
ǥ���۵��뺸�̽��淴Ӧ��������ʱ�Ľ�����֯�ݱ�
�Ȫ, ������, ����, ���
(��������ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ, ������ 150001)
ժ Ҫ��
�����۵�ֱ������������, �Թ���SnPb��SnAgCuǥ���۵���Au/Ni/Cu�������γɵ���/���̽�����֯�������о�, ���뼤�����������»�õ���/���̽�����֯�����˱Ƚ�, ��������/���̽�����֯�����������۹����е��ݱ䡣 �������: ǥ���۵��뺸���ڽӴ��������γ���Au-Sn������, Au�㲢δ��ȫ��Ӧ�� �����������۹�����, Au�㱻��ȫ����, ȫ������ǥ�ϻ�����, Ni����ǥ�Ϸ�����Ӧ�� ��Ǧǥ��(SnAgCu)��SnPbǥ�����γɵĽ�����֯���Բ�ͬ; �����ۺ�SnPbǥ��/���̵Ľ�����֯ΪNi3Sn4, SnAgCuǥ��/���̽�����֯Ϊ(CuxNi1-x)6Sn5��
�ؼ���: ǥ���۵�; ��; ��Ǧǥ��; ����; �����仯���� ��ͼ�����: TG111
���ױ�ʶ��: A
Interface reaction of solder droplet/pad and intermetallic compounds evolution during reflow soldering
LI Fu-quan, WANG Chun-qing, TIAN Yan-hong, KONG Ling-chao
(School of Materials Science and Engineering,Harbin Institute of Technology, Harbin 150001, China)
Abstract: The interface structures of solder droplet for SnPb and SnAgCu Al/Ni/Cu pad were investigated by droplet direct laser fabrication method, which is compared with the interface structures for bump and pad under laser reflow bumping. The intermetallics evolution at solder bump/pad interface during subsequent reflow soldering is conducted. The results show that, during the contact reaction between molten solder droplet and pad, Au is dissolved into molten solder droplet and Au-Sn intermetallic compounds are precipitated, while Au doesn��t react with solder droplet fully. During the subsequent reflow soldering, Au layer disappears from the interface, Au-Sn compounds are distributed into solder matrix, and Ni layer is exposed to solder and reacts with solder directly. Distinctive difference exists between the intermetallics formed at Pb-free solder/pad interface and SnPb solder/pad interface during reflow soldering process. For the SnPb solder/pad system, the Ni3Sn4 layer is formed at the solder/pad interface during reflow. For the SnAgCu solder/pad system, the (CuxNi1-x)6Sn5 layer is formed at the solder/pad interface during reflow.
Key words: solder droplet; bump; lead-free solder; reflow; intermetallic compound
��դ���С� ����оƬ�������з�װ�����Ĺؼ�Ϊ������[1-3], �������ֱ��Ӱ���װ�Ŀɿ��ԡ� ����[4]�����˶Թ���SnPbǥ���۵ε��䲢�뺸�̽Ӵ���Ӧ�γ�����ȹ��̺ͽ�����֯���о��� �۵�ֱ������������[4-7]�ķ�Ӧ������ȫ��ͬ�����������γɷ���, ��ͳ�о��е�ǥ�Ͼ���������ȷ����۹����γ���, �����¶��������ڴ���ǥ���۵��¶ȵı��ֹ���, ����ʱ��Ϊ�����ӡ� ������¶ȴﵽ��ƽ��ʱ, ��ʱ��ķ�Ӧʹ��Ӧ��֡� ������ǥ���ܵ������������, ��Ȼֻ�м�������������[8-12]���������ơ� ����������Ϊ���͵ļ��ȹ���, �۵�ֱ�����������������۵���Я�����������Ⱥ��̲��γ���, ��ʱ���γɹ���Ϊһ���¶��½��Ĺ���, �¶��½����ٶȺܿ�, �۵�����ʱ�γ���ʱ���Ϊ6~7ms�� ����˶̵�ʱ����, �γɵ����뺸�̽��淴Ӧ�Ĺ���������ȫ��ͬ����, ��Ҫ���������Խ����о���
�������������������ӹؼ������ܷ��Ч�ʵػ��ǥ���㼰��Ŀɿ���, ��ǥ����ɿ�����ǥ��/���̽��洦������֯�ṹ������ء� ��ǥ��������������, ǥ���뺸�̷�����Ӧ, �����仯����(intermetallic compounds, IMC)�����ڽ��洦������������ ���洦���ɵ�IMC��������ʵ���˽Ϻõ���ʪ������, ���Ϻ��IMC�㽫��������������[13-15]�� ����������仯����ϴ�, ����������IMC����������չ, �ǵ��½�����ϵʧЧ��DZ�����ء� IMC�ķֲ��ͳߴ��ǥ�����ǿ�ȼ���ɿ�������ҪӰ��, �˽�IMC���γɻ��ƽ������ڿ����������� �ߴ�ͷֲ���
�������߶Բ����۵�ֱ��������������������������������õ���/���̽�����֯�����˱Ƚ��о��� ���ڻ�������, ��Ǧǥ�����SnPbǥ���ѳ�Ϊ��Ȼ����, ��˱�������ͬʱ��������Ϊ��Ǧǥ�ϴ�����SnAgCu����ǥ�ϺϽ��۵��뺸�̵�����á� �����������������ķ�װ����֮һ, ����������װ��PCB��ʱ, ��Ҫ���������۹��̡� ���, �������߶Բ����۵�ֱ�������γɵ������/���̽����IMC��֯�����������۹����е��ݱ�Ҳ�������о���
1 ʵ��
ʵ�����ѡ��SnPb����(Sn-37%Pb)��SnAgCu����(Sn-3.0%Ag-0.5%Cu)��ΪSn��ǥ�ϡ� BT��֬�����ϵĺ���UBM��������Ľṹ������������ΪAu/Ni/Cu�� ����ֱ��Ϊ0.6mm, Au����Ϊ2��m�� Ni����Ϊ7��m�� ������Ե���躸Ĥ�� �ֱ�����۵�ֱ���������������������۷��������㡣
�۵�ֱ����������������: ����ʹǥ�����ۻ�, ���ﵽ�������¶�, ��һ���ĸ߶ȵ��䵽�����ϵ�UBM����������, ���̱�ǥ���۵���Я�����������ȵ�ǥ�ϵ��۵��¶�����, ǥ���۵��ں�������ʪ��չ���뺸��UBM������Ӧ, ���̺��γ��㡣 ����ε��������ղ���Ϊǥ���۵εij�ʼ�¶Ⱥ�����߶ȡ� ����������Ҫ���趨ǥ���۵γ�ʼ�¶�Ϊ400��, ����߶�Ϊ1mm[4]��
�������۷���������Ĺ���: ��������ϴ���弰���̱���, Ȼ���ں�����Ϳˮ����ǥ�����̶�ǥ���� ���þ۽�ֱ��Ϊ0.6mm������Nd��YAG�����������������, ͨ����������Ƽ���ʺͼ���ʱ�䡣
�Բ���ǥ���۵����γɵ�ǥ������к��������ۡ� �����۹��ղ���ΪSnPbǥ������������¶�Ϊ225��, ������ʱ��ֱ�Ϊ30�� 60�� 120��180s; SnAgCuǥ������������¶�Ϊ245��, ������ʱ��ֱ�Ϊ30�� 60�� 120��180s��
������õ�ǥ����/���̽��д�ֱ��Ƭ, ��HITACH-S4700������ɨ��羵����������֯��ò, ��EDXȷ��������Ļ�ѧ��ɡ�
2 ���������
2.1 �۵�ֱ��������������/���̽�����֯
ͼ1��ʾΪSnPbǥ���۵��ڳ�ʼ�¶�Ϊ400��ʱ���γɵ���/���̽�������֯�� ��ͼ1�ɿ���, ��/���̽������������״�Ľ����仯����, ���а�״������ӽ��洦����, ��״������֮����ְ�ɫ��Pb�ࡣ ��EDX������֪, �²�����Ni���������״��ijɷ�ΪAuSn2��δ��Ӧ��Au, �ϲ�����ǥ�ϴ��İ�״������ɷ�ΪAuSn4�� ���ֽ����仯�����˵��ǥ���۵���Au���̽Ӵ���, Au��Һ̬ǥ�����ܽⲢ�ڽ���һ����ﵽ�����ܽ��, �Ӷ����ɽ����仯��� �����¶Ƚϸ�, Au������ǥ�����ܽ��ٶȽϸ�, �����仯���ﳤ�����ԡ� �������ڴ���SnPbǥ���۵�(183��)���¶�ͣ��ʱ�䲻����, ��Ȼ��һ����Auδ�μӷ�Ӧ�� ����������AuSn4�Ĺ����������˴�����Sn, ʹ�ֲ�Sn��Ũ�Ƚ���, �Ӷ������ڰ�״�������ĸ�Pb���γɡ�
������治Զ��ǥ�����ϸСAuSn4, ����������仯��������������ǥ���С� �����������ǥ���۵������뺸��ײ�������̹����ж������Һ̬����������, ��Au-Sn������ϴ�, �ڽ����������������۶����¡� ͬʱ, ����ȴ������, �ϴ����ȴ���ʵ��½��洦���ڽϸ�Ӧ��, Ҳ������ʹAu-Sn�������۶ϡ� ��һ����, ����Au�ڸ�����Ѹ�ٵ�������ǥ�����ܽ�, ����Au���ܽ���ɢ����ǥ�ϻ�����, ����ʱ��ǥ�ϻ����������γ�AuSn4���¡�
SnAgCuǥ���۵��ڳ�ʼ�¶�Ϊ400�����������γɵ���/���̽�������֯��SEM���ͼ1(b)�� �ڽ��洦�γɵĻ�������ҪΪAu-Sn����� ��SnPbǥ�����, Au�㷴Ӧ��Ϊ���, ���м�����Au��δ��ȫ������淴Ӧ�γ�Au-Sn����� ����SnAgCuǥ�ϵ��۵�(217��)����SnPbǥ�ϵ��۵�, ǥ���۵����۵������¶ȵ�ͣ��ʱ��Ҫ����SnPbǥ�ϵġ� ������SnAgCuǥ�ϵ�Sn����(96.5%)Զ����SnPbǥ���е�Sn����(37%), �����۵�/���̽��淴Ӧ�в��뷴Ӧ����ҪΪAu��SnԪ��, ���SnAgCuǥ���۵��뺸���е�Au�㷴Ӧ��Ϊ��֡� ����/���̽��洦�������ɷֵ�EDX�����������֪, �²���״�Ļ�������ҪΪAuSn2, �ϲ�����ǥ�ϴ���Ϊ��״AuSn4, ͬʱ�в���AuSn4�ֲ��ڿ��������ǥ�ϻ����ڲ���
2.2 ������������õ���/���̽�����֯
�������۷����γ���/���̽��������֯��ͼ2��ʾ�� ��ѡ�õļ���ղ����Ǿ����Ż���õ�, ��SnPbǥ�������õļ����Ϊ20W, ����ʱ��Ϊ0.1s; ��SnAgCuǥ�������õļ����Ϊ20W, ����ʱ��Ϊ0.2s�� �Ƚ�ͼ1��2��֪, �������γɵ���/���̽��滯������ҪΪAu-Sn����� ��ͼ2(a)��֪, ���������ۺ�, SnPbǥ��/���̽��洦���ڲ���AuԪ��, �����Ľ����仯��������AuSn2��AuSn4, �Ұ�״AuSn4������������������������� ��״AuSn4���γɱ���, ���ü��������γ��㼰�۵�ֱ����������ȹ��̶��Ƿ�ƽ��ġ� ���������۹����е�ǥ�ϴ���Һ̬ʱ����۵�ֱ�������������е�ǥ�ϴ���
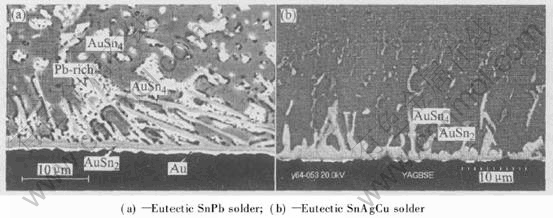
ͼ1 �����۵�ֱ���������γ���/���̽��������֯
Fig.1 Microstructures of interface between solder bump/pad fabricated by molten droplet
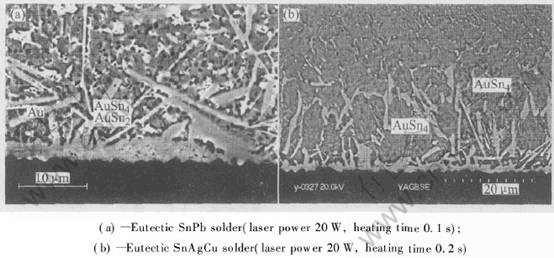
ͼ2 �������������γ���/���̽��������֯
Fig.2 Microstructures of interface between solder bump/pad reflowed by laser
Һ̬ʱ���2��������, ��˼������۹����ж���ЧӦ��Ϊ����, Au�㷴Ӧ��Ϊ��֡� ��ͼ2(a)��ͼ1(a)��֪, �����Au����, ���γɰ�״AuSn4��֯��Ϊ�ִ�, ����İ�״AuSn4�Ͽ�����ǥ���С� ����ͼ2(a)��, ��״AuSn4���������Բ�����, �ɽ��������ǥ���ڲ���ͬ���������� ����ͼ1(a)��, ���뺸�̽��洦�İ�״AuSn4�����������Եķ���ѡ��, ��״AuSn4����ƽ�е���ǥ���������� ��ȡ�����۵�ֱ�������������뼤�������γ�������е�ǥ���뺸�̽��渽���IJ�ͬ�¶��ݶȷֲ��� ��ͼ2(b)��, ����Au-Sn��������Ҫ��AuSn4Ϊ��, �����AuSn4�ӽ��洦�Ͽ�����ǥ�ϻ�����, ����Ҫ������SnAgCuǥ�ϵ�Sn����Զ����SnPbǥ���е�Sn����, Au-Sn��Ӧ��Ϊǿ��, �������γɸ�Sn������AuSn4�� ����Խϳ��ļ������ʱ��, ����MaragoniЧӦ������, �γɸ�ǿ������ڽ�����[16], �Ӷ���ʹAuSn4�ӽ����������ǥ���С�
2.2 �����������µĽ�����֯
�Բ����۵�ֱ�������γɵ�SnPbǥ����/���̽��������۹���, ����������30s��Au����ȫ��Ӧ����ǥ����, ���洦�Ļ������Ϊ����Ni����Sn��Ӧ�IJ���, ��EDX�����������ΪNi3Sn4�㡣 ����������ʱ�������, Ni3Sn4�������� ͼ3��ʾΪSnPbǥ����/���̵�����֯�� ��ͼ3�ɿ���, ��Ni3Sn4���»����ںܺ��Ni��δ��Ӧ, Au��������������������ȫ��Au-Sn���������̬������ǥ�ϻ����ڲ��� �����ۺ���ǥ���㶥��������Զ����ǥ�ϻ����Կ��Է���AuSn4��֯�Ĵ���, AuSn4�ڻ�������״��ϸС��״��̬������ǥ�ϻ����С� �Ƚ������۹�����������ǥ���۵�/���̽Ӵ���Ӧ����, ������������ǥ���㴦��Һ̬��ʱ��Ϊ�뼶, ���Ӵ���Ӧ������ǥ���۵��뺸�̷�Ӧʱ��Ϊ���뼶�� Au������ǥ�ϵ��ܽ����ʺܸ�, ����ڽӴ���Ӧ��, �д��Au�������ۺ��ȫ������ǥ����, ����ʱ���͵�Au�����γ�Au-Sn�����
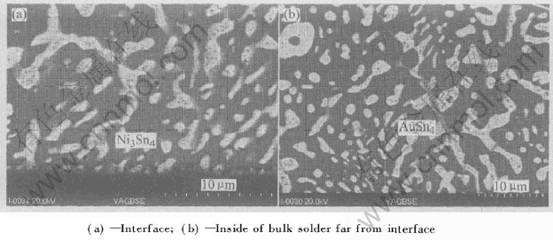
ͼ4��ʾΪ�����ۺ�SnAgCuǥ����/���̵Ľ�������֯�� ��ͼ4�ɿ���, ������30s��, Au��ӽ�����ʧ, Ni����ǥ��ֱ�ӽӴ�, �����Au�㱻��ȫ���ĵ��� �ɴ˿��ƶ�������30s, Au��ȫ������ǥ���С� ����������������, Au���������ɽ����仯����, �����ۺ��Կɷ����а�״��ϸС��״��AuSn4������Զ������ǥ�ϻ����С�
��1 ͼ4�е�A, B��C�����������
Table 1 EDX analysis results of points A, B and C in Fig.4 (molar fraction, %)
ͼ4��A, B��C������׳ɷַ���������ڱ�1�� �ɱ�1�ɿ���, ���滯����ΪCu-Ni-Sn��Ԫ����� CuԪ����NiԪ�ص�Ħ������֮����SnԪ��Ħ�������ı�ֵ�ӽ�6��5, ��˽��滯����ɱ�ʾΪ(CuxNi1-x)6Sn5�� ������Ϊ�����ۺ�SnAgCuǥ����/���̽��滯����Ϊ(CuxNi1-x)6Sn5, ������(CuxNi1-x)6Sn5�ǻ���Cu6Sn5����ṹ�γɵġ� Niԭ�������Cu6Sn5���еIJ���Cuԭ�ӡ� ����Cu��Ni��������������
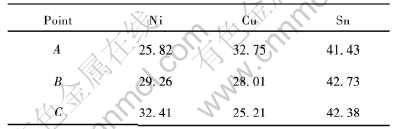
ͼ3 ������60s��SnPbǥ����/���̵�����֯
Fig.3 Microstructures of SnPb solder bump/pad after reflowed 60s
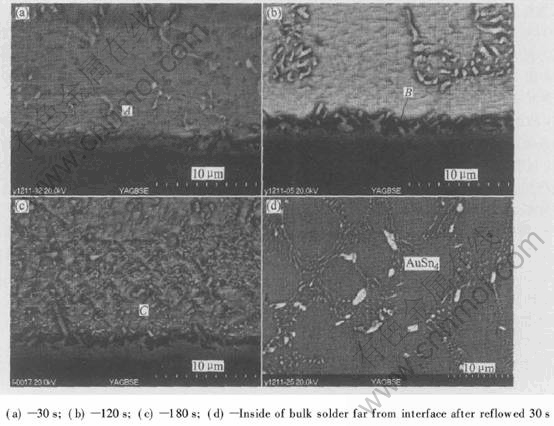
ͼ4 SnAgCuǥ����/���̾���ͬʱ�������ۺ���������֯
Fig.4 Microstructures of interface between eutectic Sn-Ag-Cu solder bump/pad after reflowed different time
�ṹ, ���С�ߴ����2%�� ���, ���Բ������Ni����Cu6Sn5�в�������������, �������γɽ�Ϊ˳��[17]��
3 ����
1) ����ǥ���۵�ֱ��������, Au/Ni/Cu������SnPbǥ�ϼ�SnAgCuǥ���۵����γɵĽ�����֯����Au-Sn������, ���������̵IJ�״AuSn2������ǥ�ϵİ�״AuSn4�� �ڿ������洦, ǥ�ϻ�����Ҳ��ϸС��״��AuSn4�ֲ��� ��SnPbǥ�����, ��SnAgCuǥ��/������ϵ��, Au����ǥ���۵η�Ӧ��ΪѸ�١�
2) ���ü�������������, �����۵�ֱ����������бȽ�, ����õ���/���̽�������仯���ﶼ��Au-Sn������Ϊ���� ���ڲ�ͬ���̵��ص�, ǰ�߽��洦�İ�״AuSn4���������Բ�����, ����AuSn4����ƽ�е���ǥ����������
3) ���۵�ֱ����������, �����������۹�����Au��ȫ������ǥ�ϻ�����, Ni����ǥ�Ϸ�����Ӧ�� ��Ǧ��SnAgCuǥ�ϼ�SnPbǥ�����γɽ�����֯���Բ�ͬ, �����ۺ�SnAgCuǥ��/���̽�����֯Ϊ(CuxNi1-x)6Sn5, �����ۺ��SnPbǥ��/���̵Ľ�����֯ΪNi3Sn4��
��л:
�����о����Ѽ�ʵ�����������Ƚ��Զ���������˾(ASM)�ṩ, �ڴ˱�ʾ��л��
REFERENCES
[1]Kloeser J, Coskina P, Aschenbrenner R, et al. Bump formation for flip chip and CSP by solder paste printing[J]. Microelectronics Reliability, 2002, 42: 391-398.
[2]Koshoubu N, Ishizawa S, Tsunetsugu H, et al. Advanced flip chip bonding techniques using transferred micro-solder bumps[J]. IEEE Transactions on Components and Packaging Technologies, 2000, 23(2): 399-404.
[3]Li L, Thompson P. Stencil printing process development for flip chip interconnect[J]. IEEE Transactions on Electronics Packaging Manufacturing, 2000, 23(3): 165-170.
[4]�Ȫ, ������, �����, ��. SnPbǥ���۵���Au/Ni/Cu���̵ķ�Ӧ����[J]. �й���ɫ����ѧ��, 2004, 14(7): 1139-1143.
LI Fu-quan, WANG Chun-qing, TIAN De-wen, et al. Interfacial reaction between molten 63Sn37Pb droplet and Au/Ni/Cu pad[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(7): 1139-1143.
[5]Liu Q B, Orme M. High precision solder droplet printing technology and the state-of-the-art[J]. Journal of Materials Processing Technology, 2001, 115: 271-283.
[6]Hayes D J, Cox W R, Grove M E, et al. Micro-jet printing of polymers and solder for electronics manufacturing[J]. Journal of Electronics Manufacturing, 1998, 8(3-4): 209-216.
[7]������, �Ȫ. ����ֱ��ǥ������������[P]. CN03111157, 2003-09-03.
WANG Chun-qing, LI Fu-quan. Laser Direct Solder Bumping Technology[P].CN03111157, 2003-09-03.
[8]Economikos L. Laser system for fine pitch tape automated bonding[J]. Journal of Vacuum Science and Technology B, 1994, 12(4): 2394-2399.
[9]James D, Hayward A. Development of laser bonding as a manufacturing process for inner lead bonding[A]. Proceedings of SPIE1598. Laser in Microelectronic Manufacturing[C]. San Jose, CA: SPIE, 1991. 164-169.
[10]Motullo G, Kasulke P, Heinicht K, et al. A low cast bumping process for flip chip technology using electroless Nickel and solder ball placement[A]. Proceedings of the First IEMT/IMC Symposium[C]. Tokyo: The Organizing Committee, 1997. 174-181.
[11]Lee J H, Lee Y H, Kim Y S. Fluxless laser reflow bumping of Sn-Pb eutectic solder[J]. Scripta Materia-lia, 2000, 42(8): 789-793.
[12]����, ������. ������������۶�63Sn37Pb/���̽�������֯��Ӱ��[J]. �й���ɫ����ѧ��, 2002, 12(3): 471-475.
TIAN Yan-hong, WANG Chun-qing. Effect of laser and infrared secondary reflow on the microstructure of 63Sn37Pb/pad interface[J]. The Chinese Journal of Nonferrous Metals, 2002, 12(3): 471-475.
[13]Bradley E, Banerji K. Effect of PCB finish on the reliability and wettability of ball grid array packages[J]. IEEE Transactions on Components, Packaging, and Manufacturing technology- Part B, 1996, 19(2): 320-330.
[14]Puttlitz K J. Preparation, structure and fracture modes of Pb-Sn and Pb-In terminated flip-chips attached to gold capped microsockets[J]. IEEE Transactions on Components, Hybrids and Manufacturing Technology, 1990, 13(4): 647-655.
[15]Tu K N, Zeng K. Tin-lead (SnPb) solder reaction in flip chip technology[J]. Mater Sci Eng R, 2001, R34: 1-58.
[16]��Ң��, ��׳��, ������. ���̼���[M]. ����: ��е��ҵ������, 1998. 75-83.
ZHOU Yao-he, HU Zhuang-qi, JIE Wan-qi. Solidification Technology[M]. Beijing: China Machine Press, 1998. 75-83.
[17]Park J Y, Yang C W, Ha J S, et al. Investigation of interfacial reaction between Sn-Ag eutectic solder and Au/Ni/Cu/Ti thin film metallization[J]. Journal of Electronic Materials, 2001, 30(9): 1165-1170.
�ո�����: 2005-05-25; ������: 2005-07-08
�����: �Ȫ(1972-), ��, ��ʿ�о���
ͨѶ����: ������, ����, ��ʿ; �绰: 0451-86418725; E-mail: wangcq@hit.edu.cn
