
�й���ɫ����ѧ�� 2003,(06),1488-1493 DOI:10.19476/j.ysxb.1004.0609.2003.06.031
����������AZ91D���̬���ϵIJ������۹�������֯�ݱ�
������ѧ���ϵ�Ź����о��������ص�ʵ����,������ѧ���ϵ�Ź����о��������ص�ʵ����,������ѧ���ϵ�Ź����о��������ص�ʵ����,������ѧ���ϵ�Ź����о��������ص�ʵ���� ����110004 ,����110004 ,����110004 ,����110004
ժ Ҫ��
����������������а��̬�ƽ�����AZ91Dþ�Ͻ����ϵIJ������۹�����������֯�ݱ�������о���������� :AZ91Dþ�Ͻ����������¶� (5 85�� )���� 30min����ˮ����ģ�н�ע��������������̬���� ,��5 75���±��� 30�� 4 5min���в�������ʱ ,����֯���й�������̶ȸߡ�����ϸС�����Ⱦ��ȡ���ЧҺ����������ߵ��ص� ;������֯�ݱ��ʼ���Ρ��κͼ��ۺϲ������ 3�β�����ص������ض�ԭʼ���̬���� ,�ı䲿�������¶� ,�������ص��� ,�������� ,ʵ���������۽��̼���֯��̬���Ż� ,�Ӷ����ӹ��տɿ��Ժ�������ϵĴ����ԡ�
�ؼ��ʣ�
þ�Ͻ�;���̬����;����������;����֯;
��ͼ����ţ� TG249
����飺������(1968),��,��ʿ,��ʦ.,������ѧ317����,110004;�绰:02483687734;Email:qichil@online.ln.cn;
�ո����ڣ�2002-12-31
������������ʿ�����������Ŀ (2 10 110 45 0 0 3 );����ʡ��ѧ��������������Ŀ (2 0 0 2 10 0 9);�й���ʿ���ѧ����������Ŀ;
Microstructure evolution and partially remelting processing of two-phase-region casting AZ91D semisolid slurry ingot
Abstract��
The microstructure evolution and partially remelting processing of two-phase-region casting AZ91D magnesium alloy ingots were investigated. The result indicates that the semisolid feedstock cast by held at two-phase-region temperature (585 ��) for 30 min and then poured in water-cooled-iron mould, as is remelted at 575 �� for 30��45 min, refining and homogeneous solid grains with higher spheroidization degree and higher effective liquid volume fraction can be obtained. The microstructure evolution stages of the feedstock include initial stage, spheroidizing stage, and grouping and merging stage, which partially overlap with each other. For the special original semisolid ingot, the spheroidizing stage can be enlarged and the overlap bands can be narrowed through varying remelting temperature, therefore, the optimum microstructure feature and remelting processing will be realized, which will be beneficial to improve the process controllability and the thixoforming property of feedstock.
Keyword��
magnesium alloy; semisolid slurry; two-phase-region casting; microstructure;
Received�� 2002-12-31
�����µĽ�ͨ���������ʹ�õ�þ�Ͻ���ϵ��ܶȺ�С
1 ʵ��
����ASTM������AZ91D�Ͻ�, ������3%(��������)��Ca(����>99.5 %)����ȼ

ͼ1 �����������۵��������� Fig.1 Heating-up curve of sample during remelting
2 ���������
2.1�������۱���ʱ�����֯��Ӱ��
��585 ����(������)����30 min, ��ˮ����ģ�н���ע���Ͻ��в�������, ��ԭʼ������֯��ͼ2(a)��ʾ�� ��575 ���±���5~60 min����֯�ݱ���ͼ2(b)~(f)��ʾ, ����Ӧ��֯�Ĺ�������Ȼ�Բֱ���ֲ���ͼ3��ʾ��
��ͼ2(b)�ɼ�: ����5 minʱ, ������֯�ṹ�����Ա仯, ֻ��֦����ϸС֦辺�Ǿޱ����ͻ�������빲����֯�ɷ����, �������ۻ��Ĺ�����ʴ��, �����ܽ�, ͬʱҲ�����д�֦�����۶�, �ڽϴ��Ǿޱ��֯��Χ�γ�����ϸС���µ���״������ ��ͼ3(a)�ɼ�: 80%���ϵĹ�������ߴ���10~40 ��m��, �dz�ϸС, ���Դ������ϴ�֦����Ǿޱ����
��ͼ2(c)�ɼ�: ����15 minʱ, ����Һ�̽����ϵ���ɢ����, �ϴ���������ϸС���ּ����ۻ������, ͬʱ���µ��� ״����������ײ�ںϳ���ϴ�����̲�, ����������ữ��ͬʱ�����ߴ�Ҳ�������� ��ͼ3(a)��ʾ: ����15 minʱ��������Ȼ�Բֱ����10~50 ��m��Χ�ı������(����50%), ��ֱ����50 ��m���ϵ��ѳ���50%, ����ֱ����90~100 ��m֮��Ĵﵽ20%����, ���������ȷ�Χ�ڽӽ�ƽ���ֲ��� �����������, ����Һ�౻��������������ڲ��γɾ���Һ��, ����Һ�����Լ��١�
��ͼ2(d)�ɼ�: ����ʱ��Ϊ30 minʱ, ���ڹ������������Һ��֮���������ɢ�ѽϳ��, ���������Χ��Һ������ʴ���ۻ�, ����Һ��Ҳ����

ͼ2 ����ԭʼ��֯����575 �汣�ֲ�ͬʱ�����֯ Fig.2 Microstructures of as-cast and as-remelted at 575 �� for various times (a)��Microstructure of as-cast; (b)��5 min; (c)��15 min; (d)��30 min; (e)��45 min; (f)��60 min
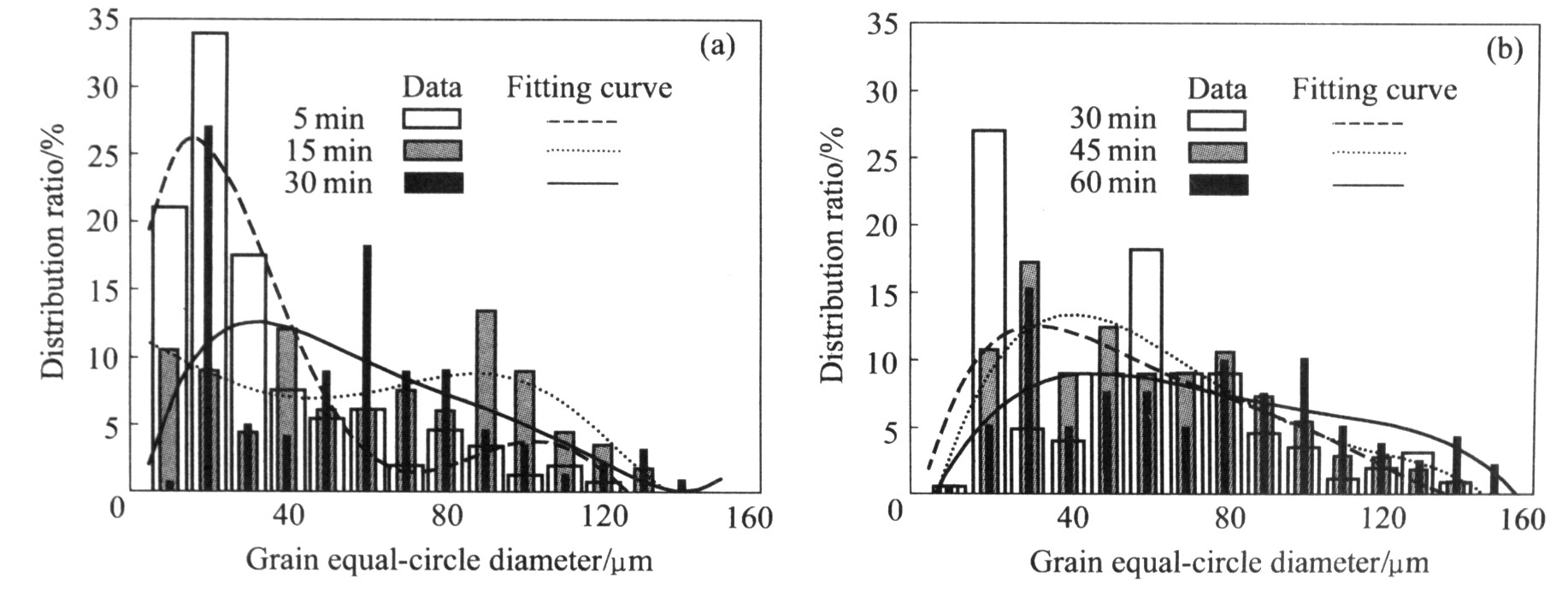
ͼ3 575 ���±��²�ͬʱ��Ĺ�������Ȼ�Բֱ���ֲ� Fig.3 Distribution maps of grain equal-area-circle diameter at 575�� holding for different times
�����ڲ������ʺͿ�λ��ɢ����ϲ�����, �����dz���������Һ���ڽϴ����������γ�Һ����, �������뾧��Һ���ͨ, �Ӷ�ʹ���������������, ����ϸ��, ��ЧҺ�����Ҳ�������ӡ� ����ͨ�����跨�õ��Ľ��ϵIJ�������ʱ����ʱ���Ӱ������ͬ�Ĺ���
����ʱ���һ���ӳ���45 minʱ(��ͼ2(e)), ��������������, ����Һ�������ʧ, ��������桰��ݡ���ʧ, ��ù⻬Բ��, ����Һ�̽����������õĽ��, ͬʱҲ������ʱ������ɢ�Ѿ��Ƚϳ��, �����λ�����ɡ� ��ͼ3(b)��ʾ: ����45 min�뱣��30 minʱ���, ��С����(��20 ��m)��������, ��������, �ϴ�ߴ羧��(��60 ��m)���ڽ���ϸ�����ٷ�������, ������ߴ�û�����Ա仯, �������ֱ����������20~80 ��m֮�䡣
���´ﵽ60 min(��ͼ2(f))ʱ, ������״��������Ĵ��ڶ������ĸ���ѹ��
��ͼ3���Կ���: ƽ���Ȼ�Բֱ���汣��ʱ����ӳ��������Ӻ����, �����ӵ����ơ� ���ֱ仯�����Dz�ͬ����ʱ��ʱ������֯�й���������ȳߴ�ֲ��仯��ֱ�ӽ���� �������ܶ�Ϊ��λ����ڵĹ��������, ��ֵԽ��, ����ԽϸС�� ����ʱ���ӳ�, �������ܶ��Ⱦ罵, ����������, ֮���ּ��ٽ��͡� ��仯����������ƽ���Ȼ�Բֱ���ı仯�෴�� ��˵����������ȽϾ��ȡ�
Բ�ȶ���Ϊc2/(4��A), (c��A�ֱ�Ϊ�����ܳ������)�� Բ��ֵԽС, �̶�Խ��, �����̶�Խ��(����Բ��Ϊ1)�� ͼ4����: �ӳ�����ʱ��, ƽ��Բ���Ȼ������ٺ���������, ����������, �������ڿ����ϲ�����ͨ���ö�ʹԲ�����������͡�
�ڱ���ʱ��Ϊ30~45 min��������, ������֯�й�������������е����ȳߴ�, ͬʱ�̶�Ҳ�ﵽ��ѡ� ���, ������������������575 �沿������ʱ, ��þ��ȡ� ϸС�� �̶������İ��̬����ṹ���Ż�����ʱ��Ϊ30~45 min��
2.2���������¶ȶ���֯��Ӱ��
ͼ5��ʾΪ�����ڲ�ͬ�����¶��¾�����30 minʱ�IJ���������֯�� ͼ6��ʾΪ��ͬ�¶�ʱ�Ĺ������ƽ���Ȼ�Բֱ���� ƽ��Բ�ȺͿ������ܶ�
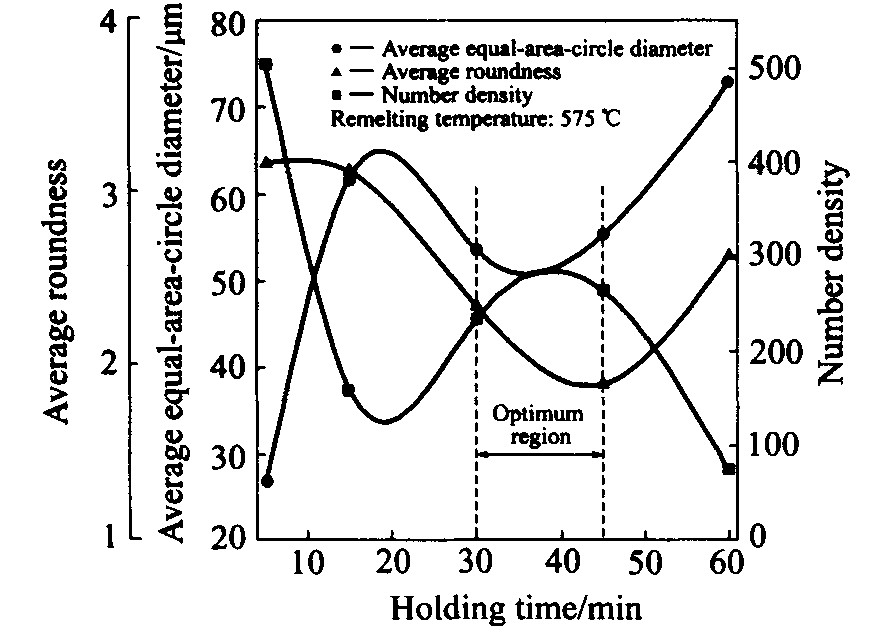
ͼ4 ƽ���Ȼ�Բֱ��, ƽ��Բ�� ����������ܶ���ʱ��ı仯 Fig.4 Variations of average equal-area-circle diameter, average roundness and number density vs holding time
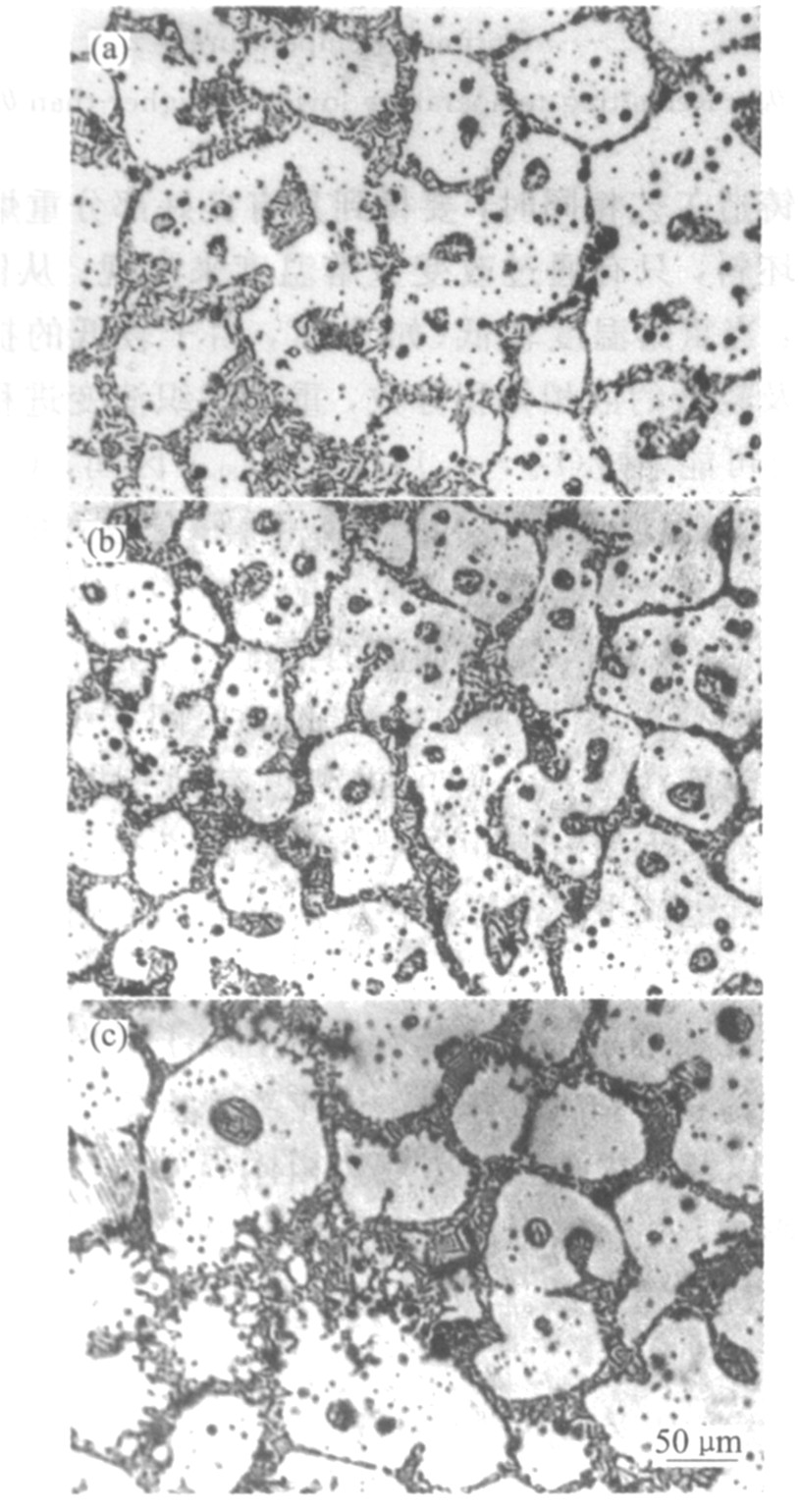
ͼ5 ��ͬ�����¶��µ���֯�ݱ�(����30 min) Fig.5 Microstructure evolution of feedstock at different reheating temperatures (holding for 30 min) (a)��560 ��; (b)��570 ��; (c)��575 ��
�������¶ȵı仯�� ��ͼ�п��Կ���, ����ʱ��Ϊ30 minʱ, �������¶��µĹ���������ѿ�ʼ����
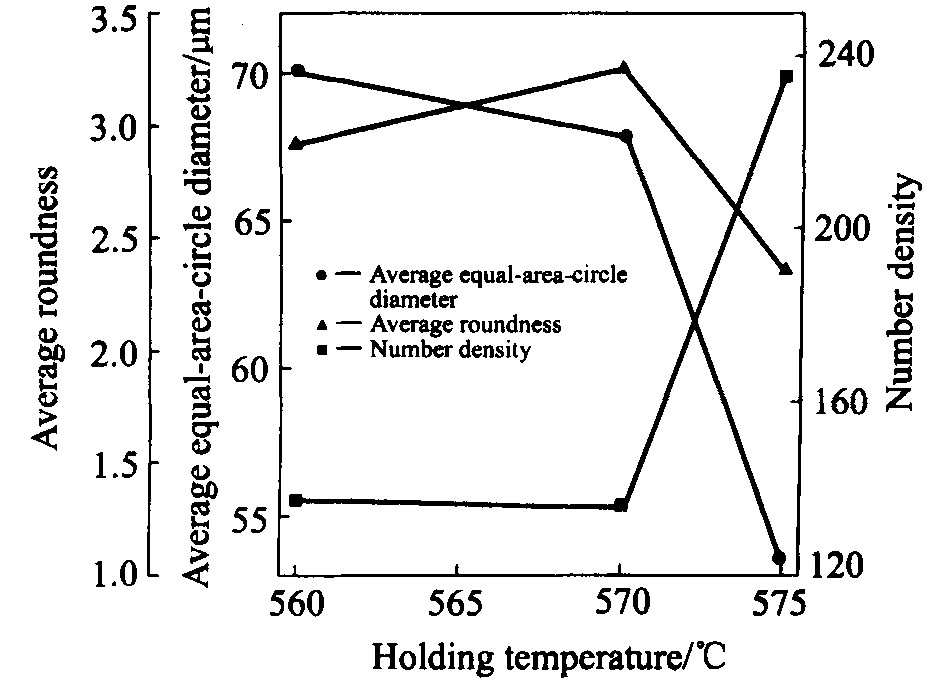
ͼ6 ���������ƽ���Ȼ�Բֱ��, ƽ��Բ�Ⱥ���������ܶ� �������¶ȵı仯(����ʱ��: 30 min) Fig.6 Variations of average equal-area-circle diameter, average roundness and number density vs remelting temperature (holding for 30 min)
�����¶�Ϊ560 ��ʱ, Һ�����������Խϵ�, �������Ҳ��Խϴ�, ����Ҳ��������ϸСҺ��, ƽ���Ȼ�Բֱ���ﵽ70 ��m, ���ѽ�����, �������Բ�ȴﵽ2.92�� ��570 ������ʱ, Һ������������, ��������ۻ��Ӿ�, ��Ȼʹ���ȼ�С, ��������а�����Һ�������ͳߴ���������, �ʹ��������ƽ���Ȼ�Բֱ���½��ķ��Ȳ����� ����560 ������ʱ���, �������ܶȼ����ޱ仯, ������������Ľ���������̶��ޱ仯, �����ڸ���Һ��Թ����������ʴ�Ӿ�, ����ߴ�ȵ���ʱ������ľ���Һ��Ҳ�����ںϲ�������������Һ�����ͨ���, ʹԭ���Ĺ�������̶��½�, Բ����560 ��ʱ��2.92���Ϊ3.26�� �������¶ȴﵽ575 ��ʱ, ƽ���Ȼ�Բֱ�������С, �������ܶ�Ҳ�������, ��������ϸ������¹����ۻ�Һ��������Ӷ�ϸ��������, ���������ΪҺ�����ʴ�;���Һ��ĺϲ���������µĽ�����۶ϼӾ�, ͼ5(c)�о���Һ�����Լ���Ҳ֤������һ��, ͬʱ���½�����Һ�̽�������, ����������, ʹ��ƽ��Բ��ֵ���͵���͵�, ��2.35��
���, ���������۱���ʱ���Ϊ30 minʱ, ����������¶ȷ�Χ��, ��575 ������ʱ, ���������IJ���������֯, ����֯����Բ��С(�̶ȸ�), �������ܶȴ��ƽ���Ȼ�Բֱ��С(����ϸС�Ҿ���), ������Һ�ຬ������(�������ЧҺ���������)���ص㡣
�ۺ������¶Ⱥͱ���ʱ���Ӱ���֪: ����������(����30 min����ˮ����ģ�н�ע)���ϵIJ������۹��ղ��������¶�Ϊ575 ��, ����ʱ��Ϊ30~45 minʱ����÷dz�����İ��̬���ϡ�
2.3����������֯�ݱ�μ�����
����������֯�ݱ�ɷ�3����: 1) ��ʼ���� ���۵㹲����֯���ȷ����ۻ�, ��ͨ��Һ���������������ɢ, �ٽ��˹��������Χ���ܽ�, ����֦��֦辻�Ǿޱ��֯��ͻ�ֱ�Һ����ʴ, �γ�����ϸС���µ���״����, Һ���������, ��� ���µ���״���������ںϻ��̲�, �����ߴ���������, ͬʱ��ʼ���ữ; �������ۻ������в�ͬȡ��֦��ǰ�˿��ܴ��ڵ���������ײ����һЩҺ���������, �γɾ���Һ��, ������������������ʴ���ö��ʡ���ݡ�״�� 2) �� �����ڲ�Һ����ϲ�����, ��������Һ���뾧��Һ���ͨ, ʹ��������ϸ��, ͬʱ����������Һ�������������, ��ߴ������������; ������ɢ�ѽϳ��, ��������ڽ�����������������, ͬʱ�������ڹ⻬, ����ݡ�Ҳ����ʧ, ��ù⻬Բ��, �������, ����������������, ����Һ���������桰��ݡ�������ʧ, �����λ�����ɡ� 3) ���ۺϲ������ ��ʱ��Һ��������Ũ������ƽ��, ��״������������������·����ƶ�������, �ڽ�������������, ��ۼ�, ���ּ��Ż�; ����ʱ������, ��Щ���Ż��ۼ��Ŀ�������ʵ�ֺϲ�����, ʱ��Խ��, �ϲ�����Խ��Ҳ����, Һ�̽����С, �Ӿ�Һ�������, Բ��Ҳ�����½���
���ϲ�������ʱ, �����¶Ⱥͱ���ʱ��ȹ���������ͬ, ����֯�ݱ�Ľ��ݱ�Ҳ������ͬ�� ͼ7��ʾΪ��ͬ�����¶�����ʱ�����Ƶ���֯�ݱ����ʾ��ͼ�� ��ͼ�ɼ�: ����ͬ�¶���, 3���ݱ����ص�, ���ڵ�һ����δ����(t1e)ʱ, �ڶ����Ѿ���ʼ(t2b)����, �����Ѿ���ʼ; �ڵڶ���������δ����(t2e)ʱ, �����εĺϲ��������ʼ(t3b)���С� �Բ������۹����ƶȵ��Ż���Ŀ����Ǿ���������(t1e~t2b)��(t2e~t3b)����, ʹ(t3b~t1e)�������, �Ӷ����ӹ��յĿɿ��ԡ�
���ض��Ͻ�ɷּ�ԭʼ��֯��̬, ��֯�ݱ���������¶ȵĺ���, ���ض��ɷֵĺϽ�, ���̬
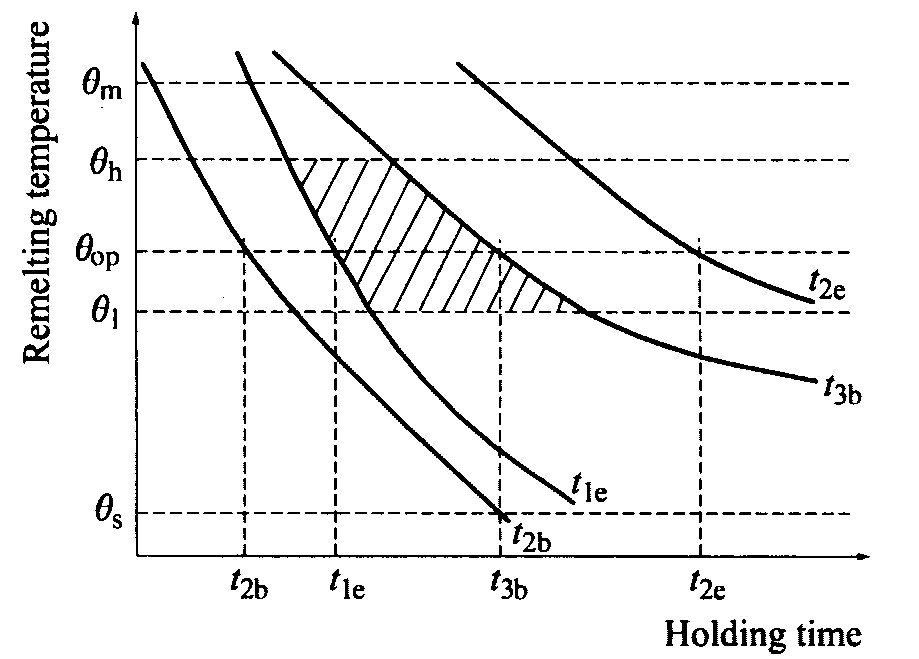
ͼ7 ���ϲ���������֯�ݱ��ʾ��ͼ Fig.7 Diagrammatic sketch of microstructure evolution stages of ingot during remelting tib, tie��Start and end time of i zone; ��m, ��s��Liquidus and solidus temperature; ��op����Optimum temperature; ��l, ��h��Remelting temperature lower or higher than ��op
�ƽ����칤����ͬʱ, Ҫ�õ��������ò���������֯������, ֻ��ͨ���ı������¶���ʵ�֡� ��ͼ7�ɼ�: �������¶Ƚϵ�(���lʱ, ���ڽϵ͵���ɢϵ�����ϵ͵�Һ���������, ������֯�ݱ���̼���, �п�������(t1e~t2b)��(t2e~t3b) ����, (t3b~t1e)����, ���¶�̫��, ����Һ���������̫��, �������ܲ�, �������㴥����ε�Ҫ��; ������������¶�(���h)ʱ, ������µ�����෴, �п�������3���ݱ�ε��ص�, (t3b~t1e)�����С, ������ʧ, ��Һ��������������Ҳ���������������, Ҳ�����ھ���Һ��ļ���, �������ЧҺ�����, ����Ҳ�����˳��ι��������ھ���Һ�����µ���֯���ɡ�
�����ȷ�����������¶�ʱ, ���˿��������Զ�Һ�����������Ҫ����, ��Ӧ����������֯�Ŀɿ���, �Լ�����Һ�����ЧҺ�������������֯���ɵ�Ӱ��, ���������Ч�ʡ� ͼ7����ʾ�������߲���Ϊ�Ż���������
�����
[2] ��BrownRE .Magnesiumalloysandtheirapplications[J].LightMetalAge,2001,59(56):5456.
