
����HR-1����ָ�Ӧǥ�����������о�
�й����������о�Ժ,�й����������о�Ժ,�й����������о�Ժ ����621900 ,����621900 ,����621900
ժ Ҫ��
����X���������ǡ���Ъ���������ǡ�����������ɨ��羵����Ӳ�ȼƶ�����HR 1����� (Be/SS) ��Ӧǥ����Ʒ�����ɷ֡���֯�����ܽ������о�����������ǥ����֯�ɳ���������AlSi�����幹�� , ��SS�������������� , �ڿ�����������Ե���ɢ���ɲ� , ���ɲ��д��ڽ����仯���ʹ������ǥ�Ͻ��и�Ӧǥ��ʵ��Be/SS�����ǿ��еġ�
�ؼ��ʣ�
��ͼ����ţ� TG454
�ո����ڣ�2001-02-28
Characteristics of Interface Between Beryllium and HR-1 Stainless Steel by Induction Brazing
Abstract��
Microstructure and composition of the beryllium/st ai nless steel (00Cr17Ni14Mo2) (Be/HR-1) brazed joint were investigated with X-r ay energy dispersive spectrometer, scanning electron microscope, auger electron spe ctrometer and optical microscope.The results indicate that the brazing material AlSi_ 12 infiltrates well to the surfaces of HR-1 stainless steel and Be.An apparent interface layer exists between the welding area and Be.The welding are a is mainly composed of �� Al and AlSi phase.It is feasible to joint Be and SS with AlSi_ 12 by induction brazing.
Keyword��
Beryllium; Stainless steel; Induction brazing ; Composition; Microstructure;
Received�� 2001-02-28
��Ӧǥ�������������ڸ�Ƶ�����ų��в����ĸ�Ӧ����������ǥ��ʵ�ֺ��ӵķ���
������ǥ������Ҳ�в��ٳɹ������� , ���ɺ��Բ����Ͳ����֮���Ӧǥ��������о���δ��չ, ��Ͳ����֮��������Ƿ�Ӧ�ѹ�������Ҫ���������
1 ʵ��
1.1 ����
�����Ϊ���ܴ��� HR-1 �����, ��ɷ�Ϊ (��������) :C��0.03%, Cr:16%��18%, Ni:10%��14%, Mo:2%��3%, Si:1%, ����ΪFe��ǥ��Ϊ����ǥ���й躬��Ϊ 12%��1% (��������) ����Ϊ������ѹ��, ���ʺ������1��
��1 ������ѹ�����ʺ���
Table 1 Impurity composition of beryllium
����Ԫ�� |
Fe | Al | Ni | Cr | Mn | Pb | Mg | O |
����/��g��g-1 |
1800 | 780 | 32 | 100 | 130 | 10 | 1200 | 7800 |
1.2 ����ֱ������������Ʊ�
�������ӶƵķ������ߴ��� (����99.99%) ����ն�Ϊ 1.32��10-6Pa �������¶������� HR-1�����ϸ�ܱ���, ������Ϊ 0.25 mm��
1.3 ��Ӧǥ��
��HR-1�����ϸ�ܲ������н��и�Ӧǥ��, �乤�ղ���Ϊ��ѹ2.4kV, ��դ����8��1 , �����¶� 580��, ����ʱ�� 1 min��
1.4 ��֯����
��ǥ����Ʒ�����ʿ�, ʹǥ������ֱ�¶������, �ڽ���ɰֽ��ʪ����ĥ����, ʴ��ǰ�����Ʒ�ֱ��ڽ���������ɨ��羵�½�����֯������
1.5 ���ɷַ���
ʴ�̺����Ʒ�� KYKY ɨ��羵����X���������Ƿ�����ͬ�����Ԫ�غ����������ޱ���������������, ����ZAF����, �Բ�ͬ�����Զ������Ϊ��, �������������
��Ъ������������ PHI-650 ������������Դ�ֱ�ڽ������ɨ��ķ�ʽ���С�
1.6 ��Ӳ�Ȳ���
��Ӳ����71��Ӳ�ȼ��Ͻ���, �ֱ����ĸ�ġ����桢�����ڲ���ͬλ�õ�Ӳ��ֵ��
2 ���������
2.1������֯
����̬���ý��������۲쵽����ĺ����ò��ͼ1��ʾ����ͼ�ɼ� AlSi12 ǥ���� HR-1 �����ϸ�ܼ�������������, ���в���ǥ��ͨ��ëϸ���ý�����չ���˲����ϸ������ķ�϶, ����������ߺ��ӵ��ܷ��Լ�ǿ�ȡ�
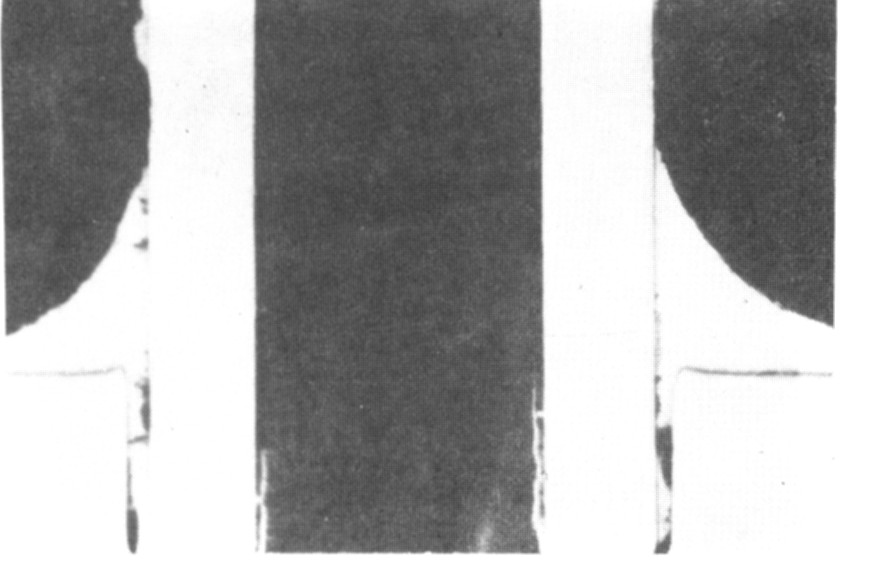
ͼ1 ����ĺ����ò ��15
Fig.1 Profile of brazing
ͼ2, 3, 4�ֱ�Ϊ���첻ͬ�������֯��ò, ��ͼ1��ͼ2���Կ���ǥ��������㼰���ѳ���ۺ�, ���������⻬�������������ȡ���ǥ����ĸ�Ľ�����, �����ں�ֺ������������һЩ����, �ֲ�������, ��HR-1�����һ����Խ϶����Ĵ��ڿɵ��º���ǿ�ȼ������Ե��½�, ��ͼ1��ʾ������
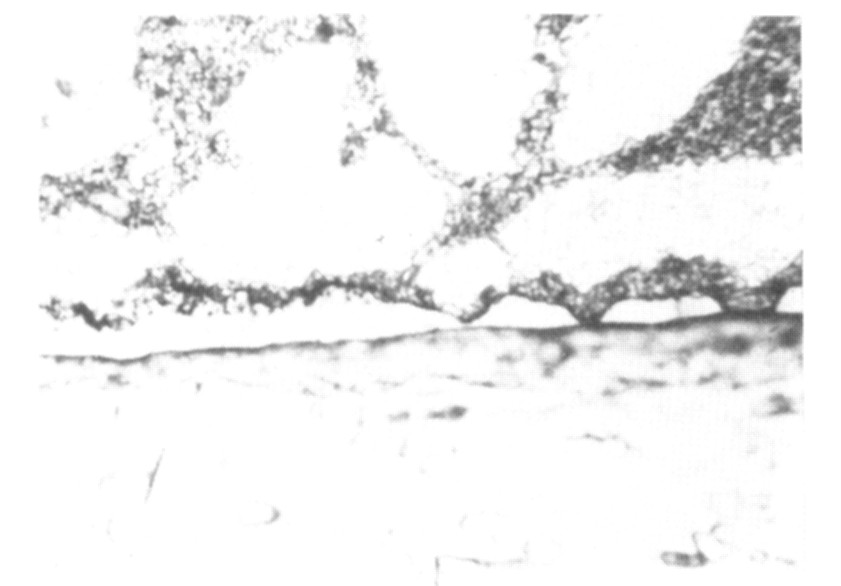
ͼ2 �����벻��ֽ������֯��ò ��800
Fig.2 Microstructure of joint interface between weld and SS
��������ĸ�Ľ���������֯�ɳ�����������AlSi�༰�����������, ��ͼ3��ʾ�������۳��ھ�����С����, �۳�����֯Ϊ���������� (����״) ��AlSi�� (��֦״) �Ĺ�����, ��ͼ4��ʾ����Ӧǥ����HR-1����ֵ�����֯δ�������Ӱ��, ����֯��Ϊ��������, ���������ǥ��Ϊ���͵ij�����������AlSi��Ĺ�����, ��ͼ5��ʾ���ɼ�ɨ��羵������������������һ�¡���Ӧǥ����ĸ�ı���Ӱ���С, ������ǥ������������ԽϺ�, �ں������γ������ԽϺõĹ�����֯, ��Ժ��������ƵIJ�����һ�����������á�

ͼ3 ��������ĸ�Ľ������֯��ò ��800
Fig.3 Microstructure of joint interface between weld and Be
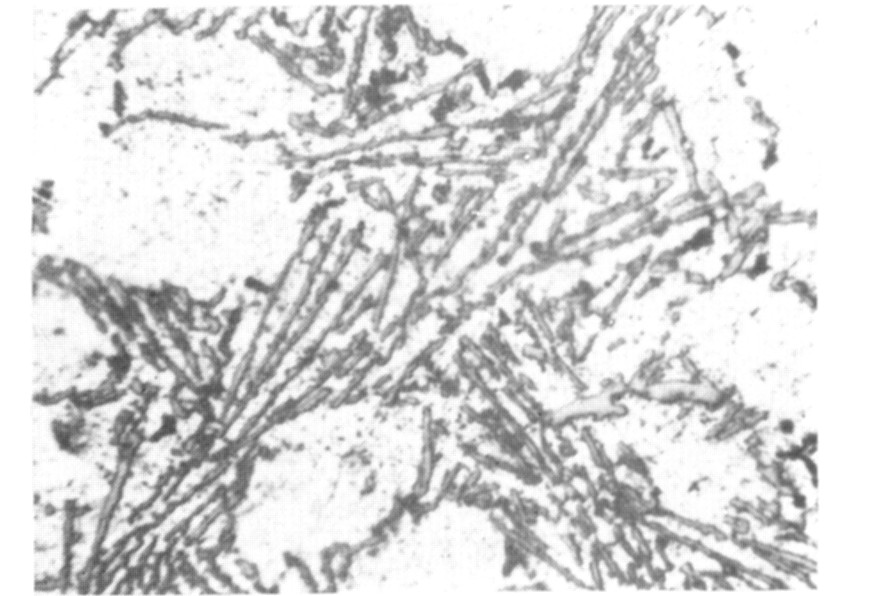
ͼ4 �����۳���֯��ò ��300
Fig.4 Microstructure of braze
2.2 ���ɷ�
X�����������ɷַ���������ڱ�2, ȡ��λ����ͼ5��ʾ��
��2 X�����������ɷַ������w/%
Table 2 Results of point analysis at joint interfaces by X-ray energy dispersive spectrometer
� |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
Fe |
65.26 | 61.68 | 0 | 0 | 0 | 0 | 9.24 | 0 | 0 | 0 |
Cr |
18.29 | 17.16 | 0 | 0 | 0 | 0 | 2.55 | 0 | 0 | 0 |
Ni |
12.78 | 12.33 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
Mo |
2.93 | 2.64 | 0 | 0 | 0 | 0 | 1.36 | 0 | 0 | 0 |
Si |
0.74 | 1.09 | 1.59 | 17.45 | 14.36 | 3.48 | 8.17 | 21.84 | 48.55 | 28.32 |
Al |
0 | 4.50 | 98.41 | 82.55 | 85.64 | 96.52 | 74.72 | 78.16 | 51.45 | 71.68 |
ע:6��10���һ����δ�����롣
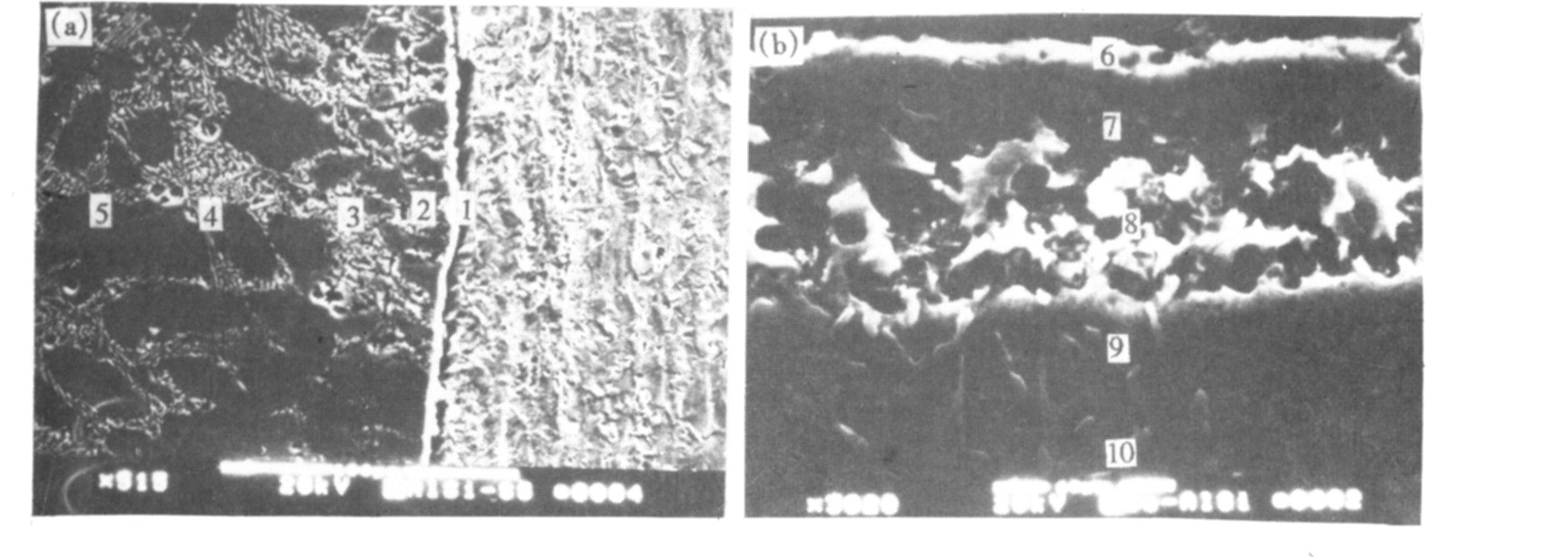
ͼ5 ����SEM��ò��X�����������ɷַ���ȡ��λ��ʾ��ͼ
Fig.5 Fractographes (SEM) and schematic diagrams of measured points by X-ray energy dispersive spectrometer
(a) ������뺸�����; (b) ���뺸�����
���������ݿ�, �ڲ�����뺸�����û�����ԵĹ��ɲ�, ����Al, Si������С�仯, �����Լ 50 ��m����ʼ Al, Si ��������ƽ�⡣��ͼ3��ͼ5���Կ������뺸�������ɲ���ԽϿ�, �ӽ�����Ľ��濪ʼ������, ��躬����������������, �������෴;�������Լ 250 ��m Al, Si ������ʼ����һ�¡�ͼ4����֦״���ɷ�Ϊ Si 28.32%��Al 71.68% (��������) , ��ԭ���������õ���1��1;����״���ɷ�Ϊ 100% Al (��������) , ֤ʵ���۳�����֯Ϊ���͵ij��������� (����״) �� AlSi�� (��֦״) �Ĺ�����, ���������۳��ڲ�ͬ����Al, Si�����нϴ�������, �ɷַ����������뺸�������ɲ�����Fe, Cr, Mo����, ��ԭ���д���һ��������
����X���������Dz��ܼ����, ���о����ö�Ъ���������Ƿ������ڽ������ķֲ����, ������ͼ6��ʾ���������, �����ȷ����Ĵ���, ����ǥ���γ���һ�㻥�ܹ��ɲ�, ��һ�������ǥ��ǿ�ȡ�����ĸ������������ɵ���ĸ���д���һ��������, �ڹ��ɲ㼰�۳�������Ĵ���, ˵����ǥ����������ĸ�ı������һ����ʴ����ɢ�ֲ����۳�֮�С�ͼ�Ϸ�Ӧ��Be, Si�ں����о�����ͬ�ı仯���ơ�����, ����AlSi����ʽ�ı仯�뺸���е���֯Ϊ������������AlSi����һ�µ�, ��˵������Ҫ�����ڳ�����������AlSi��ľ����ϡ�
2.3 ��Ӳ��
��Ӳ�Ȳ��Խ�����3��ʾ, ��ǥ����������Ӳ�Ƚϵ���, �����и�����Ӳ�Ƚӽ�, ����ĸ��Ӳ�ȵ͡�
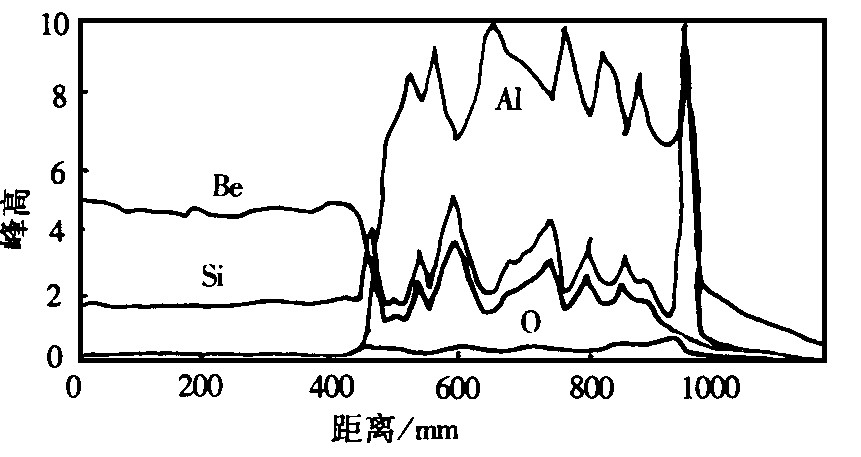
ͼ6 ��Ъ���������Ƿ������
Fig.6 Composition at interface between Be and braze
��3 ��Ӳ�Ȳ��Խ��
Table 3 Results of vickers hardness at joint interfaces
����� |
�غ�/g | ����ʱ��/s | Ӳ��/kg��mm-2 |
�����ĸ�� |
50 | 15 | 140.28 |
��ĸ�� |
50 | 15 | 202.28 |
ǥ��AlSi�� |
10 | 15 | 40.74 |
ǥ�Ϧ����� |
10 | 15 | 38.88 |
SS��ǥ�Ͻ��� |
10 | 15 | 49.47 |
����ǥ�Ͻ��� |
10 | 15 | 40.77 |
3 ����
���� HR-1 ����ָ�Ӧǥ���ں�ֺ������������һЩ����, ���ֽ���Ч������, δ���������ơ�������֯Ϊ������������AlSi��Ĺ�����, ������ĸ�ĵĽ���ɷִ���һ���IJ���, ������һ�����ȵĹ��ɲ㡣�����и�����Ӳ�Ƚӽ�, ����ĸ��Ӳ�ȵ͡�ʹ������ǥ�Ͻ��и�Ӧǥ��ʵ������ HR-1 ����������ǿ��еġ�
�����
[1] ���ޡ���, κ�������.���ӷ������豸.����:��е��ҵ������, 198756
[2] ��KurodaT , HatanoT , EnaedaMetal.J.Nucl.Mater., 1998, 258-263:258
[3] ��ViscaE , DiPietioE , CeccottiGetal.FusionTechnol., 1996, 30:689
[4] ��RonkaKJ, VanlooFJ.J.MetallurgicalandMaterialsTransactionsA , 1998, 29:2951
[5] ��SaintAntoninF , BarberiD , MaroisGLeetal.J .Nucl.Mater., 1998, 258-263:2030
[6] ��NishiH , KikuchiK .J .Nucl.Mater., 1998, 258-263:281
[7] ��FabritsievSA .J.Nucl.Mater., 1998, 258-263:2069
[8] ��������, �ꡡ��, �ס���.����:2000�й��������ַ����ļ�, ����:ұ��ҵ������, 2000
[1] ���ޡ���, κ�������.���ӷ������豸.����:��е��ҵ������, 198756
[2] ��KurodaT , HatanoT , EnaedaMetal.J.Nucl.Mater., 1998, 258-263:258
[3] ��ViscaE , DiPietioE , CeccottiGetal.FusionTechnol., 1996, 30:689
[4] ��RonkaKJ, VanlooFJ.J.MetallurgicalandMaterialsTransactionsA , 1998, 29:2951
[5] ��SaintAntoninF , BarberiD , MaroisGLeetal.J .Nucl.Mater., 1998, 258-263:2030
[6] ��NishiH , KikuchiK .J .Nucl.Mater., 1998, 258-263:281
[7] ��FabritsievSA .J.Nucl.Mater., 1998, 258-263:2069
[8] ��������, �ꡡ��, �ס���.����:2000�й��������ַ����ļ�, ����:ұ��ҵ������, 2000
