
���õ������β���Ʊ���ѹש
����������һ����������
(�人������ѧ ��Դ�뻷������ѧԺ������ �人��430070)
ժ Ҫ��
����β����ʯ��ʯ��Դ������������ɳΪԭ���Ʊ���ѹש�������䷽��ƺͽ��蹤�ռ�����ѹ�����Ʊ���ѹש��Ӱ�죬�Ը���ѹש����XRD��SEM�������������������ڳ�����β����������Ϊ70%��ʯ����������Ϊ15%����ɳ��������Ϊ15%������2�ν��蹤�գ�����ѹ��Ϊ20 MPa������ѹ��Ϊ1.2 MPa����ѹʱ��Ϊ6 h�������Ʊ�����ѹש���俹ѹǿ��Ϊ21.20 MPa������ǿ��Ϊ4.21 MPa��15�ζ��ں�ѹǿ��Ϊ18.36 MPa��������ʧΪ0.72%���ﵽGB 11945��1999(����ѹ��ɰש��)�涨��MU20����Ҫ����ǿ����Ҫ��Դ��ˮ����Ӧ���ɵĢ���ˮ������ơ��в�Ī��ʯ��ˮʯ��ʯ���������֯�γ�����ṹ�������������β��ͻ�ɳ�����γɽ��ܺͼ�̵ĹǼܡ�
�ؼ��ʣ�
��ͼ����ţ�TD926.4 ���ױ�־�룺A ���±�ţ�1672-7207(2013)05-1760-06
Preparation of autoclaved bricks made from low-silicon hematite tailings
ZHAO Yunliang, ZHANG Yimin, CHEN Tiejun
(School of Resources and Environmental Engineering, Wuhan University of Technology, Wuhan 430070, China)
Abstract: The preparation of autoclaved bricks from low-silicon hematite tailings from western Hubei province was investigated. The results show that the optimum raw material composition is a mixture of 70% hematite tailings, 15% lime and 15% sand. The optimum forming pressure is 20 MPa. The compressive strength, flexural strength, the compressive strength and mass loss after 15 times freezing-thawing of autoclaved bricks obtained under optimum test conditions are 21.20 MPa, 4.21 MPa, 18.36 MPa and 0.72%, respectively. The performances of autoclaved brick satisfies the standard of GB 11945��1999. Calcium silicate hydrate, tobermorite and hydrogarnet make main contribution to the strength of the autoclaved brick. They form network structure and shaped compact and solid framework through cementing particles of hematite tailings and yellow sands.
Key words: low-silicon; hematite tailing; autoclaved brick; preparation
�������׳���������������÷�ѡ���̲����Ĵ���β��ʵ�ֶ�������β��ĸ�Ч���ã�ʼ���Dz��ɱ�����ش���⡣��β���ۺ����õ�;��һ�����м�Ԫ�ص���ѡ[1]��������������[2-3]������β�����ɿ���[4]���������ܲ���[5-7]��β������븴�ѵ�[8-9]������ijѡ����ʯ��ʯ��Դ�ḻ����δ�������ã�Ϊʵ�ָõس�����β���ʯ��ʯ��Դ���ۺ����ã�������Ϊ��Ҫԭ���Ʊ���ѹש����һ�������Ч��;���Ч�档Ŀǰ��������Է�ú���Ʊ���ѹש�����˴����о�[10-11]�������ŷ�ú�ҵ��ۺ����ó̶Ȳ��ϼ����ú�Ҽ۸�Ҳ��֮���ߣ���ú����ѹש�������ɱ����ӣ��Կ�ɽβ��Ϊ��Ҫԭ���Ʊ���ѹש��Ϊ����Ҫ���о����⡣���о�����β�����Է����Ļ����ϣ���������Ϊ���Ϻ�Դ���Զ������طḻ�����۵�ʯ��ʯ��Ϊ��Դ���ٲ���������ɳ���Ʊ����ܽϺõ���ѹש���Ա�Ϊ����������β���Ч���������ṩ�µ�;����
1 ����
1.1 ����ԭ�ϼ�������
1.1.1 �������
������β��ȡ�Զ�����ʼ��ijѡ��Ϊǿ��ѡβ��β�����������ʽ�������һ�ζԹ��������ϸ�ɷ�״����Ϊ������ԭ�ϡ���Xios advanced X��ӫ������Ƕ�����л�ѧ�ɷַ������������1��
��1 ��β��ѧ�ɷ�(��������)
Table 1 Chemical compositions of hematite tailings %
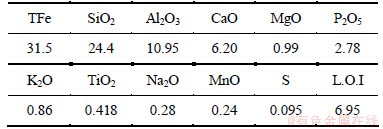
�ɱ�1��֪���ó�����β��SiO2��������Ϊ24.4%����������β��[12]��
����D/Max-IIIA��XRD�����Ƕ�����п�����ɷ�����ɨ���ٶ�Ϊ15 (��)/min������Ϊ0.02�㣬�в�ΪCu�У���ѹΪ40 kV������Ϊ30 mA�������ͼ1��
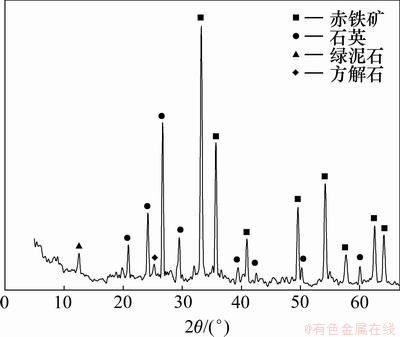
ͼ1 ������β��XRDͼ
Fig.1 XRD pattern of hematite tailings
��ͼ1��֪���ó�����β��Ŀ��������Ҫ�ɷ��dz������ʯӢ����Ҫ����Ϊ����ʯ�ͷ���ʯ�ȡ�
��ɸ�ַ���������������ȷ����������ͼ2��
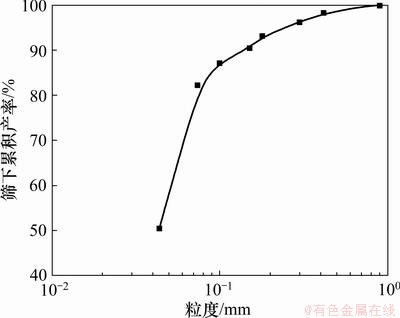
ͼ2 ��β��������������
Fig.2 Particle size distribution of hematite tailings
��ͼ2�ɼ�������β�����Ƚ�С������С��0.044 mm��ռ50.44%��С��0.074 mm��ռ82.14%������β������нϴ�ıȱ����������������ʳɷ�����ѹ���������������Ƴ�ַ�Ӧ��ͬʱ����β������д��ڲ��ֽϴֿ������ڸ�����ϵ�����ϵ����á�
1.1.2 ʯ��
ʯ��Ϊ��ѹ��Ӧ�ṩ��Դ���븴����ϵ�еĹ��ʲ��Ϸ�Ӧ���ɸ���ˮ�����ʹ��Ʒ���һ��ǿ�ȣ���һ����ʯ������ʱ�ɲ���������������ǿ��ˮ���ӵ����˶�����߳������ϵ����ԡ���������ʯ��Ϊ��������ʯ�ҡ�ʯ��ʯȡ�Զ�����ʼ��ijѡ�������������¶�Ϊ1 150 �桢����ʱ��Ϊ30 min�����£����Ƶ�ʯ�ҵ�CaO��������Ϊ88.26%�������¶�Ϊ99 �棬����ʱ��Ϊ280 s������JC/T 621��1996(�������ν�����Ʒ����ʯ�ҡ�)һ��Ʒ����Ҫ��
1.1.3 ��ɳ
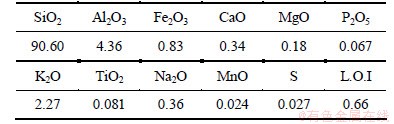
����������β��Ϊ������β��Ϊ�����Ʊ���ѹשһ���ĸƹ�ȺͿ������䣬���������Ĺ��ʲ��ϡ�����ɳ�������û�ɳ����Ϊ0.9~1.6 mm���仯ѧ�ɷּ���2��
�ɱ�2��֪����ɳ��SiO2����������Ϊ90.60%����ɳ�IJ���ֱ��Ӱ����ѹש�����ܣ�����������2�����棺(1) �ṩ��Դ����ɳ�е�SiO2���������ʯӢ̬���ڣ���ˮ���������ܸ�ΪѸ�ٵ��ܽ���Ca(OH)2������Һ������ˮ������ƣ������ѹש���ܣ�(2) ������������ɳ�ڸ�����ϵ�г䵱�ֹ��ϣ��ڼ�ѹ����
��2 ��ɳ��ѧ�ɷ�(��������)
Table 2 Chemical compositions of yellow sands %
�У����˴���ѹ�����ã��˷���С��β���������ɵ��ܶȲ��ȡ������ֲ�������������Ʒ��ǿ��[13]��
1.2 �Լ��Ʊ������
��ʯ��ʯ��һ���¶��¾�XZ-13����¯��������30 min���Ƶ���ʯ�ң���ȴ�������GJ-�����ܷ�ʽ�����������з�ĥ���á�
��������β��ʯ�ҡ���ɳ��ʯ�ఴ������������JJ-5��ˮ�ེɰ������л�Ͼ���(����Ϻ�ˮ��Ϊ15%)��������װ��ֱ��Ϊ50 mm��ģ���У�ģ�߷�����YES-100����ʽҺѹѹ�����������20 MPa��ѹ�����ͣ����Ƶ�ש����
ש����YZF-2A����ѹ���н�����������������ѧ���о������ڱ������������������º�ѹʱ���ѹ���ij˻�Ϊ70~75 kg/(cm2��h)���ܻ�����õ���Ʒ[14]������������ѡ��ѹ��Ϊ1.2 MPa����ѹʱ��Ϊ6 h��ש���������ó�����β����ѹש��
��ѹש�Ŀ�ѹǿ�ȼ�ⰴ��GB/T 2542��2003 (����ǽש���鷽����)�������̽��С�
2 �������������
2.1 �䷽���
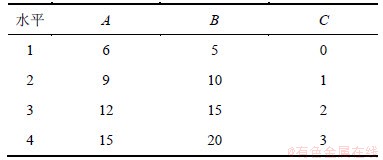
��������ԭ�ϳ�����β��ʯ�ҡ���ɳ��ʯ��֮����ڻ�ѧ��Ӧ���ڸ�����ϵ�����Ӱ�졢���Լ�����������3����4ˮƽ��������������䷽��ơ�
ѡȡʯ�ҡ���ɳ��ʯ�����Ϊ�������أ��Կ�ѹǿ��Ϊ����ָ������������飬Ѱ����ѵ��䷽��ѡ��4ˮƽ��L16(45)����������Ƶ����鷽���������顣�������õ�����ˮƽ������3�������������ͼ�������ֱ����4�ͱ�5��ʾ��
�ɱ�4�ͱ�5�����֪��Ӱ�������β����ѹש�Ŀ�ѹǿ�ȴӴ�С��˳��Ϊʯ��(A)����ɳ(B)��ʯ��(C)����A��B��C���ۺϿ��dz�����β��������ʡ�ԭ�ϳɱ�����ѹש���ܣ��䷽���������ΪA4B3C1����ʯ����������Ϊ15%����ɳ��������Ϊ15%��������ʯ�࣬��ʱ������β�����������Ϊ70%��
��3 ����ˮƽ��(��������)
Table 3 Levels of factors %
��4 ����������
Table 4 Results of orthogonal experiments
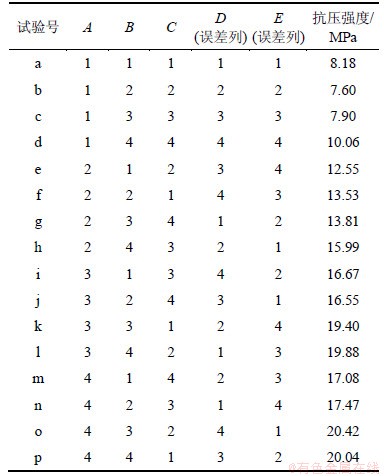
��5 ��������ļ������
Table 5 Range analysis of orthogonal experiment

2.2 ���蹤�յ�Ӱ��
��һ������£���ͳ���������ϲ���һ�ν��裬���ɴﵽ����Ҫ��[15]�����ǣ����ڱ���������ʯ��Ϊ����ʯ�ң��ڼ�ˮ����ʱʯ�ҿ�ʼ������Ϊ���ʯ��������ɢ�ͳ����������ԣ����Dz���Ԥ������ս����2�ν��蹤�գ�������Ԥ���蹤��
�ڳ�����β����������Ϊ70%��ʯ����������Ϊ15%����ɳ��������Ϊ15%�����£���δ��Ԥ����;�Ԥ�����2�ֽ��蹤�շֱ��Ƶó�����β����ѹש��������ѹש�Ŀ�ѹǿ�Ƚ��в��ԣ������ͼ3��
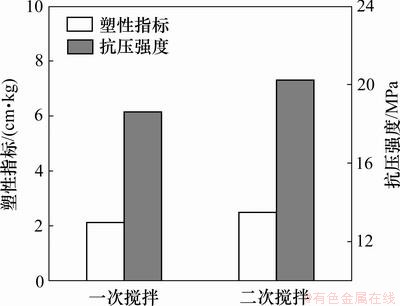
ͼ3 ��ͬ���蹤�ն����ԺͿ�ѹǿ�ȵ�Ӱ��
Fig.3 Effect of different stirring processes on plasticity and compressive strength
��ͼ3��֪����һ�ν��蹤�յij�����������ָ��Ϊ2.1 cm��kg����ѹש��ѹǿ��Ϊ18.58 MPa����2�ν��蹤�յij�����������ָ��Ϊ2.5 cm��kg����ѹש��ѹǿ��Ϊ21.20 MPa��������һ�ν��裬������Ʒ������ߣ���MU15��ߵ�MU20��������Ϊʯ�������������лᲿ�ֽ���γɼ��Կ��������³������岻��ʵ����2�ν��蹤���ܺܺõض����������������á����⣬�ڶ��ν���ʱ��������ˮ�������ⲿ��ˮ���ȷֲ�����δ�γ�����ˮĤ�Ĺ���������棬��Ч������˳������ϵ����Ժ���ѹש�Ŀ�ѹǿ�ȡ�
��������ȫ������2�ν��蹤�գ����ղ���Ϊ��һ�ν����ˮ10%(��������)�����ν����ˮ5%��
2.3 ����ѹ����Ӱ��
ѹ�Ƴ���ʹ��Դ�������Դ�������ܽӴ��Ա�֤������ķ�Ӧ��Ч���У�ͬʱΪש���ṩ��ʼǿ�ȡ��ڳ�����β����������Ϊ70%��ʯ����������Ϊ15%����ɳ��������Ϊ15%������2�ν��蹤�ղ���������¸ı����ѹ�����ֱ�Ϊ10��15��20��25��30 MPa���������ѹ������ѹש��Ʒ��Ӱ�죬�����ͼ4��
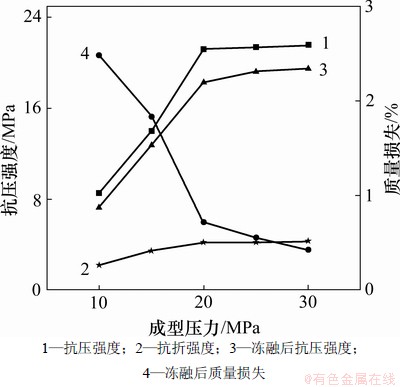
ͼ4 ����ѹ������Ʒ���ܵ�Ӱ��
Fig.4 Effect of different forming pressures on performance of autoclaved bricks
��ͼ4��֪����Ʒ�Ŀ�ѹǿ�ȺͶ��ں�ѹǿ�����ų���ѹ���������ȿ������ӣ�������ѹ���ﵽ20 MPa������ƽ��������ǿ�����ų���ѹ�������Ӳ���̫���ԣ�������ѹ���ֱ�Ϊ5 MPa��10 MPaʱ�����ں�������ʧ��1%���ϣ�������ѹ������20 MPaʱ�����ں�������ʧ���Խ��Ͳ����ڻ��͡����������ڳ���ѹ������һ��ֵʱ�����ϵĿ�϶�ʺܴ��������Ħ����С������ѹ����������������������Ͽ����Ľ��̶ܳȣ���������ѹ��Ӧ�ij�ֽ��к�ש���ij�ʼǿ����ߣ�����ѹ���ﵽһ��ֵʱ��������Ħ��������ͬʱ��������δ�ų�������ѹ�����·�����������ʱ������ѹ�������Ӳ�������Ч����߿���������ܶȡ�������ѡȡ20 MPa��Ϊ���˵ij���ѹ����
2.4 �Ż�����
���������������ý����ϳ��Ż����鷽���Ʊ�һ��������β����ѹש��������GB 11945��1999(����ѹ��ɰש��)�����м�⣬�Ż����鷽������ѹǿ�ȼ��������6��
�ӱ�6��֪�����Ż����鷽���������Ʊ�����ѹש��ѹǿ�ȴﵽGB 11945��1999(����ѹ��ɰש��)�涨��MU20����Ҫ����˵�����ö���������β����ʯ��ʯ��Դ������������ɳ���Ʊ����ܽϺõij�����β����ѹש�ǿ��еġ�
��6 �Ż����鷽������ѹש����
Table 6 Optimization experiment and performance of autoclaved brick

3 ��Ʒ����
Ϊ�о��Ʊ�����ѹש��ǿ���γɻ��������ڳ�����β����������Ϊ70%��ʯ����������Ϊ15%����ɳ��������Ϊ15%������2�ν��蹤�գ�����ѹ��Ϊ20 MPa������ѹ��Ϊ1.2 MPa����ѹʱ��Ϊ6 h�������Ʊ�����ѹש����XRD��SEM����������ֱ��ͼ5��ͼ6��
��ͼ5���Կ�������ѹש����Ҫ�����г�����ʯӢ������ʯ��ˮʯ��ʯ���в�Ī��ʯ�͢���ˮ������ơ���˵����1.2 MPa���������������£�������β��ͻ�ɳ�е�SiO2�ܽ⣬����Ca(OH)2����ˮ����Ӧ�����ˢ���ˮ������ơ��в�Ī��ʯ��ˮʯ��ʯ����Щˮ����������ڹǼܵĿ�϶�У�������ѹשǿ�ȣ��������в�Ī��ʯ�������õ�������ѧ���ܣ�Ϊ��ѹש�ĸ�ǿ���ṩ�˱�֤��
��ͼ6(a)��������ѹש�Ľṹ���ܣ���϶����С������������ʣ�����֮������ӽ��ܣ�ˮ������ܺõذ����ڳ�����β��ɳ�������棬����״��ˮ������ƽ�֯����ڿ�϶�У���Ϊ��ѹשǿ�ȵķ����ṩ�˺ܺõ�������ͼ6(b)�У���Ƭ״���в�Ī��ʯ����ά״�Ģ���ˮ��������Լ�δ�ֽ���ȫ��ˮʯ��ʯ�ۼ���һ�����֯�γ�����ṹ��ͬʱˮ�������ڿ����ϸ��ţ������������β��ͻ�ɳ�����γɽ��ܺͼ�̵ĹǼܣ�ʹ����������ϵ�ṹ�������ܣ���϶�ʽ��ͣ��Ӷ�ʹ��ѹש���нϸߵ�ǿ�ȡ�
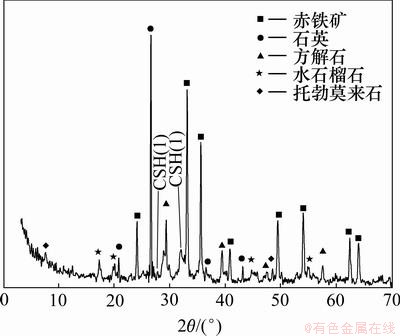
ͼ5 ��ѹש��X��������
Fig.5 XRD pattern of autoclaved brick
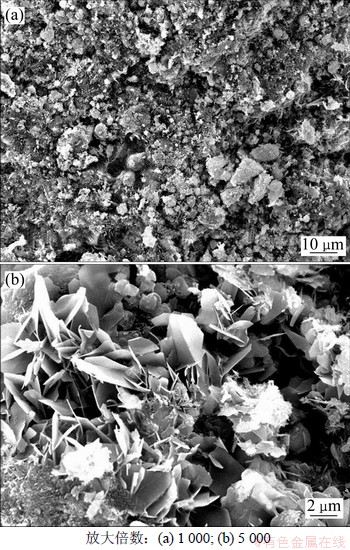
ͼ6 ��ѹש��SEM��òͼ
Fig.6 SEM morphologies of autoclaved brick
4 ����
(1) ���ö���������β����ʯ��ʯ��Դ������������ɳΪԭ���Ʊ���ѹש���ڳ�����β����������Ϊ70%��ʯ����������Ϊ15%����ɳ��������Ϊ15%������2�ν��蹤�գ�����ѹ��Ϊ20 MPa������ѹ��Ϊ1.2 MPa����ѹʱ��Ϊ6 h�������Ʊ�����ѹש�ﵽGB 11945��1999(����ѹ��ɰש��)�涨��MU20����Ҫ��
(2) ������β����ѹשǿ����Ҫ��Դ��ˮ����Ӧ���ɵĢ���ˮ������ơ��в�Ī��ʯ��ˮʯ��ʯ���������֯�γ�����ṹ�������������β��ͻ�ɳ�������γɽ��ܺͼ�̵ĹǼܡ�
�ο����ף�
[1] LI Chao, SUN Henghu, BAI Jing, et al. Innovative methodology for compressive utilization of iron ore tailings. Part 1: The recovery of iron from iron ore tailings using magnetic separation after magnetizing roasting[J]. Journal of Hazardous Materials, 2010, 174(1): 71-77.
[2] Das S K, Kumar S, Ramachandrarao P. Exploitation of iron ore tailing for the development of ceramic tiles[J]. Waste Management, 2000, 20(8): 725-729.
[3] LIU Yangsheng, DU Fang, YUAN Li, et al. Production of lightweight ceramist from iron ore tailings and its performance investigation in a biological aerated filter(BAF) reactor[J]. Journal of Hazardous Materials, 2010, 178(3): 999-1006.
[4] ������. �ҹ�����β���ۺ�����[J]. ������ɽ, 2009, 397(7): 158-162.
ZHAO Ruimin. Comprehensive utilization of iron tailings in China[J]. Metal Mine, 2009, 397(7): 158-162.
[5] Sakthivel R, Vasumathi N, Sahu D, et al. Synthesis of magnetite powder from iron ore tailings[J]. Powder Technology, 2010, 201(2): 187-190.
[6] LI Jing, WANG Qi, LIU Jihui, et al. Synthesis process of forsterite refractory by iron ore tailings[J]. Journal of Environmental Sciences, 2009, 21(S1): 92-95.
[7] YU Honghao, XUE Xiangxin, HUANG Dawei. Synthesis of mesoporous silica materials (MCM-41) from iron ore tailings[J]. Materials Research Bulletin, 2009, 44(11): 2112-2115.
[8] ����, ��С��, ���㿡, ��. ���ϲ���ʯµ����β�����ֲ������[J]. ��̬ѧ��, 2007(2): 754-762.
GUO Tao, YANG Xiaobo, LIAO Xiaojun, et al. Investigation on the vegetation of iron tailing wasteland in Shilu, Changjiang, Hainan Province[J]. Acta Ecologica Sinica, 2007(2): 754-762.
[9] Norland M R, Veith D L. Revegetation of coarse taconite iron ore tailing using municipal solid waste compost[J]. Journal of Hazardous Materials, 1995, 41(2): 123-134.
[10] Tayfun C, Mehmet T. Lime based steam autoclaved fly ash bricks[J]. Construction and Building Materials, 2007, 21(6): 1295-1300.
[11] Chindaprasirt P, Pimraksa K. A study of fly ash-lime granule unfired brick[J]. Powder technology, 2008, 182(1): 33-44.
[12] ������, ������, �����. �ҹ���β����Դ��״���ۺ�����[J]. �ִ���ҵ, 2009(10): 23-25.
GUO Jianwen, WANG Jianhua, YANG Guohua. Current situation and comprehensive utilization of iron ore tailings resources in our country[J]. Modern Mining, 2009(10): 23-25.
[13] ����, ��һ��, ������, ��. ������β����������ש���Ʊ��о�[J]. �ִ���ҵ, 2010(2): 67-69.
LIU Tao, ZHANG Yimin, CHEN Tiejun, et al. Preparation study of low density tailings of hematite non-burned and non-autoclaved bricks[J]. Modern Mining, 2010(2): 67-69.
[14] ������. ��ѹ���������������ƶȵ�̽��[J]. ���ͽ�������, 2006(12): 72-74.
FU Kunrong. Discussion on curing system of autoclaved aerated concrete[J]. New building materials, 2006(12): 72-74.
[15] �����, ����. ����ש����ʵ�ü���[M]. ����: ��ѧ��ҵ������, 2009: 153-156.
YAN Zhenjia, HE Yanjun. Production practical techniques of non-burned bricks[M]. Beijing: Chemical Industry Press, 2009: 153-156.
(�༭ ���˱�)
�ո����ڣ�2012-09-27�������ڣ�2012-11-27
������Ŀ����ʮһ�塱���ҿƼ�֧�żƻ��ص���Ŀ(2007BAB15B02)
ͨ�����ߣ���һ��(1954-)���У����������ˣ����ڣ���ʿ����ʦ�����¸�Ч�ྻ����ӹ������빤�ա�������Դ�����о����绰��027-87212127��E-mail: zym126135@126.com
ժҪ�����ö����������β����ʯ��ʯ��Դ������������ɳΪԭ���Ʊ���ѹש�������䷽��ƺͽ��蹤�ռ�����ѹ�����Ʊ���ѹש��Ӱ�죬�Ը���ѹש����XRD��SEM�������������������ڳ�����β����������Ϊ70%��ʯ����������Ϊ15%����ɳ��������Ϊ15%������2�ν��蹤�գ�����ѹ��Ϊ20 MPa������ѹ��Ϊ1.2 MPa����ѹʱ��Ϊ6 h�������Ʊ�����ѹש���俹ѹǿ��Ϊ21.20 MPa������ǿ��Ϊ4.21 MPa��15�ζ��ں�ѹǿ��Ϊ18.36 MPa��������ʧΪ0.72%���ﵽGB 11945��1999(����ѹ��ɰש��)�涨��MU20����Ҫ����ǿ����Ҫ��Դ��ˮ����Ӧ���ɵĢ���ˮ������ơ��в�Ī��ʯ��ˮʯ��ʯ���������֯�γ�����ṹ�������������β��ͻ�ɳ�����γɽ��ܺͼ�̵ĹǼܡ�
[4] ������. �ҹ�����β���ۺ�����[J]. ������ɽ, 2009, 397(7): 158-162.
[8] ����, ��С��, ���㿡, ��. ���ϲ���ʯµ����β�����ֲ������[J]. ��̬ѧ��, 2007(2): 754-762.
[12] ������, ������, �����. �ҹ���β����Դ��״���ۺ�����[J]. �ִ���ҵ, 2009(10): 23-25.
[13] ����, ��һ��, ������, ��. ������β����������ש���Ʊ��о�[J]. �ִ���ҵ, 2010(2): 67-69.
[14] ������. ��ѹ���������������ƶȵ�̽��[J]. ���ͽ�������, 2006(12): 72-74.
[15] �����, ����. ����ש����ʵ�ü���[M]. ����: ��ѧ��ҵ������, 2009: 153-156.
