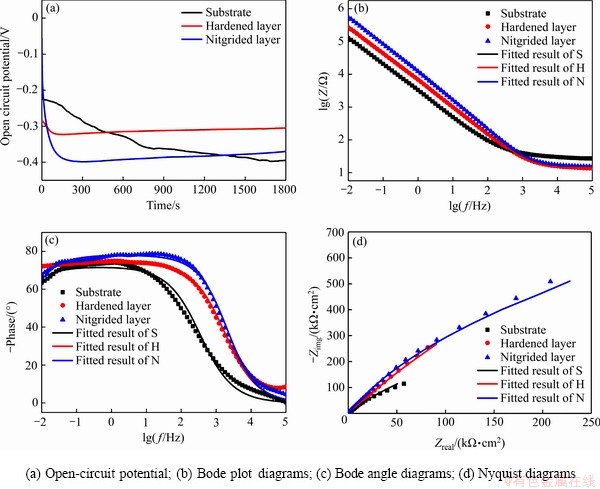
ͼ11��ʾΪ�����2000 W������Ӳ���㡢��������3.5%NaCl��Һ�еĿ�·��λ��绯ѧ�迹�ף�����ͼ11(a)��ʾΪ��·��λ��ͼ11(b)��(c)��(d)��ʾ�ֱ��ӦBodeģͼ��Bode��ͼ��Nyquistͼ����ͼ11(a)�����������Ը�ʴ��λ�����ʱ�����ƣ���ۻ�Ĥ�γɽ�Ϊ���ѣ���Ӳ���㡢�����㿪·��λ���ϻ����ȶ����������ȶ�ֵ�������ָ��Դ������ɸ��ƻ��帯ʴ���ܡ���ͼ11(b)��(d)��������Ƶ�����������迹ģֵ��������ݿ��������ʰ뾶���Դ��ڻ�����Ӳ����ģ��������嵪�����������ʴ��������������
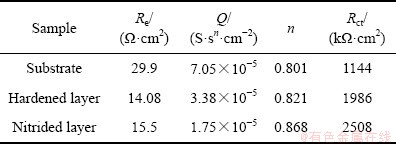
����Bode��ͼ������һ��ʱ�䳣������ӦNyquistͼ�ʵ�һ�ݿ������������Թ����еķ�Ӧֻ�ɽ�����ת�ƶ���ѧ����[27]������绯ѧ�迹����������Ч��·����Ԫ��������ͼ12�ͱ�2��ʾ������ReΪ��Һ���裬��Ӧ��Ƶ�˵��迹ֵ��QΪ����λ��Ԫ�������迹������ΪZCPE=[Q(j��n)]-1(0��n��1)�������������n=1��nΪ�����״̬�йص���ɢϵ����ϳ�����nֵ����ʴ������С[28]��RctΪ�缫���ת�Ƶ��裬���ݿ����뾶�Ĵ�С��Rct�������ۻ�Ĥ���ܽ�����������ʴ��������[29]�����2��ʾ��������ɢϵ����ϳ����ֱ�Ϊ0.801��0.821��0.868����缫���ת�Ƶ���ֱ�Ϊ1144��1986��2508 k����cm2���������Rct��n���֤ʵ�˵��������������ʴ���ܡ�
ͼ13��ʾΪ�����2000 W������Ӳ���㡢��������3.5%NaCl��Һ�еļ������ߡ��ɿ��������ڻ����Ӳ���㣬����������ܶȾ������λ�����߶������ڽϳ��Ļ����ܽ�Σ���Σ�����λ�ֱ�����0 V��-0.25 Vʱ�����λ�ļ������ӵ����ܶȾ������½����ܽ����ʽ��ͣ����洦�ڲ��ȶ�״̬��Ϊ�-�ۻ����ɽΣ����λ��һ���������ܶȽ�����С�仯���������Է��γ�����Ĥ�������ȶ��ۻ���[27]�����գ�����Ĥ�㱻�ܽ�����ȫ�ƻ�ʹ�����ܶ��ٴ������������µ�������Ӧ��������ۻ��Ρ��������㼫�������������ܽ�κ�ֱ�ӽ����ȶ��ۻ��Σ�������������и�ǿ�Ķۻ�Ч����
ͼ11 ���塢Ӳ�����뵪������3.5%NaCl��Һ�еIJ��Խ��
Fig. 11 Test results of substrate, hardened layer and nitrided layer in 3.5% NaCl solution

ͼ12 ���塢Ӳ�����뵪������3.5%NaCl��Һ�еĵ�Ч��·
Fig. 12 Equivalent circuit of substrate, hardened layer and nitrided layer in 3.5% NaCl solution
��2 ��Ч��·ͼ��Ԫ������
Table 2 Equivalent circuit diagram component parameters
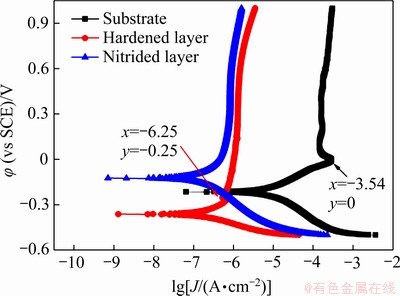
ͼ13 ���塢Ӳ�����뵪������3.5%NaCl��Һ�еļ�������
Fig. 13 Polarization curves of substrate, hardened layer and nitrided layer in 3.5% NaCl solution
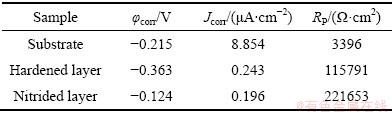
���������߲�������3�����帯ʴ��λ��corr����ʴ�����ܶ�Jcorr����������Rp�ֱ�Ϊ-0.215 V�� 8.113 ��A/cm2��3396 ����cm2��Ӳ����Ϊ-0.363 V�� 0.243 ��A/cm2��115791 ����cm2��������Ϊ-0.124 V��0.196 ��A/cm2��221653 ����cm2���������Ӳ����Jcorr�ϻ��彵��1����������������Ħ�corr��Ӳ����ͻ���ķֱ�����0.239 V��0.091 V��Rp���1.9����65������������������γ����ܵĵ����㣬��TiN��ǿ�Ȼ�ѧ�����������õĻ�ѧ�ȶ��ԣ��ڸ�ʴ��������Ϊ�赲�����븯ʴ���������ֱ�ӷ�Ӧ�����ã�ʹ��ʴ���Ӳ������������ڶ���������ʴ����[28]��
��3 ���塢Ӳ�����뵪���㼫�����߲���
Table 3 Parameters of polarization curves of substrate, hardened layer and nitrided layer
3 ����
1) ���ù��˼����Ti-6Al-4V�Ͻ����ֱ����Ӳ���뵪�����Դ�������1200~2000 W���ʷ�Χ�ڣ��Ƶ�ϸ��״���������-TiӲ���㼰��֦״TiN������״Ti2N������״����-Ti(N)���ɱ�������ɵ������Ƶ����㡣
2) ��10:1��벻�����ռ�2000 W����ʱ�����Ʊ������910 ��m�������Ƶ����㣬��Ӳ��(970 HV0.5)�ֱ�ΪӲ�����Ti-6Al-4V�Ͻ�����1.8��2.7����
3) Ħ�������У������㿹ĥ�����ܽ�Ӳ�����Ti-6Al-4V�Ͻ����ķֱ����21%��55%�����������Ӳ�ȶ��ֿ����Ա���������ǿ��ĥ�����Ϊƣ��ĥ������ĥ��ĥ��
4) 3.5%NaCl��Һ�У��������Ӳ����ͻ���ĸ�ʴ��λ�ֱ�����0.239 V��0.091 V����������ֱ����1.9����65������������ʴ�������š�
REFERENCES
[1] BOYER R R. An overview on the use of titanium in the aerospace industry[J]. Materials Science and Engineering A, 1996, 213(1/2): 103-114.
[2] �� ��, �꺽��, ��С��, �� ��, ������, ����ϼ, ��СƼ. QBe1.9 ͭ�Ͻ� Ti-N �����Ӹ���������Ħ��ĥ������[J]. �й���ɫ����ѧ��, 2016, 26(12): 2605-2612.
LIU Lin, SHEN Hang-hang, LIU Xiao-zhen, GUO Qi, MENG Tian-xu, WANG Zhen-xia, LIU Xiao-ping. Tribological property of Ti-N composite layer formed on QBe1.9 by plasma surface Ti-alloying and nitriding[J]. The Chinese Journal of Nonferrous Metals, 2016, 26(12): 2605-2612.
[3] CUI Z D, ZHU S L, MAN H C, YANG X J. Microstructure and wear performance of gradient Ti/TiN metal matrix composite coating synthesized using a gas nitriding technology[J]. Surface & Coatings Technology, 2005, 190(2): 309-313.
[4] ¬����, �� ��, ������, �Լ���, ���͵�, �Ǻ쳬, ������. ������ǿ���ڸ��ºϽ����Ӧ���ϵ��о���չ[J]. �й���ɫ����ѧ��, 2018, 28(9): 1755-1764.
LU Guo-xin, JIN tao, ZHOU Yi-zhou, ZHAO Ji-bin, LIU Ji-de, QIAO Hong-chao, SUN Xiao-feng. Research progress of applications of laser shock processing on superalloys[J]. The Chinese Journal of Nonferrous Metals, 2018, 28(9): 1755-1764.
[5] LIN Y H, LIN Z H, CHEN Q T, LEI Y P, FU H G. Laser in-situ synthesis of titanium matrix composite coating with TiB-Ti network-like structure reinforcement[J]. Transactions of Nonferrous Metals Society of China, 2019, 29(8): 1665-1676.
[6] �� ��, ������, �ƴ���, ������, ������. TA2���ѱ��漤�����嵪�������о�[J]. �ѹ�ҵ��չ, 2017(6): 32-35.
WANG Pei, YANG Li-jing, HUANG Chun-liang, WANG Shao-peng, LI Zheng-xian. Research on technology of laser gas nitriding on TA2 pure titanium surface[J]. Titanium Industry Progress, 2017(6): 32-35.
[7] �� ��, �� ��, ������, �� ��, �� ��. TC4�ѺϽ����������֯������[J]. �����ȴ���ѧ��, 2015, 36(7): 188-192.
YANG Chuang, LIU Jing, MA Ya-qin, YANG Feng, HONH Liu. Microstructure and property of vacuum nitriding on TC4 titanium alloy[J]. Transaction of Materials and Heat Treatment, 2015, 36(7): 188-192.
[8] ������, ���ı�, ������, �� ��, �߷���, ʯ �], ��ΰԪ, ҦС��. TC4 �ѺϽ�ͬ��Դ����������Ϊ[J]. �й���ɫ����ѧ��, 2020, 30(4): 817-828.
LI Wen-sheng, ZHANG Wen-bin, WU Yan-rong, LIANG gang, GAO Feng-qin, SHI Yu, YU Wei-yuan, YAO Xiao-chun. Laser nitriding behavior of Ti-6Al-4V with different gas sources[J]. The Chinese Journal of Nonferrous Metals, 2020, 30(4): 817-828.
[9] YILBAS B S, KARATAS C, USLAN, KELES O, USTA I Y, AHSAN M. CO2 laser gas assisted nitriding of Ti-6Al-4V alloy[J]. Applied Surface Science, 2006, 252(24): 8557-8564.
[10] �� ��, ������, ١����. 3 ��m����Er:ZBLAN���˼������о���չ[J]. ��繤��, 2019(8): 190070.
ZHANG Xin, SHU Shi-li, TONG Cun-zhu. Research progress of Er:ZBLAN fiber lasers at the wavelength of 3 ��m[J]. Opto-Electronic Engineering, 2019(8): 190070.
[11] CHAN C, LEE S, SMITH G, SARRI G, NG C, SHARBA A, MAN H. Enhancement of wear and corrosion resistance of beta titanium alloy by laser gas alloying with nitrogen[J]. Applied Surface Science, 2016, 367: 80-90.
[12] SELAMAT MS, BAKER TN, WATSON LM. Study of the surface layer formed by the laser processing of Ti-6A1-4V alloy in a dilute nitrogen environment[J]. Journal Materials Processing Technology, 2001, 113: 509-515.
[13] �� ��, ������, �� ��, �� ��. TA2�Ѳĵļ������Ӳ�����ϵ���������������[J]. �й���ɫ����ѧ��, 2014, 24(9): 2302-2306.
HAN Bin, FU Xian-qiao, CAO Ning, WANG Yong. Laser transformation hardening enhanced cryogenic gas nitriding process of TA2 titanium[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(9): 2302-2306.
[14] ABBOUD J H, FIDEL A F, BENYOUNIS K Y. Surface nitriding of Ti-6Al-4V alloy with a high power CO2 laser[J]. Optics and Laser Technology, 2008, 40(2): 405-414.
[15] LIN Y C, CHEN H M, CHEN Y C. The effect of different methods to add nitrogen to titanium alloys on the properties of titanium nitride clad layers[J]. Materials &Design, 2014, 54: 222-229.
[16] WENG F, CHEN C, YU H. Research status of laser cladding on titanium and its alloys: A review[J]. Materials & Design, 2014, 58: 412-425.
[17] MALINOV S, ZHECHEVA A, SHA W. Relation between the microstructure and properties of commercial titanium alloys and the parameters of gas nitriding[J]. Metal Science &Heat Treatment, 2004, 46(7/8): 286-293.
[18] MRIDHA S, BAKER T N. Effects of nitrogen gas flow rates on the microstructure and properties of laser-nitrided IMI318 titanium alloy(Ti-4V-6Al)[J]. Journal of Materials Processing Technology, 1998, 77(97): 115-121.
[19] FLEMINGS M C. Solidification processing[J]. Metallurgical Transactions, 1974, 5(10): 2121-2134.
[20] ABBOUD J H. Effect of processing parameters on titanium nitrided surface layers produced by laser gas nitriding[J]. Surface & Coatings Technology, 2013, 214(2): 19-29.
[21] LABUDOVIC M, KOVACEVIC R, KMECKO I, KHAN T, BLECIC D, BLECIC Z, METALL. MATER, TRANS. Mechanism of surface modification of the Ti-6Al-4V alloy using a gas tungsten arc heat source[J]. Metallurgical &Materials Transactions A, 1999, 30: 1957-1603.
[22] FAN Y, CHENG P, YAO Y L, YANG Z. Effect of phase transformations on laser forming of Ti-6Al-4V alloy[J]. Journal of Applied Physics, 2005, 98(1): 013518.
[23] YILBAS B S, HASHMI M S J. Laser treatment of Ti-6Al-4V alloy prior to plasma nitriding[J]. Journal of Materials Processing Technology, 2000, 103(2): 304-309.
[24] KATO K. Wear in relation to friction��A review[J]. Wear, 2000, 241(2): 151-157.
[25] ������, ����Ȫ, ������. �����۸�WC������ǿ����Ϳ�����֯����ĥ��[J]. �й���ɫ����ѧ��, 2012, 22(9): 2600-2607.
LIU Jian-di, ZHANG Shu-quan, WANG Hua-ming. Microstructure and wear resistance of laser cladding WC particles reinforced composite coatings[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(9): 2600-2607.
[26] ͯ ��, ��Ȫ־, Ī���, �����, ������, ��ΰ��. Ԥ��Ti�۶Լ����TC4Ϳ����֯�����ܵ�Ӱ��[J]. �й����湤��, 2018, 31(5): 173-180.
TONG Qin, CHEN Quan-zhi, MO Qiu-feng, DONG Wan-bing, JIANG Zhi-qiu, LI Wei-zhou. Effects of pre-set Ti powder on microstructure and properties of laser nitriding TC4 coating[J]. China Surface Engineering, 2018, 31(5): 173-180.
[27] �� ��, �� ��. ����NiSi2/Ti5Si3����Ϳ����ĥ��ʴ�����о�[J]. ϡ�н��������빤��, 2010, 39(12): 2199-2204.
XU Jiang, SUN Jian. Investigation on wear and corrosion resistance behaviors of nano-crystalline NiSi2/Ti5Si3 composite coating[J]. Rare Metal Materials and Engineering, 2010, 39(12): 2199-2204.
[28] �� ��, �� ��, ������, �� ��. TC4�ѺϽ�������������ʴ����[J]. ���ϱ���, 2015, 48(7): 60-62.
YANG Chuang, LIU Jing, MA Ya-qin, HONG Liu. Corrosion resistance of vacuum nitrided layer of TC4 titanium alloy[J]. Material Protection, 2015, 48(7): 60-62.
[29] �� ��, �� ǿ, �Ŵ���, ��Ч��. ���������Զ�NiTi��״����Ͻ�ʴ��Ϊ��Ӱ��[J]. �����о�ѧ��, 2006, 20(4): 422-426.
ZHANG Song, WANG Qiang, ZHANG Chun-hua, WEN Xiao-zhong. Corrosion behavior of the nitrided of NiTi shape memory alloy in simulated body fluid solution[J]. Chinese Journal of Materials Research, 2006, 20(4): 422-426.
Friction properties and corrosion behavior of fiber laser modified layer on Ti-6Al-4V alloy
GAO Feng-qin1, LI Wen-sheng1, WU Yan-rong2, ZHANG Wen-bin1, GORANSKY Georg3, VAGANOV Victor3, QIU Xiao-lai4
(1. State Key Laboratory of Advanced Processing and Recycling of Nonferrous Metals, Lanzhou University of Technology, Lanzhou 730050, China;
2. Dongfang Electric Corporation Dongfang Turbine Co., Ltd., Deyang 618000, China;
3. Belarusian National Technical University, Minsk 220013, Belarus;
4. Chaoda Valve Group Co., Ltd., Wenzhou 325105, China)
Abstract: To improve its wear resistance and corrosion resistance, the laser hardening and laser gas nitriding methods were employed to in-situ synthesize a laser modified layer on the surface of Ti-6Al-4V alloy. In this study, layer depth, microstructure, phase composition and element distribution of the modified layers were analyzed by XRD, SEM and EDS, respectively. The microhardness in different depth of the modified layer was tested by a microhardness tester. And the tribological properties and corrosion behavior of Ti-6Al-4V substrate and the modified layers were analyzed by reciprocating friction test and electrochemical corrosion experiment. The results show that both the wear and corrosion resistant performances of the laser nitride layer are the best among Ti-6Al-4V substrate and the laser hardened layer. Under the 2000 W laser power, an optimal laser nitrided layer with uniformly distributed nitrides, free cracks and the maximum depth of 910 ��m is in-site synthesized, and with the microstructures of high nitrogen concentration dendritic TiN and low nitrogen concentration fine dendritic Ti2N on the surface and bottom region respectively, and with acicular crystals ����-Ti(N) formed in the heat affected zone. The hardness near the laser nitrided layer surface is about 970 HV0.5, and reduces to 530-360 HV0.5 in the heat affected zone. The wear resistance of the laser nitrided layeris21% and 55% higher than that of the hardened layer andTi-6Al-4V substrate. In 3.5%NaCl solution, the current density of the nitride layer and the hardened layer are one order of magnitude lower than that of Ti-6Al-4V substrate. And compared with the hardened layer and Ti-6Al-4V substrate, the corrosion potential of the nitride layer moves positively by 0.239 V and 0.091V, and the polarization resistance increases 1.9 and 65 times, respectively.
Key words: laser gas nitriding; Ti-6Al-4V alloy; laser power; tribological properties; corrosion resistance
Foundation item: Project(51674130) supported by the National Natural Science Foundation of China; Project (2016YFE0111400) supported by the International Science and Technology Cooperation Program of China; Project(17JR7WA017) supported by the Science and Technology Correspondent Program of Gansu Province, China; Project(17YF1WA159) supported by the Key Research and Development Project of Gansu Province, China
Received date: 2019-12-16; Accepted date: 2020-06-20
Corresponding author: LI Wen-sheng; Tel: +86-931-2976706; E-mail: liws@lut.edu.cn
(�༭ ��ѧ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(51674130)�������ص��з��ƻ����ʿƼ�������Ŀ(2016YFE0111400)������ʡ���ʿƼ���������Ա�ƻ�������Ŀ(17JR7WA017)������ʡ�ص��з��ƻ�������Ŀ(17YF1WA159)
�ո����ڣ�2019-12-16�������ڣ�2020-06-20
ͨ�����ߣ������������ڣ���ʿ���绰��0931-2976706��E-mail��liws@lut.edu.cn
ժ Ҫ�����ü���Ӳ�����������嵪�����ֱ��Ti-6Al-4V�Ͻ���б�����ԣ��Ը�������ĥ��ʴ���ܡ�����XRD��SEM��EDS�������Բ����۽ṹ������ɺ�Ԫ�طֲ�����Ӳ���Dz��Ը��Բ������ȷ���Ӳ�ȣ�����Ħ�����鼰�绯ѧ��ʴʵ��ֱ���Ի��塢���Բ�Ħ��ѧ���ܺ�ʴ��Ϊ������������������嵪�������ĥ��ʴ��������Ӳ����ġ������Ϊ2000 Wʱ����ò����910 ��m��������֦���ֲ������������Ƶĵ����㣬�������ɱ���ߵ�Ũ�ȵ�TiN��֦�����ײ��͵�Ũ�ȵ�Ti2Nϸ֦������Ӱ�����Ħ���-Ti(N)��״����ɣ�����Ӳ�ȴ�970 HV0.5����Ӱ����Ӳ��530~360 HV0.5����������ĥ���ܽ�Ӳ�����Ti-6Al-4V�Ͻ����ֱ����21%��55%����3.5%NaCl��Һ�е�������Ӳ��������ܶȽϻ��彵��1���������������㸯ʴ��λ��Ӳ����ͻ���ֱ�����0.239 V��0.091 V����������ֱ����1.9����65����
[6] �� ��, ������, �ƴ���, ������, ������. TA2���ѱ��漤�����嵪�������о�[J]. �ѹ�ҵ��չ, 2017(6): 32-35.
[10] �� ��, ������, ١����. 3 ��m����Er:ZBLAN���˼������о���չ[J]. ��繤��, 2019(8): 190070.
[19] FLEMINGS M C. Solidification processing[J]. Metallurgical Transactions, 1974, 5(10): 2121-2134.
[24] KATO K. Wear in relation to friction��A review[J]. Wear, 2000, 241(2): 151-157.
[28] �� ��, �� ��, ������, �� ��. TC4�ѺϽ�������������ʴ����[J]. ���ϱ���, 2015, 48(7): 60-62.
